Universidad Internacional Del Ecuador
Facultad De Ingeniería En Mecánica Automotriz
Proyecto De Grado Para La Obtención Del Título De Ingeniera En Mecánica Automotriz
Estudio de la implementación de un taller de Servicio de Enderezada y Pintura en la ciudad de la Troncal
Dayana Raquel Montenegro Ochoa
i UNIVERSIDAD INTERNACIONAL DEL ECUADOR
FACULTAD DE INGENIERÍA MECÁNICA AUTOMOTRIZ
CERTIFICADO Ing. Edwin Puente
CERTIFICA
Que el trabajo de “ESTUDIO DE LA IMPLEMENTACIÓN DE UN TALLER DE SERVICIO DE ENDEREZADA Y PINTURA EN LA CIUDAD DE LA TRONCAL” realizado por el estudiante: DAYANA RAQUEL MONTENEGRO OCHOA ha sido guiado y revisado periódicamente y cumple las normas estatuarias establecidas por la Universidad Internacional del Ecuador, en el Reglamento de Estudiantes.
Debido a que constituye un trabajo de excelente contenido científico que coadyuvará a la aplicación de conocimientos y al desarrollo profesional, si recomiendo su publicación. El mencionado trabajo consta de un empastado que contiene todo la información de este trabajo. Autoriza la señorita: DAYANA RAQUEL MONTENEGRO OCHOA que lo entregue a biblioteca de la facultad, en calidad de custodia de recursos y materiales bibliográficos.
Guayaquil, septiembre del 2018
ii UNIVERSIDAD INTERNACIONAL DEL ECUADOR
FACULTAD DE INGENIERÍA EN MECÁNICA AUTOMOTRIZ
CERTIFICACIÓN Y ACUERDO DE CONFIDENCIALIDAD
Yo DAYANA RAQUEL MONTENEGRO OCHOA, declaro bajo juramento, que el trabajo aquí descrito es de mi autoría; que no ha sido presentado anteriormente para ningún grado o calificación profesional y que se ha consultado la bibliografía detallada.
Cedo mis derechos de propiedad intelectual a la Universidad Internacional del Ecuador, para que sea publicado y divulgado en internet, según lo establecido en la Ley de Propiedad Intelectual, reglamento y leyes.
iii DEDICATORIA
Dedico este proyecto a mis padres porque me han ayudado todos estos años en mis estudios, su apoyo incondicional, todo su esfuerzo y por todo su amor, también dedico a mi perrita “Valentina”, por estar en mis buenos y malos momentos estudiantiles, trasnochándose conmigo y acompañándome todo un siempre.
iv AGRADECIMIENTO
v ÍNDICE
Certificación y acuerdo de confidencialidad ... ii
Dedicatoria... iii
Agradecimiento ... iv
Índice ... v
Índice de figuras ... x
Índice de tabla ... xi
Índice de gráficos... xii
Abstract ... xiv
CAPÍTULO I ... 1
PRELIMINARES ... 1
1.1. Definición del problema ... 1
1.2. Objetivos de la investigación ... 2
1.2.1. Objetivo general ... 2
1.2.2. Objetivos específicos ... 2
1.3. Alcance ... 2
1.4. Justificación e importancia de la investigación ... 2
1.4.1. Justificación teórica ... 2
1.4.2. Justificación metodológica ... 3
1.4.3. Justificación práctica ... 3
1.5. Marco metodológico ... 3
vi
1.5.2. Tipo de investigación ... 3
1.6. Ubicación geográfica ... 4
1.7. Hipótesis ... 4
1.7.1. Variables de hipótesis... 5
1.7.2. Operacionalización de variables... 5
CAPÍTULO II ... 6
MARCO TEÓRICO ... 6
2.1. Taller automotriz ... 6
2.2. Técnicas para el diagnóstico de reparación a superficies ... 8
2.2.1. Visual ... 8
2.2.2. Reflejos ... 8
2.2.3. El lijado ... 10
2.2.3.1. Lijado con taco de goma ... 10
2.2.4. Al tacto ... 11
2.3. Herramientas para enderezar ... 12
2.3.1. Martillo enderezador ... 12
2.3.2. Martillo para golpear ... 13
2.3.3. Cincel ... 14
2.3.4. Mazo ... 14
2.3.5. Tases ... 14
2.4. Protección de superficies ... 15
vii
2.4.2. Productos de protección de superficies ... 16
2.4.3. Productos para cubrir superficies ... 16
2.5. Pistolas para aplicación de pinturas ... 18
2.5.1. Tipos de pistola ... 18
2.5.1.1. Pistola aerografías ... 18
2.5.2. Partes de una pistola aerográfica ... 19
2.6. Cabinas de pintura ... 20
CAPITULO III ... 23
ESTUDIO DEL MERCADO ... 23
3.1. Método de investigación ... 23
3.2. Encuesta ... 24
3.3. Análisis e interpretación ... 26
CAPÍTULO IV ... 36
DISEÑO DEL TALLER ... 36
4.1. Descripción del taller ... 36
4.1.1. Estructura administrativa del taller ... 37
4.1.2. Procesos a ejecutarse ... 38
4.1.2.1. Recepción ... 38
4.1.2.2. Elaboración del presupuesto... 39
4.1.2.3. Sección de enderezada ... 41
4.1.2.4. Sección de pintura ... 43
4.2. Diseño de áreas ... 45
viii
4.2.2. Area de mecánica ... 46
4.2.3. Área de carrocería ... 46
4.2.4. Área de bodega y almacenamiento ... 47
4.2.5. Área de pintura ... 48
4.2.6. Área de lavado y pulido ... 49
4.2.7. Área de maquinas ... 49
CAPÍTULO V ... 50
ANÁLISIS Y FACTIBILIDAD ECONÓMICA ... 51
5.1. Invrsion ... 51
5.1.1. Estructura ... 51
5.1.2. Mano de obra ... 52
5.1.3. Herramienta y equipos de enderezada y pintura ... 53
5.1.4. Amueblados ... 54
5.2. Ingresos ... 54
5.3. Egresos ... 56
5.3.1. Stock de insumos ... 56
5.3.2. Pago a empleados ... 57
5.4. Cálculo de factibilidad ... 58
5.5. Flujos netos ... 58
5.6. Valor actual neto y tasa interna de retorno ... 58
CAPÍTULO VI ... 60
CONCLUSIONES Y RECOMENDACIONES ... 60
6.1. Conclusiones ... 60
x ÍNDICE DE FIGURAS
Figura 1. Ubicación geográfica del Taller automotriz ... 4
Figura 2.Lampara fluorescente ... 9
Figura 3. Uso de lámpara fluorescente ... 9
Figura 4. Taco para lijar ... 10
Figura 5. Correcto uso del taco para lijar ... 11
Figura 6. Método por tacto para abolladuras ... 11
Figura 7. Tipos de bocas de martillos ... 12
Figura 8. Martillo de bola de diferente tamaños ... 13
Figura 9. Mazo ... 14
Figura 10. Uso del taz ... 15
Figura 11. Papel para protección de superficies ... 17
Figura 12. Film plástico ... 18
Figura 13. Pistola aerografías airmix ... 18
Figura 14. Pistola aerografía con depósito ... 19
Figura 15. Partes de una pistola aerográfica ... 20
Figura 16. Cabina de pintura ... 21
Figura 17. Proceso de secado de una cabina de pintura ... 22
Figura 18. Oficina ... 45
Figura 19. Área de mecánica ... 46
Figura 20. Área de carrocería ... 47
Figura 21. Área de bodegas ... 48
Figura 22. Área de pintura ... 48
Figura 23. Área de lavado y pulido ... 49
Figura 24. Cuarto de máquinas ... 49
Figura 25. Seguridad en el taller ... 50
xi ÍNDICE DE TABLA
Tabla 1. Operacionalización de variables dependiente e independiente de la
investigación. ... 5
Tabla 2.Proceso de recepción ... 38
Tabla 3. Continuación del proceso de recepción ... 39
Tabla 4. Proceso para el presupuesto ... 40
Tabla 5. Proceso de enderezada ... 41
Tabla 6. Proceso de pintura ... 43
Tabla 7. Inversión ... 51
Tabla 8. Presupuesto estructura ... 52
Tabla 9. Contrato por obra ... 53
Tabla 10. Herramientas y equipos de enderezada y pintura ... 53
Tabla 11. Mobiliario de oficina ... 54
Tabla 12. Precio de servicios ... 55
Tabla 13. Stock de insumos ... 57
Tabla 14. Pago al personal ... 57
Tabla 15, Flujos netos ... 58
xii ÍNDICE DE GRÁFICOS
Gráfico 1. Existencia de otro taller de enderezada y pintura ... 26
Gráfico 2. Otros talleres con cabina de pintura ... 27
Gráfico 3. Satisfacción de demanda ... 28
Gráfico 4. Aspectos de interés para el taller ... 29
Gráfico 5. Reconocimiento trabajo con cabina de pintura ... 30
Gráfico 6. Profesionalismo en el trabajo ... 31
Gráfico 7. Importancia en la calidad el material ... 32
Gráfico 8. Segmentos de autos para el taller ... 33
Gráfico 9. Uso de una página web ... 34
Gráfico 10. Tipos de promociones oferta el taller ... 35
xiii PRESENTACIÓN
Este proyecto de investigación presenta una propuesta de un taller especializado en enderezada y pintura automotriz ubicado en la ciudad de La Troncal, donde se muestra las herramientas y equipos que se usan para dar este servicio, como las herramientas de percusión, de corte como también las pistolas aerográficas entre otros herramientas, dentro de los equipos se tiene el secado por infrarrojo y la cabina de pintura
El taller se diseña arquitectónicamente, por medio del uso del software denominado Autocad, aparte se explica la función de cada área y los procesos que se cumplen en cada una de ellas. También se realizará una investigación de campo para conocer estadísticamente la opinión de los clientes y personas que se ubican en este sector las cuales se pretende que vayan a ofertar este servicio en el nuevo taller que se está diseñando.
xiv ABSTRACT
This research project presents a proposal for a specialized workshop in lighting and automotive painting located in the city of La Troncal, where the tools and equipment used to provide service are shown, such as percussion tools, cutting tools and also guns airbrushes among other tools, inside the equipment you have the infrared drying and the paint booth.
The workshop is designed architecturally, through the use of software called Autocad, it also explains the function of each area and the processes that are met in each of them. A field investigation was also carried out to statistically know the opinion of the clients and people who were in this sector, which are announced that they offer a service in the new workshop that is being designed.
1 CAPÍTULO I
PRELIMINARES
1.1. Definición del problema
El problema de este proyecto se centra en que en la ciudad de La Troncal no existen suficientes talleres automotrices para acaparar la demanda de vehículos que existe actualmente. Hoy en día por los problemas de la vida, el estrés y otros factores que afectan a las personas, están produciendo que aumente el índice de accidentes automovilísticos, los cuales pueden ser leves como graves, he allí donde un taller que brinden los servicios de enderezada y puntura a vehículos livianos no hay en la ciudad de La troncal como tal, uno que se especialice en dar soluciones efectivas a las deformidades de la carrocería del automóvil, o reconstruyendo la misma por siniestros que ocurren en las carreteras, por ende se piensa realizar un estudio para la implementación del taller automotriz especializado en estos servicios para los vehículos en la ciudad de La Troncal, tratando de introducir en el mercado por medio de promociones y costos de acuerdo a la competencia.
La investigación que se realiza en este proyecto se debe regir a EL PLAN DE DESARROLLO 2017-2021 TODA UNA VIDA, Eje 2: ECONOMÍA AL SERVICIO DE LA SOCIEDAD. , en el cual se enfocara estrictamente en el OBJETIVO 5:, el cual esta denominado como : IMPULSAR LA PRODUCTIVIDAD Y COMPETITIVIDAD
PARA EL CRECIMIENTO ECONÓMICO SOSTENIBLE DE MANERA
2 1.2. Objetivos de la investigación
1.2.1. Objetivo general
Realizar un estudio para comprobar la factibilidad que tiene la implementación de un taller automotriz de enderezada y pintura para vehículos livianos en la ciudad de la Troncal.
1.2.2. Objetivos específicos
Conocer los diferentes equipos y herramientas que se utilizan para dar el servicio de enderezada y pintura a vehículos en un taller automotriz.
Diseñar los planos de un taller automotriz de enderezada y pintura.
Realizar un análisis de factibilidad para la implementación de un taller automotriz de enderezada y pintura utilizando las herramientas económicas VAN-TI, detallando los costos y gastos necesarios para su implementación.
1.3. Alcance
Este proyecto de investigación se basa en el diseño, y estudio de la factibilidad que tiene un taller automotriz que brinde el servicio de enderezada y pintura para ser implementado en la ciudad de La Troncal.
1.4. Justificación e importancia de la investigación 1.4.1. Justificación teórica
3 herramientas que se usan para realizar este servicio y también sobre talleres automotrices, sus tipos y como están distribuidos.
1.4.2. Justificación metodológica
La investigación se basa en un método cualitativo de investigación ya que todo se basa en estudios, análisis, encuestas y datos recopilados en el proceso, tales como el porcentaje de vehículos que existen en la ciudad de la Troncal que estén dispuestos a recibir el servicio de enderezada y pintura.
1.4.3. Justificación práctica
El estudio de la factibilidad para la implementación de un taller automotriz de enderezada y pintura se lo realiza por medio de un análisis económico el cual nos ayuda a ver si es realizable o no en la ciudad de La Troncal, además cuáles serían sus ventajas y desventajas, cual es el ingreso que se espera obtener, realizar una proyección de los costos y gastos que se generarían, etc.
1.5. Marco metodológico 1.5.1. Método de investigación
Se considera la aplicación del método de investigación cuantitativa, ya que este tema se debe investigar por medios estadísticos, realizando encuestas en otros talleres automotrices que brinden el mismo servicio, haciendo comparaciones de procesos de trabajo, analizando sistemáticamente los mismos.
1.5.2. Tipo de investigación
4 económica y la rentabilidad de un taller automotriz que brinde el servicio de enderezada y pintura para vehículos livianos en la ciudad de La Troncal.
1.6. Ubicación geográfica
En la figura 1 se muestra la ubicación que va a tener el taller automotriz donde será parte del estudio de la factibilidad para su implementación en esta zona
Figura 1. Ubicación geográfica del Taller automotriz (googlemaps)
1.7. Hipótesis
5 1.7.1. Variables de hipótesis
Variable independiente: Factibilidad económica Variable dependiente: Diseño del taller
1.7.2. Operacionalización de variables
Tabla 1.Operacionalización de variables dependiente e independiente de la investigación.
Variable Tipos de variable Dimensión Indicadores
Diseño del taller Dependiente Cuáles son las dimensiones
100 % examinado
Factibilidad económica
Independiente Cuál es la inversión inicial
6
CAPÍTULO II
MARCO TEÓRICO
2.1.Taller automotriz
Para abarcar todas las posibles reparaciones que necesite un vehículo, desde las reparaciones mecánicas hasta el pintado de la carrocería, existen muy diferentes tipos de talleres. Estos pueden clasificarse según los siguientes conceptos:
La relación existente con los fabricantes de vehículos: a) Talleres genéricos
Conocidos como talleres multimarca, no están relacionados con ningún fabricante de vehículos en concreto, por lo que en ellos se reparan automóviles de distintas marcas.
b) Talleres oficiales
Están vinculados a un fabricante determinado, de forma que en ellos solo se reparan vehículos de dicho fabricante, quien impone los procesos de trabajo adecuados a su marca.
La actividad que desempeña el propio taller: a) Taller mecánico
Se trabajan únicamente reparaciones mecánicas, sin dedicarse a reparaciones eléctricas ni de diagnosis.
b) Taller de electricidad
7 c) Taller de carrocería
Se dedican a la reparación de la chapa del vehículo. d) Taller de pintura
Se realizan trabajos de pintura y embellecimiento de superficies del automóvil.
Talleres de reparación de motocicletas
Se dedican específicamente a la reparación de motocicletas y sus derivados (microcoches, quads, etc.).
Talleres de actividades especiales
Realizan trabajos del sector de la automoción que no están catalogados por sí solos como, por ejemplo, el tunning, los sistemas de conducción adaptada a minusválidos o el car-audio.
En los talleres automotrices existen distintas áreas de reparación de vehículos, las cuales integran un servicio completo de reparación. Estas áreas son las siguientes:
a) Área de recambios
Es el lugar del taller donde se gestionan los recambios necesarios para poder realizar las distintas reparaciones. Deben tener un stock mínimo de los materiales más utilizados como, por ejemplo, filtros y elementos empleados en las revisiones periódicas de los vehículos
b) Área de carrocería
Es la zona de reparación de los defectos en la chapa. Esta área está compuesta por las siguientes subáreas:
o Área de reparación rápida de carrocería.
8
o Área de bancada
Destinada a las reparaciones en las que está afectada la estructura del automóvil.
o Área de reparación de carrocería de aluminio
En la actualidad, debido a la utilización del aluminio en las carrocerías, se ha creado una zona de trabajo separada de la del acero, ya que el acero en contacto con el aluminio puede hacer que este se oxide.
o Área de pintura:
Es el área donde se pintan y embellecen las superficies del vehículo, tanto metálicas como plásticas.
o Área de electromecánica:
Es el área donde se reparan los sistemas mecánicos de los automóviles. Está dividida en dos zonas de trabajo distintas: mecánica y eléctrica.
o Área de diagnostico
Actualmente se incluye esta nueva zona de trabajo dedicada en exclusividad a la diagnosis de los diferentes sistemas del vehículo.
2.2.Técnicas para el diagnóstico de reparación a superficies
Para realizar el diagnostico a superficies si existe alguna abolladura se utiliza varias técnicas como la visual, el tacto, el lijado entre otras.
2.2.1. Visual
La verificación mediante técnicas visuales se realizará desde diferentes ángulos para aprovechar los contrastes en la chapa debido al reflejo de la luz.
2.2.2. Reflejos
9 todo cuando la superficie está pintada, por lo que es un método generalmente utilizado en chapas pintadas.
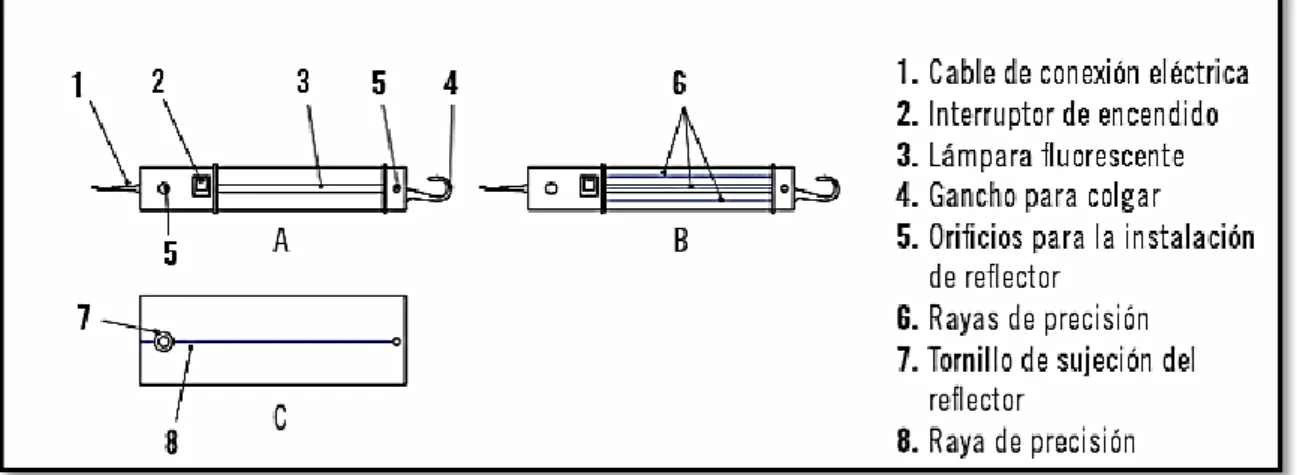
La técnica de utilización de reflejos en la chapa se basa en utilizar una fuente de luz lineal orientable como la que normalmente emite una lámpara fluorescente en forma de tubo. Cuando la luz incide en una superficie opaca (chapa) esta se ve reflejada, sobre todo cuando la superficie está pintada, por lo que es un método generalmente utilizado en chapas pintadas, como se observa en la figura 2.
Figura 2.Lampara fluorescente (Alguacil, 2013)
Las lámparas para detección de abolladuras son portátiles, pudiendo ser transportadas fácilmente. Suelen utilizar una lámpara fluorescente con luz blanca protegida por una pantalla de vidrio antideslumbrante. Las rayas de precisión están instaladas en el interior de la pantalla de forma recta y paralelas entre sí y son opacas, por lo que la luz no las atraviesa, lo cual permite localizar una abolladura por la sombra no lineal que se crea sobre la chapa, como se observa en la figura 3.
10 2.2.3. El lijado
La detección de abolladuras mediante la técnica del lijado se utiliza para observar mejor los defectos en las piezas, ya que las zonas bajas o deprimidas quedarán prácticamente sin lijar. Este método es complementario al de detección visual. Existen dos métodos para la detección de abolladuras mediante lijado: el uso de la lima de carrocero y el uso del taco de goma. (González, 2012)
2.2.3.1. Lijado con taco de goma
Cuando las deformaciones son muy pequeñas y, por tanto, difícilmente detectables visualmente o por otros medios, se suele lijar la chapa con una lija de grano fino unida a un taco de goma, esta herramienta es muy fácil de usar y útil ya que da firmeza al momento de realizar el lijado y es ayuda a dar el acabado exacto. De esta forma, las zonas altas o sobre elevadas presentarán un lijado más intenso y en las zonas bajas o deprimidas el lijado será más suave o no habrá lijado. Tal como se muestra en la figura 4.
Figura 4. Taco para lijar (Joaquín, 2014)
11
Figura 5. Correcto uso del taco para lijar (Alguacil, 2013)
2.2.4. Al tacto
La técnica para determinar abolladuras mediante el tacto no requiere el uso de herramientas, pero sí es necesario tener buena sensibilidad en la palma de la mano para detectar abolladuras. Comúnmente este método se utiliza en chapas que están pintadas o sin pintar. Cuando se ha eliminado la pintura, la detección visual de pequeñas abolladuras es muy difícil, ya que la superficie pierde su brillo. Por tanto, en estos casos, hay que utilizar el tacto, tal como se muestra en la figura 6.
12 Para la determinación de abolladuras se pasa la palma de la mano sobre la superficie de la chapa y se mueve en todas las direcciones sin levantarla. Se recomienda comenzar y terminar la inspección sobre una zona no dañada para compararla con la zona deformada. Mediante este método se diferenciaran zonas altas o sobre elevadas y zonas bajas o deprimidas. A ser posible, se debe realizar la operación sin mirar la zona deformada y con la mano contraria a la que se utiliza para golpear, ya que esta suele tener mayor sensibilidad al tacto. De esta forma se creará una imagen mental de la deformación.
2.3.Herramientas para enderezar
Las herramientas para enderezar, son herramientas de percusión, las cuales son los martillos, cinceles, mazos, entre otros, los cuales se verán detallados a continuación.
2.3.1. Martillo enderezador
El martillo de acabado es una herramienta utilizada para proporcionar un buen acabado superficial a la chapa. Esta herramienta se utiliza dando pequeños y repetidos golpes a la pieza a enderezar. Existen varios tipos de martillos de acabado, tal como se muestra en la figura 7.
13 Su diferencia principal se basa en que sus cabezas tienen distintas formas geométricas. Tal como se aprecia en la figura 7, donde cada forma está diseñada para un determinado uso en función del trabajo que se realiza. Aunque existen muchos modelos de martillos de acabado, unos pocos son suficientes para realizar la mayoría de las reparaciones.
2.3.2. Martillo para golpear
El martillo de golpear es una herramienta de percusión utilizada en la reparación de abolladuras para que la chapa recupere su forma geométrica original. También se utiliza para dar golpes sobre tranchas, punteros, cortafríos, buriles, etc. o simultáneamente con tases. El martillo de golpear más utilizado es el martillo de bola, aunque también se utiliza el de nylon. (González, 2012)
Los martillos tienen diferentes tamaños en función del uso. Si se quieren desabollar piezas de elevado espesor es necesario aplicar fuerzas elevadas, siendo necesario el uso de un martillo con la cabeza de elevada masa y, por tanto, de gran tamaño, ya que la fuerza es proporcionar a la masa. Por el contrario, cuando se quiere usar en zonas de difícil acceso o las piezas a desabollar son de poco espesor se usará un martillo de pequeño tamaño, como se observa en la figura 8.
14 2.3.3. Cincel
El cincel es una herramienta utilizada para labrar a golpe de martillo que tiene una boca de acero de doble bisel. Los cinceles más empleados en las reparaciones son el cortafrío y el buril, que se diferencian por la forma geométrica del bisel, y se pueden encontrar en diferentes tamaños para elegir el que mejor se adapte al trabajo a realizar dependiendo del espesor de la chapa, espacio disponible, etc.
2.3.4. Mazo
El mazo es una herramienta manual de golpear utilizado para la reparación de chapa, ajuste de piezas, alivio de tensiones en la chapa, etc. aplicando pequeñas fuerzas en los golpes. Las caras del mazo son de materiales blandos como la goma, madera, plásticos, etc. para evitar dejar marcas o estirar la chapa a reparar, lo que permite su utilización incluso en piezas reparadas, tal como se muestra en la figura 9. (Melchor, 2012)
Figura 9. Mazo (Directindustry, 2018)
2.3.5. Tases
15 debe estar totalmente pegado a la chapa para soportar los golpes. Para usar el tas junto con el martillo o lima de repasar es necesario tener acceso a las dos caras de la chapa, lo que significa que en ocasiones será necesario desmontar algunas piezas. Si no se quieren desmontar las piezas habrá que utilizar otros métodos de reparación.
El tas debe quedar paralelo a la chapa, debiendo asentarse en ella correctamente para aguantar el golpe. De igual forma, el martillo u otras herramientas de golpeo deben asentarse en la chapa evitando golpear con la esquina. Si no se utilizan correctamente el tas o la herramienta de golpeo la chapa puede quedar marcada. En la parte (B) se muestra cómo el tas no se adapta a la forma de la chapa y, por tanto, no se debe usar para dar forma a una pieza cuya forma original es curva, siendo necesario utilizar un tas como el de la parte (C), como se observa en la figura 10. (Melchor, 2012)
Figura 10. Uso del taz (Alguacil, 2013)
2.4.Protección de superficies
2.4.1. Pintura
Las pinturas son productos fluidos a temperatura ambiente que se aplican en finas capas sobre una superficie mediante instrumentos adecuados y que son capaces de proporcionar protección y embellecimiento a esa superficie. (Alguacil, 2013)
16 Pinturas de fondo: proporcionan protección y aislamiento a la superficie base, sirviendo además como una buena base de agarre de la pintura de acabado.
Pinturas de acabado: se aplican sobre la pintura de fondo y proporcionan color, brillo, dureza y estética a la superficie. Generalmente, las pinturas son mezclas homogéneas de diversos componentes, que se pueden dividir en cuatro grupos:
Pigmentos.
Ligantes o resinas.
Diluyente
Aditivos
2.4.2. Productos de protección de superficies
Los productos anticorrosivos se diferencian del resto en que en su composición contienen pigmentos metálicos, normalmente fosfatos de cinc, que actúan como ladrones de oxígeno, impidiendo que este llegue al metal base y lo oxide.
De este modo el cinc se oxida y crea una barrera impermeable que protege al acero de la corrosión. Siempre que en una reparación se ha dejado el acero al descubierto, es necesario aplicar un producto anticorrosivo, que, según se ha visto, podrá ser aplicado mediante electrodeposición o mediante una pintura o imprimación anticorrosiva.
2.4.3. Productos para cubrir superficies
Papel
El papel, es muy utilizado para el enmascarado de vehículos. Se puede encontrar en rollos o pliegos de distintos tamaños para adaptarse perfectamente a las piezas a proteger.
El papel debe tener las siguientes características: a) Resistencia a disolventes.
17 c) Debe ser lo suficientemente compacto como para no dejar pasar la pintura. d) No debe romperse durante su manipulación.
e) Debe presentar una cierta flexibilidad para facilitar su adaptación a los contornos.
f) Debe tener una superficie lisa para evitar que se le adhiera el polvo.
g) Si el secado se va a realizar con aplicación de calor, se deberá comprobar que es resistente a altas temperaturas.
Figura 11. Papel para protección de superficies (González, 2012)
Film plástico
El film plástico como se observa en la figura 12 tiene las mismas aplicaciones que el papel, aunque su rapidez de uso y la mejor calidad de enmascarado que ofrece hacen que sea uno de los mejores sistemas de enmascarado. Las propiedades que debe reunir son:
a) Resistencia a disolventes. b) Facilidad de colocación.
18
Figura 12. Film plástico (Joaquín, 2014)
2.5.Pistolas para aplicación de pinturas
2.5.1. Tipos de pistola
2.5.1.1. Pistola aerografías
Las pistolas aerográficas se pueden clasificar de muchas formas, atendiendo a:
Forma de proyección y atomización de la pintura:
a) Sistema airless: estas pistolas llevan el depósito aparte y les llega una sola manguera por la que se le inyecta la pintura a presión (100-400 bar).
b) Sistema airmix: se reduce la presión en la pintura (30-60 bar) mediante la aplicación de aire a presión a través de una segunda manguera que facilita la atomización por efecto Venturi. Presión de aire: la presión se consigue únicamente mediante el aire a presión, el producto sale por efecto Venturi.
19
Posición del depósito:
a) Pistola de succión: el depósito de pintura se sitúa por debajo de la boquilla. Pistola de gravedad: el depósito de pintura está situado por encima de la boquilla.
Figura 14. Pistola aerografía con depósito (Joaquín, 2014)
Pistola estándar, pistola de retoques, algo más pequeña, para facilitar el control en la aplicación de la pintura.
b) Aerógrafo: básicamente, se emplea para dibujos y detalles de personalización de vehículos. El rendimiento de la pintura es bajo, no llega al 40%.
c) HVLP (High Volume Low Pressure): trabaja con presiones de 2 bar y 0,68 en la boquilla. Mejora el rendimiento de forma apreciable.
d) Híbrida: combinación de las dos anteriores. Su sistema de manejo es manual o automática, esta de aquí solo se emplea en fabricación, ya que se utilizan mediante robots programados.
2.5.2. Partes de una pistola aerográfica
Válvula de aire: válvula que deja pasar el aire a la boquilla.
20
Depósito del producto: recipiente donde se coloca la pintura. Regulador de abanico: mecanismo que regula la forma del abanico.
Regulador de caudal de aire: mecanismo que regula la entrada de aire a la pistola.
Conjunto prensaestopa: conjunto que consigue la estanqueidad entre el cuerpo de la pistola y la aguja. Evita la pérdida de producto y la entrada de aire durante el desplazamiento de la aguja.
Figura 15. Partes de una pistola aerográfica (Alguacil, 2013)
2.6.Cabinas de pintura
21
Figura 16. Cabina de pintura (Launchiberica, 2018)
2.7.Fase de pintado
Durante la fase de pintado, en la cabina de pintura circula aire desde el techo
hacia el suelo. Esta circulación forzada de aire, vertical y hacia abajo, es la encargada de
arrastrar los restos de pulverización aerográfica. (Elblogdelpintor, 2018)
De este modo, el aire que circula en el interior de la cabina se toma del exterior y
se hace pasar por un filtro para eliminar las principales impurezas, después puede ser
calentado mediante una caldera y un intercambiador que eleva su temperatura hasta el
punto óptimo de aplicación.
En este sentido, los criterios de temperatura, humedad y velocidad de aire están
determinados por los diferentes tipos de pintura, matriz de aplicación y destino de la
pieza tratada y dependen, en gran medida, de las condiciones recomendadas por los
fabricantes de pintura. Convencionalmente unas condiciones de temperatura de entre 22
y 26ºC y entre un 40 y un 60%de humedad relativa son adecuadas para la mayoría de
22 Las salidas del aire del interior de la cabina se realizan por el suelo enrejado,
filtrando el aire mediante los filtros que se encuentran debajo de las rejillas y que
retienen los restos de la pintura en suspensión. Estos filtros sólo retienen la pintura
sólida, para retener los disolventes de la pintura y los COV o VOC, las cabinas pueden
contar con un sistema de filtración de vapores orgánicos (filtro de carbón activo).
Por otro lado, una cabina de pintado debe poseer un buen sistema de
iluminación que proporcione la cantidad y calidad de luz necesaria para un buen
desarrollo del trabajo de repintado. Esta calidad de luz garantiza una buena
reproducción cromática con un espectro de luz lo más semejante a los patrones de luz
diurna.
2.7.1. Fase de secado
Una vez aplicado un producto, imprimación, aparejo, pintura o barniz, se
puede secar a temperatura ambiente, unos 20ºC aproximadamente, o acelerar el proceso
de secado elevando la temperatura a unos 60-80ºC en una cabina de secado aparte o en
la misma cabina en la que se ha aplicado la pintura.
Este proceso consiste en dejar las piezas o el vehículo recién pintado en la cabina de pintura cerrada y elevar la temperatura interior a los valores recomendados por el fabricante del producto aplicado. Este tipo de secado es muy recomendable, ya que se produce en un ambiente limpio y con humedad y temperatura controlables. Tal como se muestra en la figura 17.
23 CAPITULO III
ESTUDIO DEL MERCADO
3.1.Método de investigación
El método de investigación es por medio de una investigación de campo realizando encuestas a usuarios de vehículos en la ciudad de la troncal en un promedio de 20 a 50 años de edad, indistinto sexo.
Dentro de la investigación se encontró que 4560 carros diariamente circulan por el sector siendo este un número elevado para la ejecución de la encuesta, por tal motivo se ha recurrido a la aplicación de una formula basada en establecer cuál es la cantidad de habitantes a encuestar.
( )
( ) ( ) ( )
24 3.2.Encuesta
1. ¿Conoce usted talleres especializados en el servicio de enderezada y pintura en la ciudad de la troncal?
Si No
2. ¿Conoce usted algún taller en la ciudad de la troncal que brinden servicio de pintado en cabina?
Si No
3. ¿Piensa que los talleres que actualmente ofrecen el servicio de enderezada y pintura en la ciudad de la troncal satisfacen la demanda?
Si No
4. ¿Cuándo visita un taller de enderezada y pintura que aspectos son de su interés?
Equipos de tecnología adecuados Buena atención al cliente
Tiempo de trabajo apropiado Personal capacitado
5.¿Reconoce la diferencia de un trabajo realizado en una cabina de pintura?
Si No
6.¿Esta de acuerdo que la persona que realice los trabajos de enderezada y pintura requiere algún tipo de profesionalización?
25 7.¿considera importante la calidad de los materiales utilizados en el servicio de enderezada y pintura?
Si No
8. ¿Qué segmento de autos llevaría para hacer las reparaciones de enderezada y pintura en la ciudad de la troncal?
Automóvil Camioneta
Vehículos todo terreno Camiones
Buses
9. ¿Considera importante el envio de información, promociones y pagina web de un taller de enderezada y pintura en la ciudad de la troncal?
Si No
10¿Qué tipos de promociones le gustaría recibir del taller de enderezada y pintura? Lavado de carrocería
Pulido de carrocería Encerado de carrocería
26 15%
85%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
SI
NO 3.3.Análisis e interpretación
Pregunta 1:
¿Conoce usted talleres especializados en el servicio de enderezada y pintura en la ciudad de la troncal?
Gráfico 1. Existencia de otro taller de enderezada y pintura
Análisis e interpretación de resultados.-
27 Pregunta 2:
¿Conoce usted algún taller en la ciudad de la troncal que brinden servicio de pintado en cabina?
Gráfico 2. Otros talleres con cabina de pintura
Análisis e interpretación de resultados.-
Un 75% de las personas encuestadas aseguraron que no conocen talleres que brindan el servicio de pintado de cabina dentro del cantón La Troncal, por otra parte un 25% aseguro si conocer. Resultados que ayudan a verificar la viabilidad de la investigación, esto es un resultado favorable porque al tener la cabina de pintura se podrá acaparar más clientes y así ganar su fidelidad, tal como se muestra en el gráfico 2.
25%
75%
0% 10% 20% 30% 40% 50% 60% 70% 80%
SI
28 Pregunta 3
¿Piensa que los talleres que actualmente ofrecen el servicio de enderezada y pintura en la ciudad de la troncal satisfacen la demanda?
Gráfico 3. Satisfacción de demanda
Análisis e interpretación de resultados.-
Según el 39% de las personas encuestadas manifestaron que los talleres en la ciudad de La Troncal satisfacen la demanda, en cambio el 61% restante manifiesta lo contrario, esto indica que el taller al implementarse tendrá un flujo de clientes alto por la alta demanda que existe sin satisfacer, tal como se observa en la gráfica 3.
39%
61%
0% 10% 20% 30% 40% 50% 60% 70%
SI
29 Pregunta 4
¿Cuándo visita un taller de enderezada y pintura que aspectos son de su interés?
Gráfico 4. Aspectos de interés para el taller
Análisis e interpretación de resultados.-
Según un 31% de las personas encuestadas manifestaron que cuando visitan un taller de enderezada y pintura les interesan los equipos tecnológicos que estos tienen, mientras que un 27% asegura que prefieren que el personal de la empresa se encuentre netamente capacitado. Por otra parte un 26% indico que ellos prefieren mirar la buena atención que reciben por parte de los trabajadores. Y por último un 16% estableció que al momento de visitar un taller de enderezada aseguran que este cuente con un tiempo de trabajo apropiado, este resultado ayuda a que el taller que se implementa apunte a equipos más sofisticados y tener un personal capacitado para realizar un trabajo eficiente tal como se muestra en la gráfica 4.
31%
26%
16%
27%
0% 5% 10% 15% 20% 25% 30% 35%
Equipos tecnologico
Buena atención
Tiempo de trabajo apropiado
30 Pregunta 5
¿Reconoce la diferencia de un trabajo realizado en una cabina de pintura?
Gráfico 5. Reconocimiento trabajo con cabina de pintura
Análisis e interpretación de resultados.-
De los encuestados el 71% respondió que no conocen acerca del trabajo que se realiza en una cabina de pintura, mientras que el 29% índico que si conocen. Por ese motivo dichos resultados ayudan a que la investigación se vuelva factible, y también poder atacar y atraer a los clientes que conocen la diferencia del acabado de pintura y así demostrar la calidad de trabajo, tal como se observa en el gráfico 5.
29%
71%
0% 10% 20% 30% 40% 50% 60% 70% 80%
SI
31 61%
39%
0% 10% 20% 30% 40% 50% 60% 70%
SI
NO Pregunta 6
¿Está de acuerdo que la persona que realice los trabajos de enderezada y pintura requiere algún tipo de profesionalización?
Gráfico 6. Profesionalismo en el trabajo
Análisis e interpretación de resultados.-
32 Pregunta 7
¿Considera importante la calidad de los materiales utilizados en el servicio de enderezada y pintura
Gráfico 7. Importancia en la calidad el material
Análisis e interpretación de resultados.-
El 100% de las personas encuestadas aseguraron que si es importante la calidad de los materiales utilizados en el servicio de enderezada y pintura, ya que ayudaría a que el trabajo tenga una mejor calidad y durabilidad, con estos datos se concluye que es primordial a calidad del material que se utiliza para dar el servicio, tal como se puede apreciar en el gráfico 7.
100%
0% 0%
20% 40% 60% 80% 100% 120%
SI
33 Pregunta 8
¿Qué segmento de autos llevaría para hacer las reparaciones de enderezada y pintura en la ciudad de la troncal?
Gráfico 8. Segmentos de autos para el taller
Análisis e interpretación de resultados.-
El 68% de las personas encuestadas manifestaron que el segmento de automóvil ellos llevarían para hacer reparaciones dentro de los talleres de enderezada y pintura, mientras que un 16% indicaron que ellos llevarían los vehículos de todo terreno, un 13% indico que camionetas, mientras tanto un 2% º expreso que los buses y por ultimo un 1% los camiones, con este resultado se define que clientes va atacar el taller, que en este caso seria los dueños de automóviles ya que es la mayor demanda que se tiene, tal y como se muestra en el gráfico 8.
68%
13% 16%
1% 2% 0%
10% 20% 30% 40% 50% 60% 70% 80%
Automovil
Camioneta
Vehiculo todo terreno
Camiones
34 Pregunta 9:
¿Considera importante el envió de información, promociones y pagina web de un taller de enderezada y pintura en la ciudad de la troncal?
Gráfico 9. Uso de una página web
Análisis e interpretación de resultados.-
El 100% de los encuestados afirman que si consideran importante el envió de información, promociones y páginas web de un taller de enderezada y pintura en la ciudad de la Troncal, ya que esto permitiría que más personas puedan conocer acerca de los servicios que este puede brindar, dando como resultado la implementación de un plan de publicidad y marketing para poder llegar a los clientes y dar a conocer el taller, tal como se muestra en el gráfico 9.
100%
0% 20% 40% 60% 80% 100% 120%
SI
35 Pregunta 10
¿Qué tipos de promociones le gustaría recibir del taller de enderezada y pintura?
Gráfico 10.Tipos de promociones oferta el taller
Análisis e interpretación de resultados.-
Un 33% de las personas encuestadas afirman que les gustaría recibir tipos de promociones sobre lavado de carrocería, mientras que un 27% indica que sería mejor sobre el pulido de carrocería, también un 27% indico que sobre encerado de carrocería y por ultimo un 13% sobre limpieza y protección de chasis, al tener este resultado ayuda a discernir en las promociones que se pueden ofertar en la cual esta del lavado de carrocería, tal como se muestra el gráfico 10.
33%
27% 27%
13%
0% 5% 10% 15% 20% 25% 30% 35%
Lavado de carroceria
Pulido de carroceria
Encerado de carroceria
36
CAPÍTULO IV
DISEÑO DEL TALLER
4.1.Descripción del taller
El taller automotriz de enderezado y pintura, brindará el servicio de reparación total de piezas dañadas por colisiones originadas a los automóviles livianos que se encuentren en la ciudad de La Troncal. La reparación radicará en el ajuste o cambio de piezas dañadas por el choque, las piezas reparadas o cambiadas se pintaran del color respectivo del vehículo, al terminar la reparaciones se realizará el pulido de las piezas, utilizando materiales de buena calidad. El automóvil es entregado al dueño después de pasar los estándares de calidad que encierran lo que es el análisis de la superficie como también la limpieza del interior y exterior del automóvil.
El taller automotriz está diseñado para tener las siguientes áreas:
Área de recepción y administración
Área de mecánica
Área de carrocería
Cuarto de maquinas
Área de empapelado
Área de pintura
Área de pulido y lavado
Área de bodegas
37 4.1.1. Estructura administrativa del taller
Gráfico 11. Organigrama del taller
Tal como se muestra en el gráfico 11, se tiene la cadena de mando en el taller, donde comienza con el jefe de taller o el administrador, el cual es el encargado de la verificación de los trabajos realizados en la parte operativa como en la administrativa, y también realizar el control de calidad al final del proceso.
La secretaria o recepcionista, es aquella persona encargada de cumplir el proceso de recepción y entrega de los automóviles que ingresen para ofertar el servicio de enderezada y pintura, aparte de esto cumple con revisiones y trabajos administrativos.
El mecánico, aquel trabajador que está en el área donde se despieza el automóvil para luego seguir con el proceso de pintura y enderezada.
El enderezador es aquel que usara las herramientas de percusión para llevar a cabo su trabajo, trabajara en la chapa del automóvil y llevando el proceso como es debido. El pintor es aquel que va a manejar la cabina de pintura, y será el responsable no solo del área de pintura sino de pulido y lavado.
Jefe Taller / Administrador
Enderezador Mecanico Pintor
38 4.1.2. Procesos a ejecutarse
4.1.2.1. Recepción
El proceso comienza cuando se ingresa el automóvil siniestrado, donde se realiza una evaluación inicial para comprobar lo que el usuario deja dentro del automóvil, si se encuentra objetos personales, estos se le entregan a la secretaria para que ella haga un listado y el usuario firme, caso contrario se procede a continuar con el proceso. Se lo detalla a continuación en la tabla 2.
Tabla 2.Proceso de recepción
No. Actividad Usuario de automóvil Administrador Otras Áreas
1
2
3
4
5
Se inicia el proceso
Se recibe el vehículo.
Hace una valoración preliminar
Si se encuentran objetos se entregan a la secretaria para realizar un listado.
No se encuentran objetos se procede con el proceso
Se le solicita al cliente entregue las llaves del vehículo.
Se le solicita al cliente que firme la hoja de recepción.
Recepción del Vehículo Inspec ción Se realiza listado Si No
Entrega de las llaves
Firma de la hoja recepción
A
39
Tabla 3.Continuación del proceso de recepción
4.1.2.2. Elaboración del presupuesto
En este proceso es cuando se elabora detalladamente el presupuesto de reparación del automóvil siniestrado, y se solicita la autorización y ajuste del mismo a la Compañía de seguros, para poder iniciar la reparación del mismo, tal como se observa en la tabla 4.
No. Actividad Usuario de automóvil Administrador Otras Áreas
6
7
8
El cliente pasa a la secretaría para que se le asigne un turno y datos para tramitar la entrega posterior.
La secretaria da las instrucciones
para que inicie el proceso de la
elaboración del presupuesto
respectivo.
Fin del proceso
Asignació n de turno
A
Elaboració n del presupuest
o
40
Tabla 4. Proceso para el presupuesto
No. Actividad Jefe del Taller Secretaria Otras Áreas
1 2 3 4 5 6 7 8
Se inicia el proceso
Se realiza una inspección general del vehículo.
Se le toman fotografías de los daños.
Se le trasladan las fotografías a la secretaria para que las cargue en la página web.
El jefe del taller inicia el proceso de la elaboración del presupuesto.
Al momento de autorizar la reparación se le informa al cliente.
Se inicia la reparacion
Fin del proceso
Inicio del Proceso
Inspección del Vehículo
Se cargan fotos en
la web
Fin del Proceso Toma de fotos
Se le comunica al asegurado
Se inicia el presupuesto
41 4.1.2.3. Sección de enderezada
Tabla 5. Proceso de enderezada
No. Actividad Área de Enderezada Área de Pintura
1 2 3 4 5 6
Se inicia el proceso
Desmontaje de la pieza dañada.
Se limpia la suciedad como grasa, tierra, oxido aplicando desengrasante especial.
Con herramienta especial se inicia a extraer el golpe.
Se coloca masilla en las áreas que sean necesarias.
Cuando la masilla está completamente seca se pule con una pulidora eléctrica.
Inicio del Proceso
42 Este proceso se lleva a cabo en el área de enderezada, tal como se muestra en la tabla 5, aquí está encargado un obrero, el cual trabaja en la reconstrucción y de la chapa utilizando materiales de percusión, tales como el martillo, cincel, taz, entre otros que ayuden a facilitar y dar un buen acabado a estas partes del automóvil que han quedado deformada por algún siniestro.
Este proceso representa todas y cada una de las actividades que se deben realizar al momento de iniciar el enderezado de las piezas dañadas.
No. Actividad Área de Enderezada Área de Pintura
7
8
Al estar completamente limpia,
enderezada y lijada la pieza se
traslada para pintura.
Fin del proceso
Se traslada para pintura
Fin del Proceso
43 4.1.2.4. Sección de pintura
Tabla 6. Proceso de pintura
No.
Actividad Área de Pintura Otras Áreas
1 2 3 4 5 6
Se inicia el proceso
Se revisa que este en perfecto estado.
El personal especializado aplica el fondo para lograr uniformar la pieza dañada.
Al iniciar con la aplicación de la pintura final se selecciona el color.
Al finalizar la pintura se trasladan las piezas al horno presurizado.
Al momento de salir la pieza del horno inicia el pulido
Inicio del Proceso
44 Tal como se muestra en la tabla 6 este en un proceso fundamental dentro de las funciones del taller, ya que es en este proceso es en donde se notará la eficiencia y como la calidad del trabajo.
No. Actividad Área de Pintura Otras Áreas
7
8
Se realiza el control de calidad para verificar que el trabajo haya sido realizado eficientemente.
Colocación de la pieza haciendo las pruebas para el ajuste necesario.
Fin del proceso Fin del Proceso
Colocación de la pieza
Control de calidad
45 4.2. Diseño de áreas
El taller de enderezada y pintura contará con un total de 677.14 m2 donde se divida en las áreas de oficina, mecánica, enderezada, pintura, lavado y pulido, un área de bodegas y un área de máquinas, cada una será explicada a continuación.
4.2.1. Area de oficina
El área de oficina consta con un total de 33,63 m2, los cuales serán para la parte de administración del taller, donde estará ubicado el gerente o administrador y una secretaria, para llevar a cabo la contabilidad y administración del taller, tal como se muestra en la figura 18.
46 4.2.2. Area de mecánica
El area de mecánica consta de un total de 42 m2 , los cuales se distribuyen en dos secciones, una con un elevador y la otra con una mesa de ajuste, para poder traabajr y despiezar las partes del vehiculo que esten dañadas por algun siniestro que lo haya ocasionado, tal como se muestra en la figura 19.
Figura 19. Área de mecánica
4.2.3. Área de carrocería
47
Figura 20. Área de carrocería
4.2.4. Área de bodega y almacenamiento
Esta área consta de un total de 32.48 m2, los cuales están distribuidos en 3 bodegas, la primera bodega está diseñada para almacenar los equipos y herramientas necesarias para realizar los trabajos de enderezada y pintura dentro del taller.
La segunda bodega es para almacenar chatarra, ya que habrá ocasiones que se cambie por piezas nuevas, donde las viejas deben ser almacenadas y recicladas como es debido para ello debe tener un lugar de almacenamiento debido.
48
Figura 21. Área de bodegas
4.2.5. Área de pintura
El área de pintura consta con un total de 101.13 m2, esta área es la más grande, por el motivo que se cuenta con la cabina de pintura la cual es el equipo que se utiliza para brindar el servicio de pintura automotriz de calidad, aparte de eso se tiene un laboratorio de colorimetría, como también 2 áreas más, las cuales son para empapelar el vehículo y también para pintar partes pequeñas, tal como se observa detalladamente en la figura 22.
49 4.2.6. Área de lavado y pulido
El área de lavado y pulido es donde se finaliza ya la entrega del vehículo, consta con un total de 42 m2, los cuales están divididos en 2 secciones para abarcar mayor demanda, tal como se puede observar en la figura 23.
Figura 23. Área de lavado y pulido
4.2.7. Área de máquinas
El área de máquinas o cuarto de máquinas, es donde se ubicara el compresor, y la caja de brecker, consta con un área de 16.397 m2, tal como se observa en la figura 24.
50 4.3.Seguridad en el taller
El taller consta de su sistema de seguridad, como las líneas de entrada y salida para cada áreas, como las limitantes de cada una de ellas, así mismo con los respectivos extintores colocados de tal forma que abarquen un área específica, por el motivo que se maneja con materiales inflamables, como tiñes, gasolina disolventes, entre otras cosas, tal y como se puede observar en la figura 25.
51 CAPÍTULO V
ANÁLISIS Y FACTIBILIDAD ECONÓMICA
5.1.Inversión
La inversión del proyecto está dada por los rubros de la estructura, mano de obra, equipos y herramientas y el amueblado, cada uno de ellos con sus respectivos valores, para la implementación del taller, sumado todos estos valores da un total de $88008.47, tal como se observa en la tabla 7.
Tabla 7. Inversión
Inversión
Denominación valor
Estructura $ 26.226,61
Mano de obra $ 18.960,00
Equipos y herramientas $ 40.986,86
Amueblados $ 1.835,00
Total $ 88.008,47
5.1.1. Estructura
52
Tabla 8. Presupuesto estructura
PRESUPUESTO
DENOMINACIÓN UNIDAD CANTIDAD VALOR UNID TOTAL
Paredes de mampostería Bloques de hormigón 9x19x39 Cm
m2 475,14 $20,00 $9.502,80
Pilaretes, viguetas y dinteles ml 80,00 $25,00 $2.000,00
Enlucido interior m2 475,14 $13,00 $6.176,82
Enlucido de filos y columnas ml 90,00 $3,60 $324,00
Revestimiento de pisos con porcelanato de alto tráfico formato mimo 50x50 tono claro brillante
m2 60,00 $30,00 $1.800,00
Puertas de madera TIPO P1 0.90x2.10 mdf
u 6,00 $90,00 $540,00
Puertas de madera TIPO P3 1.50x2.10 tablero sólido tropicalizado y
termolaminado mdf
u 1,00 $160,00 $160,00
Pintura interior esmalte incluye sellado, empastes y reparación de fisuras.
m2 228,00 $6,30 $1.436,40
Pintura exterior elastomérica incluye sellado y reparación de fisuras
m2 356,70 $7,70 $2.746,59
Tumbado fibra mineral reticulado con perfilería de aluminio
m2 36,00 $15,00 $540,00
Inodoros fluxómetro incluye grifería y accesorios
u 4,00 $170,00 $680,00
Lavamanos fluxómetro sin pedestal incluye grifería y accesorios
u 4,00 $80,00 $320,00
TOTAL $26.226,61
5.1.2. Mano de obra
53
Tabla 9. Contrato por obra
CONTRATO POR OBRA
DENOMINACIÓN CANTIDAD TOTAL
$4480 $1280 $3840
Albañil 4
Maestro 1
Oficial 4
TOTAL $9600
5.1.3. Herramienta y equipos de enderezada y pintura
Para la inversión inicial se toma como rubro las herramientas, ya que sin ellas es imposible dar el servicio, por ende se empezará con lo básico, lo que es la cabina de pintura, la enderezada con instalación, juego de herramientas para enderezar, compresor, soltadora y lavadora de carro entre otros que se puede ver detalladamente en la tabla 10, lo cual estipula un valor de $40986.86.
Tabla 10. Herramientas y equipos de enderezada y pintura
HERRAMIENTAS Y EQUIPOS DE ENDEREZADA Y PINTURA
CANTIDAD DENOMINACIÓN COSTO VALOR
TOTAL
HERRAMIENTAS y EQUIPOS
1 Cabina de pintura $ 18.000,00 $ 18.000,00
1 Enderezada con instalación $ 17.000,00 $ 17.000,00 4 Juego de herramienta para enderezar $ 260,00 $ 1.040,00 2 Extractor de golpe $ 1.418,67 $ 2.837,34
1 Compresor $ 174,18 $ 174,18
2 Amoladora $ 21,77 $ 43,54
1 Soldadora $ 1.556,80 $ 1.556,80
1 Luz infrarroja para secado automotriz $ 165,00 $ 165,00 1 Lavadora de carro $ 170,00 $ 170,00
54 5.1.4. Amueblados
El mobiliario del taller constara de dos ordenadores, 2 escritorio, sillas, impresora, y un archivo los cuales suman un valor de $1835.00 el cual se tomara para la inversión tal y como se muestra en la tabla 11.
Tabla 11. Mobiliario de oficina
MOBILIARIO DE OFICINA CANTIDAD DESCRIPCIÓN VALOR
UNITARIO
VALOR TOTAL
2 Ordenador $ 600,00 $ 1.200,00 2 Escritorio $ 120,00 $ 240,00 4 Sillas $ 40,00 $ 160,00 1 Impresora $ 155,00 $ 155,00 1 Archivos $ 80,00 $ 80,00 TOTAL $ 1.835,00
5.2.Ingresos
Los ingresos del taller son los cobros por los servicios prestados los cuales son pintados y enderezada del guardafangos, capot, puerta etc., cada uno de ellos tiene un valor estándar por cobrar el cual se basa a talleres que se visitaron para tener una referencia de los precios.
55
Tabla 12. Precio de servicios
PRECIOS DE SERVICIO
DENOMINACIÓN VALOR VEHÍCULOS
AL AÑO
VALOR ANUAL Pintada y enderezada guardafango $ 120,00 184 $ 22.080,00 Pintada y enderezada de capot $ 130,00 131 $ 17.030,00 Pintada y enderezada de puerta $ 160,00 76 $ 12.160,00
Pintada de techo $ 150,00 13 $ 1.950,00
Pintada total del auto $ 850,00 11 $ 9.350,00 Enderezada y pintada total del auto $ 1.100,00 15 $ 16.500,00
TOTAL PRIMER AÑO $ 79.070,00
Pintada y enderezada guardafango $ 121,92 193 $ 23.554,94 Pintada y enderezada de capot $ 132,08 138 $ 18.167,60 Pintada y enderezada de puerta $ 162,56 80 $ 12.972,29
Pintada de techo $ 152,40 14 $ 2.080,26
Pintada total del auto $ 863,60 12 $ 9.974,58 Enderezada y pintada total del auto $ 1.117,60 16 $ 17.602,20
TOTAL SEGUNDO AÑO $ 84.351,88
Pintada y enderezada guardafango $ 123,87 203 $ 25.128,41 Pintada y enderezada de capot $ 134,19 144 $ 19.381,20 Pintada y enderezada de puerta $ 165,16 84 $ 13.838,84
Pintada de techo $ 154,84 14 $ 2.219,22
Pintada total del auto $ 877,42 12 $ 10.640,88 Enderezada y pintada total del auto $ 1.135,48 17 $ 18.778,03
TOTAL TERCER AÑO $ 89.986,58
Pintada y enderezada guardafango $ 125,85 213 $ 26.806,99 Pintada y enderezada de capot $ 136,34 152 $ 20.675,86 Pintada y enderezada de puerta $ 167,80 88 $ 14.763,27
Pintada de techo $ 157,32 15 $ 2.367,47
Pintada total del auto $ 891,46 13 $ 11.351,69 Enderezada y pintada total del auto $ 1.153,65 17 $ 20.032,40
56 PRECIO POR SERVICIO
Pintada y enderezada guardafango $ 127,87 224 $ 28.597,70 Pintada y enderezada de capot $ 138,52 159 $ 22.057,01 Pintada y enderezada de puerta $ 170,49 92 $ 15.749,46
Pintada de techo $ 159,83 16 $ 2.525,61
Pintada total del auto $ 905,72 13 $ 12.109,99 Enderezada y pintada total del auto $ 1.172,11 18 $ 21.370,56
TOTAL QUINTO AÑO $ 102.410,33
Figura 26. Inflación del IPC (Banco central, 2018)
5.3.Egresos
5.3.1. Stock de insumos
57
Tabla 13. Stock de insumos
Stock de insumos
Denominación valor cantidad total
Masilla $ 11,57 400 $ 4.628,00 Fondos $ 19,80 350 $ 6.930,00 Pintura $ 23,00 350 $ 8.050,00 Barniz $ 36,14 168 $ 6.071,52
Total $ 25.679,52
5.3.2. Pago a empleados
El pago al personal está estipulado en la ley, donde a cada uno se le reconoce todos los beneficios por ley, los cuales son el décimo tercero, décimo cuarto y vacaciones, además se toma también en cuenta el descuento del IESS, sumando todos estos rubros da un total por el pago anual a los empleados de $37441,40 tal como se puede observar en la tabla 14.
Tabla 14. Pago al personal
PAGO AL PERSONAL # Cargo Salario
mes
Benef Ley
Iess Total
salario mes Total por año Apor. Patron 11.15% Aport. Indi 9,45%
1 Gerente $600,00 $104,81 $66,9 $56,7 $715,01 $8.580,09 1 Secretaria $386,00 $78,90 $43,03
9
$36,477 $471,46 $5.657,55
2 Enderezador $400,00 $80,60 $44,6 $37,8 $974,79 $11.697,48 1 Pintor
automotriz
$400,00 $80,60 $44,6 $37,8 $487,40 $ 5.848,74
1 Ayudante $386,00 $78,90 $43,03 9
$36,477 $471,46 $ 5.657,55
58 5.4. Cálculo de factibilidad
Todo proyecto se debe realizar un cálculo de rentabilidad proyectando a unos posteriores, para ver si rinde y si se tendrá ganancia como también si se ha saldado la deuda de la inversión, para ello se utiliza la herramienta Van-Tir.
5.5.Flujos netos
Los flujos netos del proyecto son dados por la diferencia de los gastos e ingresos anuales para quedarnos con una utilidad, la cual será utilizada posteriormente para el cálculo del valor actual neto que nos servirá para analizar la factibilidad.
Tal como se observa en la tabla 15 se tiene un total de 5 años, los cuales son tomados para el estudio de la implementación del taller de enderezada y pintura, donde cada año va aumentado respectivamente.
Tabla 15, Flujos netos
AÑOS COBROS PAGOS FLUJOS NETOS
1 $ 79.070,00 $ 63.120,92 $ 15.949,08 2 $ 84.351,88 $ 63.120,92 $ 21.230,96 3 $ 89.986,58 $ 63.120,92 $ 26.865,66 4 $ 95.997,68 $ 63.120,92 $ 32.876,76 5 $ 102.410,33 $ 63.120,92 $ 39.289,41
5.6.Valor actual neto y tasa interna de retorno
59 indicando que se obtuvo ganancias al final de este periodo, tal y como se puede observar en la tabla 16.
Tabla 16. Valor actual neto
Al tener el valor actual neto, positivo dicta que tenemos una utilidad y ya hemos saldado la deuda, pero la el saber si es rentable el proyecto se procede aplicar automáticamente la Tasa Interna de Retorno, la cual relaciona el van con el interés dado por el Banco central, el cual mediante el uso de la formula insertada en el programa de Excel, este arroja un valor de 14,13%, al comparar con el valor de interés se aprecia que es mayor, y conociendo su definición al ser mayor este indica que el proyecto es factible en su totalidad.
VAN
Años Fn (1 + i )^n Fne/ (1 + i )^n
0 $ -88.008,47 $ -88.008,47 1 $ 15.949,08 1,10 $ 14.438,78 2 $ 21.230,96 1,22 $ 17.400,41 3 $ 26.865,66 1,35 $ 19.933,45 4 $ 32.876,76 1,49 $ 22.083,55 5 $ 39.289,41 1,64 $ 23.891,88
60 CAPÍTULO VI
CONCLUSIONES Y RECOMENDACIONES
6.1. Conclusiones
Las herramientas que se van a usar en el taller de enderezada y pintura en la Troncal, son aquellas que son de percusión , corte, entre otras las cuales pueden ser mazo, martillo, cinceles, tas, tacos de lijar etc, también se tiene la cabina de pintura y las pistolas aerográficas las cuales dan un acabado de calidad y eficiente.
El taller se diseñó en el programa de AutoCAD, con varias áreas, las cuales son la de la oficina administrativa, el área de mecánica, área de enderezada, área de pintura donde se incluye la cabina de pintura, área de lavado y pulido, como también un área de bodegas para los residuos tóxicos, bodega de herramientas y chatarra, como también un cuarto de máquina para alojar el compresor.