ESCUELA TÉCNICA SUPERIOR
DE INGENIERÍAS AGRARIAS
Graduada en Ingeniería de las Industrias
Agrarias y Alimentarias
Proyecto de edificación de una industria de
fabricación de mermelada de manzana
situada en el polígono industrial “El Carrascal
de San Cristóbal”(Valladolid)
Alumna: Paula Esteban García
Tutor: Andrés Martínez Rodríguez
Cotutor: Ignacio Nevares
Mayo de 2017
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
Alumno: Paula Esteban García
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
ÍNDICE
1. Objeto del proyecto……....….……….…..………..1
2. Agentes……….…..……….1
3. Naturaleza del proyecto... ..…..……….………..…1
4. Emplazamiento………..……….2
5. Antecedentes……...……….…..………..……….3
6. Bases del proyecto…………....………....5
7. Condicionantes……….…..6
7.1 Condicionantes internos………...6
7.2 Condicionantes de infraestructuras y servicios de los que dispone la parcela…...8
8. Justificación de la solución adoptada……….………..….…9
9. Ingeniería del proceso……….……...11
9.1 Implementación del diseño productivo………..14
9.2 Mano de obra……….…….19
10. Ingeniería de las obras……….……….21
10.1 Instalaciones……...…….….………...….…22
11. Cumplimiento del Código Técnico de la Edificación (CTE)…….…..………..24
12. Programación de las obras……….………….……….27
13. Puesta en marcha del proyecto………29
14. Estudios ambientales……….………29
15. Estudio económico………….………..……….………..…….….30
Alumno: Paula Esteban García
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
1 / 35 1. Objeto del proyecto
El objeto de este proyecto es detallar, explicar y justificar las obras, las instalaciones y la maquinaria implicadas en el proceso productivo necesario para transformar 2000 kilogramos/día de pulpa de manzana en mermelada de dicha fruta.
Dicha obra se ejecutará en el polígono industrial “El Carrascal de San Cristóbal” situado en la provincia de Valladolid.
2. Agentes
Los agentes implicados en la correcta ejecución del proyecto son:
- Agentes de formulación:
El promotor será Luis Fernando Conde Esteban y la responsable de redactar y formular todo el proyecto Paula Esteban García.
- Agentes de la ejecución:
La encargada de controlar y dirigir la ejecución de las obras será la formuladora del proyecto, en este caso, Paula Esteban García.
La elección de los contratistas implicados en las obras e instalaciones será responsabilidad tanto del promotor como de la redactora del proyecto.
Para certificar la viabilidad del proyecto, dichos contratistas asegurarán la plena disponibilidad de todos los recursos necesarios en cada etapa del ciclo del proyecto.
- Agentes de la gestión de la industria transformadora:
El agente encargado de verificar una buena gestión de todo lo relacionado con la industria transformadora será el promotor.
3. Naturaleza del proyecto
La finalidad del presente proyecto es definir todas las fases implicadas en el proceso productivo así como las edificaciones necesarias para poder obtener y comercializar de manera eficiente 4000 kg/ día de mermelada de manzana.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
2 / 35
de construcción, se desarrollará el presente proyecto asegurando su viabilidad económica y comercial.
Dicho proceso productivo consta de varias etapas productivas encadenadas
agrupadas en tres grandes fases.
La Fase I es la elaboración de la mermelada propiamente dicha, desde el mezclado hasta que la mermelada está lista para ser envasada.
La Fase II comprende la manipulación de los tarros y se produce de forma paralela a la elaboración de mermelada propiamente dicha.
Por último, la Fase III o Fase Final es la convergencia de las dos anteriores y consiste en la preparación del producto terminado para su expedición y posterior venta a los distribuidores correspondientes.
La localización de la fábrica tiene la finalidad de facilitar las labores de distribución y venta del producto ya que las regiones donde se cultivan las frutas por lo general no coinciden con los principales centros de consumo ya que su distribución es a escala nacional. La problemática surge porque no está claro si es más rentable situar la fábrica cerca de los mercados o cerca de las zonas de cultivo.
En este caso, las zonas de cultivo del manzano se limitan al Valle del Ebro (Cataluña y Aragón) y La Rioja, por lo que agrupar todas las fábricas en esa ubicación no sería ni rentable, ni viable, ni lógico. Además hay que añadir que la materia prima que se va a utilizar en esta fábrica es pulpa de manzana congelada lo que evita problemas de putrefacción y pérdida de cualidades nutritivas de la manzana, facilitando un transporte adecuado hasta la recepción en fábrica.
4. Emplazamiento
La industria está situada en la ampliación del polígono San Cristóbal actualmente denominado “Polígono Industrial El Carrascal de San Cristóbal” en la calle Helio número 24. Dicho polígono se encuentra dentro de la provincia de Valladolid y se accede por la autovía Segovia-Valladolid CL-601 (dirección Valladolid).
A este polígono lo limitan al este la Renault España, S.A y al oeste el municipio de La Cistérniga.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
3 / 35
carretera de la Ronda Exterior de Valladolid (VA-30), aseguran el acceso y la salida de mercancía por viales totalmente seguros.
5. Antecedentes
A nivel mundial, el sector de las mermeladas y confituras no atraviesa su momento más dulce. Según datos facilitados por IRI World Wide Group las ventas en volumen del mercado hasta marzo de 2015 han alcanzado los 31,02 millones de kilogramos, lo que supone un descenso del 1,5% frente a los 31,49 registrados en el mismo periodo del año anterior.
En cambio a nivel nacional, según datos de infoRETAIL, el mercado de confituras y mermeladas está disfrutando en España de una dulce evolución, ya que según los datos disponibles de IRI, para el TAM 27 enero 2015, ha registrado crecimientos del 8,4% en su facturación (totalizando unas ventas de 110,65 millones de euros) y del 5,7% en el volumen de sus ventas.
El sector agroalimentario responsable de elaborar confituras y mermeladas está copado básicamente por 5 grandes grupos empresariales que componen el mercado nacional en gran medida.
Dichos grupos empresariales son Dulces y Conservas Helios S.A, Bonne Maman, La Vieja Fábrica, Hacendado (marca propia del grupo empresarial Mercadona) y Hero.
El grupo Helios está compuesto por tres empresas:
- La empresa matriz, Dulces y Conservas Helios, con sede en Valladolid dedicada a la elaboración de mermeladas, confituras, tomates, kétchup y membrillo.
- La empresa Iberfruta-Muerza con sede en Navarra, que se dedica principalmente a la fabricación de semielaborados de fruta de primera transformación.
- La compañía británica S.D.Parr&Co, que comercializa fruta confitada y otros productos típicos del Reino Unido.
El grupo Helios cuenta con varias marcas comerciales: Helios, Bebe, Eva y Mulhauser. Actualmente cuenta con más de 600 empleados y su facturación anual ronda los 130 millones de euros.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
4 / 35
melocotón, frutas del bosque y mora. Su forma de distribución son los supermercados de todo el territorio nacional en envases de 340 a 640 gramos por tarro.
La producción de mermelada de la marca hacendado del grupo empresarial Mercadona la realiza la empresa Conservas El Cidacos S.A, interproveedora de Mercadona en conservas de fruta.
Los supermercados de Mercadona se encuentran en cualquier punto de la geografía nacional por lo que la distribución es homogénea y uniforme en todo el país. Los sabores que distribuye esta marca son: albaricoque, fresa, ciruela, melocotón, naranja amarga y tomate.
La casa matriz Hero Lenzbung fue fundada en Suiza hace más de 100 años y hoy en día sigue siendo sede central de la empresa.
Dentro del mercado de mermeladas, es quizá una de las marcas con más renombre, contando con una amplia gama de productos agrupados en cinco nombres comerciales: Original, Original sin trozos, Diet y Cocina Creativa, empleando 18 variedades de fruta diferentes. Albaricoque, manzana, arandanos, fresa, frambuesa, naranja amarga, melocotón, grosellas, naranja dulce, tomate, cereza, zarzamora, ciruela, frutas del bosque,…
La vieja fábrica es una empresa fundada en 1834, perteneciente en la actualidad al grupo Angel Camacho Alimentación S.L.
Su facturación ronda los 160 millones anuales con una plantilla de trabajadores de 865 personas distribuidos en 6 centros diferentes produciendo un total de 11000 toneladas de mermelada al año.
Dentro de su línea de productos, ofrece mermeladas de 14 sabores de fruta diferentes: limón, frambuesa, piña, tropical, grosella negra, naranja dulce, naranja amarga, fresas, melocotón, ciruela, cereza, frutas del bosque, albaricoque y mora.
La empresa Bonne Maman es francesa y pertenece al grupo francés Andros SNC. En la actualidad la empresa posee una cuota de mercado en Francia del 35% y se sitúa en el puesto número uno en el mercado estadounidense en distribución de mermeladas extra.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
5 / 35
Esta empresa factura 112 millones de euros anuales y la distribución en España se lleva a cabo a través de la cadena de supermercados El Corte Inglés y en determinadas tiendas de alimentación Gourmet.
6. Bases del proyecto
Los objetivos que se persiguen con la realización de este proyecto:
- La construcción de una fábrica de mermelada de manzana de acuerdo con el Código Técnico de la Edificación y con los reglamentos técnico-sanitarios de elaboración.
- Búsqueda de una rentabilidad a la inversión gracias a la comercialización del producto final.
- Obtener un valor añadido del producto gracias a la diferencia de precios en el mercado entre el producto final elaborado y las materias primas.
- Producir mermeladas de excelente calidad e introducir el producto en el mercado nacional y, a largo plazo en el mercado internacional.
- Promover los alimentos saludables con una etiqueta limpia.
- Proporcionar puestos de trabajo.
Los condicionantes puestos por el promotor:
- El primero de los condicionantes es el uso de la parcela correspondiente a la Calle Helio, 26 para la ubicación de la fábrica ya que, debido a la propiedad, se reducen gastos.
- Contratar la mano de obra necesaria y acudir a los especialistas en la materia de aquellas personas que estén vinculadas a la zona dejando el segundo lugar a aquel o aquella que no lo esté.
- Tener en cuenta que en la disposición y diseño de la planta de la fábrica, se ha
dispuesto un baño accesible sin ducha. En el supuesto caso de que se contrate personal con alguna minusvalía, su puesto
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
6 / 35
necesidades productivas de la fábrica. La ducha se ha instalado para los operarios que trabajan en la zona de producción.
- Disponer de la tecnología implicada en la preparación y transformación de la materia prima así como de las instalaciones adaptadas a las necesidades operativas de un producto de excelente calidad.
- Diseño acorde con la homogeneidad de las naves construidas en el polígono e intentar integrar la construcción con el entorno rural de la zona.
Criterios de valor:
- Obligado cumplimiento de la cadena de frío implicada en el transporte, recepción y almacenamiento de la materia prima respetando en todo momento las temperaturas requeridas.
- Disponer de distribuidores auxiliares de materia primas cerca de nuestra industria además de los servicios técnicos especializados para la maquinaria escogida.
- Disposición de apoyos públicos en forma de subvenciones y ayudas tanto a nivel territorial como nacional con el previo cumplimiento de los requisitos impuestos.
- Asegurar la viabilidad y rentabilidad económica del proyecto implantando medios eficientes en el proceso productivo y constructivo de la industria.
- Contribuir y apoyar al prestigio de los alimentos con etiquetas limpias y fomentar el desarrollo de tecnologías e instalaciones respetuosas con el medio ambiente.
- Garantizar la rentabilidad del proyecto optimizando cada una de las fases del proceso y aumentando la eficacia del ciclo productivo manteniendo la calidad deseada en el producto final.
7. Condicionantes del proyecto
7.1 Condicionantes internos
7.1.1 El medio físico
El terreno elegido para la implantación de la industria no supone un factor condicionante ya que es un suelo compacto e impermeable que garantiza una buena
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
7 / 35
construcción, evitando así perturbar un posible espacio natural que no esté destinado la implantación de una industria.
La ubicación de la fábrica en el polígono industrial minimiza los condicionantes de integración de la nave en el paisaje. Es decir, la construcción no se ve limitada o condicionada a los elementos paisajísticos rigiéndose únicamente al cumplimiento del Código Técnico de la Edificación y al reglamento urbanístico del polígono.
7.1.2 Elementos climáticos
El clima no determina el ritmo de producción de la fábrica de manera directa ya que el proceso productivo tiene lugar dentro de la nave y la materia prima empleada no depende de la climatología de Valladolid.
Durante el periodo de ejecución de las obras el único factor climático condicionante son las precipitaciones.
Valladolid tiene un clima continental caracterizado por fuertes oscilaciones térmicas entre el día y la noche tanto en verano como en invierno. En otoño hay lluvias
cuantiosas pero esporádicas con primaveras cortas y de temperaturas bajas. Los veranos se caracterizan por su aridez ya que suelen ser muy secos y calurosos
con precipitaciones tormentosas. Los inviernos son fríos y moderadamente húmedos, con fuertes heladas y vientos fríos que muchos años se prolongan hasta el mes de mayo.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
8 / 35
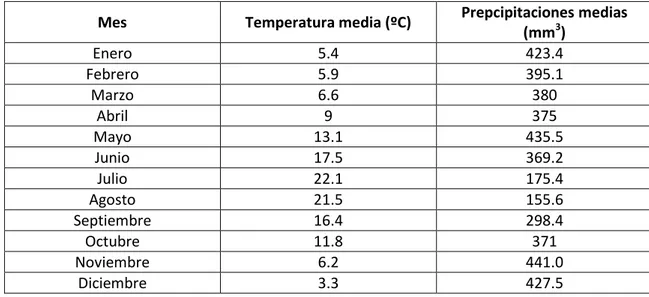
Tabla 1. Valores de temperaturas medias y precipitaciones mensuales
Mes Temperatura media (ºC) Prepcipitaciones medias
(mm3)
Enero 5.4 423.4
Febrero 5.9 395.1
Marzo 6.6 380
Abril 9 375
Mayo 13.1 435.5
Junio 17.5 369.2
Julio 22.1 175.4
Agosto 21.5 155.6
Septiembre 16.4 298.4
Octubre 11.8 371
Noviembre 6.2 441.0
Diciembre 3.3 427.5
- Temperatura media anual: 11.7ºC - Temperatura máxima: 44ºC - Temperatura mínima: -10ºC
7.2 Condicionantes de infraestructuras y servicios de los que dispone la parcela
La nave está situada en el polígono industrial “El Carrascal” por lo que el suelo está destinado a un uso industrial según la ficha urbanística proporcionada por la autoridad
competente en estos términos. Los suministros de agua corriente y electricidad están disponibles en la propia parcela
por medio de una acometida general y una arqueta principal que abastecen las necesidades de la industria.
El polígono suministrará el agua y la electricidad a un punto central situado a pie de calle desde una acometida general que abastecerá a la industria y desde un transformador.
7.2.1 Abastecimiento de agua
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
9 / 35
La red general del polígono se abastece de un depósito situado en el cerro de San Cristóbal el cual tiene una capacidad total de 10 000 m3 en un único seno. Se nutre de un bombeo de la ETAP de San Isidro y en este depósito el agua es clorada para asegurar una buena potabilización.
7.2.2 Electricidad y alumbrado público
Cuenta con alumbrado cuya instalación se realizó mediante un enlace entre la red general de distribución de energía en Alta Tensión propiedad de la compañía suministradora y la instalación de un transformador perteneciente de la industria. Además se dotó de un centro de mando, maniobra, protección y distribución de las líneas, con un equipo de ahorro energético.
El polígono cuenta con una red general de distribución de energía de alta tensión dotada de un centro de un centro de mando, maniobra, protección y distribución de las líneas para el ahorro energético. Los conductores son de tipo RV 0,6/1 kV y las columnas de forma troncocónica.
Las luminarias situadas en las calles del polígono son de tipo cerrado y las lámparas son de vapor de sodio de alta presión tubular de 100 W de potencia.
8. Justificación de la solución adoptada
La producción es el factor principal a tener en cuenta para justificar los diferentes métodos de evaluación de diferentes alternativas.
La producción es el resultado de la interacción entre operarios, materiales y maquinaria, que deben construir un sistema ordenado que permita maximizar los beneficios basándose en una eficaz distribución de la industria.
La ordenación en planta implica la ordenación de los elementos y actividades industriales de forma óptima. Una correcta distribución en planta nos permite simplificar al máximo el proceso productivo, minimizar los costes de manejar de los materiales, utilizar el espacio de la forma más efectiva posible y evitar inversiones de capital innecesarias.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
10 / 35
Se aplica el principio de “marcha hacia delante” el cual asegura que desde la recepción de la materia prima hasta el producto terminado no existe ningún punto de retroceso. La industria se construye de forma que se eviten interacciones indeseables, es decir, sine encuentros directos o indirectos entre elementos de diferente carga microbiana, con el fin de proteger al producto contra los peligros debidos a contaminaciones cruzadas.
En cuanto al volumen de producción, se decide que tenga un valor medio ya que producir 4000 kg de mermelada al día es la alternativa que económicamente sale más viable y rentable. Además de que la fábrica tenga un balance de gastos y beneficios equilibrado, también hay que tener en cuenta que en un futuro, si se plantea la posibilidad de aumentar la producción, este volumen de producción es el más adecuado.
El plan estratégico llevado a cabo en esta empresa se decanta por una producción artesanal dado el auge de los productos con etiqueta limpia sin ningún aditivo artificial en su composición y el equilibrio que existe entre el precio en el mercado y el coste de producción.
La elección de las diferentes soluciones adoptadas vienen reflejadas en el “Anejo 1. Estudio de alternativas”
Para el ciclo de refrigeración de simple compresión se usa el refrigerante R-134a.
El edificio ha de ser funcional y por ello los elementos constructivos tienen que asegurar un alto nivel de higiene minimizando los riesgos de contaminación del producto por suciedad. Las paredes deben estar construidas de materiales duraderos, impermeables, de color claro y con superficies lisas para que puedan limpiarse con facilidad. También han de ser resistentes a los choques, a la abrasión y a los productos de limpieza y desinfección. A su vez, las uniones de las paredes con el techo o con el suelo han de estar redondeadas.
Los suelos reunirán las mismas condiciones que las paredes y los techos. Las Reglamentaciones Técnico Sanitarias (RTS) y las Directivas de la U.E exigen que los pavimentos sean impermeables, antideslizantes, resistentes y de fácil limpieza.
Los desagües bien instalados son absolutamente necesarios para evacuar rápidamente los desechos líquidos. Estos deben permitir la limpieza y saneamiento del suelo con facilidad y eficacia.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
11 / 35
En cuanto a los exteriores de la fábrica se exige que las calles que rodeen la nave estén pavimentadas no permitiéndose los suelos de tierra para evitar la atracción, establecimiento y cría de animales que puedan contaminar el producto.
9. Ingeniería del proceso
Para la elaboración de mermelada de manzana artesanal, se diseña un proceso productivo ajustado a las necesidades logísticas de la empresa con posibilidad de ampliar la producción en un futuro si fuese necesario.
Para que el proceso sea eficiente, las etapas que conforman dicho proceso han de realizarse de manera continua. Esto nos permite asegurar la producción total esperada y cumplir con el objetivo de sacar beneficio económico al proceso.
Esta continuidad tiene que aplicarse en dos ámbitos fundamentales, el tiempo y el espacio, es decir, las fases del proceso han de estar tan estrechamente enlazadas como sea posible.
El control del producto radica en una serie de inspecciones visuales y tomas de muestra que se producen a lo largo del procesado.
Las materias primas necesarias para la elaboración de mermelada de manzana son:
- Pulpa de fruta: La fruta es el ingrediente principal de este tipo de productos y el que da personalidad propia a la mermelada ya que el porcentaje que representa en la composición es el más elevado. En consecuencia, la calidad del producto final vendrá determinada, en gran medida, por la calidad y la cantidad de la fruta utilizada en su elaboración.
Se producirá mermelada de manzana a razón de 50 kg de fruta por cada 100 kg de mermelada.
- Azúcar: El azúcar empleado será el denominado “azúcar blanquilla o azúcar blanco cristalizado”. Este azúcar presentará un color blanco y será totalmente soluble en agua, con más del 99,7% de su composición como sacarosa pura. El 45% de la composición de la mermelada es azúcar.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
12 / 35
Se necesita un 1,5% de pectina del total de componentes de la mermelada.
- Ácido cítrico: El ácido cítrico es un ácido orgánico natural clasificado dentro de los aditivos con el número E-330.
- La dosis a la cual se obtiene un producto de alta calidad es 150 g de ácido cítrico por cada 100 kg de pulpa de manzana. La dosis es un 3% superior a la que se tendría que aportar a la mermelada si este ácido se utilizase en forma granular ya que en este caso se emplea como solución acuosa.
En el diagrama del proceso mostrado a continuación, se aprecian las diferentes fases y la sucesión de las mismas.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
13 / 35
- Fase I. Elaboración de la mermelada propiamente dicha
Esta primera etapa consiste en juntar los ingredientes de la mermelada, la pectina, el ácido, el azúcar y la pulpa de fruta, en un tanque cerrado de manera que se produzca una agitación en su interior para que se forme una mezcla uniforme y estable de todos los componentes.
La pulpa de fruta, antes de llegar a este tanque, pasa por un intercambiador de calor de superficie rascada para que se descongele y aumente su temperatura inicial (-18ºC) hasta los 7ºC. Una vez haya salido de este intercambiador, irá directamente al tanque de mezcla. El resto de ingredientes, la pectina, el ácido y el azúcar se encuentran a temperatura ambiente y son transportados al tanque de mezcla de manera directa desde sus respectivos almacenes.
Esta mezcla se somete a una temperatura de 60ºC durante 63 minutos aproximadamente.
A continuación, se produce el cocido de la mezcla en el mismo tanque de mezcla. El cocido de la mezcla se produce inmediatamente después de que la mezcla haya alcanzado la temperatura fijada en el precalentamiento de 60ºC.
Durante el cocido se alcanzará en el interior del tanque la temperatura de ebullición de la mermelada, 100ºC y se mantendrá el tiempo necesario según los cálculos reflejados en el anejo de “Instalación de vapor”.
Una vez finalizada la cocción, la mezcla pasa a un período de estabilización de la temperatura durante 22 minutos a 90ºC en el mismo tanque de mezcla y cocción.
El calentamiento prolongado afecta al almacenamiento y al aspecto del producto terminado. Después de su descarga de la marmita de cocción, la temperatura de la mermelada es superior a 90ºC y esta tiene que bajar hasta los 75ºC para su envasado en una duración de total de 23 minutos aproximadamente.
- Fase II. Manipulación de envases para su llenado
Esta fase comprende tres etapas y transcurre de manera paralela a la fase I.
Los tarros vacíos que se encuentran en un almacén aparte de la sala de fabricación son transportados hasta la línea en una carretilla. La capacidad volumétrica de los tarros es de 400 ml.
Para evitar posibles contaminaciones biológicas por microorganismos y suciedad en los tarros se procede a su esterilización.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
14 / 35
Esta es la fase en la cual convergen las dos anteriores, va desde el envasado del producto hasta su expedición fuera de la fábrica.
Las tapas y los tarros limpios, esterilizados y secos serán dirigidos por medio de la cinta transportadora hacia la llenadora, dosificadora y cerradora de tarros. Por otro lado, la mezcla será transportada desde el tanque de preenfriamiento hasta la dosificadora y cerradora de tarros mediante una bomba lobular.
Una vez cerrados correctamente los tarros, se procede a su etiquetado atendiendo a la Norma del Codex para las Confituras, Jaleas y Mermeladas” y “Codex Stan 1-1985: Norma General para el Etiquetado de los Alimentos Preenvasados”.
Una vez etiquetados los tarros son conducidos hacia una empaquetadora y formadora de cajas de cartón a través de una cinta transportadora. Dicha empaquetadora tiene funciones diversas tales como formación, llenado, cerrado y precintado de la caja de cartón.
Finalmente, estos pallets envueltos con polietileno, se transportan en una carretilla elevadora hasta el almacén de producto terminado; estando listo para su expedición al exterior de la fábrica.
El desarrollo completo del diseño del proceso productivo y la implementación del mismo, se encuentran en el “Anejo 3. Ingeniería del proceso”
9.1 Implementación del diseño productivo
La fábrica es una planta cuadrada con una superficie total de 1050 m2. A su vez, dentro de la industria existen dos zonas claramente diferenciadas y separadas por paredes y una puerta de acceso que comunica las dos zonas, una zona administrativa de 210 m2 de superficie y otra zona de producción de 840 m2.
En la zona administrativa se encuentran los vestuarios femenino y masculino con un baño en su interior, ocupando una superficie total de 50 m2. El laboratorio está lo más cerca posible de la puerta que comunica las dos zonas, dentro de la zona administrativa albergando 45 m2.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
15 / 35
Por último, en esta zona existen dos aseos, uno accesible y otro mixto. Ambos ocupan la misma superficie y es de 5 m2 respectivamente.
En la zona de producción se sitúan todos los almacenes y la propia sala de producción. Esta última está comunicada directamente con el muelle de carga y descarga para facilitar la entrada de materias primas y la salida del producto terminado, ocupa una superficie de 307 m2 y alberga toda la maquinaria implicada en el proceso productivo.
La cámara de congelación de la pulpa de manzana está orientada al norte y tiene una superficie de 33 m2.
El almacén de producto terminado linda con el almacén de tarros y tapas y ocupan 70 m2 y 88 m2 respectivamente.
Enfrente de los almacenes anteriormente citados está la sala de calderas ocupando 25 m2 de superficie y el almacén de pectina y ácido contando con una superficie de 35 m2. El almacén de azúcar está comunicado con el de pectina y ácido por una puerta y ocupa exactamente lo mismo que dicho almacén.
El almacén de cajas de cartón, pallets y polietilieno retráctil alberga una superficie de 67,5 m2.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
16 / 35
Gráfico 2. Distribución en planta de la industria
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
17 / 35
Maquinaria requerida en la fase I:
Máquina Fin Largo
(m) Ancho (m) Alto (m) Intercambiador de calor de
superficie rascada
Descongelación de la pulpa
3 0,5 0,5
Transportador de hélices Transporte de la pulpa descongelada hasta la mezcladora
1 0,5 1
Alimentador flexible con bomba lobular
Transporte de la pectina hasta
la mezcladora
15 0,2 0,3
Alimentador flexible con bomba lobular
Transporte del ácido hasta la mezcladora
15 0,2 0,2
Tubería cilíndrica con bomba de aire
comprimido
Transporte del azúcar hasta la
mezcladora
21 0,4 0,4
Marmita de cocción
Cocer la mezcla
1,5 1,5 2
Tubería cilíndrica con bomba lobular
Transportar la mermelada
hacia el IQ
1 1 0,8
Intercambiador de calor de
superficie rascada
Enfriar la mezcla antes de su envasado
2 0,7 0,7
Tubería cilíndrica con bomba lobular Transportar la mermelada hacia la dosificadora
1 1 0,8
Maquinaria necesaria en la fase II:
Máquina Fin Largo
(m)
Ancho (m)
Alto (m)
Despaletizadora Despaletizar los tarros y tapas vacíos
2,5 2,5 2,5
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
18 / 35
transportadora tarros y tapas vacíos hacia la lavadora Lavadora de tarros Esterilizar los tarros de cristal y tapas
3 2 2
Cinta transportadora Llevar los tarros esterilizados hacia la dosificadora
7 0,7 1,5
Maquinaria empleada en la fase III:
Máquina Fin Largo
(m)
Ancho (m)
Alto (m)
Dosificadora Llenar y cerrar los tarros de
mermelada
2 2,5 2
Cinta transportadora Llevar los tarros de mermelada hacia la etiquetadora
1 0,7 1,5
Etiquetadora Pegar la etiqueta en el tarro de cristal
2 2 2
Cinta transportadora Llevar los tarros etiquetados hacia la empaquetadora
1 0,7 1,5
Empaquetadora Formar y llenar las cajas de cartón con 12
tarros de mermelada
4 3 2,5
Enfarfadora Envolver los pallets con
polietileno retráctil
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
19 / 35 9.2 Mano de obra
Como factor de producción, el hombre es, en general, mucho más flexible que cualquier material o maquinaria, pero es un error pensar que, por esta razón, el hombre puede estar cambiando de puesto no teniéndolo en cuenta para la implementación del proceso productivo.
El factor hombre engloba: la mano de obra directa, los jefes de equipo, sección, servicio, directivos, encargados y todo el grupo de mano de obra indirecta.
Las consideraciones a tener en cuenta son:
- Consideraciones de seguridad e higiene en el trabajo: deben existir las condiciones adecuadas para que el puesto de trabajo del operario sea digno y repercuta de manera óptima en su rendimiento.
- Necesidades de mano de obra: siendo necesario determinar no solo la cantidad, sino también la cualificación o especialización necesaria para la misma función del tipo de trabajo a realizar.
Además el personal es uno de los tres pilares básicos de la producción ya que interviene en numerosas operaciones en el curso del ciclo de producción como la manipulación del producto o el control del proceso productivo.
La selección del número de personas necesarias ocupando diferentes puestos de trabajo se ha basado en la seguridad de los trabajadores y en la higiene de la empresa.
La presencia del hombre en un local de fabricación de alimentos es una fuente de contaminación para los productos ya que es portador y emisor de diversos microorganismos patógenos en los alimentos.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
20 / 35
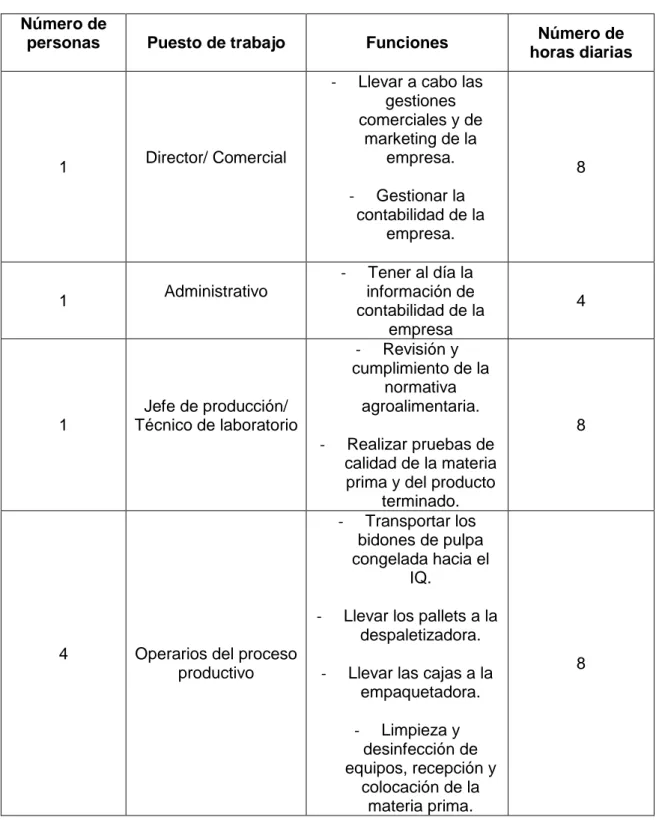
Tabla 2. Puestos de trabajo necesarios
Número de
personas Puesto de trabajo Funciones Número de
horas diarias
1 Director/ Comercial
- Llevar a cabo las gestiones comerciales y de
marketing de la empresa.
- Gestionar la contabilidad de la
empresa.
8
1 Administrativo
- Tener al día la información de contabilidad de la
empresa
4
1
Jefe de producción/ Técnico de laboratorio
- Revisión y cumplimiento de la
normativa agroalimentaria.
- Realizar pruebas de calidad de la materia prima y del producto
terminado.
8
4 Operarios del proceso productivo
- Transportar los bidones de pulpa congelada hacia el
IQ.
- Llevar los pallets a la despaletizadora.
- Llevar las cajas a la empaquetadora.
- Limpieza y desinfección de equipos, recepción y
colocación de la materia prima.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
21 / 35
Esta fábrica cuenta con un total de 7 trabajadores trabajando 8 horas diarias excepto el administrativo que solo trabaja 4 horas al día.
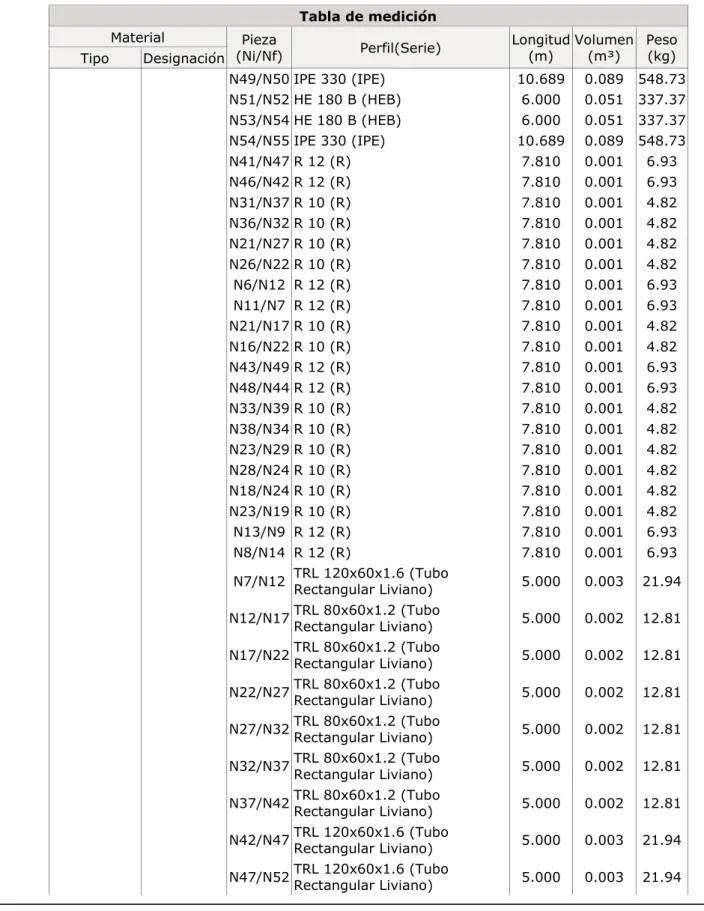
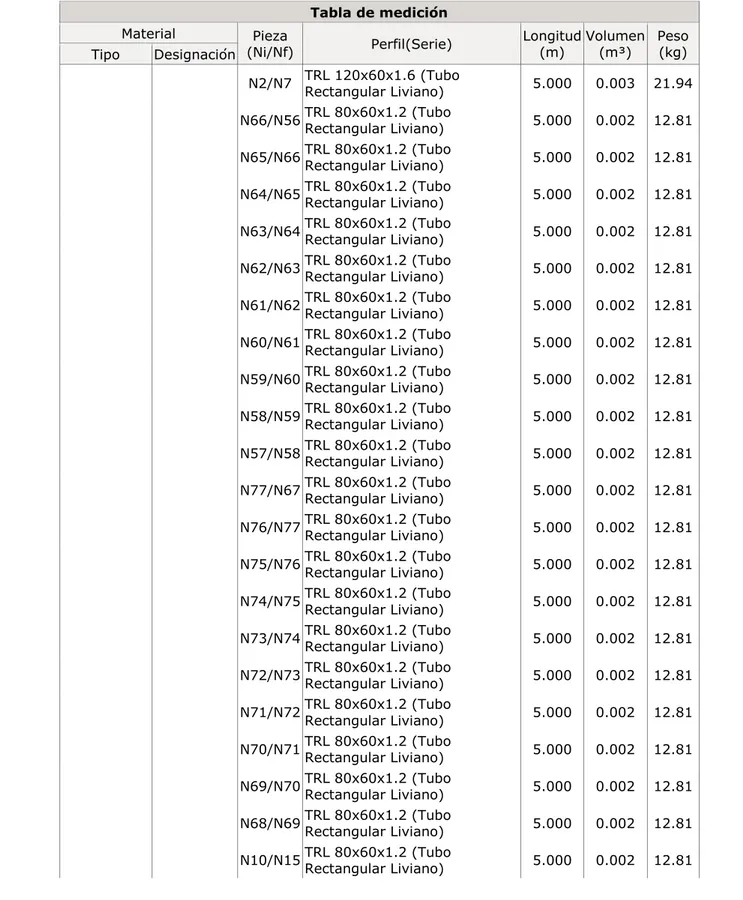
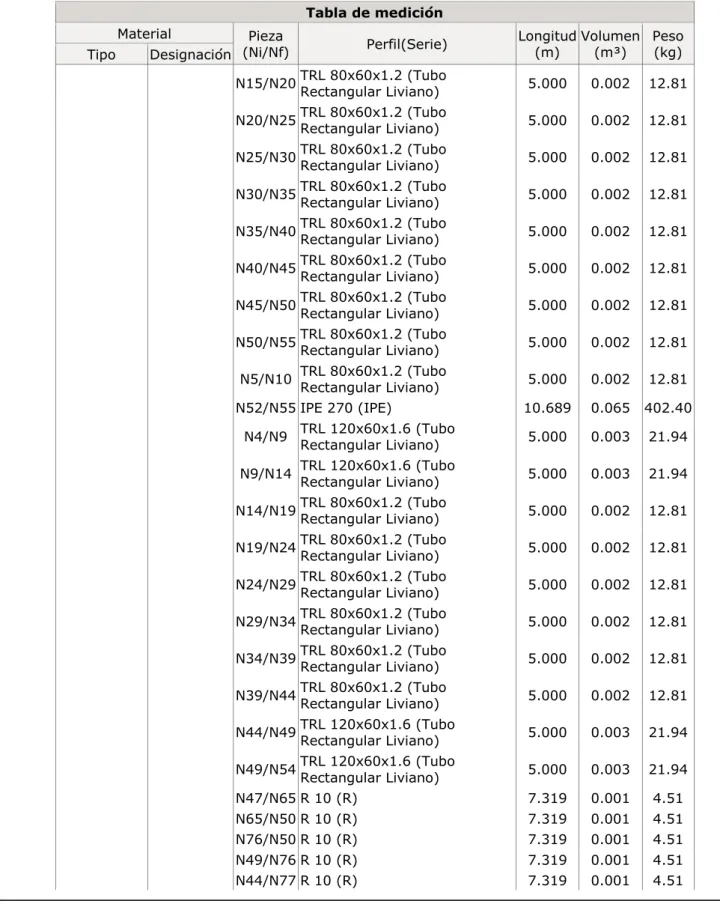
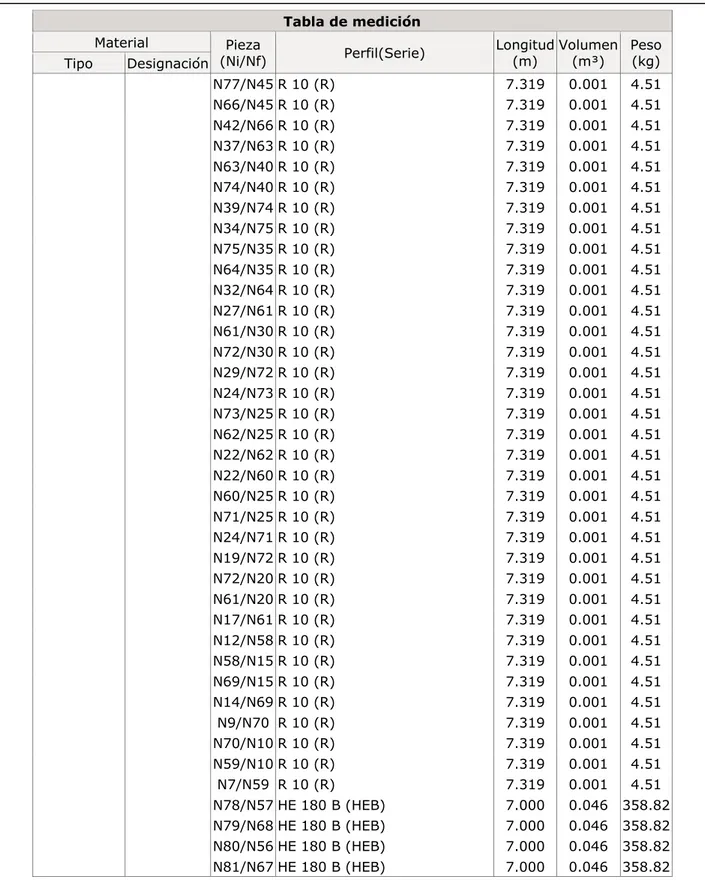
10. Ingeniería de las obras
- Estructura
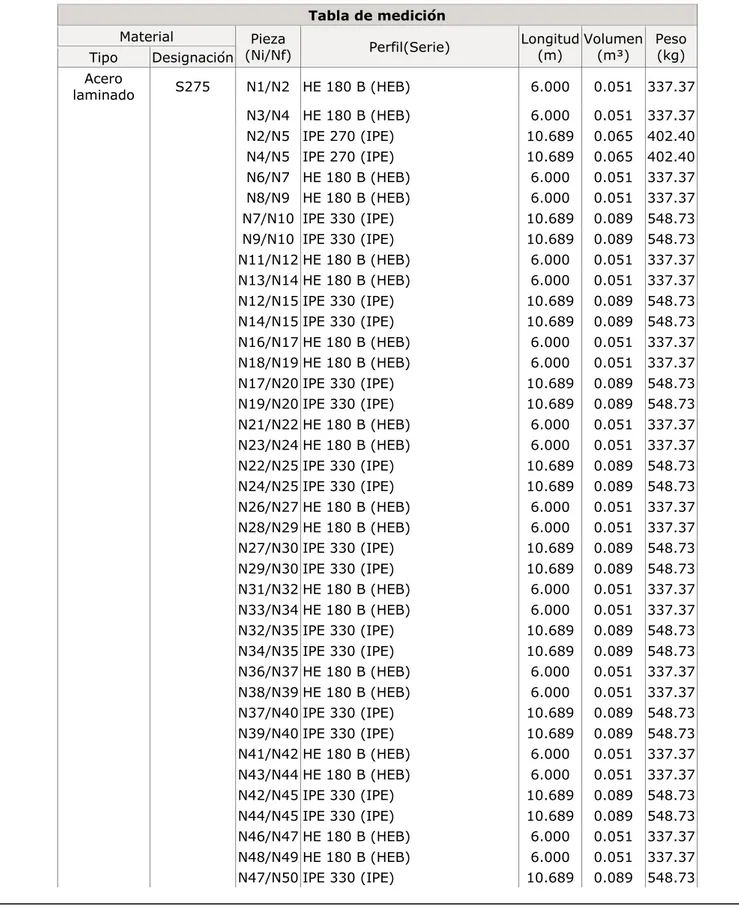
La estructura posee una luz total a ejes de pilares de 21 metros.
Consta de 10 pórticos separados 5 metros a ejes de pilares, para una longitud total de 50 metros.
La altura de los pilares es de 6 metros, la cubierta es a dos aguas con una pendiente del 20%.
De manera general, la industria está constituida por dos sectores dentro de un mismo edificio. El sector 1 es la zona que consta de recepción, oficina, laboratorio y aseos y vestuarios y el sector 2 es la zona de producción, constituido por la sala de producción, cámara frigorífica, almacenes y sala de calderas. Las características se definirán en el Anejo nº9 “Ingeniería de las Obras”.
El cerramiento exterior de la industria se va a realizar utilizando panel sándwich. Se dispone de un panel vertical de chapa de acero en perfil comercial con dos láminas prelacadas de 0,6 mm, con núcleo de lana de roca de 175 kg/m3, con un espesor total de 8 cm, clasificado M-0 en su reacción al fuego.
Para optimizar la condición aislante de esta sala, se instalará panel frigorífico ocn gancho de 150 mm de espesor, acabado semiliso por las dos caras, chapa galvanizada de 0,5 mm de espesor con un recubrimiento de pintura blanca de PVC de 200 micras de espesor salida molde.
Para la cubierta se instalará un panel sándwich de 85 mm de espesor total, conformado con chapa interior de acero de 0,5 mm, perfil nervado, lacado en el interior y en exterior chapa de acero de 0,5 mm acabado imitación teja, con relleno itermedio de espuma de poliuretano de 40 mm en greca baja y 80 mm en greca alta; perfil anclado a la estructura mediante ganchos o tornillos autorroscantes.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
22 / 35
La cimentación del edificio estará de acuerdo con la estructura, los elementos constructivos y con respecto a otras cargas como son el viento, la lluvia o la nieve.
Las zapatas elegidas son de tres tipos:
Zapatas para los extremos de los pórticos final e inicial. Se disponen 4 zapatas de dimensiones 140x140x60 mm.
Zapatas para los pilares centrales de los pórticos final e inicial. Se disponen 4 zapatas de dimensiones 200x200x60 mm.
Zapatas para el resto de pilares de la nave. Las dimensiones de estas 18 zapatas es de 220x220x60 mm.
Construyendo sobre ellos pilares cuyos perfiles serán HEB. La cimentación, por otra parte será a base de hormigón armado, que se definirá en la memoria de cálculo.
- Métodos de cálculo
Para la obtención de las solicitaciones se ha considerado los principios de la Mecánica Racional y las teorías clásicas de la Resistencia de Materiales y Elasticidad.
El método de cálculo aplicado es de los Estados Límites, en el que se pretende limitar que el efecto de las acciones exteriores ponderadas por unos coeficientes, sea inferior a la respuesta de la estructura, minorando las resistencias de los materiales. En los estados límites últimos se comprueban los correspondientes a: equilibrio, agotamiento o rotura, adherencia, anclaje y fatiga y en los estados límites de utilización, se comprueba: deformaciones (flechas).
Definidos los estados de carga según su origen, se procede a calcular las combinaciones posibles con los coeficientes de mayoración y minoración correspondientes de acuerdo a los coeficientes de seguridad definidos en el art. 12º de la norma EHE-08 y las combinaciones de hipótesis básicas definidas en el art 13º de la norma EHE-08.
Se dimensiona los elementos metálicos de acuerdo a la norma CTE SE-A (Seguridad estructural), determinándose coeficientes de aprovechamiento y deformaciones, así como la estabilidad, de acuerdo a los principios de la Mecánica Racional y la Resistencia de Materiales.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
23 / 35
La estructura se supone sometida a las acciones exteriores, ponderándose para la obtención de los coeficientes de aprovechamiento y comprobación de secciones, y sin mayorar para las comprobaciones de deformaciones, de acuerdo con los límites de agotamiento de tensiones y límites de flecha establecidos.
Para el cálculo de los elementos comprimidos se tiene en cuenta el pandeo por compresión, y para los flectados el pandeo lateral, de acuerdo a las indicaciones de la norma.
El cálculo de estructuras se hará mediante el programa del CYPE®; teniendo en cuenta las características del edificio y la zona de construcción.
En el “Anejo 5. Ingeniería de las obras”, se detallan tanto los materiales utilizados para la construcción como los métodos de cálculo para asegurar la viabilidad de la nave.
10.1 Instalaciones
- Instalación de fontanería e instalación de saneamiento
Ambas instalaciones, la de fontanería y la de saneamiento, pertenecen a las instalaciones mecánicas, éstas son las que comprenden el transporte de fluidos (líquidos y gases) y en las que interviene, por tanto, la mecánica necesaria para ello.
Se estudiará las condiciones para dicha instalación, los elementos constituyentes, así como las características de éstos y el dimensionamiento de la instalación, teniendo en cuenta los elementos que lo constituyen y el caudal de éstos.
En los “Anejo 5.1 Instalación de Fontanería” y “Anejo 5.2 Instalación de Saneamiento” se explicarán ambas instalaciones.
- Instalación eléctrica
El diseño de una instalación eléctrica busca determinar la disposición de los conductores y equipos que transfieren la energía eléctrica desde la fuente de potencia hasta las cargas de la manera más segura y eficiente posible.
Se asegura una iluminación en cada una de las salas de la fábrica calculando el número de luminarias necesarias en cada una de ellas.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
24 / 35
- Instalación de climatización
Se estudiarán los elementos constituyentes, así como las características de éstos y el dimensionamiento de la instalación, teniendo en cuenta temperaturas de la zona, características del edificio, etc...
Mediante el cálculo de las pérdidas de calor, cálculo de la transmitancia de los cerramientos , cálculo de calor sensible por ventilación y cálculo de calor sensible total, se calculará la caldera, el número de radiadores y el caudal necesario, para un buen funcionamiento de la instalación.
En el “Anejo 5.7 Instalación de Climatización” se justifica la necesidad de implantación de elementos calefactores en la industria.
- Instalación de vapor e instalación de aire comprimido
Ambas instalaciones son necesarias únicamente en la sala de producción durante el ciclo productivo. El poder calorífico del vapor determina las fases de intercambio de calor entre el producto y el fluido calefactor (vapor).
La determinación de las características físicas y las condiciones del vapor en cada una de las fases, depende de la temperatura del producto.
Por ello en este anejo se evaluarán parámetros determinantes del proceso productivo como la temperatura del vapor, las condiciones higronométricas del mismo y el tiempo de cada fase.
El transporte del azúcar se realiza mediante la fuerza que adquiere el aire al someterse a una presión baja gracias a un compresor. Además la máquina empaquetadora y formadora de cajas requiere el uso de aire comprimido para mover las planchas de cartón.
En los “Anejo 5.4 Instalación de Vapor” y “Anejo 5.5 Instalación de Aire Comprimido” vienen los cálculos de las necesidades de vapor de la fábrica y de aire comprimido.
- Instalación frigorífica
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
25 / 35
Los cálculos que determinan el diseño de esta instalación se han realizado teniendo en cuenta que, para mantener el frío en una cámara y todo lo que en ella contiene, es necesario extraer el calor inicial y luego el calor que pueda ir entrando a la cámara. Por ello se calcularán las cargas térmicas de esta cámara frigorífica.
En el “Anejo 5.6 Instalación Frigorífica” se explicarán las necesidades frigoríficas de la cámara de congelación.
11. Cumplimiento del Código Técnico de la Edificación (CTE)
El Código Técnico de la Edificación (CTE) es el marco normativo que establece las exigencias que deben cumplir los edificios en relación con los requisitos básicos de seguridad y habitabilidad establecidos en la Ley 38/1999 de 5 de noviembre, de Ordenación de la Edificación (LOE).
- DB SE Seguridad estructural.
El objetivo de este apartado dentro del CTE, seguridad estructural, es establecer reglas y procedimientos que permitan cumplir las exigencias básicas de seguridad estructural. La correcta aplicación del conjunto del DB supone que se satisface el requisito básico “Seguridad estructural”.
Dentro de este proyecto, concretamente en el anejo nº 5 “Ingeniería de las Obras”, se describen las características de la edificación que se va a llevar a cabo. Además se dota a este documento el pliego de condiciones, los planos de la estructura y la memoria constructiva cumpliendo así las exigencias de este documento.
Los pilares se unen a las zapatas mediante placas de anclaje de acero S275JO, a través de pernos B500S. Todo lo anteriormente redactado está detallado en el Anejo nº9 “Ingeniería de Obras”, siendo calculado por el programa informático constructivo “CYPE®”. La estructura y los materiales de construcción cumplen con el Código Técnico de la Edificación.
El proyecto cumple con diferentes requisitos establecidos en este apartado del documento:
- Resistencia y estabilidad (SE 2). - Aptitud al servicio (SE 2).
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
26 / 35
El objetivo de este apartado dentro del CTE, seguridad en caso de incendio, es establecer reglas y procedimientos que permiten cumplir las exigencias básicas de seguridad en caso de incendio. Estas reglas consisten en reducir a límites aceptables el riesgo de que los usuarios de un edificio sufran daños derivados de un incendio de origen accidental, como consecuencia de las características de su proyecto, construcción, uso y mantenimiento.
El ámbito de aplicación de este documento es el que se establece con carácter general para el conjunto del CTE en su artículo 2 (Parte I) excluyendo los edificios, establecimientos y zonas de uso industrial a los que les sea de aplicación el “Reglamento de seguridad contra incendios en los establecimientos industriales”. En nuestro caso se utiliza este documento.
Las medidas establecidas para la protección contra incendios de nuestra industria se detallan en el anejo nº8 “Estudio de protección contra incendios”.
El presente proyecto cumple todos los requisitos expuestos en los siguientes documentos:
- Propagación interior (SI 1). - Propagación exterior (SI 2). - Evacuación de ocupantes (SI 3).
- Instalaciones de protección contra incendios (SI 4). - Intervención de bomberos (SI 5).
- Resistencia estructural al incendio (SI 6).
- DB SUA Seguridad de utilización y accesibilidad.
El objetivo de este apartado dentro del CTE, seguridad de utilización y accesibilidad, es establecer reglas y procedimientos que permiten cumplir las exigencias básicas de seguridad de utilización y accesibilidad. Estas reglas consisten en reducir a límites aceptables el riesgo de que los usuarios sufran daños inmediatos en el uso previsto de los edificios, como consecuencia de las características de su proyecto, construcción, uso y mantenimiento, así como en facilitar el acceso y la utilización no discriminatoria, independiente y segura de los mismos a las personas con discapacidad.
El presente proyecto cumple todos los requisitos expuestos en los siguientes documentos:
- Seguridad frente al riesgo de caídas (DB- SUA 1).
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
27 / 35
- Seguridad frente al riesgo de iluminación inadecuada (DB- SUA 4).
- Seguridad frente al riesgo causado por vehículos en movimiento (DB- SUA 7). - Seguridad frente al riesgo causado por la acción del rayo (DB- SUA 8).
- Accesibilidad (DB- SUA 9).
- DB HS Salubridad.
El objetivo de este apartado dentro del CTE, salubridad, es establecer reglas y procedimientos que permiten cumplir las exigencias básicas de salubridad. Estas reglas consisten en reducir a límites aceptables el riesgo de que los usuarios, dentro de los edificios y en condiciones normales de utilización, padezcan molestias o enfermedades, así como el riesgo de que los edificios se deterioren y de que deterioren el medio ambiente en su entorno inmediato, como consecuencia de las características de su proyecto, construcción, uso y mantenimiento.
Para la realización del proyecto se han tenido en cuenta el cumplimiento de todos los Aparatados de dicho documento:
- Protección frente a la humedad (HS 1). - Recogida y evacuación de residuos (HS 2). - Calidad del aire interior (HS 3).
- Suministro de agua (HS 4). - Evacuación de aguas (HS 5).
- DB HR Protección frente al ruido.
El objetivo de este apartado dentro del CTE, protección frente al ruido, es establecer reglas y procedimientos que permiten cumplir las exigencias básicas de protección frente al ruido. Estas reglas consisten en limitar, dentro de los edificios y en condiciones normales de utilización, el riesgo de molestias o enfermedades que el ruido pueda producir a los usuarios como consecuencia de las características de su proyecto, construcción, uso y mantenimiento.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
28 / 35
Estas características se detallan en el anejo “Estudio de protección contra el ruido”. Haciendo cumplir todas las especificaciones establecidas en dicho reglamento.
- DB HE Ahorro de energía.
El objetivo de este apartado dentro del CTE, ahorro de energía, es establecer reglas y procedimientos que permiten cumplir el requisito básico de ahorro de energía. Estas reglas consisten en conseguir un uso racional de la energía necesaria para la utilización de los edificios, reduciendo a límites sostenibles su consumo y conseguir asimismo que una parte de este consumo proceda de fuentes de energía renovable, como consecuencia de las características de su proyecto, construcción, uso y mantenimiento.
Estas características se contemplan en el anejo “Estudio de eficiencia energética”.
Para la realización del proyecto se han tenido en cuenta el cumplimiento de todos los apartados de dicho documento:
- Limitación de demanda energética (HE 1).
- Rendimiento de las instalaciones térmicas (HE 2).
- Eficiencia energética de las instalaciones de iluminación (HE 3). - Contribución solar mínima de agua caliente (HE 4).
- Contribución fotovoltaica mínima de energía eléctrica (HE 5).
12. Programación de las obras
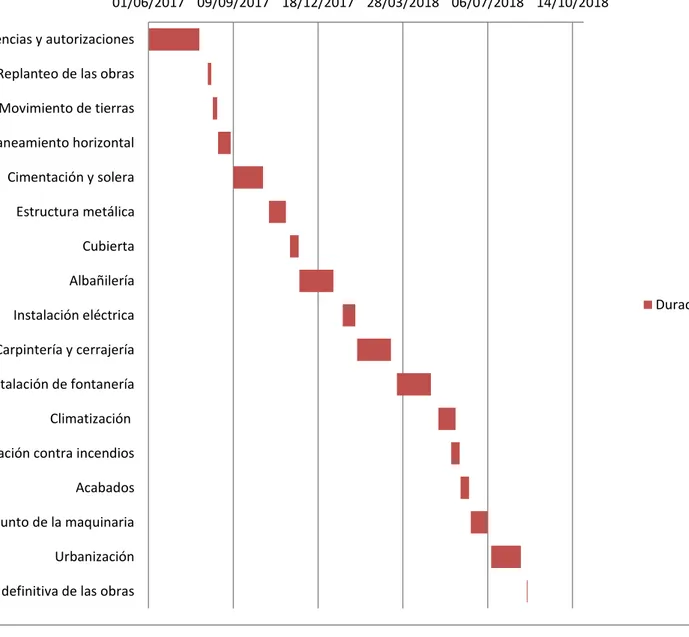
A continuación se presenta le diagrama Gantt que nos representa las actividades a realizar distribuidas de manera lineal a lo largo del tiempo diferenciándose el período destinado a cada actividad. En el “Anejo 7 Programación para la ejecución” viene detallado el programa de ejecución de obra en función de las diferentes actividades.
La duración total de la obra son 372 días, es decir, 15 meses aproximadamente.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
29 / 35
Gráfico 3. Diagrama Gantt 01/06/2017 09/09/2017 18/12/2017 28/03/2018 06/07/2018 14/10/2018 Permisos, licencias y autorizaciones
Replanteo de las obras Movimiento de tierras Red de saneamiento horizontal Cimentación y solera Estructura metálica Cubierta Albañilería Instalación eléctrica Carpintería y cerrajería Instalación de fontanería Climatización Instalación contra incendios
Acabados Montaje y puesta a punto de la maquinaria Urbanización Recepción definitiva de las obras
Diagrama Gantt
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
30 / 35 13. Puesta en marcha del proyecto
Para la puesta en marcha de un proyecto, una vez que se dispone de laprogramación de las obras, éstas dispondrán de una documentación de seguimiento que se compondrá, al menos, de:
- Real Decreto 1627/1997, de 24 de octubre, por el que se establecen disposiciones mínimas de seguridad y de salud en las obras de construcción.
- El proyecto, sus anejos y modificaciones debidamente autorizados por el director de obra.
- Orden por la que se dictan normas sobre el Libro de Órdenes y Asistencias en las obras de edificación (BOE).
La licencia de obras, la apertura del centro de trabajo y, en su caso, otras autorizaciones administrativas y el certificado final de la obra, han de estar de acuerdo con el Libro de Órdenes y Asistencias el director de obra y el director de la ejecución de la obra consignarán las instrucciones propias de sus respectivas funciones y obligaciones.
14. Estudios ambientales
El Estudio de Impacto Ambiental no será necesario realizarlo dado que se trata de una construcción desarrollada en un polígono industrial que no altera un medio natural como tal y no genera ni residuos ni emisiones potencialmente contaminantes.
El estudio ambiental vendrá desarrollado en el Anejo nº6 “Memoria Ambiental”, y contendrá un conjunto de información que deberá presentar ante la autoridad ambiental, dicho estudio contendrá la información sobre la localización del proyecto, y los elementos abióticos, bióticos y socioeconómicos del medio que puedan sufrir deterioro por la respectiva obra o actividad, para cuya ejecución se pide licencia, y la evaluación de los impactos que puedan producirse.
Además incluirá el diseño de los planes de prevención, corrección y compensación de impactos y el plan de manejo ambiental de la obra o actividad.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
31 / 35
El “Anejo 6. Memoria ambiental” incluirá toda la información necesaria a reflejar para que la industria no genere un riesgo medioambiental justificando los residuos y emisiones que se generan en la propia fábrica.
15. Estudio económico
El objetivo del estudio económico es presentar los elementos que intervengan en el estudio, como son el Valor presente Neto, el cual nos mostrará en el presente el valor de los flujos de dinero en la empresa; la Tasa Interna de Retorno, etc, entre otros.
Una vez evaluada la clase de financiación que se llevará a cabo, propia o ajena, podemos decir que el proyecto es rentable en los dos casos, puesto que el VAN es superior a cero y el TIR no es negativo, pero teniendo en cuenta el plazo de recuperación y la relación beneficio/inversión optaremos por la financiación ajena, siendo el valor del VAN de 1.476.209,00 y el valor del TIR 13,51%, por lo que los beneficios que aporta son óptimos.
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
32 / 35
CAPÍTULO DESCRIPCIÓN IMPORTE (€) %
Capítulo 1 OBRA CIVIL 318.219,37 45,52
Capítulo 1.1 ACONDICIONAMIENTO
DEL TERRENO 11.280,12 1,63
Capítulo 1.2 HORMIGONES 83.221,97 11,91
Capítulo 1.3 ESTRUCTURA 27.332,74 3,91
Capítulo 1.4 CUBIERTA 41.685,00 5,96
Capítulo 1.5 CERRAMIENTOS 36.636,66 5,24
Capítulo 1.6 PARTICIONES 39.828,22 5,70
Capítulo 1.7 CARPINTERÍA Y
VIDRIOS 13.190,55 1,87
Capítulo 1.8 REVESTIMIENTOS 65.044,11 9,31
Capítulo 2 INSTALACIONES 90.229,97 12,91
Capítulo 2.1 INSTALACIÓN
FONTANERÍA 8.448,51 1,20
Capítulo 2.2 INSTALACIÓN
SANEAMIENTO 5.196,77 0,74
Capítulo 2.3 INSTALACIÓN
ELÉCTRICA 51.751,67 7,40
Capítulo 2.4 INSTALACIÓN
FRIGORÍFICA 20.481,54
Capítulo 2.5
INSTALACIÓN PROTECCIÓN CONTRA INCENDIOS
4.351,48 0,62
Capítulo 3 SEGURIDAD Y SALUD 3.797,68 0,54
Capítulo 4 GESTIÓN DE
RESIDUOS 8.372,21 1,19
Capítulo 5 CONTROL DE
CALIDAD 453,50 0,06
Capítulo 6 MAQUINARIA
PROCESO 277.392,17 39,71
Presupuesto de
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
33 / 35
DESCRIPCIÓN IMPORTE (€)
13% de gastos generales
90.800,44
6% de beneficio
industrial 41.907,89
Suma 831.173,23
21% IVA 174.546,37
Presupuesto de ejecución por
contrata
PEC 980.784,41
Consecución de
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
34 / 35
Honorarios de:
Concepto Porcentaje Importe (€)
Redacción de proyecto y
dirección de obra 2% sobre el PEM
13.969,3
IVA 21% sobre los honorarios
del proyecto 2.933,5
TOTAL HONORARIOS PROYECTO
16.902,8
Coordinador de Seguridad
y Salud 1% sobre el PEM 6.984,6
IVA 21% sobre los honorarios
del coordinador de SyS 1.466,8
TOTAL HONORARIOS COORDINADOR DE
Seguridad y Salud
8.451,4
TOTAL PRESUPUESTO GENERAL PARA CONOCIMIENTO DEL
PROMOTOR
1.021.659,61
El presupuesto general para el conocimiento del promotor asciende a UN MILLÓN VEINTIUN MIL SEISCIENTOS CINCUENTA Y NUEVE EUROS CON SESENTA Y UN CÉNTIMOS.
En Valladolid a 7 de mayo.
Fdo: Paula Esteban García
Alumna del Grado de Ingeniería de las Industrias Agrarias y Alimentarias
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
ÍNDICE de ANEJOS
Anejo 1. Estudio de alternativas
Anejo 2. Ficha urbanística
Anejo 3. Ingeniería del proceso
Anejo 4. Informe geotécnico
Anejo 5. Ingeniería de las obras
Anejo 5.1 Instalación de Fontanería
Anejo 5.2 Instalación de Saneamiento
Anejo 5.3 Instalación de Electricidad
Anejo 5.4. Instalación de Vapor
Anejo 5.5 Instalación de Aire Comprimido
Anejo 5.6 Instalación Frigorífica
Anejo 5.7 Instalación de Climatización
Anejo 6. Memoria ambiental
Anejo 7.Programación para la ejecución
Anejo 8. Estudio de protección contra incendios
Anejo 9. Estudio de protección contra el ruido
Anejo 10. Estudio de eficiencia energética
Anejo 11. Estudio de gestión de residuos de construcción y demolición
Anejo 12. Plan de control de calidad de ejecución de obra
Anejo 13. Estudio económico
Anejo 14. Justificación de precios
Alumno: Paula Esteban García
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
MEMORIA
Alumno: Paula Esteban García
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
ÍNDICE
1. Objeto………..……….………..…1
2. Alternativas del plan estratégico…....….………..…1
2.1 Identificación de alternativas………….………..1
2.2 Criterios de evaluación……….……….………...…2
2.3 Valoración de alternativas……….……….…….….3
2.4 Evaluación de las alternativas……….………4
2.5 Elección de la alternativa…………...……….……….…………6
3. Alternativas de tecnologías de refrigeración……….….……….…6
3.1 Identificación de alternativas….…….………..………...…7
3.2 Criterios de evaluación……….….….………..…7
3.3 Valoración de alternativas…….……..……….9
3.4 Evaluación de las alternativas….……….….………....…..9
3.5 Elección de la alternativa……….….……...………...…10
4. Alternativas de volumen de producción..……....………...……10
4.1 Identificación de alternativas……….…….………10
4.2 Criterios de evaluación………..…….……….…………11
4.3 Valoración de alternativas……..……….………..………….12
4.4 Evaluación de las alternativas…...…….………13
4.5 Elección de la alternativa………...……….…14
5. Alternativas de la distribución en planta…....………....14
5.1 Identificación de alternativas………….……..……….…….…14
5.2 Criterios de evaluación……….…..………15
5.3 Valoración de alternativas………..………...…17
5.4 Evaluación de las alternativas………….……..………18
5.5 Elección de la alternativa………..……….18
Alumno: Paula Esteban García
Alumno: Paula Esteban García
UNIVERSIDAD DE VALLADOLID (CAMPUS DE PALENCIA). E.T.S Ingenierías Agrarias Titulación de: Grado en Ingeniería de las Industrias Agrarias y Alimentarias
1 / 20
1. Objeto
El presente proyecto está diseñado en función de la eficacia del proceso productivo, la rentabilidad del producto en el mercado y la elección de las tecnologías implicadas en el correcto funcionamiento de la ingeniería del proyecto.
Se va a proceder a realizar un estudio de alternativas para evaluar y verificar la optimización de la situación actual en cuanto al volumen de producción, tipo de
producto en el mercado y la aplicación de diferentes tecnologías de refrigeración. Para realizar dicho estudio se va a recurrir a metodologías cuantitativas y estudios de
mercado.
2. Alternativas estratégicas del plan productivo
2.1 Identificación de alternativas
2.1.1 Mermelada artesanal
Este producto consiste básicamente en la mezcla de ingredientes totalmente naturales, y en el caso de tener algún aditivo, este será de origen vegetal. Es un producto natural y tradicional. La mermelada artesanal está compuesta por azúcar, fruta, pectina y ácido cítrico. El azúcar empleado es azúcar blanco cristalizado compuesto en un 78% de sacarosa y totalmente soluble en agua.
El contenido calórico de este alimento lo aporta principalmente el contenido en azúcares, su función es nutritiva y sus propiedades organolépticas son altamente potenciales.
2.1.2 Mermelada funcional
Los alimentos funcionales son aquellos que contienen en su composición algún elemento o compuesto que, además de nutrir, proporciona algún efecto beneficioso para la salud.