Comportamiento de Bucket Brigades en un Almacén con Atajos Edición Única
129
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. CAMPUS MONTERREY DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA. Los miembros del comité de tesis recomendamos que el presente proyecto de tesis presentado por la Ing. Imelda Alejandra Martínez Gómez sea aceptada como requisito parcial para obtener el grado académico de: Maestra en Ciencias Especialidad en Sistemas de Calidad y Productividad. Comité de Tesis:. _________________________ Dr. Neale Ricardo Smith Cornejo Asesor. _______________________ M.C. Heriberto García Reyes Sinodal. ____________________________ M.C. Juan José Hinojosa Cavazos Sinodal Aprobado:. _______________________ Dr. Francisco Ángel Bello Director del Programa de Graduados en Ingeniería Diciembre, 2006.
(3) DEDICATORIA. A mis papás Raúl e Imelda Por sus enseñanzas, sus consejos, su esfuerzo, por todo lo que me han dado y porque soy el reflejo de lo que ustedes son.. A mis hermanos Raúl y Ángel Por ser mis amigos, mis cómplices, mi alegría y mi orgullo. A mis abuelas María de Jesús y Maria Elena Por ser un ejemplo de vida para mí y toda la familia..
(4) AGRADECIMIENTOS. A Dios por los retos que me ha puesto, la manera en que me ayuda a superarlos y por todas las cosas buenas que me ha dado a lo largo de mi vida. A mi familia, por su apoyo incondicional, por su confianza en mí y por el amor que siempre me dan. A mi asesor, Dr. Neale Smith, por su ayuda, sus consejos y sus comentarios relevantes para la realización de esta tesis. A mis sinodales, Ing. Heriberto García e Ing. Juan José Hinojosa, por sus recomendaciones y su dedicación al mejoramiento de esta tesis. A los maestros y directivos del departamento de Ingeniería Industrial y de Sistemas por su apoyo a lo largo de mis estudios de postgrado. Al equipo representativo de natación, por ser como mis hermanos, mis compañeros de entrenamiento, de competencia y por el apoyo que siempre me brindaron. A mis amigos por estar en las buenas y en las malas, por sus ánimos, su confianza y los consejos que siempre me dan. En especial a Marcia, Pepe, Iris, Liz, Gloria y Almita que vivieron conmigo el día a día de la realización de mi tesis..
(5) ÍNDICE Índice. i. Capítulo 1: Introducción 1.1. Planteamiento del problema. 02. 1.2. Objetivos. 02. 1.3. Hipótesis. 03. 1.4. Justificación. 03. 1.5. Método de investigación 1.5.1 Tipo de estudio 1.5.2 Alcance del estudio 1.5.3 Pasos para elaborar la investigación. 05 05 06. Capítulo 2: Artículo 1. El protocolo de Bucket brigades y algunas de sus variantes 2.1. Introducción. 07. 2.2. Definición y antecedentes 2.2.1 Bucket Brigades en la naturaleza 2.2.2 Ventajas y desventajas de Bucket Brigades. 08 08 11. 2.3. Bucket Brigades en la industria 2.3.1 Un modelo 2.3.2 Mejoras que no lo son. 13 14 16. 2.4. Cuando el modelo es estocástico. 17. 2.5. Bucket Brigades en manufactura. 18. 2.6. Bucket Brigades en almacenes 2.6.1 Zona de carga secuencial 2.6.2 Recolección de órdenes con bucket brigades 2.6.3 La eficiencia de Bucket Brigades. 19 21 24 26. 2.7. Caso Real. 29. i.
(6) 2.8. Otros Estudios 2.8.1 BB con 2 o 3 trabajadores 2.8.2 BB en ensambles de redes de árbol. 30 30 33. 2.9. Problemas abiertos. 36. 2.10. Conclusiones. 38. 2.11. Referencias. 39. Capítulo 3: Artículo 2. Introducción de atajos al protocolo de Bucket Brigades 3.1. Introducción. 41. 3.2. Modelo y Políticas de operación. 45. 3.3. Experimentación. 51. 3.4. Resultados. 53. 3.5. Discusión. 75. 3.6. Conclusiones y recomendaciones para futuras investigaciones. 77. 3.7. Referencias bibliográficas. 78. Capítulo 4: Conclusiones Generales 4.1. Conclusiones. 81. 4.2. De futuras investigaciones. 83. Capítulo 5: Referencias Bibliográficas. 84. Apéndice 1: Ejemplo de corrida de la metodología de recolección por zonas con distancias iguales con los trabajadores acomodados del más lento al más rápido.. 86. ii.
(7) Apéndice 2: Programa en el lenguaje C de una corrida de recolección de órdenes por medio de BB cuando cada trabajador regresa a quitarle el trabajo a su predecesor, sólo si es el siguiente más bajo en velocidad.. 108. Apéndice 3: Programa en el lenguaje C de una corrida de recolección de órdenes por medio de BB cuando el trabajador más rápido puede quitarle el trabajo a cualquiera de los dos trabajadores de velocidad más baja.. 114. iii.
(8) CAPÍTULO 1 Introducción En los últimos tiempos con la presión que todas las industrias tienen por minimizar los costos debido a la competencia y al desarrollo de nuevos productos, se vuelve una necesidad el revisar y mejorar todos los procesos operativos dentro de la empresa. Dentro de estos procesos están el de producción y almacenaje. Para llevar a cabo estos procesos se necesita entre muchas otras cosas la recolección de órdenes de productos para ser enviados al cliente. Estos pedidos incrementan el tiempo requerido para ser completados dependiendo del número de productos y la variedad de los mismos que se requieren para surtir la orden. Este tiempo requerido para completar una orden es una variable muy importante a disminuir sobre todo si hablamos del trabajo en los almacenes. La recolección de órdenes representa sólo un subconjunto de operaciones de manejo de materiales desarrollados en un almacén. Sin embargo, es una de las funciones más costosas y que llevan más tiempo en el almacén. En muchos almacenes, la diferencia entre beneficios y pérdidas dependen de lo bien que se encuentren las operaciones de recolección de órdenes. (White y Bozer, 1990) En este estudio la recolección de órdenes está definida como la recolección de productos para completar el pedido de cada orden y ya que las órdenes sólo contienen un producto, al mencionar orden o producto se refiere a lo mismo. Hay objetivos clave en el diseño de una operación de recolección de órdenes, como son el incremento en la tasa de producción, la reducción del tiempo de ciclo y un incremento en la exactitud. También hay varios tipos de recolección de órdenes: recolección de órdenes básica, recolección por lotes, recolección por zonas, surtimiento por ondas y Bucket brigades. El presente trabajo describe cómo se realiza la recolección de órdenes por el protocolo de BB en un almacén con atajos, así como la comparación de esta metodología con otros tipos de metodologías de surtimiento de órdenes que se mencionaron con anterioridad y se presenta cuál de las metodologías es más eficiente, todo esto dividido en dos artículos. En el primer artículo se realizará una revisión de literatura de los estudios realizados de Bucket brigades, la definición que se da en ellos, los supuestos que. 1.
(9) lo soportan, cómo actúa cuando el trabajo es determinístico, algunos estudios cuando el trabajo en las estaciones es estocástico, su aplicación en manufactura y en los almacenes, lo anterior, para tener una base de conocimientos de cómo funciona dicha metodología. En el segundo artículo se realizará un estudio acerca de la introducción de más productos con el protocolo de Bucket Brigades, éstos como si fueran atajos a través del camino completo en un almacén. Se realizarán simulaciones y se compararán con otras formas de surtimiento de órdenes para conocer cuál es más eficiente en comparación con las otras. 1. 1 Planteamiento del problema Dentro del protocolo de BB, el cual es un acomodo de trabajadores a lo largo de una línea de producción, hasta el momento se han realizado estudios en el ambiente manufacturero y en almacenes, cuando el contenido del trabajo es determinístico y también cuando es estocástico. Todo esto bajo los supuestos de que el tiempo de regreso es inmediato y que los trabajadores están ordenados del más lento al más rápido. Por ello que no se ha estudiado la posibilidad de ajustar el modelo a una línea en donde se ensamblen o transporten más de un tipo de producto, lo cuál representa la realidad de algunas operaciones en los almacenes de cualquier empresa que maneje más de un producto. En el presente estudio se desea comprobar que mediante la introducción de atajos al almacén y siguiendo el protocolo de BB, se pueden dar los mismos beneficios que en investigaciones realizadas con anterioridad. Entre estos beneficios están el incremento de la tasa de producción, la disminución del trabajo en proceso y una participación mucho más baja de la administración para controlar el proceso. También se desea hacer una comparación entre las diferentes formas de recolección de órdenes: recolección clásica, recolección por zonas y bucket brigades para comprobar que aún con la introducción de atajos en el almacén, y siguiendo los supuestos de la experimentación el protocolo de BB es más eficiente que las demás.. 1.2 Objetivos Objetivo general: Comprobar que el protocolo de BB, cuando se introducen atajos dentro del almacén y se siguen los supuestos dados por el protocolo básico de BB es más eficiente que otras formas de recolección de órdenes, como la recolección clásica o la recolección por zonas.. 2.
(10) Objetivos específicos • • •. •. Realizar una investigación acerca de los estudios de BB que se han realizado a través del tiempo. Formular las distintas formas de recolección de órdenes para los diversos tipos de productos con los que se evaluarán. Modelar el protocolo de BB siguiendo los supuestos propuestos en investigaciones anteriores, con la introducción de 3 productos a la línea de producción. Comparar la eficiencia de cada una de las formas de recolección de órdenes para verificar cuál es la más eficiente. Esto mediante los tiempos totales calculados al realizar corridas de 1000 órdenes.. 1.3 Hipótesis Como resultado de la identificación y del planteamiento del problema y del establecimiento de los objetivos, se llega a la siguiente hipótesis: “El protocolo de BB aún con la introducción de atajos dentro del almacén, con la llegada de órdenes distribuida uniformemente y siguiendo los supuestos de la experimentación, es más eficiente que la recolección de órdenes clásica y la recolección de órdenes por zonas”. La hipótesis será validada a largo de los presentes artículos mediante la investigación y análisis de literatura especializada en el tema y con la simulación de las diferentes metodologías de recolección de órdenes.. 1.4 Justificación Dentro de las diversas formas de recolección de órdenes se encuentra el protocolo de Bucket brigades, en donde el acomodo de los trabajadores del más lento hacia el más rápido, ayudan al incremento en la eficiencia de las líneas de producción. La producción en BB es una manera de organizar a los trabajadores a lo largo de una línea de flujo, en la cual hay menos trabajadores que estaciones. (Bartholdi et al, 1996) Cada trabajador sigue la regla: “Ve recolectando hasta que alguien te quite tu trabajo, entonces, regresa por más”. Cuando el último trabajador completa una orden, lo empuja hasta que se vaya por la banda y regresa para tomar la orden 3.
(11) de su predecesora, quien también regresa por la orden de su predecesora, y así sucesivamente hasta que el primer recolector empiece una nueva orden. Los trabajadores no están restringidos en zonas, y cualquier trabajador puede empezar a recolectar de cualquier locación. No hay almacenes intermedios (buffers), así que el único inventario de trabajo en proceso es el que los trabajadores tienen en sus manos. Los trabajadores deben mantener su secuencia. No se permite pasar y puede suceder que sean bloqueados por su sucesor, y en tal caso solo se requiere que el trabajador espere hasta que pueda seguir recolectando después de que su sucesor quede fuera de su camino. Se requiere que los trabajadores se acomoden de manera secuencial de lento a rápido, así el trabajador más lento estará iniciando las órdenes y el más rápido terminándolas. (Bartholdi y Eisentein, 1996) El protocolo de BB requiere de los siguientes supuestos para ser eficiente en la vida real: Supuesto 1 (Tiempo de regreso insignificante): el tiempo total de ensamblar un producto es significativamente más grande que el tiempo total de los trabajadores para dejar su trabajo y regresar por más trabajo. Supuesto 2 (Orden total de los trabajadores por velocidad): cada trabajador i puede ser caracterizado por una velocidad vi . Supuesto 3 (Fluidez, trabajo predecible): el contenido del trabajo del producto es continuo y uniforme a lo largo de la línea de flujo. (Bartholdi y Eisentein, 1996) ó Supuesto 3: (órdenes idénticas, trabajo exponencialmente distribuido): el trabajo de ensamblar un producto consiste en m tareas discretas en m estaciones de trabajo sucesivas. El contenido del trabajo nominal en cada estación es independiente y sigue una distribución exponencial con una media común normalizada a 1. (Bartholdi et al, 1998) Se ha analizado lo anterior con líneas de y con un solo tipo de producto. Entre los beneficios que da este protocolo, se encuentra el incremento en la tasa de producción, por lo que a las empresas les conviene implementarlo, ya que. 4.
(12) requiere poco tiempo para hacerlo, es fácil de comprender y no requiere ninguna herramienta. Actualmente además de las líneas de producción de un solo producto, es necesario que haya líneas flexibles de producción debido a la demanda cambiante y a la cantidad de productos que se fabrican en cada empresa. Todo esto se debe en gran medida a la diversificación de productos dentro de ellas; por lo que en los almacenes se llevan a cabo ensambles o recolección de órdenes de varios productos diferentes, y éstos no necesitan de todas las estaciones para ser completados, pero en un almacén típico y siguiendo el protocolo de BB, se recorre toda la distancia aunque no agregue valor al producto, el tiempo en el cual no se agrega valor es tiempo de ocio, y se reduce la tasa de producción de la línea, por lo que si se tuvieran atajos o caminos más cortos para los productos que así lo requieren mejoraría el tiempo de ciclo y aumentaría la eficiencia de la línea de producción. Por lo que es importante para la industria manufacturera y los almacenes conocer las variaciones que se le pueden hacer al protocolo de BB, y si se tienen varios productos en la línea y se pueden agregar atajos al camino principal, hay que comprobar si BB sigue siendo la mejor opción para la recolección de sus órdenes.. 1.5 Método de investigación 1.5.1 Tipo de estudio El enfoque de esta investigación es mixto, es decir, una combinación de investigación bibliográfica y experimental. Al inicio y durante la mitad de la realización de esta tesis, en el artículo 1, la naturaleza del estudio fue cualitativo debido a que se utilizó la recolección de datos en forma de investigación bibliográfica, sin involucrar la medición numérica (Hernández, 2002), para conocer acerca de los estudios que se han realizado acerca de bucket brigades y así poder realizar un artículo de revisión de literatura. Por otro lado, se utilizó un enfoque cuantitativo en el artículo 2, al modelar y simular las diferentes metodologías de recolección de órdenes, para poder probar la hipótesis de que el protocolo de BB con la introducción de 3 productos sigue siendo más eficiente que la recolección de órdenes por zonas, y la recolección de órdenes clásica.. 5.
(13) 1.5.2 Alcance del estudio Dentro de este trabajo, el artículo 1 es un estudio de tipo exploratorio, ya que el problema de investigación ha sido relativamente poco estudiado (Hernández, 2002) y debido a que se busca hacer una recopilación de tipo teórica para llegar a un modelo específico del cual no se tiene información (Vásquez, 2006). También es un estudio descriptivo y experimental en el artículo 2, debido a las simulaciones realizadas al llegar al modelo buscado de BB , siendo comparado con los modelos de recolección por zonas y, de recolección clásica y analizando cuál es el más eficiente de los tres. 1.5.3 Pasos para elaborar la investigación En general, los pasos para la elaboración de esta tesis fueron los siguientes: • Se realizó una investigación bibliográfica para la recopilación de información acerca del tema de Bucket Brigades. • Se analizó la información recolectada, para utilizar la que fuera relevante para componer el primer artículo. • Se realizó el modelo de Bucket brigades con 3 trabajadores y con 3 tipos de productos en un programa creado en el lenguaje C. • Se elaboró la simulación en el programa Promodel de la recolección de órdenes de manera clásica, es decir cada trabajador lleva un producto por toda la línea de flujo, desde que inicia hasta que lo manda al almacén de envío. • Se construyó en Excel las corridas de recolección por zonas, clasificándose en dos tipos, la primera con distancias iguales y la segunda con distancias proporcionales a la velocidad. • Se ejecutaron corridas de 1000 órdenes cada una con números aleatorios distintos para representar el tipo de producto y así compararlos entre las diferentes formas de recolección de órdenes. • Se analizaron los datos obtenidos y se interpretaron los resultados obtenidos. • Se hicieron las conclusiones correspondientes.. En el siguiente capítulo se presentan diversos estudios realizados en el tema de BB, en donde se dan a conocer los beneficios de éste protocolo y también los supuestos en los cuales se realiza.. 6.
(14) CAPÍTULO 2 Artículo 1 “El protocolo de Bucket brigades y algunas de sus variantes” Resumen. El protocolo de Bucket brigades es una manera de acomodar a los trabajadores en una línea de producción, siguiendo el acomodo del más lento al más rápido, esto para mejorar la productividad de la línea y decrecer el trabajo en proceso. Los primeros estudios que se realizaron fueron en las sociedades de insectos. Ahora se aplica a la industria de la manufactura y a los almacenes. Entre sus supuestos esta el que sea un trabajo predecible, por lo que también se estudio el cambio de este supuesto a un trabajo estocástico. Se ha implementado este protocolo en un centro de distribución, en donde se mejoró la tasa de eficiencia en un 34%.. 2.1 Introducción En una industria mucho más competida y diversificada, con una mayor presión por bajar costos mejorando la eficiencia es importante revisar todos los procesos operativos dentro de la empresa. Entre estos procesos operativos se encuentra el de recolección de órdenes, el cual representa sólo un subconjunto de operaciones de manejo de materiales desarrollados en un almacén. Sin embargo, es una de las funciones más costosas y que llevan más tiempo en el almacén (White y Bozer, 1990). Algunos tipos de sistemas de recolección de órdenes son la recolección de órdenes por zonas, la básica, por lotes, por ondas y por Bucket brigades. Ésta manera de acomodo tuvo su primera implementación en la industria textil en 1970, bajo el nombre de Toyota Sewn Products Management System (TSS). Y en los Estados Unidos se implementó inicialmente en Riverside Fashions of Norris, en 1989. (Bradcu y Dolgui , 2004) En este artículo se presentan diversos estudios realizados en el tema de BB, iniciando desde la naturaleza con las sociedades de insectos, continuando con trabajos estocásticos y concluyendo con un estudio en donde se encuentra la mejor manera de adaptar dicho protocolo a redes de líneas de subensamble, todo esto en los ámbitos de manufactura y almacenes. También se dan a conocer los beneficios de este protocolo como son una mejor tasa de producción, niveles de inventario en proceso más bajos y una mayor satisfacción de los trabajadores con una metodología simple y sin necesidad de tener ningún cambio administrativo o ninguna herramienta complicada.. 7.
(15) 2.2 Definición y antecedentes 2.2.1 Bucket Brigades en la Naturaleza Bucket Brigades, mencionado posteriormente como BB, es una manera de acomodar a los trabajadores quienes se encuentran ensamblando un producto a lo largo de una línea de flujo. Los primeros estudios que se realizaron respecto a este acomodo, fue en las sociedades de insectos, colonias de hormigas, abejas y termitas, ya que ellos organizan el trabajo en una gran variedad de maneras. En muchas situaciones, un artículo de trabajo puede ser una tarea individual (Anderson y Franks, 2001) en la cual un trabajador trabaja solo y no requiere ayuda para terminar exitosamente su tarea. Sin embargo, una de las características que ayudan al éxito ecológico de las sociedades de insectos es la habilidad de los individuos de trabajar juntos, así las actividades cooperativas toman la forma de otros tipos de tareas llamadas “grupos”, “equipos” y “tareas divididas” (Ratnieks y Anderson, 1999ª; Anderson y Franks, 2001; Anderson y MxShea, 2001a,b ; Anderson et al, 2001). La división de tareas es una situación en la cual una tarea, a veces la búsqueda y la recolección de un artículo, es dividida en un número de etapas secuenciales o “subtareas” y el material se pasa de un trabajador a otro (Jeanne, 1986). Por ejemplo, con las termitas Hodotermes mossambicus, un conjunto de trabajadores va encima de la hierba, la corta en pedazos, y la lleva hasta la tierra (subtarea 1), mientras el segundo grupo de trabajadores transportan el material de regreso al nido (subtarea 2) (Leuthold, 1976). Las tareas divididas se caracterizan por el acto de transferir el material por sí solas, lo cual explícitamente se asocia a un número de subtareas secuenciales. Como las transferencias pueden ser directas, el material se entrega al siguiente trabajador en la secuencia; o indirectas, en la cual el material es dejado en la tierra, “depositado”, para que otros lo recolecten más tarde. La división de tareas existe con transferencias simples y múltiples, directa e indirecta e involucra una variedad de materiales (Ratnieks y Anderson, 1999a; Anderson y Ratnieks, 2000). Sin embargo, virtualmente en todos los casos, la transferencia toma lugar en una locación predeterminada, como en el sitio de la recolección, en el cruce de un camino o en la entrada del nido. (Ratnieks y Anderson, 1999a). Se conocen relativamente pocos ejemplos en los cuales las transferencias ocurren en una manera oportunista, es decir, donde las transferencias directas toman lugar en una locación no predeterminada.. 8.
(16) En el estudio de Anderson et al (2001), se enfocan en BB donde se considera un sistema multi etapas (tres o más etapas), un esquema de transporte dividido que utiliza solamente transferencia directa entre los trabajadores individuales y sin ninguna locación de transferencia predeterminada, con excepción de la primera o última etapa. Potencialmente esto se puede dar en una gran variedad de situaciones en la vida de la colonia, incluyendo el movimiento de la cría, comida y otros recursos entre los compartimientos del nido, y el transporte del material de desperdicio del el nido. En la simulación computacional que realizaron Anderson, Boomsma y Bartholdi (2001) se utilizó el costo beneficio de BB y utilizando una modelación matemática se consideraron con mayor detalle las condiciones ecológicas que favorecen a BB. También se usa BB para hacer un importante pero inapreciado punto acerca de la teoría de búsqueda: sólo porque un sistema coincida con lo que se espera bajo la búsqueda óptima y la teoría dinámica de sistemas, no significa que es el óptimo. Puede ser un epifenómeno (fenómeno secundario, en conexión con otro) creado por una regla de decisión alternativa que difiere fundamentalmente de los supuestos del modelo óptimo. En su artículo dichos autores usan los términos de BB con respecto a la búsqueda de las hormigas, en donde se visualiza un sistema altamente dinámico en el cual una hormiga lleva su carga a lo largo del camino hasta que ella encuentre a la siguiente hormiga descargada. Como tal, no habrá escondites o locaciones de transferencia fijas, y habrá un número indeterminado de transferencias. Esto puede resultar en un sistema en el cual los ajustes continuos se hacen para optimizar el desempeño (Bartholdi y Eisentein, 1996). En las situaciones en donde la transferencia es indirecta y/u ocurre en locaciones fijas están excluidas explícitamente porque siempre resultarán en retrasos por colas. Estos retrasos ocurren cuando uno de los trabajadores es forzado a esperar la llegada del compañero de transferencia y ocurrirán en todas las condiciones ideales y por lo tanto poco realista (Anderson y Ratnieck, 1999b). Asimismo, estos retrasos estarán ausentes en BB porque un trabajador continúa transportando el material hasta que encuentre un compañero conveniente para la transferencia. En resumen, los trabajadores buscan a los compañeros de transferencia mientras se están moviendo. Reyes y Fernández (1999) encontraron que las semillas recolectadas por las hormigas Messor barbarus a veces son transferidas directamente entre las búsquedas (máximo 5 transferencias) a lo largo de 7 metros de camino. Las transferencias no ocurren en lugares predeterminados pero suceden en donde una hormiga se encuentra a otra en el camino. El material es sucesivamente transferido de las hormigas más pequeñas a las más grandes. Este mismo escenario ocurre con las hormigas Pachycondyla tarsata, pero siendo monomorfas,. 9.
(17) el tamaño del donante y del receptor no es una característica importante. Dos factores contribuyen a la eficiencia de BB; primero la semilla transferida representará una carga más pequeña, definido como (masa de la semilla + masa del trabajador)/ masa del trabajador, para las hormigas más grandes. Segundo, las hormigas más grandes tienen piernas más grandes y dan pasos más largos. Dichos autores encontraron que las semillas fueron sucesivamente transportadas a una tasa más rápida en cada transferencia y concluyen que esta forma de organización “fue un gran beneficio para la colonia ya que se redujo considerablemente el tiempo para transportar al nido”.. Figura 2.1. Varias formas de recolección. a) Recolección individual, o arreglo serie-paralelo. Cada individuo lleva su carga todo el camino desde la fuente hasta el nido y no hay ninguna tarea dividida. b) Bucket brigades. Un trabajador lleva su carga a lo largo del camino hasta que encuentra a una hormiga descargada. Se realiza transferencia directa y no hay locaciones fijas. c) Una tarea dividida multietapas con transferencia indirecta. Los trabajadores transportan material desde la fuente y las dejan en el siguiente escondite que encuentren el camino. Esto se repite hasta que el artículo o producto llega al nido. Adaptada de Anderson et al, 2002. 10.
(18) 2.2.2 Ventajas y desventajas de Bucket Brigades. Ventajas Un gran beneficio dentro de BB es el incremento de la eficiencia en el desempeño, es decir, la tasa en la cual un individuo realiza su tarea. La división de tareas incrementa la segmentación de labor (Ratniecks y Anderson, 1999 a) y divide las tareas en subtareas más pequeñas, es más fácil que los trabajadores se conviertan en especialistas y así más eficientes. Por definición, BB restringirá a los trabajadores a un pequeño tramo del camino. Así los trabajadores son capaces de familiarizarse con el terreno y mejorar su eficacia sobre la tierra, “eficiente y perfectamente.” Cada división adicional de una tarea reducirá la longitud promedio del camino de una patrulla individual, aumenta el potencial individual incrementando la eficiencia en el desempeño y así la tasa total de la búsqueda y recolección de la colonia completa. BB también reduce los retrasos en la fuente y en el destino. Ya que no hay filas porque un solo individuo recolecta el material de la fuente y lo pasa a través de la línea. Lo mismo sucede en la entrada del nido, y es una buena consideración ya que algunos nidos solo cuentan con una entrada, por razones de defensa. Otra ventaja es que un trabajador no rebasa al otro ya que al encontrarse con un trabajador disponible le da el trabajo y no ocurren los retrasos por rebasar a otros trabajadores. Pero esto solo ocurre cuando los trabajadores están acomodados del más lento al más rápido. También BB minimiza la cantidad de trabajo en proceso (WIP). Además, ya que los trabajadores no tienen que esperar en una locación fija están menos propensos a ser parásitos potenciales, o sea, tener mucho tiempo de ocio en cada una de las locaciones fijas. Si los trabajadores están acomodados del más lento (más cerca de la fuente) al más rápido (más cerca del nido) el material se acelera conforme se acerca al nido. Desventajas Un problema en BB es que la mayoría de los trabajadores no tienen ninguna influencia en la opción de la búsqueda de los artículos. El único trabajador que determina que es lo que se transporta es el primero. Otra desventaja es el retraso que se da cuando se pasa el material de un trabajador a otro (Reyes y Fernández, 1999). En una BB de n individuos, habrá n1 transferencias. Si cada transferencia toma en promedio h segundos, entonces BB introduce un total de (n – 1) h segundos más que si los trabajadores lo hicieran solos. Es claro que si se agregan más trabajadores decrece la eficiencia de BB. 11.
(19) comparada con el trabajo no dividido, a menos que sea compensado por otras ventajas como el incremento de la eficiencia en el desempeño. Suponga que la distancia entre el nido y la fuente es d cm. y bajo búsqueda y recolección individual, una hormiga tiene una velocidad de r cm/s y eso en BB es R cm/s. El tiempo promedio requerido por el material para ser llevado al nido bajo un escenario individual es 2d/r mientras que para BB es 2 d/R + (n - 1)h. Así, BB es más rápido que la recolección individual si R/r > (2d/r)/(2d/r - (n-1) h. Cada hormiga adicional requerirá un gran incremento en la velocidad para que el esquema de BB sea más rápido. También, cuando la longitud del camino se incrementa, el valor crítico de R/r decrece, hacia el límite de 1, de tal manera que cualquier incremento en la eficiencia del desempeño tiene que operar durante más tiempo, favoreciendo por lo tanto a BB. (Anderson et al, 2002) Anderson et al, (2002) nos explican que el acomodo del tamaño o de velocidad se presenta espontáneamente si cada buscador sigue la siguiente regla: si estás sin ningún producto de comida, corre a través del camino de búsqueda hasta que encuentres uno y llévatelo si puedes, aunque se lo tengas que quitar a otra hormiga, y llevarlo de regreso al nido. Entre los resultados que dio la simulación de dichos autores es que el comportamiento en el modelo de las hormigas, acomodados del más lento al más rápido, coincide exactamente con lo esperado de la teoría dinámica de sistemas (Bartholdi y Eisentein, 1999; Bartholdi y otros, 1999). Esto es, cuando hay retrasos por bloqueos se puede probar matemáticamente que el acomodo del más lento al más rápido es una manera globalmente óptima de arreglo de los individuos que maximiza la tasa de producción. También muestra que el proceso de clasificación por tamaño para cada trabajador puede suceder rápidamente, así que es posible encontrarlo en el campo aún solamente en un estado transitorio subóptimo entre la recolección individual y BB. Las situaciones en donde esto puede ocurrir son: con un repentino estrechamiento del camino; y con una resistencia moderada de los pequeños trabajadores dando su carga. Esto es un sistema auto organizado ya que en él la organización global se desarrolla espontáneamente con las innumerables interacciones locales de las piezas. Su medida del éxito es el bienestar de la colonia. Y aunque ellos no tienen ningún mecanismo de planeación central, siguen un algoritmo simple que determina lo que sigue por hacer, y cuando muchas hormigas siguen el mismo algoritmo, una asignación búsqueda se desarrolla de la mejor manera imaginable. (Bartholdi y Eisenstein, 1998). Explorar estas ideas simples ha conducido a aplicaciones prácticas dentro de la ingeniería industrial administrativa, en la manufactura y en el almacenamiento.. 12.
(20) 2. 3 Bucket Brigades en la industria De manera semejante a lo que se ve en la naturaleza, se puede implementar BB en la industria: La producción en BB es una manera de organizar a los trabajadores a lo largo de una línea de flujo, en la cual hay menos trabajadores que estaciones. (Bartholdi et al, 1996) Cada trabajador sigue la regla: “Ve recolectando hasta que alguien te quite tu trabajo, entonces, regresa por más”. Cuando el último trabajador completa una orden, lo empuja hasta que se vaya por la banda y regresa para tomar la orden de su predecesora, quien también regresa por la orden de su predecesora, y así sucesivamente hasta que el primer recolector empiece una nueva orden. Los trabajadores no están restringidos en zonas, y cualquier trabajador puede empezar a recolectar de cualquier locación. No hay almacenes intermedios (buffers), así que el único inventario de trabajo en proceso es el que los trabajadores tienen en sus manos. Los trabajadores deben mantener su secuencia. No se permite pasar y puede suceder que sean bloqueados por su sucesor, y en tal caso solo se requiere que el trabajador espere hasta que pueda seguir recolectando después de que su sucesor quede fuera de su camino. Se requiere que los trabajadores se acomoden de manera secuencial de lento a rápido, así el trabajador más lento estará iniciando las órdenes y el más rápido terminándolas. (Bartholdi y Eisentein, 1996) El resultado es un perfecto sistema pull o de “tipo jalar”. (Bartholdi y Eisentein, 1998) BB se distingue de los protocolos similares que comparten el trabajo, como el de Toyota Sewing System (TSS), en la insistencia de la total abolición de cualquier asignación anterior al trabajo o zonas que pueden restringir el movimiento de los trabajadores; y con la restricción de que los trabajadores deben estar secuenciados del lento al rápido en dirección del flujo del material. La valiosa y distintiva característica de BB es que las líneas se balancean por si solas, una división equilibrada del trabajo emerge espontáneamente, lo cual reduce la necesidad de las tecnologías de ingeniería industrial como estudios de tiempos y movimientos, modelos de contenidos de trabajo y balanceo de líneas de ensamble. Bajo condiciones generales el balance emergente se da en la. 13.
(21) máxima tasa de producción posible. La simplicidad de BB las hace fácil de implementar y de obtener sus beneficios. (Bartholdi et al, 1998) Otra de las ventajas del BB es que al implementarlo no se necesita un equipo especial o hacer cambios en el sistema de administración de almacenes. Además es fácil de ajustar, como por ejemplo con el tamaño de órdenes que cargará cada trabajador. 2.3.1 Un modelo Llamemos a cada producto un artículo y consideremos una línea de flujo un la cual un conjunto de artículos requiere procesarse en la misma secuencia de m estaciones de trabajo.. Figura 3.1. Una línea de flujo simple en la cual cada artículo requiere ser procesado en la misma secuencia de estaciones de trabajo. Todos los artículos son idénticos y cada uno requiere el mismo tiempo total de procesamiento, para un trabajo estándar, el cual se normaliza con una “unidad de tiempo”. El modelo normativo esta dado por los algunos supuestos. Se le llama así porque representa las condiciones ideales que garantizan que BB alcance su mayor tasa de producción. Las implementaciones deben tratar de hacerse bajo estas condiciones lo mayormente posible, pero no es necesario que se den exactamente. (Bartholdi y Eisentein, 1998) Los supuestos son: Supuesto 1 (Tiempo de regreso insignificante): el tiempo total de ensamblar un producto es significativamente más grande que el tiempo total de los trabajadores para dejar su trabajo y regresar por más trabajo. Supuesto 2 (Orden total de los trabajadores por velocidad): cada trabajador i puede ser caracterizado por una velocidad vi. Supuesto 3 (Fluidez, trabajo predecible): el contenido del trabajo del producto es continuo y uniforme a lo largo de la línea de flujo.. 14.
(22) Se intenta que el comportamiento sea lo más cercano al Modelo normativo ya que éste quita la varianza y eliminan los cuellos de botella. El comportamiento de BB es cualitativamente similar al comportamiento predecible del Modelo Normativo bajo esta advertencia: la fidelidad de las réplicas dependen del grado de aleatoriedad, esto significa que, excepto en los casos degenerados, es preferible la secuencia de los trabajadores de lento a rápido y se puede esperar una tasa de producción alta en BB. Este modelo tiene varias características importantes: • •. •. Es simple de analizar. El comportamiento de este modelo cae en generalizaciones naturales, por ejemplo cuando la cantidad de trabajo dentro de un intervalo es aleatorio e independiente dentro de intervalos desunidos. En esos casos la dinámica debido a la aleatoriedad del trabajo se supone en la dinámica determinística (Bartholdi y Eisentein, 1996b) Es normativo. Muchas implementaciones de BB explícitamente tratan de dirigir el proceso para emular el modelo porque reduce las oportunidades de bloqueo.. Los principales resultados son: •. Sólo hay una división balanceada del esfuerzo donde el trabajador i desempeña el intervalo de trabajo. Así, cada trabajador se llevará el mismo tiempo en cada artículo producido.. •. Si los trabajadores están acomodados del más lento al más rápido, entonces, durante la operación normal de la línea, el trabajo se relocalizará espontánea y constantemente para alcanzar este balance, y la tasa de producción converge a el máximo posible para el sistema dado de trabajadores.. •. Si los trabajadores no están secuenciados del más lento al más rápido, entonces la línea será “chiporroteada”, es decir, producirá irregularmente y a una tasa subóptima. Además, la línea pude comportarse de manera contra intuitiva, es decir, la tasa de producción decrece cuando un trabajador incrementa su velocidad.. 15.
(23) Figura 3.2. En esta figura podemos ver un ejemplo de cómo los movimientos de los trabajadores se estabilizan con el trabajador más rápido con más asignación de trabajo. Esta figura se generó de una simulación de 3 trabajadores con velocidades v = (1, 2, 3). Adaptada de Bartholdi y Eisentein, 1998.. Este análisis sugiere una manera efectiva de distribuir la fuerza de trabajo en equipos, ya que en la industria al pagar a cada individuo por la producción de su equipo, los trabajadores más rápidos prefieren estar con otros más rápidos, así que los trabajadores lentos nunca se integran a la fuerza de trabajo. Y los trabajadores nuevos no aprenderán de los trabajadores con más experiencia. Así para la administración es mejor poner a diferentes trabajadores en el mismo equipo secuenciados de lento a rápido, de esta manera cada línea de producción se auto balanceará y alcanzará la tasa máxima de producción. Además, entre más grande es el rango de velocidades del equipo, mayor poder tendrá la línea para llegar al balance. Finalmente cuando son muy diferentes las velocidades de los miembros del equipo entonces el sistema permanecerá auto balanceado aun permitiendo las variaciones inevitables de las velocidades de los miembros del equipo. (Bartholdi y Eisentein, 1998) 2.3.2. Mejoras que no lo son. Se ha tratado de mejorar el desempeño de las líneas de BB modificando el protocolo, sin embargo las primeras variantes que se pueden ver, hacen que el desempeño sea peor. Por ejemplo una atractiva pero fallida variación del protocolo de BB es permitir a cualquier trabajador, cuando este bloqueado, dejar su artículo parcialmente completo en un almacén en proceso antes de la estación. 16.
(24) ocupada y regresar a quitarle el trabajo a su predecesor; esta variante incrementa el inventario de trabajo en proceso y puede reducir la tasa de producción Evitar los inventarios de trabajo en proceso contradice los conocimientos convencionales que dicen ser importante tener estos inventarios cerca de los cuellos de botella, si eso se realiza en la producción de BB se debe de poner en el inventario ambos, el trabajador y el trabajo en proceso, lo cual se realiza requiriendo al trabajador bloqueado esperar en la estación de cuello de botella. También se puede pensar que el protocolo de BB se puede mejorar si los trabajadores recorren todas las estaciones de trabajo. Esto evita cualquier retraso al dejar el trabajo pero requiere que cada trabajador desempeñe cada tarea, hay algunas contradicciones porque no todos los trabajadores tienen las mismas actitudes así que la tasa de producción se determinará por el trabajador más lento. El trabajador más lento tendrá que permanecer en ocio hasta que su estación de trabajo se desocupe, así que la línea no tendrá a todos los trabajadores ocupados. Por otra parte, cuando les piden a los trabajadores realizar cada tarea de la línea entonces el efecto del aprendizaje y la tasa de producción realizada se reduce. (Bartholdi y Eisentein, 1998) 2.4. Cuando el modelo es estocástico. Bartholdi y Eisentein (1996) analizaron el desempeño de BB desarrollando ensambles con alto volumen de un producto maduro, para el cual un modelo determinístico de contenido de trabajo es apropiado. Bartholdi et al (1998) analizaron un modelo estocástico del contenido de trabajo y mostraron que la dinámica y la tasa de producción sería similar al del modelo determinístico cuando hubiera “trabajo suficiente” distribuido entre “estaciones suficientes”. Si se considera un comportamiento de BB en donde el supuesto 3 (fluidez y trabajo predecible) se reemplaza por un modelo estocástico. Supuesto 3: (órdenes idénticas, trabajo exponencialmente distribuido): el trabajo de ensamblar un producto consiste en m tareas discretas en m estaciones de trabajo sucesivas. El contenido del trabajo nominal en cada estación es independiente y sigue una distribución exponencial con una media común normalizada a 1. Esto significa que el tiempo requerido para que el trabajador i complete una tarea sigue una distribución exponencial con media 1/vi. Bartholdi et al. (1998) probaron que, cuando el número de estaciones se incrementaba, el comportamiento de momento a momento de la línea estocástica. 17.
(25) se asemeja al Modelo Normativo. Por otra parte, esta semejanza se realiza con gran uniformidad. Su análisis es conservador asumiendo que el trabajo está exponencialmente distribuido. Eso significa que habrá gran variación en cada estación de trabajo, lo que se espera encontrar en la práctica. Esta variación irreal reduce la tasa de producción de BB porque incrementa las oportunidades para el bloqueo. Para comparar los modelos estocásticos y determinísticos Bartholdi et al (1998) construyeron un modelo detallado del sistema determinístico, en donde el teorema 1 considera una serie de “instantes” de los trabajadores tomados inmediatamente después de los regresos, o su nuevo modelo, el modelo fluido, que es más como un video en donde se captura toda la dinámica del sistema de BB en el tiempo continuo. Estos autores nos dicen que la asignación del trabajo ocurre espontáneamente en las líneas de BB, lo cual es una ventaja considerable por no requerir un controlador que lo haga, asimismo, BB es el único protocolo en que se ha probado que los ajustes locales conducen a un balance global. El protocolo de BB se utiliza en al menos 2 ambientes comerciales: manufactura de ropa y distribución de almacenes. 2.5. Bucket Brigades en manufactura. Usar BB en manufactura tiene muchas propiedades atractivas, como por ejemplo: • Es un sistemas pull ”(de jalar)” puro, así que el inventario de trabajo en proceso esta estrictamente controlado. • No requiere ningún sistema de manejo de material porque los trabajadores cargan por si mismos los productos de estación en estación. • Ya que la línea puede auto balancearse, no requiere medidas exactas de los tiempos de cada tarea y también puede evitar algunos estudios costosos de tiempos y movimientos. • Es consistente con otras tendencias en manufactura, por ejemplo explota las ventajas de los equipos de trabajo y la agrupación de tecnología en células. • El protocolo es simple e idéntico para cada trabajador, así que los trabajadores no se confunden en cual será la siguiente tarea a realizar y la administración no necesita intervenir para mantener el flujo de trabajo balanceado y una tasa de producción alta.. 18.
(26) BB se usa frecuentemente en manufactura de ropa y en ensambles de algunos electrónicos. Y es más apropiado cuando: • Todo el trabajo se basa en una sola técnica. • Un trabajador se puede mover fácilmente entre estaciones y puede asumir fácilmente el control del trabajo en proceso • Las estaciones de trabajo son menos costosos en relación con los costos de trabajo. • La demanda de los productos varía significativamente. (Eisentein y Bartholdi, 1998) 2.6. Bucket Brigades en almacenes. En las tiendas minoristas de la cadena de suministro, el espacio de las ventas para el inventario es muy reducido, así los almacenes ayudan a llenar las unidades de inventario y en pequeñas cantidades y frecuentemente. Esto significa que una tienda típica ordena muchas unidades de inventario, pero en pequeñas cantidades. Recoger estas unidades de inventario en pequeñas cantidades es una labor muy intensiva. Bajo estas circunstancias, el mejor modo de almacenar inventario es generalmente estantes de flujo. Estos estantes se encuentran en pasillos, a través de los cuales se mueve un sistema de bandas. Los estantes están divididos en tramos. Dentro de cada tramo hay estantes con rodillos, los rodillos están inclinados para tomar las cajas más fácilmente. Cada unidad de inventario se almacena en el estante de flujo como un carril de cajas y los productos individuales de cada unidad de inventario es recogida para la siguiente caja.. 19.
(27) Figura 6.1 Un equipo de recolección de un pasillo del estante de flujo hacia la banda (“Warehouse Modernization aun Layout Planning Guide” Departamento de la Marina, Comando Naval de Sistemas de proveedores. NAVSUP. Publicación 529. Marzo 1985, p. 8 -17). La banda “pasiva” lleva órdenes parcialmente terminadas. La banda transportadora, lleva las órdenes completas al departamento de envío. Adaptado de BartholdI y Eisentein, 1996.. Una orden es una lista de unidades de inventario para un solo cliente junto con las cantidades a recoger. El papeleo describe que las órdenes esperan a ser recogidas al inicio de los pasillos. Cada hoja de órdenes muestra las unidades de inventario en la secuencia en la cual se encontrarán a lo largo del pasillo. El primer recolector toma la siguiente hoja de órdenes, abre una caja y la desliza a lo largo del carril pasivo de la banda transportadora mientras que él baja el pasillo recolectando los artículos de la orden. En algún punto el segundo recolector toma y continúa recolectando la orden mientras que el primer trabajador regresa al punto de inicio para empezar la siguiente orden. Cuando esta orden está completa la caja se empuja sobre la porción de la banda transportadora, la cual los lleva al departamento de empaque y envío. (Bartholdi y Eisentein, 1998) Los trabajadores ensamblan cada orden progresivamente a lo largo del pasillo, poniendo las unidades de inventario dentro de la carga (cajas), las cuales viajan juntas, y mantienes las órdenes en secuencia, para evitar la clasificación en el andén, donde los camiones se cargan con las órdenes inversas a la entrega. Los pasillos trabajan en paralelo para recoger las órdenes de un sistema común de clientes. Esto significa que los pasillos deben trabajar periódicamente para tener una salida sincronizada del sistema de camiones. De otra manera los pasillos trabajan independientemente de las otras. (Bartholdi y Eisentein, 1996). 20.
(28) 2. 6.1 Zona de carga secuencial Los gerentes quieren mantener a todos los recolectores ocupados. Hay varias maneras de coordinar a los recolectores. Una manera es dividir los tramos en regiones y permitir a cada recolector que trabaje dentro de una región asignada: el trabajador 1 es responsable de recolectar todos los artículos dentro de la zona 1,…, b1; el trabajador 2 es responsable de recolectar todos los artículos dentro de la zona b1+ 1,…, b2. Y así sucesivamente. En diseñar estos sistemas de recolección de órdenes los administradores tratan de balancear el trabajo esperado durante cada periodo de recolección. El problema con esto es que el trabajo se balancea solo en promedio del periodo de recolección, lo cual solo significa que todos desempeñarán el mismo número total de recolecciones – aún la línea puede estar significativamente fuera de balance de una orden a otra. (Bartholdi y Eisentein, 1998) El trabajador en la primera zona toma una nueva orden, abre una caja y la desliza a lo largo de un carril pasivo de la banda para el siguiente trabajador y regresa al inicio de su zona por más trabajo. Cada trabajador está en su zona, moviendo la carga hacia delante mientras recolecta y esta desocupado si no hay órdenes esperando cuando regresa al inicio de su zona. El último recolector empuja las cargas (cajas) de órdenes completas a la banda que las lleva al departamento de envío. La idea es que todos los trabajadores se mantengan ocupados si sus zonas tienen aproximadamente el mismo trabajo. Este estilo de recolección de órdenes se llama zona de carga secuencial. Las zonas son fijas antes de la recolección, basados en algunos modelos de contenido de trabajo, pero en la práctica se requiere un ajuste constante para mantener el balance. (Bartholdi y Eisentein, 1996) Bajo la recolección por zonas cada línea de ensamble debe ser balanceado una o más veces al día. Para sustentar esto, el C. D. (centro de distribución) debe mantener un modelo de contenido de trabajo en el cual basar las zonas. Pero el modelo de contenido del trabajo siempre fallará, a pesar del esfuerzo invertido en él, debido a resultados como los siguientes: • Los modelos de contenido de trabajo ignoran la velocidad de los trabajadores porque sus identidades no se sabrán hasta que los trabajadores inicien. En su lugar, están basados en la noción de un mítico “trabajador estándar”. Sin embargo es común para las personas que difieren en la velocidad del trabajo en un factor de 3 a 4, en parte por la experiencia. Por lo tanto, las zonas rígidas de una línea de ensamble no utilizan completamente a los trabajadores más rápidos, mientras frustran. 21.
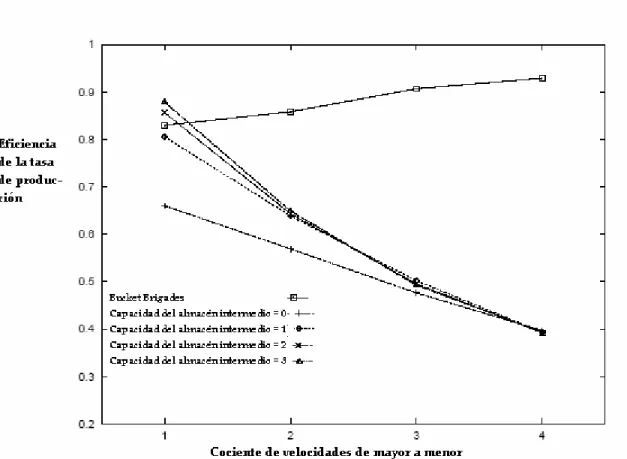
(29) • •. a los trabajadores más lentos, que con la presión de continuar, pueden cometer errores. El modelo del contenido del trabajo procura balancear solamente el total del trabajo logrado, pero falla en mantener el balance de una orden a otra. Hay otros factores que determinan el trabajo contenido, y pueden ser modelados económicamente, además del número y las locaciones de las unidades de inventario para ser recolectado, el trabajo contenido también es determinado por la altura de las locaciones, peso y forma de las unidades de inventario y así sucesivamente. Por otra parte, estos modelos no pueden considerar las interrupciones inevitables como disponer de cajas vacías, abrir una nueva caja, sellar un lote completo, jalar cajas atascadas hacia el frente del estante de flujo, etcétera.. Debido a estas inexactitudes, el modelo del contenido de trabajo estará mal, así que la línea de ensamble no se balanceará. Por eso la recolección por zonas requiere de supervisión constante, aunque aún así no se balancea. El costo reduce la tasa de recolección debido a la poca utilización de los recolectores. Además el desequilibrio causa congestión porque la longitud del transportador limita terminantemente el trabajo en proceso; y así mismo reduce la tasa efectiva de recolección haciendo más difícil el acomodo del producto en los lotes correctos. (Bartholdi y Eisentein, 1996) BB parece ser la solución ideal a este problema ya que restringe el WIP (trabajo en proceso) y se balancea dinámicamente para alcanzar altas tasas de producción, todo sin necesitar un modelo de contenido del trabajo. (Bartholdi y Eisentein, 1996) En la figura 6.2 se puede ver que la tasa efectiva de producción decrece con el incremento de la diferencia en las velocidades de los trabajadores para las líneas divididas en zonas, pero en BB permanece altamente productivo. El máximo valor posible de la tasa efectiva de producción es 1, la cual es alcanzada por BB bajo el modelo determinístico del contenido de trabajo.. 22.
(30) Figura 6.2. Adaptada de Bartholdi, et al. (1998). En el modelo estocástico que describen Bartholdi et al (1998) proveen una buena descripción de la recolección de órdenes en un almacén de distribución, ya que: El tiempo de regreso en un centro de distribución de alto volumen es menor en magnitud que el tiempo de recolección; los trabajadores proceden en diferentes velocidades y pueden ser acomodados del más lento al más rápido porque tienen las mismas habilidades a lo largo de la línea; el trabajo en una estación varía de orden en orden, lo que sugiere un modelo estocástico de trabajo; y el número de estaciones es mucho más grande que el número de trabajadores, así que se cumplen los supuestos 1 y 2. Probaron en dos simulaciones y en un centro de distribución comercial. La figura 6.2 muestra los resultados típicos de la simulación, comparando BB con trabajadores acomodados de lento a rápido contra la recolección por zonas que permiten 0, 1, 2 o 3 unidades de WIP entre las zonas adyacentes. Cada línea de 5 trabajadores y 20 estaciones de trabajo, con trabajo independiente en cada estación siguiendo una distribución exponencial. Las velocidades de los equipos se propaga uniformemente con el cociente de la velocidad del trabajador más rápido entre el del más lento variando a lo largo del eje de las x´s desde 1 (todos los trabajadores idénticos) hasta 4 (el último trabajador es 4 veces la velocidad del primero), lo cual es representativo su práctica. Para lograr una comparación. 23.
(31) significativa, impusieron que la suma de las velocidades de todos los trabajadores permaneciera constante, así que cada equipo tuviera la misma capacidad de producción inherente. Balancearon las zonas basándose en un estándar común del trabajo. Entonces los trabajadores son acomodados tan cerca como sea posible para adherirse al fenómeno “bowl”. Además, dieron una ventaja a la simulación de recolección por zonas, de no penalizarla por la acumulación de WIP, lo que en la vida real disminuye la tasa de producción. En la simulación midieron la tasa efectiva de producción, que es la producción realizada dividida entre la máxima tasa posible, la cual es la suma de las velocidades de los trabajadores. El mayor valor posible de la tasa efectiva de producción es 1. Cuando todos los trabajadores son idénticos la tasa de producción efectiva de BB simulada fue similar a la recolección por zonas que permite WIP entre las estaciones. Pero como la velocidad de los trabajadores es diferente, como sucede en el mundo real, entonces BB es más productivo, esto es porque BB se ajusta espontánea y continuamente considerando las variaciones en el sistema, incluyendo las varianzas en las velocidades de los trabajadores y en la cantidad y locación del trabajo. 2. 6. 2 Recolección de órdenes con bucket brigades. Tamaño del cubo (bucket) Hay dos maneras de desperdicio dentro de BB: el tiempo perdido cuando un trabajador es bloqueado por su sucesor y el tiempo que tarda en regresar por más trabajo. La manera natural de reducir el desperdicio es incrementar el tamaño del bucket. Bucket más largos significan menos regresos por más trabajo y tendrán menos oportunidad de que un trabajador rápido pero ocupado bloquee a uno más lento. Pero si el bucket es demasiado largo, la banda se puede aglomerar con cajas. El tamaño más efectivo depende de la orden y puede diferir en cada sitio. Es cuestión de que se encuentre un tamaño que elimine el bloqueo sin causar congestión. (Bartholdi y Eisentein, 1996) Resultados El mayor beneficio de la recolección de órdenes por BB es el incremento de la tasa de recolección, la cual alcanza niveles de 30 % más que los datos históricos, mientras reduce la intervención de la administración. Esto se logra sin ningún. 24.
(32) costo y sin cambios en la distribución de a planta (layout), equipo, o sistema de control. Al compararse BB con recolección por zonas la tasa de producción resulta superior en BB. También produce beneficios adicionales: • El balance espontáneo del trabajo hace que se libere tiempo de la administración. • La sincronía de los múltiples pasillos se vuelve más fácil. Los trabajadores se ajustan a las nuevas configuraciones espontáneamente. • BB se puede extender. • Reduce los niveles de trabajo en proceso incrementando la exactitud de la recolección de órdenes. • Los trabajadores afirman estar más satisfechos trabajando en equipo, con instrucciones claras de lo que deben hacer y cuando. • Evita el gasto y la inexactitud de de los modelos de contenido de trabajo. (Bartholdi y Eisentein, 1996) Algunas características que se presentan en los diferentes almacenes se presentan a continuación: El ajuste dinámico en el tamaño del bucket. Para ayudar que los trabajadores terminen en un tiempo relativamente igual, se puede utilizar el protocolo de BB; al inicio del día el trabajador más rápido empieza recolectando una sola orden al inicio del pasillo, seguido por el siguiente trabajador con una sola orden y así sucesivamente, hasta que cada trabajador tenga una sola orden, después de cada regreso subsiguiente, el primer trabajador incrementa el número de órdenes introducidas, hasta que se alcance el tamaño del bucket. Al finalizar el día la metodología también se cambia ya que el primer trabajador termina mucho antes que el último, al estar recolectando las últimas órdenes del día se dividen a la mitad y se le señala al ultimo trabajador, el cual solo toma esa mitad, así hasta que todos los trabajadores tengan esa mitad de las órdenes, y el tiempo que les sobra a los primeros trabajadores al terminar el día lo utilizan para limpiar el área de trabajo y dejarla limpia para el día siguiente. (Bartholdi y Eisentein, 1996) Recolectar con luz. Algunas compañías utilizan un sistema de luz que junto con la computadora central muestran una luz a cada locación de almacenamiento para exponer qué y cuánto recolectar del siguiente tramo para una orden en particular. Esto ayuda al protocolo de BB en que reduce el tiempo durante el cambio de órdenes de trabajador a trabajador porque encuentran un punto conveniente de parada y. 25.
(33) también reduce el tiempo perdido gracias al bloqueo. (Bartholdi y Eisentein, 1996) Cualquier recolector puede empezar un camino de regreso BB puede ser más productivo si el protocolo se corrige permitiendo que cualquier recolector complete la orden, no solo el último recolector, hasta que termine su orden y lo ponga en la banda y camine de regreso a quitarle el trabajo a su predecesora. Esto evita el desperdicio porque ningún recolector que complete su orden es forzado a esperar. Esta modificación es útil en los sitios en los cuales las órdenes no necesitan permanecer en orden y donde no se requiere la recolección típica para cada orden a lo largo de todo pasillo. (Bartholdi y Eisentein, 1996) 2. 6.3 La eficiencia de Bucket Brigades. Al realizar su investigación Bartholdi y Eisentein (1996) consideraron un modelo simple en donde la cantidad y la locación de los trabajadores varían. Se tienen que m posiciones discretas en donde los trabajadores deben estar mientras recolectan. Estas posiciones distribuyen a las unidades de inventario dentro de m sistemas desarticulados. Supuesto 1: (orden total de posiciones). Las posiciones pueden ser numeradas de acuerdo a su aparición en una secuencia a priori j= 1,…,m, para que por cada orden dada, cualquier requisición de la posición j sea completada antes de cualquier requisición subsecuente a esta. Una orden es la m- cantidad de acciones, la entrada j-esima la cual representa la cantidad del trabajo estándar a recolectar de la locación j. Supuesto 2: (órdenes idénticas, trabajo exponencialmente distribuido) Las órdenes son vectores aleatorios independientes e idénticamente distribuidos, los componentes de los cuales son independientes; y el componente j, representa el trabajo estándar en la locación j, siguiendo una distribución exponencial con 1 media común de .. μ. Las órdenes serán recolectadas por n trabajadores que pueden ser acomodados de acuerdo a la velocidad a la cual trabajan. Supuesto 3: (Orden total de los trabajadores por velocidad). 26.
(34) Cada recolector i se caracteriza por una velocidad vi, y también el tiempo para que cada trabajador i complete su recolección esta distribuido exponencialmente 1 con una media . μvi Supuesto 4: (tiempo de regreso insignificante) El tiempo de recolección de una orden típica es significativamente más grande que el tiempo de regreso por el pasillo. Aparición espontánea del trabajo en equipo. En base al modelo de trabajo, se describe el comportamiento de BB como una cadena de tiempos de Markov en la cual el estado del sistema esta dado por el vector {x1, x2, …, xn}, en donde xi Є { 1, 2, …,m} da la posición del trabajador i. Esta cadena de Markov es finita y todos los estados se comunican, así que hay una distribución limitada y única en la cual el sistema converge (Ross, 1998). Por lo tanto, el comportamiento predecible se afirmará estadísticamente, y se puede evaluar la eficiencia de la línea de BB midiendo la tasa de producción. La idea de que los trabajadores se acomoden de lento a rápido se ha verificado en líneas pequeñas, en las cuales las ecuaciones de Markov para la distribución limitada se pueden resolver fácilmente. Se observó que la aleatoriedad de las órdenes no cambia cualitativamente la dinámica de BB para los modelos determinísticos analizados por Bartholdi y Eisentein (1996) y Bartholdi et al (1995). El comportamiento asintótico (estable) sigue siendo el mismo con la excepción de que la fidelidad de la reproducción depende de la variación entre las órdenes de trabajo.. 27.
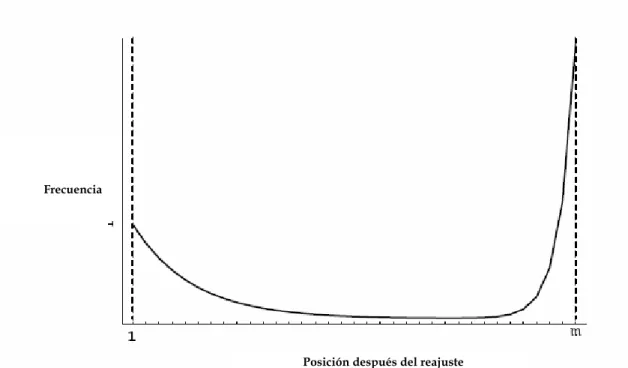
(35) Frecuencia. Posición después del reajuste Figura 6.3 Adaptada de Bartholdi y Eisentein , 1996. En la figura 6.3 los recolectores están secuenciados de rápido a lento. Aquí el trabajador más rápido tiende a estar casi en los talones del trabajador más lento y la posición en donde se quita el trabajo (hands off) se alterna entre el inicio y el final de la línea.. 28.
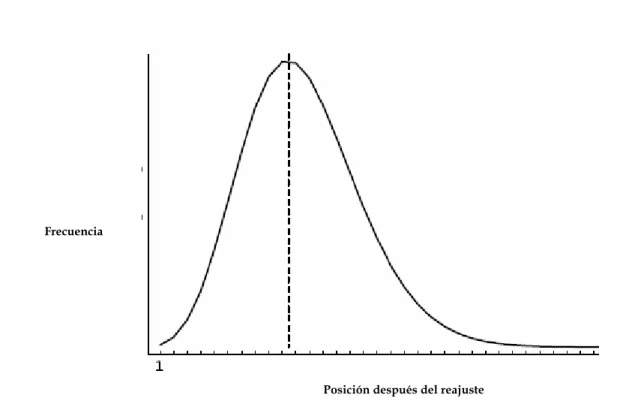
(36) Frecuencia. Posición después del reajuste Figura 6.4. Adaptada de Bartholdi y Eisentein, 1996. En la figura 6.4 los trabajadores están secuenciados de lento a rápido y la posición en donde se quita el trabajo se concentra en donde los trabajadores serán pre-posicionados para compartir efectivamente el trabajo para la siguiente orden. Con esto se puede decir que si el trabajo es probabilístico, no se puede garantizar que todos los trabajadores estén siempre ocupados, pero hay factores que reducen el bloqueo, así que se mejora la tasa de producción. Otra manera de reducir la oportunidad de bloqueo y mejorar la tasa de producción es reducir la variación del trabajo. Cuando la variación decrece, el comportamiento del enfoque de BB del modelo deterministíco que se analizó en el teorema 3 de Bartholdi y Eisentein, en el cual el trabajo es el mismo de orden a orden y está distribuido uniforme y continuamente a través del espacio. Para este modelo determinístico la tasa de producción converge en lo más alto posible porque cesa todo el bloqueo eventual. En la práctica la variación se puede reducir incrementando el tamaño del bucket. La oportunidad de bloquear puede reducirse, reduciendo el número de recolectores, después del cual los miembros del equipo tenderán a estar separados por largos y menos variables cantidades de trabajo.. 29.
(37) Los resultados son más complicados cuando la intensidad del trabajo varía entre las locaciones, así que el trabajo no es uniforme. Bartholdi y Eisentein (1996) muestran que cuando el trabajo patológico se concentra puede pasar que el bloqueo sea frecuente en BB. Sin embargo, esto es muy raro que suceda esto en la práctica ya que cualquier artículo extraordinariamente ocupado se recoge por separado, por ejemplo desde el inventario del piso al andén de envío. Así que BB es efectiva aún en la presencia de variaciones severas en la cantidad de trabajo en las locaciones. 2. 7. Caso Real Bartholdi et al (1998) reportaron la confirmación del valor práctico del centro de distribución nacional como un minorista de cadena principal, en donde los productos son comprados por órdenes, los cuales son ensamblados por recolectores de órdenes. Ya que las órdenes de los clientes varían es difícil la manera de predecirlos, su contenido de trabajo puede ser estocástico. Después de convertir a BB, los recolectores de órdenes realizaron un incremento del 34% en productividad y éxitos similares se lograron en otros centros de distribución. Lo probaron en un centro de distribución de Revco Drugs Inc. En el cual implementaron la recolección de órdenes por BB, este centro de distribución mantiene alrededor de 2000 distribuidores minoristas. Una ventaja clave de BB es su simplicidad, así que su implementación requiere menos de una hora, con ningún equipo especial y ningún cambio al sistema administrativo del almacén u operaciones relacionadas. Eso hizo fácil que pudieran experimentar una mañana en un pasillo que anteriormente usaba la recolección por zonas secuencial. Les describieron la idea a los trabajadores en 15 minutos, los acomodaron del más lento al más rápido y los vieron trabajar. Algunos beneficios que da BB son: •. •. •. Equilibrio espontáneo del trabajo libera tiempo a la administración. También es más fácil reconocer los problemas, debido a que las diferencias en las tasas de trabajo son más visibles. La sincronización de los múltiples pasillos se hace más fácil. Un gerente puede monitorear el progreso de un pasillo simplemente verificando que orden esta recolectando cualquier trabajador. BB es extensible. Por ejemplo en Revco había un trabajador recolectando de un carrusel inmediatamente mas arriba de un pasillo, y ella ocasionalmente se adelantaba en ese pasillo. Bajo el esquema de recolección por zonas ella tenía que dejar de trabajar hasta que se haya descongestionado, con BB simplemente ayuda a recolectar. Después de que ella es alcanzada, ella regresa al carrusel en el siguiente regreso.. 30.
(38) •. • •. Los niveles reducidos del WIP incrementan la exactitud de la recolección de órdenes. Ya que el número de lotes en la banda esta estrictamente controlada, no hay congestión y los trabajadores raramente colocan las unidades de inventario en los lotes equivocados Los recolectores piden ser mas satisfechos Se puede evitar el costo y la inexactitud del modelo de contenido de trabajo. Con BB, Revco puede abandonar su modelo detallado de contenido del trabajo y conseguir un mejor balance y una mejor productividad. Revco ha implementado exitosamente BB en todos sus almacenes regionales, involucrando cientos de órdenes recolectadas, todas ellas anteriormente recolectadas por zonas. Y lo han utilizado por 4 años. 2.8 Otros Estudios 2. 8.1 BB con 2 o 3 trabajadores En un estudio realizado por Bartholdi, Bunimovich y Eisentein se consideró que en cualquiera de las dos áreas en las que se utiliza BB, manufactura de ropa y distribución de almacenes, son comunes los equipos de 2 o 3 trabajadores.. Figura 8.1 Todos los posibles comportamientos de una línea de producción de BB con 3 trabajadores. El comportamiento esta determinado por el cociente ri = vi / v3 de las velocidades de casa trabajador entre la del último trabajador. Adaptada de Bartholdi, Bunimovich y Eisentein, 1996. En la figura 8.1 podemos observar el comportamiento asintótico o estable (estructura cualitativa que persiste, aun si hay presencia de perturbaciones) de una línea de flujo de BB con 3 trabajadores. Este es el comportamiento que se presenta en la práctica.. 31.
Figure



+7


Documento similar
Cedulario se inicia a mediados del siglo XVIL, por sus propias cédulas puede advertirse que no estaba totalmente conquistada la Nueva Gali- cia, ya que a fines del siglo xvn y en
[r]
Tras establecer un programa de trabajo (en el que se fijaban pre- visiones para las reuniones que se pretendían celebrar los posteriores 10 de julio —actual papel de los
Por PEDRO A. EUROPEIZACIÓN DEL DERECHO PRIVADO. Re- laciones entre el Derecho privado y el ordenamiento comunitario. Ca- racterización del Derecho privado comunitario. A) Mecanismos
En cuarto lugar, se establecen unos medios para la actuación de re- fuerzo de la Cohesión (conducción y coordinación de las políticas eco- nómicas nacionales, políticas y acciones
En el capítulo de desventajas o posibles inconvenientes que ofrece la forma del Organismo autónomo figura la rigidez de su régimen jurídico, absorbentemente de Derecho público por
D) El equipamiento constitucional para la recepción de las Comisiones Reguladoras: a) La estructura de la administración nacional, b) La su- prema autoridad administrativa
b) El Tribunal Constitucional se encuadra dentro de una organiza- ción jurídico constitucional que asume la supremacía de los dere- chos fundamentales y que reconoce la separación
