Estudio de corrosión del acero API 5L X52 en solución de NaCl mediante el uso de “Rotating Cylinder Electrode” (RCE)
158
0
0
Texto completo
(2) CERTIFICACIÓN Certifico que el presente trabajo fue desarrollado por BETANCOURT LOGROÑO ERICK ADRIÁN & DEFAZ TAIPE WILLIAM SANTIAGO, bajo mi supervisión.. _________________________________ Ing. Díaz Campoverde Carlos Wime, M. Sc.. DIRECTOR DE PROYECTO. i.
(3) DECLARACIÓN Yo, Betancourt Logroño Erick Adrián & Defaz Taipe William Santiago, declaro bajo juramento que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento. A través de la presente declaración cedo mis derechos de propiedad intelectual correspondiente a este trabajo, a la Escuela Politécnica Nacional, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normativa institucional vigente.. _____________________ Betancourt Logroño Erick Adrián. _____________________ William Santiago Defaz Taipe. ii.
(4) DEDICATORIA El presente proyecto de titulación lo dedico a las personas que forman parte de mi familia en especial a mi madre y abuelita por ser el apoyo integral y la inspiración fundamental para conseguir cada uno de mis objetivos.. A mis padres, por sus consejos que me inspiran a conseguir lo que me propongo y por brindarme su apoyo incondicional durante toda mi carrera universitaria.. Erick. iii.
(5) AGRADECIMIENTO Agradezco a Dios, a mi familia por ser el respaldado y pilar fundamental en las etapas más importantes de mi vida, por su apoyo y confianza para cumplir mis metas y objetivos. Agradezco a cada persona con la que compartí a lo largo de mi carrera universitaria, muchos de ellos se convirtieron en amistades las cuales daban un mayor significado al día a día en las aulas, por los momentos dentro y fuera de la institución. A mi compañero en la realización del proyecto, por el tiempo y dedicación. A mis amigos del colegio, que a través de los años hemos perdurado en amistad y han sido un apoyo incondicional. A los Ingenieros Ricardo Torres, Lenin Flor y Byron Saltos de EP PETROECUADOR por contribuir con la concepción inicial del proyecto y al Ingeniero Darío Ramírez de SERTECPET por su creer en la posible realización del trabajo. Agradezco al Ingeniero Carlos Díaz, director de este proyecto de titulación, por la confianza, guía, iniciativa y entereza depositada para la completa realización del presente trabajo. Una mención especial al Tlgo. Fabián Peñaloza, por su gran predisposición, amabilidad, apoyo logístico en la realización experimental.. Winston Churchill.. A mis padres, por ser una parte fundamental en mi vida, ayudarme a cumplir todas mis metas y por su esfuerzo diario que me permitieron obtener el título de Ingeniero. A mis amigos, por todos los momentos vividos tanto en las aulas como afuera de ellas, a mi compañero de tesis por el tiempo invertido para culminar este trabajo. Al Tecnólogo Fabian Peñaloza, por prestarnos equipos indispensables para la realización de la parte experimental de este trabajo. Al Ing. Carlos Diaz, por la paciencia y por guiarnos durante la realización de este trabajo.. Erick. iv.
(6) ÍNDICE CERTIFICACIÓN ........................................................................................................... i DECLARACIÓN ............................................................................................................ ii DEDICATORIA .............................................................................................................iii AGRADECIMIENTO .................................................................................................... iv RESUMEN.................................................................................................................. xv ABSTRACT ................................................................................................................xvi INTRODUCCIÓN .......................................................................................................... 1 Objetivo general............................................................................................................ 2 Objetivos específicos .................................................................................................... 2 1.. MARCO TEÓRICO ................................................................................................ 3. 1.1.. Corrosión ........................................................................................................... 3. 1.1.1.. Forma de producción de corrosión ................................................................. 3. 1.1.2.. Tipos de corrosión .......................................................................................... 4. 1.1.3.. Velocidad de corrosión ................................................................................... 8. 1.2. 1.2.1. 1.3.. Flujo en tuberías ................................................................................................ 9 Flujo laminar y turbulento.............................................................................. 10 API 5L: Especificaciones .................................................................................. 12. 1.3.1.. Nivel de especificación del producto (PSL) ................................................... 12. 1.3.2.. Grado ........................................................................................................... 12. 1.3.3.. Dimensión .................................................................................................... 13. 1.3.4.. Proceso de manufactura ............................................................................... 13. 1.3.5.. Requerimientos del material ......................................................................... 14. 1.4.. ELECTRODO DE CILINDRO ROTATORIO ..................................................... 18. 1.4.1.. Introducción .................................................................................................. 18. 1.4.2.. Relación con flujo turbulento......................................................................... 20. 1.4.3.. Esfuerzo cortante en pared........................................................................... 20. 1.4.4.. Modelado de flujo en tubería ........................................................................ 21 v.
(7) 2.. METODOLOGÍA .................................................................................................. 23. 2.1.. Diseño y extracción de probetas ...................................................................... 23. 2.2.. Ensayo de tracción ........................................................................................... 25. 2.2.1.. Equipo utilizado ............................................................................................ 25. 2.2.2.. Procedimiento............................................................................................... 26. 2.3.. Ensayo de dureza ............................................................................................ 26. 2.3.1.. Equipo utilizado ............................................................................................ 27. 2.3.2.. Procedimiento............................................................................................... 28. 2.4.. Análisis de composición química ...................................................................... 28. 2.4.1.. Equipo utilizado ............................................................................................ 29. 2.4.2.. Procedimiento............................................................................................... 29. 2.5.. Construcción. .............................. 30. 2.5.1.. Equipos utilizados en el circuito neumático ................................................... 30. 2.5.2.. Sistema neumático ....................................................................................... 32. 2.5.3.. .......................................... 33. 2.5.4.. Puesta en marcha de RCE ........................................................................... 36. 2.5.5.. Pesaje .......................................................................................................... 37. 2.5.6.. Macrografías................................................................................................. 38. 2.5.7.. Ensayo metalográfico ................................................................................... 40. 3.. RESULTADOS Y DISCUSIÓN ............................................................................ 45. 3.1.. Resultados ....................................................................................................... 45. 3.1.1.. Resultados de caracterización del material ................................................... 45. 3.1.2.. Ensayo de corrosión ..................................................................................... 47. 3.1.3.. Resultados teóricos para ensayo de corrosión con RCE .............................. 71. 3.1.4.. Ecuación paramétrica ................................................................................... 78. 3.2.. Discusión ......................................................................................................... 86. 3.2.1.. Caracterización del material base ................................................................. 86. 3.2.2.. Ensayo de corrosión ..................................................................................... 88 vi.
(8) 3.2.3. 4.. Ecuación Paramétrica................................................................................... 92. CONCLUSIONES, RECOMENDACIONES Y TRABAJOS FUTUROS ................. 94. 4.1.. Conclusiones.................................................................................................... 94. 4.2.. Recomendaciones y trabajos futuros ............................................................... 94. Referencias Bibliográficas .......................................................................................... 96 ANEXOS................................................................................................................... 100. vii.
(9) ÍNDICE DE TABLAS Tabla 1.1. Composición química para acero PSL 1. ................................................... 15 Tabla 1.2. Composición química para acero PSL 2. ................................................... 15 Tabla 1.3. Requerimientos de tensión para PSL 1. ..................................................... 16 Tabla 1.4. Requerimientos de tensión para PSL 2. ..................................................... 16 Tabla 1.5. Orientación de probetas para ensayo tracción. .......................................... 17 Tabla 2.1. Especificaciones técnicas de la máquina Tinius Olsen para ensayos de tracción. ...................................................................................................................... 26 Tabla 2.2. Escalas Rockwell más usadas. .................................................................. 27 Tabla 2.3. Especificaciones técnicas de la maquina HARDROCKER para ensayos de dureza. ....................................................................................................................... 28 Tabla 2.4. Especificaciones técnicas de maquina Bruker para análisis de composición química. ...................................................................................................................... 29 Tabla 2.5. Especificaciones técnicas de filtro-. ................................... 30. Tabla 2.6. Características del compresor de aire. ....................................................... 31 Tabla 2.7. Especificaciones de amoladora neumática................................................. 32 Tabla 2.8. Distribución de probetas en RCE. .............................................................. 36 Tabla 2.9. Relación presión. velocidad angular. ........................................................ 37. Tabla 2.10. Especificaciones técnicas de la balanza OHAUS para pesar probetas. ... 37 Tabla 2.11. Especificaciones técnicas del microscopio OLYMPUS SZX7. .................. 38 Tabla 2.12. Procedimiento para pesar y toma de macrografías. ................................. 39 Tabla 2.13. Especificaciones técnicas de la desbastadora de disco BUEHLER. ......... 41 Tabla 2.14. Especificaciones técnicas de la pulidora semiautomática Metkon. ........... 42 Tabla 2.15. Especificaciones técnicas del microscopio OLYMPUS GX41. .................. 42 Tabla 2.16. Procedimiento para micrografía. .............................................................. 43 Tabla 3.1. Resultados ensayo de tracción para el material base. ............................... 45 Tabla 3.2. Dureza obtenida en el material base. ......................................................... 46 Tabla 3.3. Microestructura de metal base a distintos aumentos, con y sin ataque. ..... 46. viii.
(10) Tabla 3.4. Elementos que conforman el material base................................................ 46 Tabla 3.5. Seguimiento de corrosión de la Probeta P8. .............................................. 47 Tabla 3.6. Seguimiento de corrosión de la Probeta P9. .............................................. 48 Tabla 3.7. Seguimiento de corrosión de la Probeta P10. ............................................ 49 Tabla 3.8. Micrografía de la probeta P8. ..................................................................... 51 Tabla 3.9. Micrografía de la probeta P9. ..................................................................... 51 Tabla 3.10. Micrografía de la probeta P10. ................................................................. 52 Tabla 3.11. Pesos obtenidos para 850 RPM para P8, P9 y P10. ................................ 53 Tabla 3.12. Velocidad de corrosión para 850 RPM. .................................................... 54 Tabla 3.13. Seguimiento de corrosión de la Probeta P1. ............................................ 55 Tabla 3.14. Seguimiento de corrosión de la Probeta P2. ............................................ 56 Tabla 3.15. Seguimiento de corrosión de la Probeta P4. ............................................ 56 Tabla 3.16. Micrografías de la probeta P1. ................................................................. 57 Tabla 3.17. Micrografías de la probeta P2. ................................................................. 57 Tabla 3.18. Micrografías de la probeta P4. ................................................................. 58 Tabla 3.19. Pesos obtenidos para 1000 RPM para P1, P2 y P4. ................................ 59 Tabla 3.20. Velocidad de corrosión para 1000 RPM. .................................................. 60 Tabla 3.21. Seguimiento de corrosión de la Probeta P5. ............................................ 61 Tabla 3.22. Seguimiento de corrosión de la Probeta P6. ............................................ 62 Tabla 3.23. Seguimiento de corrosión de la Probeta P7. ............................................ 63 Tabla 3.24. Micrografías de la probeta P5. ................................................................. 65 Tabla 3.25. Micrografías de la probeta P6. ................................................................. 65 Tabla 3.26. Micrografías de la probeta P7. ................................................................. 66 Tabla 3.27. Pesos obtenidos para 1500 RPM para P5, P6 y P7. ................................ 67 Tabla 3.28. Velocidad de corrosión para 1500 RPM. .................................................. 68 Tabla 3.29. Valores teóricos y experimentales para reducción de espesores. ............ 70 Tabla 3.30. Relación en peso de solución de cloruro de sodio.................................... 71 Tabla 3.31. Densidad de solución de cloruro de sodio. ............................................... 72 ix.
(11) Tabla 3.32. Viscosidad de soluciones de cloruro de sodio. ......................................... 72 Tabla 3.33. Difusividad de líquidos. ............................................................................ 73 Tabla 3.34. Variables utilizadas para cálculo de valores teóricos. ............................... 73 Tabla 3.35. Valores de características geométricas del RCE. ..................................... 73 Tabla 3.36. Valores de constantes físicas para cálculo de valores teóricos. ............... 74 Tabla 3.37. Constantes matemáticas utilizadas para relación RCE con tubería. ......... 75 Tabla 3.38. Valores de cálculos hidrodinámicos. ........................................................ 75 Tabla 3.39. Correlación de velocidad entre flujo en RCE de 25 [mm] de diámetro y tubería. ....................................................................................................................... 77 Tabla 3.40. Promedio de masa pérdida de probetas en función de la velocidad de rotación y tiempo de experimentación. ........................................................................ 78 Tabla 3.41. Valores de coeficientes de cada ecuación según sus velocidades de rotación. ...................................................................................................................... 81 Tabla 3.42. Comparación de Pérdida de masa experimental y calculada. .................. 86. x.
(12) ÍNDICE DE FIGURAS Figura 1.1. Tipos de corrosión existentes...................................................................... 4 Figura 1.2. Corrosión de tipo uniforme. ......................................................................... 5 Figura 1.3. Corrosión intergranular. .............................................................................. 5 Figura 1.4. Forma de producción de picaduras. ............................................................ 6 Figura 1.5. Corrosión-erosión. ...................................................................................... 8 Figura 1.6. Velocidad de corrosión vs. Tiempo. ............................................................ 8 Figura 1.7. Velocidad promedio en tubería. ................................................................ 10 Figura 1.8. Variación del esfuerzo cortante con la distancia........................................ 12 Figura 1.9. Dimensiones de probeta para ensayos de tracción. .................................. 18 Figura 1.10. Vistas ensambladas y desmontadas del electrodo de cilindro giratorio de 15 [mm]. .......................................................................................................................... 19 Figura 2.1. Procesos realizados en ensayo de corrosión. ........................................... 23 Figura 2.2. Tubería API 5L X52. ................................................................................. 23 Figura 2.3. Punto kilométrico de la tubería. ................................................................. 24 Figura 2.4. Muestra de tubería para experimentación. ................................................ 24 Figura 2.5. Probetas con recubrimiento de pintura anticorrosiva. ................................ 25 Figura 2.6. Probeta extraída de tubería API 5L X52 después del ensayo de tracción. 25 Figura 2.7. Probetas para ensayo de dureza. ............................................................. 27 Figura 2.8. Probeta utilizada para determinar composición química. .......................... 29 Figura 2.9. Circuito neumático utilizado. ..................................................................... 33 Figura 2.10. Circuito neumático real. .......................................................................... 33 Figura 2.11. RCE en Autodesk Inventor. ..................................................................... 34 Figura 2.12. Separador de 5 [mm] de espesor. ........................................................... 35 Figura 2.13. Separador de 10 [mm] de espesor. ......................................................... 35 Figura 2.14. Separador de 60 [mm] de espesor. ......................................................... 35 Figura 2.15. Tapón. .................................................................................................... 36 Figura 2.16. Probetas para ensayo metalográfico. ...................................................... 41 xi.
(13) Figura 3.1. Probetas posteriores al ensayo de tracción. .............................................. 45 Figura 3.2. Peso probeta vs Tiempo a 850 RPM. ........................................................ 54 Figura 3.3. Velocidad de corrosión vs. Tiempo a 850 RPM. ........................................ 55 Figura 3.4. Peso probeta vs Tiempo a 1000 RPM. ...................................................... 60 Figura 3.5. Velocidad de corrosión vs. Tiempo a 1000 RPM. ...................................... 61 Figura 3.6. Peso probeta vs Tiempo a 1500 RPM. ...................................................... 68 Figura 3.7. Velocidad de corrosión vs. Tiempo a 1500 RPM para tres probetas. ........ 69 Figura 3.8. Correlación entre RCE y flujo en tubería. .................................................. 78 Figura 3.9. Curvas de masa pérdida en relación con sus respectivas líneas de tendencia para tiempos de experimentación dados..................................................................... 79 Figura 3.10. Variación del coeficiente. respecto a. . ................................................ 81. Figura 3.11. Variación del coeficiente. respecto a. . ................................................ 82. Figura 3.12. Variación del coeficiente. respecto a. . ................................................ 82. Figura 3.13. Comparación entre curva de datos experimental y curva obtenida con ecuación paramétrica para 850 RPM. ......................................................................... 84 Figura 3.14. Comparación entre curva de datos experimental y curva obtenida con ecuación paramétrica para 1000 RPM. ....................................................................... 85 Figura 3.15. Comparación entre curva de datos experimental y curva obtenida con ecuación paramétrica para 1000 RPM. ....................................................................... 85 Figura 3.16. Comparación de espesores medidos vs. Espesores calculados para 850 RPM. .......................................................................................................................... 89 Figura 3.17. Comparación de espesores medidos vs. Espesores calculados para 1000 RPM. .......................................................................................................................... 90 Figura 3.18. Comparación de espesores medidos vs. Espesores calculados para 1500 RPM. .......................................................................................................................... 90 Figura 3.19. Promedio masa pérdida a diferentes RPM. ............................................. 91 Figura 3.20. Velocidad de corrosión promedio vs. RPM. ............................................ 92 Figura 3.21. Comparación de masa pérdida experimental y calculada. ...................... 93. xii.
(14) RESUMEN El presente proyecto de titulación estudió los cambios en la superficie del acero API 5L-X52 expuesta a solución salina al 3% en peso, mediante el método de Electrodo de cilindro rotatorio (RCE, por sus siglas en inglés). La experimentación se realizó a 850, 1000 y 1500 RPM, dichas velocidades rotacionales tienen relación con la velocidad lineal del fluido en tubería, la variación de la velocidad rotacional provoca un proceso acelerado de corrosión, estas probetas sometidas al ensayo luego de 108 h de experimentación presentaron pérdida de masa, cambio de color y aspecto en su superficie. Mediante la obtención de macrografías se determinó la presencia de corrosión uniforme con pequeños indicios de formación de picaduras, las micrografías permitieron determinar las fases que componen el material siendo estas ferrita y perlita, así como determinar el espesor aproximado de pérdida por efecto del proceso de corrosión y permitió corroborar el tipo de corrosión que se produjo. En base a los ensayos de caracterización del material que comprendieron ensayo de tracción, ensayo de composición química y ensayo de dureza basados en la norma API 5L: Specification for Line Pipe, se determinó que el material experimentado corresponde a un acero PSL tipo I y mediante el ensayo de corrosión se concluyó que a mayor velocidad rotacional se logra mayor pérdida de masa debido a que se reduce la presencia de la capa de pasividad y residuos de productos de corrosión lo que sirve para proteger al material del proceso de corrosión. Se obtuvo un modelo matemático que representa la pérdida de masa durante el tiempo, dicho modelo provee valores comparables a los obtenidos durante la experimentación, las restricciones de velocidad rotacional y tiempo de experimentación deben ser las mismas de operación del RCE.. Palabras clave: API 5L-X52, corrosión, pérdida de masa, RCE, velocidad rotacional.. xiii.
(15) ABSTRACT This project studied the changes in the surface of API 5L-X52 steel submerged in 3% NaCl, by the Rotating Cylinder Electrode (RCE) method. The experimentation was carried out at 850, 1000 and 1500 RPM. These rotational speeds are related to the linear velocity of the fluid in the line pipe; the variation of the rotational speed causes an accelerated process of corrosion. These test pieces subjected to the test after 108 h of experimentation presented a loss of mass, change in color and appearance on their surface. By obtaining macrographs the presence of uniform corrosion was determined with small indications of pitting. The micrographs allowed the determination of the phases that make up the material ferrite and perlite, the determination of the approximate thickness of material lost due to the process of corrosion and the corroboration of the type of corrosion that occurred. Based on material characterization tests, which included tensile testing, chemical composition testing and hardness testing based on the API 5L: Specification for Line Pipe standard, it was determined that the material tested corresponds to a steel PSL type I and through the corrosion test was determined that at higher rotational speed greater mass loss is achieved because the presence of the passivity layer and corrosion product residues is reduced which serves to protect the material from the corrosion process. A mathematical model was obtained that represents the loss of mass over time, this model provides values comparable to those obtained during the experimentation. The rotational speed and experimentation time restrictions must be the same as the operation of the RCE.. Keywords: API 5L-X52, corrosion, weight loss, RCE, rotational rate.. xiv.
(16) ESTUDIO DE CORROSIÓN DEL ACERO API 5L X52 EN SOLUCIÓ CYLINDER ELECTRODE (RCE) INTRODUCCIÓN La corrosión tiene un impacto negativo en las infraestructuras civiles e industriales, las industrias están obligadas a aumentar su producción al máximo para seguir siendo competitivas, el aumento de la producción conlleva también a un aumento de costos debido a una mayor tasa de degradación del material y amenazas de fallas de corrosión. Los hidrocarburos contienen una mezcla de agua y gases corrosivos que requieren un conjunto completo de estrategias de mitigación de la corrosión y selección de materiales en cada paso de su procesamiento y transporte para mantener la integridad mecánica de la infraestructura, y garantizar la seguridad de las personas y el medio ambiente. La corrosión puede provocar fallas en la infraestructura de líneas de tubería que generalmente son costosas de reparar, costosas en términos de contaminación o pérdida de producto, en daños ambientales y seguridad humana. Las decisiones sobre la integridad futura de una estructura o sus componentes dependen de una evaluación precisa de las condiciones que afectan su corrosión y la tasa de deterioro. La inspección y el control de la corrosión se utilizan para determinar el estado de un sistema y para determinar el desempeño de los programas de control y mantenimiento de la corrosión. Las prácticas tradicionales de inspección de corrosión generalmente requieren paradas planificadas periódicamente o interrupciones del servicio para permitir el proceso de inspección. Estas interrupciones programadas pueden ser costosas en términos de pérdidas de productividad, reinicio de energía, disponibilidad de equipos y costos de materiales. Sin embargo, las interrupciones o paradas accidentales son potencialmente mucho más disruptivas y costosas. Por lo que se propone un método de prueba en laboratorio para experimentar el efecto del flujo del fluido en el proceso de corrosión y como se liga a la pérdida de material en acero API 5L X52 usado en las líneas de poliducto del país, en consecuencia se incentiva a la investigación mediante el uso de RCE que ofrece una experimentación mediante el análisis de la rotación de muestras de tubería sumergidas en solución salina, al generar flujo turbulento se puede simular el flujo en líneas de tubería, y obtener relaciones entre este efecto y la pérdida de material.. 1.
(17) Al llevarse a cabo la experimentación sin ningún inconveniente se podrá obtener velocidades de corrosión dependientes de la velocidad de rotación del RCE en el fluido y de la masa que pierde el material en el proceso durante un tiempo determinado, dicha velocidad de rotación del RCE se puede correlacionar con la velocidad del flujo en tubería. Con la obtención de dichos datos el personal encargado del control de la integridad de las líneas de tubería podrá elaborar planes de control de la corrosión.. Objetivo general Estudiar la corrosión del acero API 5L X52 en solución de NaCl mediante uso de. Objetivos específicos Desarrollar y elaborar un banco de pruebas para examinación del proceso de corrosión a diferentes velocidades rotacionales sumergidas en solución salina. Determinar las propiedades mecánicas en la tubería analizada antes y después de la experimentación. Determinar un modelo paramétrico que relacione pérdida de masa con la velocidad angular rotacional. Realizar análisis metalográfico antes y después a la experimentación de corrosión para contrastar los modelos paramétricos con los resultados experimentales.. 2.
(18) 1. MARCO TEÓRICO En el capítulo presente se revisa conceptos necesarios para comprender la incidencia que tiene el flujo en el proceso de corrosión sobre la superficie del material en contacto con solución salina. Para poder comprender este proceso se presenta una exposición literaria acerca de flujo en tuberías, corrosión, características del material, sistemas neumáticos, RCE, además de sustentación teórica y matemática prioritarias para el desarrollo de la investigación.. 1.1. Corrosión La corrosión puede definirse como una destrucción gradual de un material, es decir, una degradación del metal debido a diferentes procesos ya sea químico, electroquímico o por erosión al momento que el material interactúa con el medio ambiente.. 1.1.1. Forma de producción de corrosión El proceso de corrosión se da por la formación de pilas galvánicas pequeñas en la superficie de un material, existen flujos de electrones desde las zonas anódicas hacia las zonas catódicas, adicional a esto debe existir un electrolito que cumple la función de cerrar el circuito eléctrico, este electrolito se conoce como el medio. En la corrosión los electrones se transfieren del ánodo al cátodo, debido a la diferencia de energía entre los mismos. La presencia de zonas anódicas y catódicas se debe a distintos factores como: escoria presente, la estructura cristalina del acero o diferencias que puedan existir en la composición química, la cantidad de oxígeno que exista en el medio donde se encuentra el acero. Existen dos ambientes principales para producir corrosión ya sea ambiente húmedo o seco (Shreir, Jaman, & Burstein, 1994).. 1.1.1.1. Corrosión húmeda Es cuando el proceso de corrosión se produce en presencia de agua o soluciones acuosas, la oxidación se produce en distintas partes del metal debido al flujo de electrones desde el ánodo hacia el cátodo.. 3.
(19) 1.1.1.2. Corrosión seca Es cuando el proceso de corrosión se produce en ausencia de agua, pero se produce en presencia de no metales principalmente el oxígeno que rodea al metal.. 1.1.2. Tipos de corrosión La corrosión a la que puede estar sometida un metal es variada, depende del medio al que está expuesto, en los aceros dedicados al transporte de petróleo e influenciados por la velocidad del fluido se puede encontrar los distintos tipos de corrosión indicados en la Figura 1.1:. Figura 1.1. Tipos de corrosión existentes. (Fuente: (Uhlig & Revie, 2000)). 1.1.2.1. Corrosión uniforme La corrosión uniforme o también conocida como general, es la forma más común y simple de corrosión, es una tasa uniforme de pérdida de metal sobre la superficie expuesta como se indica en la Figura 1.2. Se considera como una pérdida de metal debido al ataque químico o la disolución del componente metálico en forma de iones metálicos. Un metal resiste la corrosión formando una película pasiva en la superficie. Esta película se forma naturalmente cuando el metal se expone al aire o solución acuosa corrosiva durante un período de tiempo, dicha película una vez formada, evita la degradación del metal, siempre y cuando la película permanezca intacta Al producirse la corrosión es fácil determinar la velocidad de reducción de espesor de la tubería ya que la pérdida de material es prácticamente uniforme. Existe la posibilidad de que en algunas zonas la degradación no sea uniforme y esto se debe a suciedad, herrumbre que estén depositados en el interior del tubo, o a la no homogeneidad de composición del material. 4.
(20) Figura 1.2. Corrosión de tipo uniforme. (Fuente: (Vázquez, 2018)). 1.1.2.2. Corrosión intergranular Este es un tipo de corrosión que se da en los límites de grano de un metal como se observa en la Figura 1.3. En este tipo de corrosión se observa poco o ningún ataque en el cuerpo principal del grano, en el límite del grano se tiene un área limitada, esta área actúa como un ánodo, y el área más grande que son los granos actúa como cátodos. Se produce un flujo de energía desde el área pequeña del ánodo a la gran área del cátodo, lo que causa un daño rápido que penetra el metal.. Figura 1.3. Corrosión intergranular. (Fuente: (Vázquez, 2018)). 5.
(21) 1.1.2.3. Picaduras Este tipo de corrosión se caracteriza por una pérdida de metal en zonas específicas o localizadas que aparecen como agujeros profundos y diminutos en la superficie como se indica en la Figura 1.4. Una picadura se inicia cuando se produce la ruptura de la película protectora en la superficie del metal. La profundidad de una picadura puede producir una penetración pasante o una disminución del espesor de la pieza metálica, a su vez el ancho de la picadura puede aumentar con el paso del tiempo, pero no en la velocidad en que aumenta la profundidad. La principal consecuencia de este tipo de corrosión es que puede ocasionar la perforación de la tubería, lo que la daña por completo y no se pueda volver a utilizar, aunque se haya perdido un porcentaje relativamente pequeño del metal debido a la oxidación. El principal factor que causa y acelera las picaduras es el contacto eléctrico entre metales diferentes, o entre lo que se denomina "celdas de concentración" (áreas del mismo metal donde las concentraciones de oxígeno o sal conductora en el agua difieren) (Schweitzer, 2010). Este tipo de contacto provoca una diferencia de potencial que resulta en una corriente eléctrica que fluye a través del agua o a través del acero húmedo, desde el ánodo metálico hasta el cátodo cercano, se considera zona anódica a las picaduras mientras que la zona catódica es el metal restante.. Figura 1.4. Forma de producción de picaduras. (Fuente: (Schweitzer, 2010)). Si un área de ataque se limita a un área pequeña de metal que actúa como un ánodo, la picadura desarrollada se define como profunda. Si el área de ataque es relativamente grande, la picadura se define como poco profunda.. 6.
(22) La relación entre la penetración de metal más profunda y la penetración de metal promedio, determinada por la pérdida de peso de la muestra, se conoce como el factor de picadura. Un factor de picadura de 1 representa una corrosión uniforme. El desempeño en el área de corrosión por picaduras y hendiduras a menudo se mide utilizando la temperatura crítica de picaduras (CPT, por sus siglas en inglés), la temperatura crítica de grietas (CCT, por sus siglas en inglés) y el número equivalente de resistencia a picaduras o también llamado PREN por sus siglas en inglés. El CPT es la temperatura de una solución en la que se observan por primera vez las picaduras, mientras el CCT es la temperatura de una solución en la que se observan por primera vez grietas, estas temperaturas generalmente se determinan en cloruro férrico (. ).. Como regla general, cuanto mayor sea el PREN, mejor será la resistencia a la corrosión. El PREN está determinado por los contenidos de cromo, molibdeno y nitrógeno como se indica en la ecuación 1.1: (1.1) Número equivalente de resistencia a las picaduras. (Fuente: (Schweitzer, 2010)). 1.1.2.4. Corrosión por erosión Cuando los factores que contribuyen a la erosión aceleran la velocidad de corrosión de un metal, el ataque se denomina corrosión por erosión. La corrosión por erosión generalmente es causada por un flujo acuoso o gaseoso que fluye sobre la superficie del metal o que incide sobre ella, como se puede observar en la Figura 1.5. El ataque de este tipo de corrosión toma la forma de surcos, es decir, áreas redondeadas, u olas, que a menudo muestran direccionalidad, todos los equipos expuestos a flujo de fluidos están sujetos a corrosión por erosión, pero los sistemas de tuberías y los intercambiadores de calor son los más afectados. La corrosión por erosión se ve afectada por la velocidad, la turbulencia, el impacto, la presencia de sólidos en suspensión, la temperatura en el flujo de trabajo.. 7.
(23) Figura 1.5. Corrosión-erosión. (Fuente: (Vázquez, 2018)). 1.1.3. Velocidad de corrosión Las velocidades de corrosión para distintos materiales se expresan en términos de pérdida de espesor del metal por unidad de tiempo. La expresión más común está dada en mils por año con sus siglas en inglés mpy. Los materiales con velocidades de corrosión entre 0,0762 mm/año (3 mpy) y 0,508 mm/año (20 mpy) se consideran útiles para el entorno dado, para materiales con velocidades entre 0,508 mm/año (20 mpy) y 1,27 mm/año (50 mpy), podrían considerarse aceptables. Los materiales que muestran velocidades de corrosión general más allá de esto generalmente son inaceptables. (Schweitzer, 2010) La Figura 1.6 muestra las distintas tendencias que puede adquirir la velocidad de corrosión en el tiempo.. Figura 1.6. Velocidad de corrosión vs. Tiempo. (Fuente: (NACE, 2004)). 8.
(24) La ecuación 1.2 muestra los parámetros necesarios que se deben conocer para calcular la velocidad de corrosión.. (1.2). Velocidad de corrosión (Fuente: (ASTM/G1-03, 2017)). Donde:. 1.2. Flujo en tuberías Es un tipo de flujo de líquido dentro de un conducto cerrado, y otro tipo de flujo es en canal abierto con una superficie libre, el comportamiento de estos dos tipos de flujo es diferente. Para el desarrollo de este estudio se va a considerar flujo interno en donde la tubería va a estar llena con algún tipo de fluido y el impulso de este se lo realiza por diferencia de presión. El flujo de un fluido a través de tuberías se usa en redes de distribución de líquido o gas, cuando el fluido es líquido y se transporta a través de una sección transversal circular se denomina flujo en tubería, la importancia de que la geometría transversal de la tubería sea circular radica en que no existe una distorsión considerable al momento de resistir grandes cantidades de diferencia de presión entre el interior y exterior. (Çengel, Yunus; Cimbala, Jhon, 2006). La condición de no-deslizamiento describe que la velocidad del fluido varía de cero en la superficie hasta un máximo en el centro de la tubería. (Çengel, Yunus; Cimbala, Jhon, 2006). Al ser el área transversal de la tubería constante el flujo se considera incompresible, por lo tanto, es conveniente trabajar con una velocidad promedio. 9. ..
(25) Figura 1.7. Velocidad promedio en tubería. (Fuente: (Çengel, Yunus; Cimbala, Jhon, 2006)). 1.2.1. Flujo laminar y turbulento Las líneas de corriente en el flujo de tubería son paralelas a bajas velocidades, en tanto que se vuelven caóticas a medida que la velocidad se incrementa sobre un valor crítico. El flujo laminar tiende a ocurrir a velocidades más bajas, por debajo de un umbral en el que se vuelve turbulento. El flujo turbulento es un régimen de flujo menos ordenado que se caracteriza por remolinos o pequeños paquetes de partículas de fluido, que dan como resultado una mezcla lateral. La transición de flujo laminar a turbulento ocurre en una región en la cual fluctúa entre flujo laminar y turbulento, para posteriormente convertirse en flujo completamente turbulento.. 1.2.1.1. Número de Reynolds Para que exista un cambio de flujo laminar a turbulento, se toman en cuenta factores como la rugosidad de la superficie, la geometría, el tipo de fluido, la velocidad del flujo y la temperatura de la superficie. El factor principal es la razón de fuerzas inerciales sobre fuerzas viscosas en el fluido, el número de Reynolds es una cantidad adimensional, como se puede apreciar en la ecuación 1.2. (1.3) Número de Reynolds. (Fuente: (Çengel, Yunus; Cimbala, Jhon, 2006)). Donde:. 10.
(26) El número de Reynolds es la relación de fuerzas inerciales a fuerzas viscosas dentro de un fluido que está sujeto a un movimiento interno relativo debido a diferentes velocidades del fluido, lo que se conoce como una capa límite en el caso de una superficie delimitada, como el interior de una tubería. Este movimiento relativo genera fricción del fluido, que es un factor en el desarrollo del flujo turbulento. Contrarrestando este efecto esta la viscosidad del fluido, que a medida que aumenta, inhibe progresivamente la turbulencia, ya que un fluido más viscoso absorbe más energía cinética. El número de Reynolds cuantifica la importancia relativa de estos dos tipos de fuerzas para condiciones de flujo dadas, y es una guía para determinar cuándo ocurrirá un flujo turbulento en una situación particular. El número de Reynolds crítico indica que el flujo se vuelve turbulento, este número es diferente para geometrías y condiciones de flujo distintas. Se forma un flujo turbulento continuo a una distancia muy larga de la entrada de la tubería. El flujo intermedio comenzará a pasar de laminar a turbulento y luego volverá a laminar a intervalos irregulares, llamado flujo intermitente. Esto se debe a las diferentes velocidades y condiciones del fluido en diferentes áreas de la sección transversal de la tubería, dependiendo de otros factores como la rugosidad de la tubería y la uniformidad del flujo. El flujo laminar tiende a dominar en el centro de movimiento rápido de la tubería, mientras que el flujo turbulento de movimiento lento domina cerca de la pared. Por lo tanto, en condiciones prácticas, el flujo en una tubería circular es: flujo laminar flujo transicional flujo turbulento. 1.2.1.2. Esfuerzo cortante El esfuerzo cortante en la pared de la tubería. es máxima en la entrada de la tubería,. donde el grosor de la capa límite es el más pequeño. El esfuerzo de corte disminuye a lo largo de la dirección del flujo. Por lo tanto, en la entrada de la tubería la caída de. 11.
(27) presión es mayor, esto causa un aumento en el factor de fricción promedio de la tubería, el aumento de fricción es insignificante para tuberías de gran longitud. En la región completamente desarrollada, el gradiente de presión y la tensión de corte en el flujo están en equilibrio.. Figura 1.8. Variación del esfuerzo cortante con la distancia. (Fuente: (Çengel, Yunus; Cimbala, Jhon, 2006)). 1.3. API 5L: Especificaciones 1.3.1. Nivel de especificación del producto (PSL) Para los aceros API 5L existen 2 niveles de especificación de producto conocidos como: PSL 1 y PSL 2. La diferencia entre estos tipos de designaciones es la variación de sus requisitos técnicos ya sea su forma de manufactura, su composición química, sus mínimos y máximos requerimientos en cuanto a resistencia a la tracción, etc. Los requisitos mencionados en la norma API 5L son aplicables únicamente a PSL 1 o PSL 2, si algún requisito no está asignado a un PSL específico se puede aplicar tanto a PSL 1 como PSL 2.. 1.3.2. Grado Los grados con los que cuenta la tubería API 5L son los grados estándar A25, A, B, X42, X46, X52, X56, X60, X65, X70 y X80; y cualquier grado intermedio. Para las especificaciones de producto PSL 1 Y PSL 2 se tiene: Para tubería PSL 1 existen grados desde A25 hasta la X70. Para tubería PSL 2 existen grados desde B hasta X80. 12.
(28) La principal diferencia entre el acero de Clase I (Cl I) y el acero de Clase II (Cl II) es que el acero Clase II posee mejores propiedades de roscado debido a su mayor contenido de fósforo.. 1.3.3. Dimensión Los tamaños están basados en unidades dominantes de EE. UU., existe diferencia entre tamaños existentes para tuberías PSL 1 y PSL 2, para tubería PSL 1 se ofertan tamaños desde 0,405 hasta 80 , mientras que para tuberías PSL 2 se ofertan tamaños desde 4 ½ hasta 80 .. 1.3.4. Proceso de manufactura La tubería se puede manufacturar con soldadura o sin soldadura y debe cumplir con los niveles de especificación del producto, grados, tipo de tubería y limitaciones de tamaño.. 1.3.4.1. Proceso sin costura Este proceso trabaja el acero en caliente para poder dar la forma tubular, si se considera necesario se puede acabar el producto en frío para obtener dimensiones y propiedades específicas.. 1.3.4.2. Procesos de soldadura Existen distintos procesos con los que se puede manufacturar este tipo de tubería como:. 1.3.4.2.1. Soldadura continua Es un proceso en el que las planchas de acero se calientan en un horno y los bordes se presionan de forma mecánica.. 1.3.4.2.2. Soldadura eléctrica Se crea una costura a partir de resistencia o inducción eléctrica, los bordes de la tubería se presionan mecánicamente y la resistencia eléctrica genera el calor necesario para unir el material.. 13.
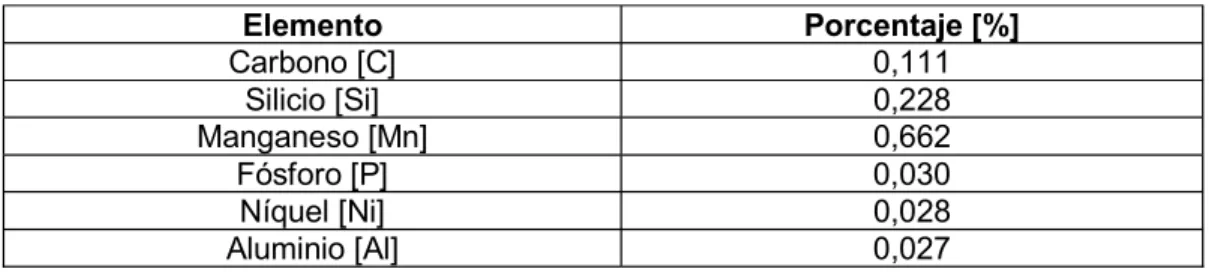
(29) 1.3.4.2.3. Soldadura con láser Esta soldadura utiliza un láser que produce la fusión del material y una técnica de sujeción de los bordes que permite la unión de estos, adicionalmente se puede precalentar los bordes para una mejor soldadura.. 1.3.4.2.4. Soldadura de arco sumergido La unión del material se produce por el calentamiento de este a través de un arco que se forma entre un electrodo consumible de metal desnudo y el material, la protección utilizada es material granular.. 1.3.4.2.5. Soldadura por arco metálico con gas Esta soldadura produce unión del metal al calentarse por acción de un arco producido por un electrodo consumible y el metal, la protección se da a través de un gas o mezcla entre gases que se suministra de forma externa.. 1.3.4.3. Tratamientos térmicos La tubería puede ser laminada, normalizada, templada, se puede realizar un alivio de esfuerzos subcríticos; los aceros grado X pueden templados y revenidos.. 1.3.5. Requerimientos del material 1.3.5.1. Propiedades químicas La composición química requerida esta especificada en la Tabla 1.1 para tubería PSL 1, mientras que para tubería PSL 2 se especifica en la Tabla 1.2. La composición de los grados intermedios (superior a X42) se ajustará a los requisitos químicos del siguiente grado estándar más alto. Para analizar los distintos elementos que componen el material se debe cumplir como mínimo el análisis de los siguientes elementos: Carbono, manganeso, fósforo, azufre, cromo, columbio [niobio], cobre, molibdeno, níquel, silicio, titanio y vanadio. Cualquier otro elemento agregado durante la fabricación del acero.. 14.
(30) Tabla 1.1. Composición química para acero PSL 1.. Fósforo Carbono, Manganeso, Azufre, Titanio, Otros Máx. Máx. Máx. Máx. Mín. Máx Sin costura A25, Cl I 0,21 0,6 0,03 0,03 A25, Cl II 0,21 0,6 0,045 0,08 0,03 A 0,22 0,9 0,03 0,03 B 0,28 1,2 0,03 0,03 0,04 b, c, d X42 0,28 1,3 0,03 0,03 0,04 c, d X46, X52, X56 0,28 1,4 0,03 0,03 0,04 c, d X60 0,28 1,4 0,03 0,03 0,04 c, d X65, X70 0,28 1,4 0,03 0,03 0,06 c, d Soldado A25, Cl I 0,21 0,6 0,03 0,03 A25, Cl II 0,21 0,6 0,045 0,08 0,03 A 0,22 0,9 0,03 0,03 B 0,26 1,2 0,03 0,03 0,04 b, c, d X42 0,26 1,3 0,03 0,03 0,04 c, d X46, X52, X56 0,26 1,4 0,03 0,03 0,04 c, d X60 0,26 1,4 0,03 0,03 0,04 c, d X65 0,26 1,45 0,03 0,03 0,06 c, d X70 0,26 1,65 0,03 0,03 0,06 c, d Grado y clase. (Fuente: (American Petroleum Institute, 2004)). Tabla 1.2. Composición química para acero PSL 2.. Grado. Carbono , Máx.. Manganeso , Máx.. Fósforo , Máx.. Azufre , Máx.. Titanio , Máx.. Otro s. Sin costura B. 0,24. 1,2. 0,025. 0,015. 0,04. X42 X46, X52, X56, X60 X65, X70, X80. 0,24. 1,3. 0,025. 0,015. 0,04. c, d, e c, d. 0,24. 1,4. 0,025. 0,015. 0,04. c, d. 0,24. 1,4 Soldado. 0,025. 0,015. 0,06. c, d. B. 0,22. 1,2. 0,025. 0,015. 0,04. X42 X46, X52, X56 X60 X65 X70 X80. 0,22 0,22 0,22 0,22 0,22 0,22. 1,3 1,4 1,4 1,45 1,65 1,85. 0,025 0,025 0,025 0,025 0,025 0,025. 0,015 0,015 0,015 0,015 0,015 0,015. 0,04 0,04 0,04 0,06 0,06 0,06. c, d, e c, d c, d c, d c, d c, d c, d. (Fuente: (American Petroleum Institute, 2004)) b. La suma de los contenidos de columbio (niobio) y vanadio no debe exceder del 0,03%.. c. Columbio (niobio), vanadio o combinaciones de estos se pueden usar a discreción del fabricante. d. La suma de los contenidos de columbio (niobio), vanadio y titanio no debe exceder el 0,15%. 15.
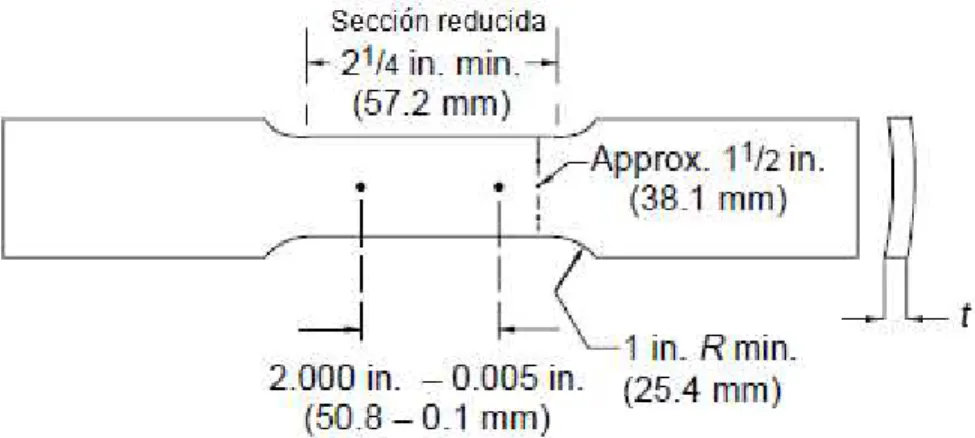
(31) e. La suma de los contenidos de columbio (niobio) y vanadio no debe exceder el 0.06%.. 1.3.5.2. Propiedades mecánicas Para los grados especificados en tubería PSL 1 o PSL 2 los requerimientos de tensión están especificados en la Tabla 1.2 y Tabla 1.3 respectivamente. Tabla 1.3. Requerimientos de tensión para PSL 1.. Grado A25 A B X42 X46 X52 X56 X60 X65 X70. Límite de Fluencia, Mínimo psi 25000 30000 35000 42000 46000 52000 56000 60000 65000 70000. MPa 172 207 241 290 317 359 386 414 448 483. Resistencia a la Tracción, Mínimo psi 45000 48000 60000 60000 63000 66000 71000 75000 77000 82000. % Elongación en 2" (50,8 [mm]), Mínimo. MPa 310 331 414 414 434 455 490 517 531 565. a a a a a a a a a a. (Fuente: (American Petroleum Institute, 2004)). Tabla 1.4. Requerimientos de tensión para PSL 2.. Resistencia a la Tracción, Grado Mínimo psi MPa psi Mpa psi Mpa B 35000 241 65000 448 60000 414 X42 42000 290 72000 496 60000 414 X46 46000 317 76000 524 63000 434 X52 52000 359 77000 531 66000 455 X56 56000 386 79000 544 71000 490 X60 60000 414 82000 565 75000 517 X65 65000 448 87000 600 77000 531 X70 70000 483 90000 621 82000 565 x80 80000 552 100000 690 90000 621 Límite de Fluencia, Mínimo. Límite de Fluencia, Máximo. Resistencia % a la Elongación Tracción, en 2" (50,8 Máximo [mm]), Mínimo psi Mpa 110000 758 a 110000 758 a 110000 758 a 110000 758 a 110000 758 a 110000 758 a 110000 758 a 110000 758 a 120000 827 a. (Fuente: (American Petroleum Institute, 2004)) a. [mm]) está determinada por la ecuación 1.3: (1.4). (Fuente: (American Petroleum Institute, 2004)). 16.
(32) Donde:. 1.3.5.3. Pruebas de propiedades mecánicas 1.3.5.3.1. Pruebas de tracción Tabla 1.5. Orientación de probetas para ensayo tracción.. TAMAÑO. TUBERIA SIN COSTURA. TUBERIA SOLDADA Cordón longitudinal Cordón helicoidal. (Fuente: (American Petroleum Institute, 2004)). Para tuberías menores a. y tubería sin costura mayor a. la probeta deberá ser. extraída longitudinalmente, mientras que tuberías soldadas mayores a. la probeta. se extraerá de manera transversal. Existen distintas formas en las que se pueden obtener las probetas dependiendo de las características de la tubería a ser analizada. Para la tubería ensayada API 5L X52 PSL se considera obtener una probeta de tipo rectangular con las siguientes dimensiones mostradas en la Figura 1.9:. 17.
(33) Figura 1.9. Dimensiones de probeta para ensayos de tracción. (Fuente: (American Petroleum Institute, 2004)). 1.4. ELECTRODO DE CILINDRO ROTATORIO 1.4.1. Introducción Los procesos de corrosión pueden ser acelerados al ser expuesto a condiciones ambientales extremas, tales condiciones pueden ser: alta temperatura, alta presión, y flujo en fluido turbulento (PINE RESEARCH, 2016). Para la recreación de flujo turbulento, es habitual el uso de complejos y costosos sistemas de tubería, mantenimiento, y calibración, para garantizar un movimiento de fluido cuyas características se asemejen a condiciones de trabajo reales, es decir, exista una confiablidad y reproductividad aceptable entre el movimiento del fluido y la muestra de metal. Para la experimentación en las condiciones mencionadas, es necesario un instrumental grande y complejo, para poder evitar tal necesitad se realiza el movimiento de nuestras de metal con respecto al fluido.. 1.4.1.1. Generalidades Un instrumento conveniente para un movimiento rápido de una muestra de metal con respecto al fluido es el Electrodo de Cilindro Rotatorio (RCE, por sus siglas en inglés) (PINE RESEARCH, 2016). La configuración de este dispositivo es con un electrodo rotatorio, eje del RCE, y accesorios como se los puede ver en la Figura 1.10.. 18.
(34) Figura 1.10. Vistas ensambladas y desmontadas del electrodo de cilindro giratorio de 15 [mm]. (Fuente: (PINE RESEARCH, 2016)). La velocidad de rotación es variable de acuerdo con un eje vertical. En la parte inferior las muestras metálicas son sostenidas mediante una boquilla montada en el extremo inferior del eje. La boquilla está hecha de materiales químicamente inertes y eléctricamente aislantes, pero enterrada dentro de la punta hay un mango de metal que proporciona estabilidad mecánica y también contacto eléctrico con la muestra del cilindro de metal, también llamado metal cupón (PINE RESEARCH, 2016). Para la examinación de los efectos que produce el flujo de fluidos en la corrosión el electrodo cilíndrico rotatorio (RCE, por sus siglas en inglés) es probablemente uno de los métodos más convenientes a construir y operar bajo régimen de flujo turbulento definido. El RCE permite medir niveles de corrosión mediante la recreación de condiciones hidrodinámicas con tipo de flujo turbulento en laboratorio. El RCE al encontrarse inmerso y rotando en solución salina, las condiciones hidrodinámicas generadas a bajas rotaciones son generalmente de características de un flujo turbulento, por lo que el RCE es un método apropiado de examinación del proceso de corrosión bajo condiciones turbulentas, pero a baja velocidad. Las velocidades rotacionales de trabajo varían en un rango de 200 a 4000 RPM, en las cuales es posible ajustar las condiciones hidrodinámicas adyacentes a la muestra de metal. El objetivo ideal es ajustar la velocidad de rotación para que las condiciones de flujo de fluido del laboratorio coincidan (o imiten) las encontradas en el campo. Una vez que esto se logra, el proceso de corrosión puede ser monitoreado por métodos clásicos de pérdida de masa o por métodos electroquímicos tales como la Resistencia a la polarización lineal (LPR, por sus siglas en inglés) o la Espectroscopia de impedancia electroquímica (EIS, por sus siglas en inglés) (PINE RESEARCH, 2016). 19.
(35) 1.4.1.2. Ventajas del RCE Al usar el RCE se necesita una cantidad relativamente pequeña del fluido a ser usado para el ensayo. Debido al tamaño y a las dimensiones del instrumental su limpieza no requiere mayor complejidad. Evita el uso de equipos costosos y complejos para la reproductividad del comportamiento del flujo sobre el metal. Recreación ideal para estudio de corrosión bajo condiciones turbulentas, pero a baja velocidad.. 1.4.2. Relación con flujo turbulento A bajas velocidades de rotación la solución que se encuentra cercana de las probetas del cilindro rotatorio fluye con tipo de flujo laminar. En tanto, que a velocidades de rotación más elevadas el tipo de flujo cambia de laminar a turbulento. Mientras que la capa de solución en contacto directo con el cilindro continúa pegándose a la superficie, el esfuerzo cortante entre esta capa y las capas más alejadas del cilindro comienza a desprender vórtices (PINE RESEARCH, 2016). La ecuación 1.4 representa la relación entre la velocidad lineal y velocidad rotacional. (1.5) Velocidad lineal promedio del flujo. (Fuente: (PINE RESEARCH, 2016)). Donde:. En general, para cilindro rotatorio, cuando el número de Reynolds es superior a 200 se considera un tipo de flujo turbulento.. 1.4.3. Esfuerzo cortante en pared Debido al flujo turbulento, en la superficie del RCE se produce una tensión cortante cuya ecuación es propuesta de manera aceptable por Eisenberg (Eisenberg, Tobias, & Wilke, 1954), mostrada en la ecuación 1.5:. 20.
(36) (1.6) Esfuerzo cortante en pared. (Fuente: (PINE RESEARCH, 2016)). 1.4.4. Modelado de flujo en tubería El principal reto al usar el RCE para imitar una condición de corrosión es elegir la apropiada velocidad de rotación. Por lo que la operación del RCE se la realiza a una velocidad de rotación donde la tensión de corte de la pared coincide con la que se encuentra en campo. Cuando un RCE se opera a una velocidad de rotación que produce condiciones de pérdida de masa similares a las que se encuentran en el campo, se supone que el mecanismo de corrosión que se produce en el campo se reproducirá en el laboratorio (PINE RESEARCH, 2016). Sin embargo, la velocidad de corrosión del RCE podría no coincidir con la encontrada en campo. Los casos en los que los datos obtenidos por RCE no han coincidido con los de campo, se sugiere especial atención en la rugosidad de la superficie, dado que influye en pérdida de masa. Otra limitación práctica es el rango de diámetros de tuberías que se puede usar para el método RCE. Con estas consideraciones se propone un enfoque descrito por Silverman (PINE RESEARCH, 2016). Se debe considerar el flujo como turbulento a través de un tubo liso y horizontal. Si se conoce el caudal a través de la tubería, de la superficie que se requiere obtener,. , entonces la velocidad. , en un RCE que produce una. condición de pérdida de masa casi equivalente y se la puede obtener mediante el uso de la ecuación 1.6:. (1.7). Relación entre la velocidad superficial en RCE y velocidad de flujo en tubería. (Fuente: (PINE RESEARCH, 2016)). Donde:. 21.
(37) (1.8) Número de Schmidt. (Fuente: (PINE RESEARCH, 2016)). Donde:. 22.
(38) 2. METODOLOGÍA En la Figura 2.1 se muestran las etapas que se realizan para efectuar el ensayo de corrosión, tales como: ensayos antes y después de la experimentación, procedimientos realizados, materiales y equipos utilizados.. Figura 2.1. Procesos realizados en ensayo de corrosión. (Fuente: Propia). 2.1. Diseño y extracción de probetas La materia prima usada para la extracción de probetas es a partir de una tubería API 5L X52 que se extrajo del tramo comprendido entre Shushufindi y Quito, esta tubería fue extraída de la línea en la ubicación PK 199+620,532. En la Figura 2.2 y Figura 2.3 se muestra el material base extraído.. Figura 2.2. Tubería API 5L X52. (Fuente: Propia). 23.
(39) Figura 2.3. Punto kilométrico de la tubería. (Fuente: Propia). La extracción de muestras se la hizo en base a los lineamientos mostrados en la Tabla 1.5, el modelo de las muestras se obtuvieron mediante diseño en el software Autodesk Inventor, las mismas que son circulares de diámetro exterior 25[mm] y de roscado interno M12x1,5. La Figura 2.4 muestra la forma final de las probetas a ser ensayadas, los planos de las muestra de tubería se encuentran en el Anexo II.. Figura 2.4. Muestra de tubería para experimentación. (Fuente: Propia). Las probetas al ser extraídas de la tubería no son planas, por lo que presentan una curvatura, para que esta superficie no tenga contacto con la solución salina es necesario que tengan un recubrimiento de pintura anticorrosiva como se muestra en la Figura 2.5, ya que el objetivo de la experimentación es analizar la pérdida de material en el área del anillo exterior en contacto con el fluido.. 24.
(40) Figura 2.5. Probetas con recubrimiento de pintura anticorrosiva. (Fuente: Propia). 2.2. Ensayo de tracción El ensayo de tracción se basa en aplicar dos fuerzas en sentido opuesto que provocan que el material se estire hasta romperse. Este ensayo permite caracterizar el material ya que provee información acerca del límite de fluencia, la resistencia a la tracción y la carga máxima registrada. Esta información permite verificar que el material cumpla con los requisitos propuestos en la Tabla 1.3 o Tabla 1.4. Las probetas utilizadas deben cumplir con las medidas propuestas en la Figura 1.9 correspondientes a la norma API 5L: Specification for Line Pipe. La Figura 2.6 muestra una probeta extraída de la tubería después de ser utilizada en el ensayo de tracción.. Figura 2.6. Probeta extraída de tubería API 5L X52 después del ensayo de tracción. (Fuente: Propia). 2.2.1. Equipo utilizado El equipo utilizado para realizar el ensayo de tracción fue la máquina universal de ensayos, dicho ensayo se realiza en el laboratorio de Análisis de Esfuerzos y Vibraciones (LAEV) de la Escuela Politécnica Nacional. La Tabla 2.1 muestra las especificaciones técnicas del equipo.. 25.
(41) Tabla 2.1. Especificaciones técnicas de la máquina Tinius Olsen para ensayos de tracción.. Marca Modelo Velocidad para ensayos Carga máxima soportada. Tinius Olsen Super L 0 76 [mm]/min 3000 kN. (Fuente: Propia). 2.2.2. Procedimiento Extraer probetas del material base de acuerdo con la norma API 5L: Specification For Line Pipe. Obtener medidas promedio de ancho y espesor, además marcar puntos en la probeta para facilitar la determinación de la elongación al final del ensayo. Sujetar las probetas con las mordazas que se encuentran en la máquina universal de ensayos. Determinar los parámetros para realizar el ensayo, como velocidad de carga y la carga a aplicarse. Encender la máquina y obtener los valores necesarios. Medir el porcentaje de elongación en 50 [mm] que tuvo la probeta al fracturarse.. 2.3. Ensayo de dureza El ensayo de dureza consiste en penetrar el material con un indentador que varía de forma, dependiendo de la escala en la que se desea medir la dureza. La escala que se utiliza es la escala Rockwell que es la más común y usada en aceros, en esta prueba se obtiene un valor de dureza determinando la profundidad de penetración de una punta de diamante o una bola de carburo de tungsteno. (ASTM a A370). Las escalas Rockwell más utilizadas se muestran en la Tabla 2.2: 26.
(42) Tabla 2.2. Escalas Rockwell más usadas.. Escala B C. Indentador. Carga Máxima [kgf]. Carga Mínima [kgf]. 100. 10. 150. 10. tungsteno Cono de diamante. (Fuente: (ASTM/A370-18, 2018)). La probeta utilizada para el ensayo tiene las dimensiones de 60 x 20 x 5 [mm], que debe tener sus caras paralelas para cerciorarse que el indentador penetre bien al material como se muestra en la Figura 2.7.. Figura 2.7. Probetas para ensayo de dureza. (Fuente: Propia). Existe una relación entre la dureza y la resistencia a la tracción que abarca a la mayoría de los metales, la ecuación que relaciona estas dos propiedades mecánicas está dada por la ecuación 2.1: (2.1) Ecuación para determinar resistencia a la tracción en aceros, dependiente de la dureza Brinell. (Fuente: (Groover, 1997)). Donde:. 2.3.1. Equipo utilizado El equipo utilizado para realizar el ensayo de dureza fue el durómetro, dicho ensayo se realiza en el laboratorio de Metalografía, Desgaste y Falla de la Escuela Politécnica Nacional, en la Tabla 2.3 se indican las especificaciones técnicas del durómetro HARDROCKER.. 27.
(43) Tabla 2.3. Especificaciones técnicas de la maquina HARDROCKER para ensayos de dureza.. Marca Modelo Rango Carga soportado. HARDROCKER HR-150A 0 100 (HRB, HRC) Dependiendo de escala los indentadores mencionados en la Tabla 2.2.. Indentadores (Fuente: Propia). 2.3.2. Procedimiento Extraer la probeta del tubo, proceder a dejar paralelas las caras, esto se lo realizo en la rectificadora del Laboratorio de Máquinas y Herramientas. Seleccionar la escala adecuada y colocar su respectivo indentador. Encerar el equipo. Girar la perilla del equipo hasta que la aguja de tres vueltas completas. Cargar el equipo por aproximadamente 10 segundos. Descargar el equipo y observar el valor de dureza.. 2.4. Análisis de composición química Se requiere realizar un análisis de composición química del acero utilizado en la experimentación para cerciorarse que el acero cumpla con los requerimientos de composición química mencionados en la Tabla 1.1 o Tabla 1.2. Para este tipo de ensayo se utiliza una probeta de 20 x 20 x 5 [mm] como se indica en la Figura 2.8.. 28.
(44) Figura 2.8. Probeta utilizada para determinar composición química. (Fuente: Propia). 2.4.1. Equipo utilizado El equipo utilizado para determinar los componentes que conforman el acero API 5L X52 fue el espectrómetro de chispa, dicho ensayo se realiza en el Laboratorio de Fundición de la Escuela Politécnica Nacional. La Tabla 2.4 muestra las principales especificaciones técnicas del espectrómetro de chispa. Tabla 2.4. Especificaciones técnicas de maquina Bruker para análisis de composición química.. Marca Modelo Voltaje Frecuencia Rango del espectro que soporta Peso Neto. Bruker Q2 Ion 100/240 V 50/60 Hz 170 411 nm 28 kg. (Fuente: Propia). 2.4.2. Procedimiento Purgar el equipo mediante el uso de argón. Seleccionar el electrodo adecuado para realizar el ensayo que debe ser de material similar a la probeta analizada. Colocar la probeta dentro de la cámara del equipo y encender la misma, esto provocara que el electrodo haga contacto con la superficie de la probeta. Observar los porcentajes que componen la muestra analizada mediante el software Elemental Suite. 29.
(45) 2.5. Construcción del sistema Electrodo de Cilindro Rotatorio 2.5.1. Equipos utilizados en el circuito neumático 2.5.1.1. Filtro regulador La importancia del filtro neumático conlleva a que debería ser el primer componente en la entrada de la mayoría de los circuitos neumáticos. Esta unidad es una combinación de componentes que se encargan de filtrar el aire, regular la presión, y añadir lubricante a las partes en movimiento del circuito. El aire proveniente del compresor contiene impurezas del ambiente, agua condensada, óxidos y lodos de aceite que pasan a través de los anillos del compresor. Estos productos de paso, dados por la compresión y tránsito de aire deben ser removidos para mantener las partes de los elementos mecánicos trabajando apropiadamente. La mayoría de los filtros limpian el aire y lo separa del agua condensada previo a la entrada de aire al circuito. Las especificaciones técnicas del filtro utilizado se muestran en la Tabla 2.5. Tabla 2.5. Especificaciones técnicas de filtro-r. Marca Código EAN. Eco[mm]erce 8024986108491 FR 1/4'' 50[µm] 012 bar drenaje semiautomático 50 [µm] RMSA-SAC 131 00260 0700 Filtro-regulador 1/8" 018 50 -10. Descripción corta Grado de filtración ([µm]) Drenaje (Tipo) Fam Caudal a 6 bar DP 0.5 bar (Nl/min) Caudal a 6 bar DP 1 bar (Nl/min) Denominación funcional Puerto de manómetro Máxima entrada de presión (bar) Máxima temperatura (°C) Mínima temperatura (°C) 30.
(46) Serie del producto Rango de ajuste (bar) Puerto roscado. NEW DEAL series 12 1/4". (Fuente: (Metalwork.it, 2018)). 2.5.1.2. Compresor de aire Para el ensamblaje del sistema neumático que pone en marcha el RCE, se utilizó el compresor que se encuentra en el Laboratorio de Fundición (L.F.) de la Escuela Politécnica Nacional. El equipo es un compresor estacionario cuya bomba es de aluminio y pistones de hierro fundido, cuyas características se muestran en la Tabla 2.6. Tabla 2.6. Características del compresor de aire.. Marca Modelo Galones HP/CV Desplazamiento Despacho Aéreo (SCFM). DeVilbiss Air Power Company L6560V 60 vertical 6,5 15,2 CFM 13,0 SCFM @ 40 PSI 10,5 SCFM @ 90 PSI 240V / 15A / 60Hz / 1PH 125 PSI D22629. Eléctrico Max. Pres. Bomba (Fuente: Propia). 2.5.1.3. Amoladora neumática Una herramienta neumática es un tipo de herramienta de potencia, accionada por aire comprimido, suministrada por un compresor de aire. Convierte el aire comprimido para trabajar con un motor neumático. En comparación con sus equivalentes de herramientas eléctricas, son más seguros de ejecutar y mantener, sin riesgo de chispas, cortocircuitos o electrocución, y tienen una mayor relación potencia / peso, lo que permite que una 31.
Figure
![Figura 1.10. Vistas ensambladas y desmontadas del electrodo de cilindro giratorio de 15 [mm]](https://thumb-us.123doks.com/thumbv2/123dok_es/3190132.580032/34.918.282.648.101.356/figura-vistas-ensambladas-desmontadas-electrodo-cilindro-giratorio-mm.webp)


+7



Documento similar
En un estudio clínico en niños y adolescentes de 10-24 años de edad con diabetes mellitus tipo 2, 39 pacientes fueron aleatorizados a dapagliflozina 10 mg y 33 a placebo,
• Descripción de los riesgos importantes de enfermedad pulmonar intersticial/neumonitis asociados al uso de trastuzumab deruxtecán. • Descripción de los principales signos
En estos últimos años, he tenido el privilegio, durante varias prolongadas visitas al extranjero, de hacer investigaciones sobre el teatro, y muchas veces he tenido la ocasión
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
En junio de 1980, el Departamento de Literatura Española de la Universi- dad de Sevilla, tras consultar con diversos estudiosos del poeta, decidió propo- ner al Claustro de la
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
• For patients with severe asthma and who are on oral corticosteroids or for patients with severe asthma and co-morbid moderate-to-severe atopic dermatitis or adults with
