UNIVERSIDAD NACIONAL DE INGENIERIA
FACULTAD DE INGENIERIA MECANICA
"IMPLEMENTACION DE LOS LAZOS DE
CONTROL DE UN GENERADOR DE VAPOR DE
120 TON/H DEL INGENIO AZUCARERO AGRO
INDUSTRIAL PARAMONGA S.A.A"
INFORME DE SUFICIENCIA
PARA OPTAR EL TITULO PROFESIONAL DE
INGENIERO MECATRONICO
MARCOS YAMANDU RODRÍGUEZ TUCTO
PROMOCION 2002-11
LIMA-PERU
Dedicado a Mis padres:
Marcos Rodriguez
L
y Victoria Tucto
R
a mis hermanos:
Xenina, Keller, Xandra y Jhessel
y a todas las personas que han contribuido
CONTENIDO
Prólogo
...
5CAPITULOI Introducción ... 7
1.1. Antecedentes ... 7
1.2. Justificación ... 8
1.3. Planteamiento del problema ... 9
1.4. Objetivo ... 1 O 1.5. Metodología de trabajo ... 10
1.6. Alcances ... 11
1.7. Limitaciones ... 11
CAPITULOII Fundamentos ... 13
2.1. Proceso de elaboración de azúcar ... 13
2.1.1. Descripción del proceso ... 13
2.1.2. Situación inicial de la planta de fuerza ... 17
2.2. Nuevo generador de vapor ... 17
2.2. 1. Normas y códigos aplicables en la fabricación e instalación ... 18
2.2.2. Componentes y equipos ... 19
2.2.3. Funcionamiento simplificado ... 24
CAPITULO 111 Tecnología empleada en el sistema de supervisión y control ... 26
3.1. Descripción ... : ... 26
3.2. High Speed Ethernet (1-ISE) ... 27
3.3. Beneficios, ahorros y dudas en un Sistema de Control de Campo (FCS) ... 29
3.4. Identificación y cuantificación de los dispositivos a emplear ... 32
3.5.1. Selección del cable ... 33
3.5.2. Alimentación de los dispositivos ... 33
3.5.3. Instalación eléctrica ... 34
3.6. Topología de red y dispositivos HSE ... 34
3. 7. Bloques de función Fieldbus - SMAR ... .40
CAPITULO
IV
Lazos de control del generador de vapor ... 424.1. Control de nivel del domo superior ... 42
4.1.1. Control de nivel a tres elementos ... 44
4.1.2. Instalación de transmisores y dispositivos adicionales ... 46
4.1.3. Diagrama de bloques del control ... 50
4.1.4. Programación en bloques del controlador ... 51
4.1.5. Parámetros Fieldbus del lazo de control ... 52
4.1.6. Prueba del lazo y condiciones de seguridad ... 55
4.2. Control de combustión - presión de vapor ... 56
4.2.1. Instalación de transmisores ... 58
4.2.2. Diagrama de bloques del control ... 59
4.2.3. Programación en bloques del controlador ... 60
4.2.4. Parámetros Fieldbus del lazo de control ... 61
4.2.5. Prueba del lazo y condiciones de seguridad ... ." ... 64
4.3. Control de tiro - presión de hogar ... 65
4.3.1. Instalación de transmisores ... 66
4.3.2. Diagrama de bloques del control ... 66
4.3.3. Programación en bloques del controlador ... 67
4.3.4. Parámetros Fieldbus del lazo de control ... 68
4.3.5. Prueba del lazo y condiciones de seguridad ···:··· 70
4.4. Control de nivel del desaireador ... 71
4.4.1. Instalación de transmisores ... 71
4.4.2. Diagrama de bloques del control ... 72
4.4.3. Programación en bloques del controlador ... 72
4.5. Control de presión de agua de alivio ... 75
4.5.1. Instalación de transmisores ... 75
4.5.2. Diagrama de bloques del control ... 76
4.5.3. Programación en bloques del controlador ... 76
4.5.4. Parámetros Fieldbus del lazo de control ... 77
4.5.5. Prueba del lazo y condiciones de seguridad ... 77
4.6. Control de flujo mínimo - venteo ... 78
4.6.1. Diagrama de bloques del control ... 79
4.6.2. Programación en bloques del controlador ... 80
4.6.3. Parámetros Fieldbus del lazo de control ... 80
4.6.4. Prueba del lazo y condiciones de seguridad ... 81
4.7. Control de agua de lavador de gases ... 82
4.7.1. Instalación de transmisores ... 83
4.7.2. Diagrama de bloques del control ... 83
4.7.3. Programación en bloques del controlador ... 84
4.7.4. Parámetros Fieldbus del lazo de control ... 84
4.7.5. Prueba del lazo y condiciones de seguridad ... 85
4.8. Lazos de control a implementar en el futuro ... 86
4.8.1. Control de presión de estación reductora ... � ... 86
4.8.2. Control de temperatura de vapor sobrecalentado ._ ... 88
4.8.3. Control de temperatura de vapor para Proceso ... 90
4.9. Sistema de seguridad del generador de vapor ... : ... , ... 92
4.10. Limpieza de líneas de conexión de transmisores ... 94
Conclusiones
...
95Bibliografía
...
96Anexos A. Designación de los canales FF - Proyec;to Paramonga ... 98
B. Designación de entradas y salidas del PLC - Proyecto Paramonga ... 101
PRÓLOGO
La experiencia de formar parte del equipo de supervisores de la fabricación, montaje, operación y mantenimiento de un generador de vapor de 120 Ton/h de diseño brasileño, en el Ingenio Azucarero Agro Industrial Paramonga me han servido de base para elaborar el presente informe.
El proyecto del nuevo generador de vapor inició en noviembre del 2004 y finalizó en diciembre del 2006, con una inversión aproximada de 8 millones de dólares que fue financiada por el Banco Mundial.
Con este informe se busca brindar un aporte en cuanto a los delineamientos en la
implementación de los lazos de control más importantes de un generador de vapor tipo
acuotubular netamente bagacero usado en los ingenios azucareros.
En el Capitulo I se presentan los antecedentes, la justificación, el objetivo, la
metodología de trabajo, los alcances y las limitaciones propias del presente informe.
En el Capitulo III se explican los beneficios, ahorros y dudas en un Sistema de Control de Campo (FCS). Se describe la tecnología Foundation Fieldbus (FF), sus dispositivos, el tipo de comunicación, la topología de red, y la programación empleada en el control e instrumentación del generador de vapor.
En el Capitulo IV se describe en forma detallada los lazos de control implementados en el generador de vapor. Se muestra los diagramas de bloques de las estrategias de control, la programación en bloques y los parámetros Fieldbus de los lazos de control. Adicionalmente se presenta las respuestas a plena carga de los lazos de control implementados, las condiciones de seguridad y algunas recomendaciones que se deben de tener en cuenta para la instalación de los transmisores.
CAPITULO!
INTRODUCCIÓN
1.1. Antecedentes.
El origen de la empresa se remonta al año de 1871 cuando la familia Canaval adopta el nombre de Sociedad Agrícola Paramonga. En 1927, la transnacional W. R. Grace & Co. adquirió la empresa y desarrolló lo que se convertiría en uno de los centros industriales más eficientes de América del Sur.
Como resultado del proceso de la reforma Agraria, según Ley Nº 17716, la compañía se constituyó en cooperativa el 3 de Octubre de 1970, bajo la administración de sus trabajadores, con la denominación de Cooperativa Agraria Azucarera Paramonga Ltda. Nº 37. El 11 de septiembre de 1994, la asamblea general de delegados acordó la transformación del modelo empresarial cooperativo por el de sociedad anónima abierta de accionariado difundido con el nombre de Agro Industrial Paramonga S.A.A., rigiéndose bajo la ley general de sociedades a partir del 1º de �nero de 1995.
junta general de accionistas acordó disolver y liquidar Industrial Paramonga S.A.C., para lo cual transfirió la totalidad de sus activos y pasivos a Agro Industrial Paramonga S.A.A.
El ingenio azucarero Agro Industrial Paramonga S.A.A (AIPSAA), con domicilio legal Av. Ferrocarril 212 en el distrito de Paramonga, provincia de Barranca, departamento de Lima, tiene como actividad principal la siembra, cultivo y cosecha de productos agrícolas destinados al consumo general y el procesamiento de alimentos concentrados. La compañía tiene adjudicada 6635 hectáreas de campo propios para el cultivo de caña de azúcar y cuenta con una instalación fabril completa para el procesamiento de caña de azucar, produciendo azúcar cruda y refinada con un rendimiento aproximado de 112 Kg. de azúcar /Ton de caña.
1.2. Justificación
Comprometidos con el cuidado del medio ambiente y en aplicación de los mecanismos de incentivos bajo el Protocolo de Kyoto, después de dos años de trabajo y estudios preliminares, la compañía decidió iniciar formalmente su participación en las actividades del Mecanismo de Desarrollo Limpio - MDL con lo que se buscó viabilizar económicamente la inversión en un generador de vapor acuotubular moderno, que en adelante lo llamaremos GV A, de tal forma que genere energía limpia
en forma eficiente
utilizando recursosrenovables como el bagazo de caña en reemplazo del petróleo.
Para tal efecto, se presentó la solicitud de aprobación del proyecto a la Comisión Nacional de Medio Ambiente (CONAM) como paso previo al proceso de validación del proyecto por la Entidad Operacional Designada (DOE) y aprobación final y registro por la Junta Ejecutiva del MDL, que es el organismo de las Naciones Unidas para cambio
climático.
Se ha calculado en 853,000 las toneladas de CO2 (gases de efecto invernadero) que
Paramonga va a dejar de emitir en un lapso de 1 O años, lo que permitirá beneficiarse con la
obtención de igual cantidad de Certificados de Emisiones Reducidas CER cuyo valor
promedio estimaqo por el Banco Mundial para los próximos años es de 10 Euros/Ton, lo
1.3. Planteamiento del problema
Según el artículo: "Conversion of a conventional sugar factory to high efficient energy use" desarrollado por el Ing. Florenal Zarpelon (asesor técnico) y el Ing. Pablo Noriega (accionista del Ingenio Azucarero de ESTHER - Piracicaba - Brasil), un ingenio azucarero moderno con tecnología de avanzada debe alcanzar un rendimiento eléctrico de 150 Kw./Ton caña. Para ello se debe contar con generadores de vapor de por lo menos 85% de eficiencia, produciendo vapor a una presión de 62 Kg./ cm2 y con Turbogeneradores de extracción-condensación multietapa.
Demostración de la factibilidad de alcanzar el rendimiento eléctrico indicado:
Producción de bagazo 280 Kg. bagazo/Ton caña
Eficiencia del Generador de Vapor 2.3 Kg. vapor/Kg. bagazo
Eficiencia del Turbogenerador Consumo específico del bagazo por kilowatt generado
Rendimiento eléctrico
4.3 Kg. vapor/Kw.
(4.3 Kg. vapor/Kw.) / (2.3 Kg. vapor/Kg. bagazo) 1.87 Kg. bagazo/Kw.
(280 Kg. bagazo/Ton caña)/ (1.87 Kg. bagazo/Kw.) 150 Kw./ Ton caña
En este caso, sí la fabrica esta totalmente electrificada debe consumir entre 30 a 40 Kw./Ton caña, la variación considera el grado de uso de electricidad para viviendas, oficinas y riego en el campo, etc. por lo tanto, un ingenio de estas características puede disponer para venta a la red pública de 110 a 120 Kw./Ton caña.
En la planta de fuerza del ingenio Agro Industrial Paramonga S.A.A., antes de que el
nuevo GV A entre en funcionamiento, se tenía:
Producción de bagazo Eficiencia del Generador de Vapor
Eficiencia del turbogenerador Consumo específico del bagazo por Kilowatt generado
Rendimiento eléctrico
280 Kg. bagazo/Ton caña
1.8 Kg. vapor/Kg. bagazo
12 Kg. vapor/Kw.
(12 Kg. vapor/Kw.) / (1.8 Kg. vapor/Kg. bagazo) 6.67 Kg. bagazo/Kw.
Se puede observar que por la baja eficiencia del generador de vapor Foster Wheeler y
la del turbogenerador General Electric de 2.25 MW, consumíamos 3.5 veces más bagazo
para generar un Kilowatt que una planta eficiente moderna.
Basándose en ello, se debe tratar de alcanzar una conversión
lo más eficiente posible
de la energía del bagazo en energía como vapor. Esto sólo es posible alcanzarlo con un GV A totalmente automatizado que queme bagazo en forma altamente eficiente y a su vez que cumpla con los estándares mínimos de emisiones establecidos por los entes
internacionales medioambientales.
1.4. Objetivo
El objetivo de este documento es establecer e implementar los lazos de control del GV A bagacero en el Ingenio Azucarero Agro Industrial Paramonga S.A.A., de tal modo que se optimice la operación, que aumente la eficiencia y que el vapor generado cubra las necesidades de los procesos en cantidad y calidad. Así mismo se busca brindar un aporte en cuanto a los delineamientos en la implementación de los lazos de control más importantes de generadores de vapor tipo acuotubular netamente bagaceros usados en los ingenios azucareros.
1.5. Metodología de trabajo
Con respecto a la metodología empleada en el presente informe se puede decir que en los dos primeros capítulos se hace una descripción sencilla y fácil de los puntos previos que se consideran importantes y que se deben de conocer antes de entrar a los capitulo 111 y IV en los cuales se presenta el tema principal de este documento.
En cada uno de los capítulos se presentan imágenes, diagramas de flujo, diagr;nna de bloques, tablas y cuadros para facilitar la comprensión de los temas que se quiere transmitir en forma clara y precisa. Adicionalmente se anexa información referente a algunos puntos
1.6. Alcances
El número de lazos de control que se puede implementar en un GV A y en sus equipos periféricos es de alguna manera elevada, ya que cada proceso que forma parte de este sistema podría incluir por lo menos un lazo PID simple. Sin embargo en este informe solo se presentan los lazos de control más importantes y significativos.
Se debe de considerar que este informe no es una guía de programación por lo que no se hace énfasis en la programación de los controladores ni se detalla el software empleado, pero si se presenta un descripción rápida de lo anterior.
Con respecto a la sintonía de los controladores, en todos los casos se inicia con valores
sugeridos por los diseñadores. Estos valores varían de acuerdo a las modificaciones
realizadas en fabricación y de acuerdo a las respuestas que se van evaluando en pleno
funcionamiento a diferentes cargas y con todas las perturbaciones propias del sistema.
Actualmente el GVA, que se encuentra en su pnmera etapa de producción, esta generando vapor a 31 Kg./ cm2, alimentando vapor a fabrica en forma continua y estable.
1. 7. Limitaciones
No se cuenta con licencias originales de los principales Softwares empleados como son el CONF700 (programación del PLC LC700), el SYSCOM (configuración y programación de controladores) y el ProcessView (supervisión y control de dispositivos),
por lo que en la sustentación de este informe no se podrá realizar una prueba de los lazos de control implementados.
Tampoco se considerara una simulación del sistema o de sus lazos de control ya que sistema del GVA es muy complejo y la cantidad de datos necesarios es bastante considerable.
de las diferentes perturbaciones que se presentan en el sistema, sin embargo se esta evaluando realizar un estudio completo para poder efectuar una sintonía fina de los lazos de control más importantes implementados en la automatización de este GV A,
CAPITULOII
FUNDAMENTOS
2.1. Proceso de elaboración de azúcar.
2.1.1. Descripción del proceso
La caña de azucar, materia prima en el proceso, es transportada mediante
camiones desde los campos hacia el ingenio los cuales con la ayuda de la grúa tipo hilo
descargan la caña en las mesas de alimentación para la molienda. La caña- es lavada
para eliminar tierra y piedras que se presentan al efectuarse el carguio en los camiones,
posteriormente es transportada hacia una serie de machetes y un desfibrador de
martillos que preparan la caña para ingresar a los molinos.
La caña se comprime a través de 5 molinos con sus respectivas turbinas que
consumen vapor proveniente del GV A a 450 PSI. y que tienen vapor escape de 45
PSI. Es aquí donde se agrega el agua de imbibición para mejorar la extracción del jugo de la caña, pudiéndose extraer hasta el 95% de azúcar que contiene la caña.
En la Tabla 1. se muestra el porcentaje promedio en peso de la composición de la caña que ingresa al proceso:
Tabla 1. Composición de la caña
Azúcar (sacarosa en caña) 12.12% Fibra (residuo de la caña exprimida) 15.08%
Agua 71.30%
Cuerpos nitrogenados 0.40%
Grasas y cera 0.20%
Pectina (goma) 0.20%
Ácidos Libres 0.08%
Ácidos combinados 0.12%
Cenizas 0.50%
Total 100.00%
Para ayudar a separar las impurezas presentes en el jugo obtenido y mantener su
PH en 7 se le agrega carbonato de calcio ( cal diluida) el cual envuelve las materias colorantes y gomas, obteniéndose jugo encalado con un Brix promedio de 14 Bx.
(sólidos en suspensión).
El jugo encalado se calienta en tres etapas hasta los 105 ºC e ingresa a un tanque
flash para eliminar vapores, luego ingresa a baja velocidad a los clarificadores de jugo
continuo, donde se agregan floculantes para separar las impurezas y obtener jugo clarificado limpio. Las impurezas o cachaza se mezclan con bagacillo que los aglomera y facilita la filtración en tres filtros rotativos al vació (filtros Oliver) de donde se
obtiene una masa llamada torta, que sirve de abono en los campos de cultivo, y un jugo filtrado que retorna al tanque de jugo encalado para su reproceso.
El jugo clarificado limpio y sin impurezas contiene aproximadamente 85% de
agua e ingresa a un pre evaporador (KETZNER) que consume vapor a 45 PSI. para
ser calentado y concentrado hasta un brix promedio de 19 Bx. eliminando el agua
contenida en el jugo en forma de vapor vegeta,l el que se mezcla con el vapor a 15 PSI.
proveniente de la extracción del Turbogenerador de planta de fuerza y de la estación
reductora de 45 PSI a 15 PSI.
condensarse en el siguiente cuerpo origina condensados con dureza. El jugo que sale
de los evaporadores, también llamado jarabe o meladura, se encuentra entre 65 a 70
Bx. y a una temperatura menor de 53 ºC para evitar que se caramelice o cambie de
color. Esta meladura se deposita en unos tanques para luego ser procesados en los
tachos de cocimiento en los que se evaporara el agua contenida en ella, produciéndose de esta manera tres tipos de masas: Masa A (85% de pureza), Masa B (72% de pureza),
Masa C ( 60% de pureza) y Masa Refinada. A partir de estas masas con un proceso de
centrifugación se obtienen: Azúcar A (Refinada Industrial Wong), Azúcar B (Refinada Especial Metro), Azúcar C (Refinada Domestica) y Azúcar D (Blanca Refinada).
Para el cocimiento o templa de la Masa A:
Meladura + Azúcar B + Agua de Dilución = Masa A Con la centrifugación de la Masa A:
Masa A = Miel A + Azúcar A
Para el cocimiento de la Masa B:
Miel A + Azúcar C + Agua de Dilución = Masa B Con la centrifugación de la Masa B:
Masa B = Miel B + Azúcar B
Para el cocimiento de la Masa C:
Miel B + Miel A + Agua de Dilución = Masa C Con la centrifugación de la Masa C:
Masa C = Melaza/ Miel Final + Azúcar C
La Melaza o Miel fina se usa como materia pruna en una destilería para la producción de alcohol rectificado fino (etílico), alcohol extrafino y alcohol anhidro.
Para la elaboración de azúcar Blanca Refinada, el Azúcar A es diluido con agua en un tanque con agitación y se le conoce con el nombre de licor, el cual se encuentra en
presentes en el licor con el agregado de un coagulante, estas impurezas se terminan de
eliminar en una zaranda.
Para el cocimiento de la Masa Refinada:
Licor
+
Miel Refinada+
Agua de dilución=
Masa RefinadaCon la centrifugación de la Masa Refinada:
Masa Refinada
=
Miel Refinada+
Azúcar refinadaEl azucar saliente de la etapa de centrifugación es trasladado mediante unos
trasportadores hacia unos secadores de aire caliente que trabajan con vapor de 125
PSI. proveniente de una la línea de escape del Turbogenerador de la planta de fuerza. Posteriormente, el azúcar seco, es trasladado a un sistema automático de envase y despacho. Toda la descripción anterior se esquematiza en la Figura 1.
Figura 1. Proceso de elaboración de azúcar
RECEPCIÓN DE LA CAÑA CAÑA VAPOR PREPARACIÓN Y MOLIENDA DE LA CAÑA
BAGAZO GENERACIÓN DE VAPOR GENERACIÓN DE ENERGIA ELÉCTRICA JUGO CLARIFICACIÓN DEL JUGO JUGO ACHAZA FILTRADO DEL LODO LODo----SECADO DEL AZÚCAR EVAPORACIÓN DEL JUGO ELADURA COCIMIENTO DEL AZÚCAR MASA COCIDA CENTRIFUGACIÓN DEL AZÚCAR MIEL FINAL
2.1.2. Situación inicial de la planta de fuerza
Inicialmente la planta de fuerza contaba con dos generadores de vapor, un
generador de vapor
Foster Wbeler
con una capacidad de generación de 90 Ton/h quetiene un sistema dual para quema de bagazo y Petróleo Bunker 6, y un generador de
vapor
Edge
Moor de 12 Ton/h netamente bagacero. Ambos generadores, por mas de30 años, han sido responsables de la producción de vapor requerido por el proceso
fabril que es de aproximadamente 95 Ton vapor/h. a una presión de 31 Kg./cm2
Parte del vapor generado se destina para alimentar las Turbinas de los molinos de
Trapiche para la extracción de jugo, otra parte se destina para la autogeneración
eléctrica mediante un Turbogenerador General Electric de Extracción y Contrapresión
de 2.25 Mw. Como la electricidad autogenerada no cubre la demanda interna se tiene
una potencia contratada de 1 Mw. Con la empresa generadora Cahua. Todas las salidas
de vapor de escape de las turbinas son de 45 PSI. y alimentan a los evaporadores y
calentadores de jugo en la fábrica.
El consumo de petróleo Bunker 6 era de aproximadamente 2,580,000 galones por año, lo que constituía un egreso del orden de US$ 2,500,000 por año, con un excedente del bagazo de 150 a 160 Ton/día con precio de venta entre US$ 25 y US$ 30 por tonelada más IGV.
2.2. Nuevo generador de vapor
El nuevo GV A, proyectado para una futura cogeneración, es de tipo acuotubular, con circulación natural, con dos domos, soportada por la base, con sistema de tiro controlado, con paredes de agua totalmente membranadas, con parrilla de tipo basculante para quema de bagazo de caña y flujo de gases de combustión de tipo cruzado en único pase ..
Tiene una capacidad de generación de 120 Ton/h de vapor a una presión .de 42
El nuevo GV A esta compuesto de dos sistemas básicos separados, un Sistema Agua Vapor, y un Sistema Aire - Combustible - Gases de combustión. La entrada del Sistema
Agua - Vapor es agua que recibe calor a través de una barrera de metal sólido y que deja el
sistema en forma de vapor. Las entradas del Sistema Aire - Combustible - Gases de
Combustión, en lado de fuego del GV A, son el bagazo y el aire que son cuidadosamente mezclados y quemados enseguida en la cámara de combustión donde se convierte la
energía química del combustible en energía térmica que es transferida al Sistema Agua
-Vapor.
2.2.1. Normas y códigos aplicables en la fabricación e instalación
El proyecto mecánico en su totalidad, la fabricación de todos sus componentes y las pruebas del GV A, fueron ejecutados basados en el Código ASME (American
Society of Mechanical Engineers) "Boiler and Pressure Vessel,, Section I - Power Boilers.
La calificación de los soldadores y los procedimiento de soldadura para los domos,
cabezales, serpentines del sobrecalentador, paredes de agua y demás zonas de presión a
través del Código ASME - Section IX - "Welding Qualificatiqn,,
Tuberías de acero, fundidos ferrosos, refractarios, aislantes, acero estructural
recomendados de acuerdo con Código ASTM (American Society for Testing and Materials). Válvulas recomendadas conforme a la norma ANSI y API (American Petroleum Institute)
Bridas para cabezales en general recomendados de acuerdo a la norma ANSI (American National Standards Institute) B-16.5 y proyectadas de acuerdo con la norma ANSI 31 "Power Piping" y los pernos y tuercas de acuerdo con la norma ANSI B-18.2.1 y ANSI B-1.1 y otros conforme ANSI B-16.5 y ANSI B-18.1.2.1
Instrumentación conforme ISA (Instrumentation, Systems and Automation
Society) y Normas de la Fundación Internacional - Foundation Fieldbus
(ANSI/ISA-50, ISA/TRSO, IEC 61158)
2.2.2. Componentes y equipos
Entre los componentes más importantes del GV A, tenemos:
• Transportadores y dosificadores de bagazo.- El bagazo que sale de la
molienda con una humedad aproximada de 52% es transportado al GV A a
través de una serie de transportadores de fajas y de paletas metálicas que
alimentan a seis dosificadores de bagazo que son accionados por
motorreductores con sus respectivos variadores de velocidad. La alimentación
del GV A es de tipo Spreader-Stoker, que consiste en una alimentación bagazo
y aire, a través de un ventilador esparcidor.
• Parrilla basculante.- Asegura la quema del restante de bagazo que no
combustiona en suspensión. La parrilla esta dividida en seis secciones que son
aperturadas secuencialmente cada 10 minutos por unos pistones neumáticos.
Este tipo de parrillas muestran mucha eficiencia en remoción de cenizas y
arena.
• Haz de convección.-Constituido por tubos verticales doblados, mandrilados
al domo de vapor y al domo de agua. El flujo de gases a través del haz de
convección es de tipo cruzado en un único pase y cuenta con dos sopladores
de hollín a vapor, que son necesarios para la limpieza de las superficies de
intercambio térmico.
• Sobrecalentador.- Son de tipo convectivo no drenable. Con una válvµla de
seguridad en el cabezal colector de sobrecalentado con presión de disparo de 33 Kg./ cm2 y una válvula de globo antiretorno de 012" en la salida del
�
Figura 2. Haz de convección y sobrecalentador
,111"
��
/
_
���
1
1
i
1 •
;
1
1"
t:t
(t ·: ;,I!
I!
SOBRECALENI' ADOR
1. �
$
!I
1
1 1
1
• Ventilador de aire primario o de tiro forzado.- Este ventilador proporciona
aire con baja presión (250 mm. e.a.) pero con gran caudal (180 Kg./h) hacia el
hogar del GV A y es el responsable del abastecimiento de suficiente aire para
una buena combustión. Este es accionado por un motor de 250 HP y
controlado por un vaciador de velocidad.
• Ventilador de aire secundario.- Este ventilador proporciona aire con una
presión de 450 mm. e.a. con bajo caudal (78 kg./h) y tiene la función de
esparcir bagazo cuando entra al hogar de tal modo que el bagazo se queme
totalmente en suspensión. Es accionado por un motor de 175 HP y controlado
• Ventiladores de tiro inducido.- Se encargan de extraer los gases de
combustión del horno del GV A manteniendo siempre una presión negativa en
ella. Estos dos ventiladores son accionados por motores de 350Hp que
también son controlados por variadores de velocidad.
• Ventilador dosificador de bagazo o neumático.- Permite el ingreso del bagazo al hogar en forma continua, facilitando así una distribución uniforme
del bagazo en toda la sección del hogar con lo que se logra una mayor quema
de bagazo en suspensión.
• Desaireador.- En este equipo se mezcla el agua de alimentación del GV A con
el vapor de escape de la turbobomba (15 PSI.) y se añade un producto químico
(Nalco 19), con esto se logra eliminar el oxígeno disuelto en el agua que es
perjudicial para las tuberías del GV A. Adicionalmente, en el Desairedor se
eleva la temperatura del agua de alimentación y consecuentemente se logra un
menor consumo de bagazo mejorando así la eficiencia del Generador.
Figura 3. El desaireador
• Economizadores.- Los Economizadores permiten que el agua de alimentación que ingresa al GVA alcance casi el punto de ebullición a la
presión en que se esta trabajando. Son de tipo tubos lisos y aprovechan los
gases de salida del horno en contracorriente con el agua de alimentación, con ello se consigue elevar el rendimiento del GV A. Son tres economizadores, teniéndose la posibilidad de by pasear el primero de ellos.
• Precalentadores de aire.- Permiten que el aire proveniente de los
ventiladores primario y secundario que ingresa al hogar, para la combustión del
bagazo, alcance las temperaturas recomendadas para una combustión eficiente.
Son dos Precalentadores de aire de tipo tubular - vertical, con flujo cruzado,
gas interno y aire externo a los tubos.
• Sopladores de hollín.- Estos sopladores son
unos dispositivos ubicados en puntos estratégicos
del GV A que inyectan vapor a una presión de 9
PSI. para evitar la permanencia de hollín entre los
tubos del haz del sobrecalentador, haz de
convección, y en los economizadores. Con esto se
logra mejorar la eficiencia de intercambio de
calor. El accionamiento de los sopladores de
hollín y la apertura de las válvulas tanto de
bloqueo como de drenaje es totalmente
automático y secuencial.
Figura 4. Soplador de hollín
• Lavador de gases.- El lavador de gases es una caja metálica que cuenta con
unos inyectores de agua que evitan que el hollín fino contenido en lo gases de
combustión fugue por la chimenea hacia el medio ambiente, obteniéndose de
este modo gases de salida más limpios. Sin embargo este sistema tiene que
estar bien controlado, no se debe descender demasiado la temperatura de los
gases de combustión ya que si estos gases alcanzan su punto de roció antes de
ser expulsados a la atmósfera pueden causar corrosión en los duetos de salida y
• Sistema de recuperación de agua.-Las Parrillas del hogar, el domo inferior,
los Precalentadores de aire y el lavador de gases cuentan con tolvas donde se
acumula el hollín que es evacuado mediante la inyección de agua. Esta agua
con cenizas es llevada hacia un sistema de decantación y filtración donde se
recupera el agua que es rehusado en los inyectores de los lavadores de gases y
en las tolvas en mención para evacuar nuevamente las cenizas.
• Sistema de purgas.-El GV A cuenta con dos tipos de purgas principales, una
purga continua en el domo superior cuyo caudal es controlado de acuerdo a la
conductividad del agua de salida por esta purga ( concentración de sales
disueltos) y una purga intermitente en el domo inferior que debe ser abierta por
lo menos una vez cada 24 horas para reducir la acumulación de lodos.
• Planta de tratamiento de agua de alimentación.- El agua de alimentación
del GV A, no debe causar incrustaciones o corrosión en los domos o haz de
tubos del GVA que debe de producir un vapor libre de contaminantes. La
mejor y principal fuente de agua capaz de satisfacer estas necesidades es el agua
de condensado del propio vapor generado. Cuando la cantidad de condensado
no es suficiente, debido a las perdidas, es necesario complementar con agua de
poza que pasa por un tratamiento de Osmosis Inversa y que es almacenada en
un tanque de 540 m3.
• Sistema de control.- Es uno de los sistemas más importantes del GV A pues
permite operarlo en forma segura y uniforme. Es vital para obtener una
producción eficiente, generándo vapor a la presión y temperatura requerida,
cumpliendo con los requisitos medioambientales respecto a la emisión de gases
2.2.3. Funcionamiento simplificado
Básicamente, este GV A esta compuesto de un domo superior y un domo inferior, ligados por un haz de tubos. En el domo superior se genera vapor saturado, controlándose siempre que el nivel de agua se mantenga en un 50% a diferencia del domo inferior que trabaja totalmente lleno de agua. La evaporación del agua que está dentro de los tubos de las paredes de agua ocurre por la absorción de calor de los gases existentes en la cámara de combustión y a medida que se genere vapor se va adicionando agua proviene del desaireador que es bombeada por una turbobomba de 150 m3/h, o por dos motobombas de 75 m3/h, hacia los economizadores donde ganan calor para luego ingresar al domo superior a través de un tubo distribuidor.
El agua que ingresa, relativamente fría, se dirige hacia abajo y el agua caliente sube por diferencia de densidades. El vapor que se genera en las paredes de agua y en el domo superior pasa a través de unos filtros ciclónicos que evitan que pase agua hacia los sobrecalentadores ubicados en la región final de combustión, donde se obtiene vapor sobrecalentado. La cámara de combustión esta aislada por paredes de refractarios y planchas de aislamiento térmico de 4 Pulg. de espesor para evitar perdidas de calor con el ambiente.
El nivel del domo superior es el principal parámetro a controlar, tanto el nivel alto como el nivel bajo son dañinos para el GV A; un nivel alto producirá arrastre de agua al vapor y un nivel bajo podrá dejar los tubos sin agua, llevándolos a desmandrilarse o fusionarse. La presión del vapor también debe ser mantenida en un rango de variación estrecho, pues este vapor es usado en las turbinas de trapiche y en el Turbogenerador de planta de fuerza que deben operar en forma estable. La presión es controlada, variándose la cantidad de bagazo y aire, a mayor alimentación de combustible mayor generación de calor y evaporación.
Este GV A fue proyectado para trabajar. con tiro forzado y con una presión ligeramente negativa en la cámara de combustión (-5 mm. e.a.). El control de tiro debe
Figura 5. Generador de vapor CBS 120 Ton/h
CAPITULO 111
TECNOLOGÍA EMPLEADA EN EL SISTEMA
DE SUPERVISION Y CONTROL
3.1. Descripción
La tecnología empleada en el sistema de supervisión y control del generador de vapor
es Foundation Fieldbus (FF) que es un Sistema de Control de Campo (Field Control
System - FCS) que ofrece comunicación digital bidireccional y multi-drop entre el sistema
de supervisión de la planta y los dispositivos de campo. Por tanto, Fieldbus es esencialmente una red de Área Local (Local Area Network - LAN) de dispositivos de
campo.
Foundation Fieldbus (FF) es una asociación de más de 140 miembros, que agrupan el 90% de la provisión mundial de instrumentos y sistemas de control y reúne tanto a fabricantes como usuarios finales, universidades, entes de regulación, etc.
Los Sistemas de Control de Campo (FCS) y Fieldbus son la mayor transición en la
Fieldbus (FF), hasta entonces los sistemas tienen que ser lubridos capaces de aceptar
señales convencionales y señales Fieldbus.
Tecnaogia Dcnimne
Pneumática
19"0
Figura 6. Evolución tecnológica
Analógica Cllgilal Fieldbus
1960 1980 2000 Tarpo
El uso de servidores OLE (Object Linking and Embedding) for Process Control (OPC), es una forma de integrar los sistemas Fieldbus con otros sistemas. Por defecto los sistemas Fieldbus ya vienen con un servidor OPC con el cual se puede acceder a la información de servidores de los diferentes sistemas tradicionales como los Sistemas de Control Distribuido (DCS). El software puente OPC lee un parámetro en un servidor y lo escribe en otro servidor, este proceso evita cargar el controlador innecesariamente. OPC trabaja entre softwares de aplicación en una estación de trabajo, pero también entre computadoras en TCP /IP sobre Ethernet, donde es necesano para consolidar la información cuando más de un protocolo es usado.
3.2. High Speed Ethernet (HSE)
HSE, que es un bus de alta velocidad basada en la tecnología Ethernet de
100Mbps/1Gbps, tanto por par trenzado como por fibra óptica. Fue desarrollado desde
1998 por Foundation Fieldbus (FF) como una respuesta directa a las necesidades
expresadas por los usuarios finales.
Fieldbus
Hl se utiliza a nivel de campo para interconectar transmisores, posicionadores, etc., mientras queFieldbus HSE
se emplea en un nivel superior,conectando los segmentos Ht y otros dispositivos de alta velocidad con las estaciones de
Fieldbus HSE no esta pensado para sustituir a Fieldbus H1, sino para ser utilizado en
combinación con este. Dado que las tecnologías a nivel de campo y a nivel de control
forman parte de una misma familia de protocolos se consigue una gran integración,
considerándose que H1 y HSE son esencialmente los mismos protocolos viajando por
medios diferentes.
En función de su finalidad, se definen cuatro tipos de dispositivos HSE:
• Linking device (LD).- Provee acceso a dispositivos H1, también realiza puentes
(bridging) a nivel H1 entre las redes H1 conectadas al mismo dispositivo, incluso a
través de la red HSE hasta otros Linking device, u otros dispositivos HSE.
• Gateway device (GD).- Da conectividad a otras redes "no-FF". Los servicios
ofrecidos dependerán de las capacidades de la red en cuestión.
• Host device (HD).- Es un dispositivo no HSE que puede comurucarse con
dispositivos HSE, como la estación de trabajo de un operador, o un servidor OPC.
• Ethernet device (ED).• Es el equivalente a un dispositivo de campo H1, pero con
una conexión directa a red HSE.
Ethernet Fleld Devlce
Plant
Figura 7. Dispositivo HSE
HSE Devices
100 Mbit/s Switch
Linking Device
Plant Plant
1/0 Network
Plant
3.3. Beneficios, ahorros y dudas en un Sistema de Control de Campo (FCS)
• Reducción de hardware y cableado.- En un FCS nos olvidamos de los 1/0 remotos necesarios para llevar la señal de campo al controlador. Para hacer esta tarea solo necesitamos un bridge ya que el control PID se encuentra en los equipos de campo. Se utiliza menos hardware que un sistema tradicional por lo que se reduce el número y el tamaño de los paneles que se necesitan para la instalación, esto redunda en la reducción del cableado.
• Comunicación digital y bidireccional.- El beneficio más importante de la
comunicación digital es que virtualmente se puede tener acceso a un ilimitado número de parámetros a través de un dispositivo. En un FCS la comunicación es puramente digital por lo que los lazos de control evitan la conversión de A /D en dos fases.
Comunicación bidireccional qmere decir que los eqmpos de campo tienen la capacidad de enviar señal (control) y recibir señal (monitoreo) al mismo tiempo.
• Lenguaje de programación.- FF usa un lenguaje de programación gráfico con función ''Block diagram". Las estrategias de control son hechas seleccionando bloques de funciones y uniéndolos entre ellos para procesar y manipular variables que pueden ser pasadas de un bloque a otro. El beneficio funcional es un sin número de funciones adecuadas con un mínimo de ingeniería y con la ventaja de que la ejecución del control esta sincronizada con la comunicación, inclusive entre partes hechas por diferentes fabricantes. Esto es posible ya que el protocolo de comurucac10nes y el lenguaje de programación están definidos en una misma especificación.
para una gran cantidad de simples 1/0 discretos, sin embargo una "Network" puede soportar alrededor de una docena de 1/0 sin problemas.
Algunas válvulas ON/OFF y pequeños módulos 1/0 discretos para esta tecnología ya están disponibles en el mercado.
• Administrador activo y diagnostico.- La tecnología Fieldbus es más que solo la transmisión de los procesos 1/0, adicionalmente la información por el bus incluye configuración de download, operaciones remotas y ajustes, e incluso funciones de "Asset management" como diagnostico y calibración de la información. El diagnostico detallado es quizá la información más importante a la que se puede acceder en un dispositivo. Las mtinas de auto-diagnostico chequean el buen funcionamiento del dispositivo y comunican al resto del sistema si la información que reciben del dispositivo es confiable o no.
• Precisión.- Un posicionador inteligente debe de tener un convertidor A/D que permita que este microprocesador acepte la señal análoga. Esta conversión lleva consigo un error llamado "Quantization error". Una red digital evita la necesidad de esa conversión, lo que resulta en un aumento de precisión.
• Menor mantenimiento.- La eliminación de tarjetas intermedias de 4-20mA significa que no hay necesidad de chequear o calibrar las tarjetas 1/0, ni salidas de transmisores de corriente ni entradas de posicionadores.
• Es típico ver en las pantallas de supervisión y operación el problema tan pronto como el diagnosticador del dispositivo detecta la falla. Muchas de estas fallas
pueden ser resueltas en modo remoto con simples cambios en al configuración.
Adicionalmente el record de la ultima calibración es guardada en cada dispositivo donde puede ser revisado por lo operadores con facilidad.
• Estadísticas operacionales.- Mejor que saber los problemas que ocurren, es
• Interoperabilidad.- Nos permite comprar equipos a diferentes proveedores sin la
necesidad de utilizar drivers de conexión, pues Fieldbus es un sistema abierto al
cual la mayoría de los fabricantes están apuntando. Además un software certificado por FF es capaz de configurar cualquier dispositivo certificado por FF.
• Funciones descentralizadas.- Dispositivos basados en tecnología Fieldbus sirven
para mucho más que simples funciones de entrada y salida. Un transmisor no solo
da una medida, sino también la compensación asociada y la totalización.
• Plug and play.- El protocolo de comunicación reduce el trabajo, elimina errores
humanos de dirección, e indica instantáneamente si el dispositivo esta conectado apropiadamente.
• ¿Qué sucede si un cable se rompe?.- Una red a nivel de campo (field level
network) interconecta típicamente 12 o un máximo 16 instnunentos de campo, con
un solo par de cables. Los cables son componentes pasivos y difíciles de romperse, sin embargo si este se daña o rompe se pierde la interconexión entre esos 16
dispositivos. El mayor riesgo es durante el mantenimiento, donde puede ser accidentalmente roto o sufrir un corto circuito. Aun así el daño causado a la planta seria mucho menor comparado al causado por la falla de un modulo 1/0.
• ¿Qué sucede si los dispositivos de control fallan?. - Lo mismo de lo que sucede
con los sistemas convencionales de hoy. Si no hay un posicionador el proceso no pude ser controlado manualmente, la válvula se colocará en su posición de falla -segura. Si el posicionador no opera, tener un controlador no hace la más mínima
3.4. Identificación y cuantificación de los dispositivos a emplear
Para determinar la cantidad de dispositivos a usar (sensores, transmisores, controladores, etc.), inicialmente se identificaron todos los lazos de control a implementar así como todas las variables que necesitamos monitorear.
Tabla 2. Principales dispositivos a emplear
Control de nivel del domo superior
(04) LD302D - Transmisor de presión diferencial
(04) SWVY3 - Válvula Manifold de tres vías
(01) Water Flow orifice plate
(01) Steam flow Nozzle - Medidor de flujo de vapor
Control de combustión - resión de va or (01) LD302M - Transmisor de Presión Gage (01) SWVF 2 - Válvula Manifold de dos vías (03) FI302 - Convertidor Fieldbus a corriente
08 IS400P Si al distributor and isolator
Control de nivel del desaireador
(01) LD302D -Transmisor de presión diferencial
(01) SWVY3 - Válvula Manifold de tres vías (01) FY302 - Posicionador de válvula
(01) BFY-237 - Soporte para FY
Control de flujo mínimo - venteo
(01) TT302. Transmisor de temperatura
(01) TC - Termocupla
(01) FY302 - Posicionador de válvula (01) BFY-237 - Soporte para FY
(01) TT302. Transmisor de temperatura
(01) TC - Termocupla
(01) FY302 • Posicionador de válvula
(01) BFY-237 - Soporte para FY
Control de tiro - resión de ho ar
(01) LD302M -Transmisor de Presión Gage (01) SWVF 2 - Válvula Manifold de dos vías (01) FI302 -Convertidor Fieldbus a corriente
02 IS400P Si al distributor and isolator
Control de presión de agua de alivio
(01) LD302M -Transmisor de Presión Gage
(01) SWVF 2 - Válvula Manifold de tres vías
(01) FY302 - Posicionador de válvula
(01) BFY-237 - Soporte para FY
Control de agua de lavador de gases
(01) LD302D - Transmisor de presión diferencial
(01) SWVY3 - Válvula Manifold de tres vías
(01) FY302 - Posicionador de válvula (01) BFY-237 - Soporte para FY
Variables adicionales para monitoreo
(12) LD302M -Transmisor de Presión Gage (17) RTD -Termoresistencias (PT100)
3.5. Características del cableado en Fieldbus
3.5.1. Selección del cable
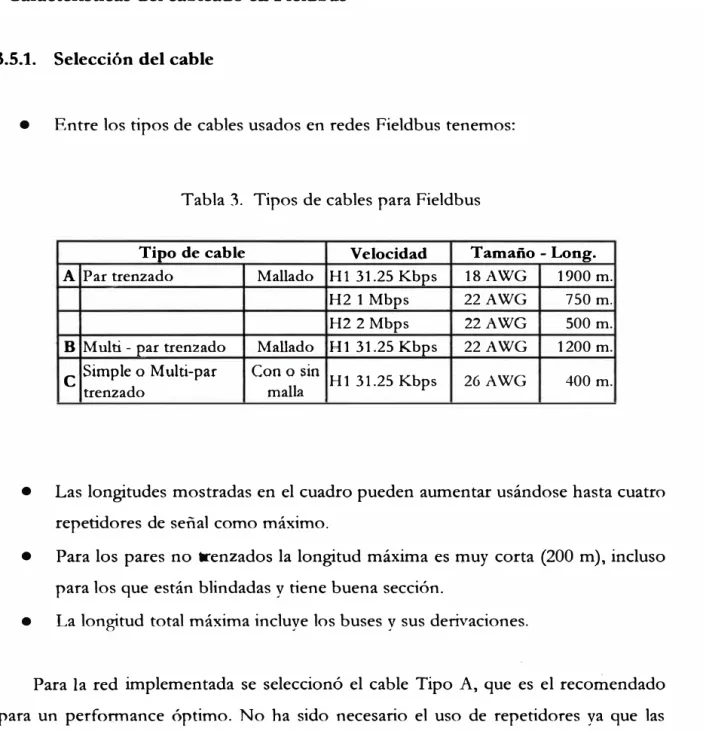
• Entre los tipos de cables usados en redes Fieldbus tenemos:
Tabla 3. Tipos de cables para Fieldbus
Tipo de cable Velocidad Tamaño - Long.
A Par trenzado Mallado Hl 31.25 Kbps 18AWG 1900 m.
H2 1 Mbps 22AWG 750 m.
H2 2 Mbps 22AWG 500m.
B M ulti - par trenzado Mallado Ml 31.25 Kbps 22AWG 1200 m.
e
Simple o M ulti-par Con o sinHl 31.25 Kbps 26AWG 400m.
trenzado malla
• Las longitudes mostradas en el cuadro pueden aumentar usándose hasta cuatro repetidores de señal como máximo.
• Para los pares no trenzados la longitud máxima es muy corta (200 m), incluso
para los que están blindadas y tiene buena sección.
• La longitud total máxima incluye los buses y sus derivaciones.
Para la red implementada se seleccionó el cable Tipo A, que es el recomendado para un performance óptimo. No ha sido necesario el uso de repetidores ya que las longitudes para cada uno de los siete canales no sobrepasan la longitud máxima
permitida.
3.5.2. Alimentación de los dispositivos
Los dispositivos de campo pueden tomar
ia
alimentación directa desde el mismo bus de comunicación, sin embargo también pueden ser alimentados de una fuente diferente y usar el bus solo para comunicarse. Para la alimentación de dispositivos se• 32 dispositivos por bus, con alimentación separada
• 12 dispositivos alimentados por el bus, mas una interfase
• Pueden colocarse más o menos dispositivos dependiendo del conswno, el tipo
y la longitud del cable.
Para nuestro caso no ha sido necesano añadir una fuente adicional ya que los
consumos y longitudes están por debajo de los límites máximos.
3.5.3. Instalación eléctrica
• Los cables de señal deben ser conducidos en bandejas/ duetos eléctricos
separados de cables de potencia con altas tensiones.
• Para la instalación del controlador, en el panel de control son hechos dos
-aterramientos, uno analógico y otro de carcaza, separados uno del otro.
• Las redes de cables de los equipos de campo son conectados en el interior del
panel en la barra de tierra analógica y la otra extremidad en el lado de los
equipos de campo es aislada.
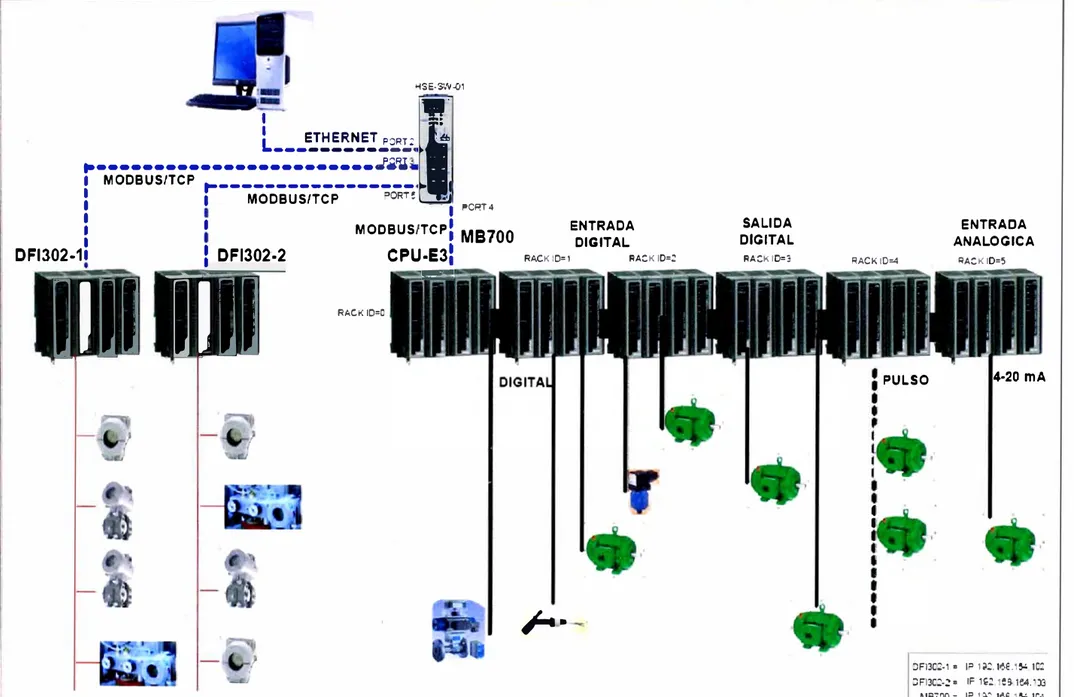
3.6. Topología de red y dispositivos HSE
Las posibles topologías para implementar una red Fieldbus dependen de cómo están
instalados los equipos en el campo y de la longitud máxima que podemos cablear. En es
caso, los niveles de red implementados son Red Fieldbus HSE para el LC700, el sistema
de supervisión (PC's), y los DFI302 (Linnking device) y Red Fieldbus H1 (htbrido) para
Figura 8. Red implementada
1 1
L---E_!�:,'!_N_E.!!�!.2
HSE-SW-01
�---
1 MOOBUS/TCPJ
�
�
¡
1 1 1 • 1 DFl302-11
�---�---' MOOBUS/TCP PORi5 1 PORT4 1
1
DFl302-2MODBUSITCPl MB700 •
CPU-E31
ENTRADA DIGITAL RACK 10=1 RACK 10=2
U
I
UU
lT
I
.
Jíl
@iii-:!i! RACK 10=0�
SALIDA 01:GITAL
RACKIO=l RACK ID=4
ENTRADA ANALOGECA
RACKID=5
PULSO 4-20 mA
ti
I!
DF1302-1 • IP 1n.1ó8.1� 1oz
OF1302-Z • IP 192 1e9, ,e,uoo
MB700 = IP 1il-2.1ó8.1� 1C4
DFl1
1 1 : 1
-
...-FT-610
PT-300
PT-330
Figura 9. Bus con derivaciones (bus with spurs)
FF H1 - CHANNEL 11
SY-300-1 SY-300-2
PT-600 PT-551
DB2
PT-550
PT-603 PT-602
LT-400
Figura 10. Bus con derivaciones (bus with spurs)
PT-500
Pi-601
FF H1 - CHANNEL 1
PT-604 PT-605 PT-606 PT-607'
PT-501 PT-560 PT-200
FF H1 - CHANNIEL 3 - SPARE
•
Para la implementación de esta red se consideran los siguientes dispositivos:
• DFI302 - Fieldbus universal bridge.- Es un elemento clave de interfase en un FCS, combina poderosos recursos de comunicación, con acceso directo a entradas y salidas de control avanzado para aplicaciones continuas y discretas. Con un concepto modular, este dispositivo funciona como bridge H1, HSE o H1-HSE-H1 administrando la comunicación de cada canal Fieldbus. En nuestra red tenemos dos DFI302 con sus respectivos componentes indicados en la Tabla 4.
Tabla 4. Componentes del DFI302
Cant. Modulo Descripción
01 DFS0 BackPlane Power Supply
01 DFSl DFI302 Processor
01 DF52 Fieldbus Power Supply - 90 - 264 V AC
01 DF53 Fieldbus Power Supply lmpedance - 4 channels 01 DFl Four slots rack
01 DF2 T erminator for the Last Rack
• LC700 - Programmable controller.- Es un controlador hibrido que tiene la
capacidad lógica y velocidad de un PLC tradicional. Posee las características regulares y potencia de un DCS, con una robusta plataforma de hardware y una amplia variedad de módulos I/0 convencionales, así como módulos de comunicación para Foundation Fieldbus (FF), Profibus, DeviceNet y Modbus. En la red implementada se considero un LC700 con los siguientes componentes:
Tabla 5. Componentes del LC700
Caot. Modulo Descripción
01 CPU -700 E3 LC700 module - 3 Channels
02 PS-AC-R LC700 Power Supply module Input 90 - 264V AC 01 MB700 ModBus Processor
08 M-013 Module LC700 - 2 Groups of 8 220 V AC Inputs (Isolated)
04 M-123 Module LC700 - 2 Groups of 8 NO relay Outputs (Double leve!
of lsolatioo W /RC)
01 M-303 Module LC700 -2 Groups of 8 channels High Frecuency -O to 10 KHz20VDC
05 M-401 DR Module LC700 -8 voltage /current differential analog Input 02 M-000 Box used in empty slots in the rack
06 R-700-4 Slot Rack (4 Slots per rack) 05 FC-700-0 Flat cable to connect
two
Racks01 T-�00 Teaninator for LC700
• JM1 - Junction box para Fieldbus.- El JM1 es una ca1a
de conexión especialmente diseñada para conexiones
Fieldbus que hace que el cableado sea considerablemente
más fácil. Previene corto circuitos en todo el bus durante el
mantenimiento y permite desconectar un dispositivo sin interrumpir la red. En la red implementada se usaron un aproximado de sesenta (60) Junction box
Figura 11.
J unction box
• BT302 Bus terminator.- Es un dispositivo que se instala al final de cada canal de
la red Fieldbus. Su función es prevenir retomo de señal y ruido en la red. Debido a
su pequeño tamaño y forma particular BT302 puede ser montado fácilmente en un Junction box. Es totalmente hermético, eliminando el impacto de la humedad y
otros factores ambientales. En la red implementada contamos con siete BT302 instalados, uno para cada canal Fieldbus
• Estación de trabajo.-La supervisión y operación del GV A se realiza mediante dos
PC's en la que se muestran todas las variables y parámetros a controlar. Desde estas
PC's podemos configurar cada uno de los dispositivos de campo, los DFI302 y el
LC700. En estas PC's se encuentran instalados los siguientes softwares que forman parte del SYSTEM302:
Tabla 6. Software de la estación de trabajo
Software Descripción
SYSCOM Configura y administra el Hardware, las estrategias de control, interfaces de operación y la comunicación en la red.
Smar OLE Permite que cualquier Interfase Human Machín (HMI) pueda
Server acceder a datos Fieldbus usando interfase estándar OLE for process control (OPC).
Tag List Es un cliente OPC desarrollado para validar configuraciones
Generator V 8 Fieldbus. Monitorea los Function Blocks y sus parámetros,.muestra
OPC 2.0 Server
V.8.55 las variables del proceso en tiempo real y estadísticamente. Es una aplicación especialmente diseñada para actualizar el
FB Tools Firmware de cualquier equipo Smar Fieldbus (Dispositivos de
campo, procesadores DFI302, etc.).
CONF700 lógica Ladder o bloque de función . Es un software dedicado para la programación del LC700. Con
Incluye todas la aplicaciones que el operador necesita para la
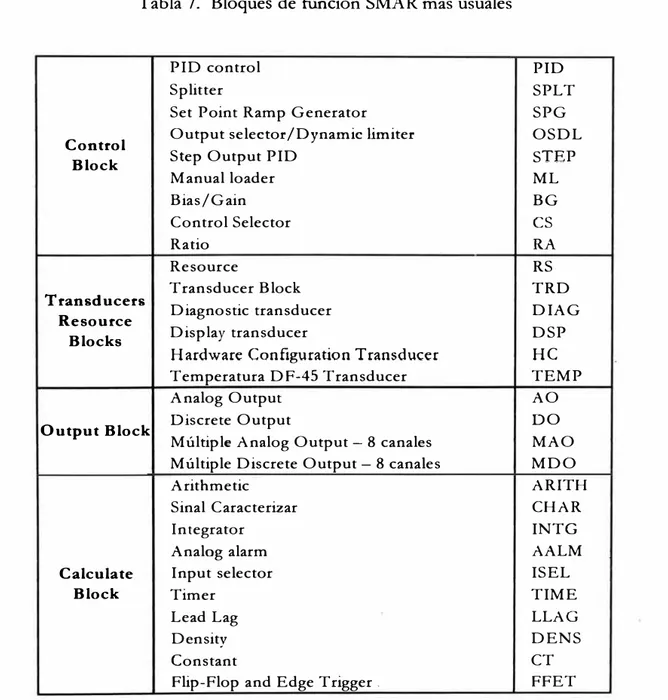
3.7. Bloques de función Fieldbus - SMAR
La librería de bloques de función del SYSTEM302 fue diseñada para ser potente y
flexible, permitiendo implementar la mayoría de estrategias de control de procesos. SMAR
a desarrollado algunos bloques de función de acuerdo a los requerimientos de los clientes,
como el Advanced PID, density, OSDL (Output signal Selector and dynamic limiter) y
otras más. Cualquiera de estos bloques de función puede ser configurado por cualquier
configurador Fieldbus y además pueden ser linkeados por otros bloques de función.
Tabla 7. Bloques de función SMAR más usuales
PID control PID
Splitter SPLT
Set Point Ramp Generator SPG
Output selector/Dynamic limiter OSDL
Control
Step Output PID STEP
Block
Manual loader ML
Bias/Gain BG
Control Selector
es
Ratio RA
Resource RS
Transducer Block TRD
Transducers
Diagnostic transducer DIAG
Resource
Display transducer DSP
Blocks
Hardware Configuration Transducer HC
Temperatura DF-45 Transducer TEMP
Analog Output AO
Discrete Output DO
Output Block
Múltiple Analog Output - 8 canales MAO
Múltiple Discrete Output - 8 canales MDO
Arithmetic ARITH
Sinal Caracterizar CHAR
Integrator INTG
A nalog alarm AALM
Calculate Input selector ISEL
Block Timer TIME
Lead Lag LLAG
Density DENS
Constant CT
Figura 12. Estrategias de control en base a los bloques de función SMAR
Flujo de agua de alimentación
Básico
Nivel del Domo
Control a tres elementos
Cascada
Flujo de vapor
Control de rango partido
Razón
CAPITULO IV
LAZOS DE CONTROL DEL GENERADOR DE VAPOR
4.1. Control de nivel del domo superior.
En generadores de vapor de gran porte el nivel es una variable absolutamente crítica,
toda vez que el volumen del domo es muy pequeño comparada con el flujo de vapor
generado, pequeñas deficiencias en el control de nivel podrían originar problemas
operacionales y de seguridad.
Entre las estrategias de control para nivel de un domo tenemos el Control de nivel a
un elemento, a dos elementos y a tres elementos.
En la estrategia de control de nivel a un elemento, (ver Figura 13.) el transmisor de
nivel envía la señal de salida al controlador (LIC); el controlador compara esta señal con el
Set point y envía una señal de corrección a la válvula de control, que aumenta o diminuye el
flujo de agua que ingresa al domo. Como en este cas9 se está utilizando un lazo común con
realimentación negativa, el nivel será corregido luego de producirse una variación en el
Las variaciones en el flujo del vapor generado tienen como consecuencia variaciones
en el nivel, por lo que en la estrategia de control de nivel a dos elementos el flujo de
vapor es utilizado para hacer una corrección anticipada de la variación de nivel, con lo que se obtiene un control más eficiente de esta variable.
Figura 13.
Control de niYel a un elemento Control de ni,·el a dos elementos Figura 1-1-.
LT
Como se puede ver en la Figura 14. el flujo de vapor hará una corrección anticipada al
nivel. La realimentación del sumador (FY) será hecha por el transmisor de flujo de vapor (F1) y por el control de nivel (LIC). El resultado del sumador (FY) será enviada a la válvula
de control de nivel.
La salida del sumador (FY). en condiciones de equilibrio, será igual a la señal recibida del transmisor de flujo de vapor (F1). En caso que el nivel salga del punto de ajuste; la
salida del LIC variará y. consecuentemente, la salida del sumador será diferente del FT, esto ocurrirá antes de que el sistema salga de las condiciones de equilibrio, o sea, antes de que
el nivel cambie el punto de ajuste. La única limitación, es que el agua de alimentación debe tener presión constante, en caso que ocurran variaciones en la presión, el flujo en la válvula se alterara, obligando al sistema de control hacer correcciones continuamente.
Debido a las limitaciones de estas dos estrategias anteriores, generalmente se opta por
4.1.1. Control de nivel a tres elementos
Consiste en un control en cascada para medir y controlar el flujo de agua que
ingresa al domo a través de la válvula de control de alimentación de agua.
El sumador (FY) repite la señal del transmisor de flujo de vapor (FT-Vapor)
cuando el nivel esta en el punto de ajuste. En el caso que el nivel salga del punto de
ajuste, la salida del LIC variará, consecuentemente, la salida del sumador será diferente
de FT-Vapor; esto ocurrirá antes de que el sistema salga de las condiciones de
equilibrio, o sea, antes de que el nivel salga del punto de ajuste.
Figura 15. Control de nivel a tres elementos
LT
LIC Vapor Agua
El controlador de flujo de agua de alimentación (FIC), que tiene como Set point
la salida del sumador (FY), compara esta señal con la señal recibida del transmisor de
flujo de agua (FT-Agua) y actúa en la válvula de control de alimentación de agua.
En este lazo, tenemos una corrección anticipada del nivel, en función del flujo de
vapor. En caso que el flujo de agua de alimentación varíe por una fluctuación en la
presión, el controlador de flujo (FIC) hará la corrección antes que esta variación
influya en el nivel.
En esta estrategia de control, se usan dos controladores y un sumador, con esto se
consigue mejores resultados que con las otras estrategias de control, y con la ventaja
El Control de nivel a tres elementos que fue implementado tiene las siguientes
características:
• Para el control de flujo de vapor, el operador puede seleccionar entre el valor
de flujo compensado o no compensado.
• Existe totalización del caudal de vapor generado y del caudal de agua
consumida.
• La medición de nivel se da por dos transmisores y la selección del transmisor
de nivel a usar es hecha por el operador en la pantalla de operación.
• Nivel muy bajo en el transmisor de nivel seleccionado accionara el TRIP del
GVA y en tal situación, el PID de control de caudal de agua será trabado y la
válvula de agua será colocada en posición totalmente abierta.
• El elemento final de control es la válvula automática de alimentación de agua
al GV A cuyo funcionamiento tiene que ser verificado abriendo manualmente
entre 0%, 50% y 100%.
Tabla 8. Dispositivos empleados en el control de nivel a tres elementos
TAG Descripción Rango Unid. Modelo
Transmisor de
O - 135 Ton/h LD302-21 I-BUl l-01/11 /PO
20-FT-100
flujo de agua
20-FT-300 Transmisor de O - 130 Ton/h LD302-21I-BU11-01 /11 /PO flujo de vapor
Posicionador de
O - 100 % FY302-11-053/l1 /PO
20-FY-100
válvula
Transmisor de
100 % LD302-21I-BU11-01/Il/PO 20-LT-200A
nivel Domo
21-LT-200B Transmisor de 100 % LD302-211-BU11-0l/l1/PO
nivel Domo
Transmisor de
20-TT-O - 430 ºC TT302-11-0/l1/L3/PO/T4
temperatura 300_301
4.1.2. Instalación de transmisores y dispositivos adicionales
A. Instalación de transmisor para medición de nivel del domo.
• El transmisor de nivel es instalado con el lado "H" (high) en la toma
inferior del domo, y con el lado "L" (low) en la toma del lado superior.
• Las líneas de conexión tienen potes de lodo en la dos tomas y un pote de
sello en la toma del lado superior. No es necesario pote de sello en la toma
de baja. debido a existir solo agua. Estos potes son purgados en cada parada
del GV A o en función del tratamiento de agua.
• La instalación consta con válvulas de bloqueo para mantenimiento de las
líneas de conexión. Estas líneas de conexión deben de tener siempre
columnas de agua sin fugas.
Figura 16. Instalación de transmisor para medición de nivel del domo
-
DRENOVALVULA MANIFOLD
POTE DE SELLO
LD302D
---� TRANSMISOR
DE PRESION
DIFERENCIAL