Metodología para el diseño de moldes de inyección de plástico utilizado ProMoldesing de ProEngineer
135
0
0
Texto completo
(2) ÍNDICE. Página. OBJETIVOS.. 2. INTRODUCCIÓN. 2. DISEÑO Y MANUFACTIRA DE MOLDES ASISTIDO POR COMPUTADORA2 1 DESCRIPCIÓN DEL CICLO DE MOLDEO EN LAS MAQUINAS DE INYECCIÓN 4 1.1 CONCEPTO DEL CIERRE DEL MOLDE. 4. 1.1.1 Terminología del sistema de cierre.. 6. 1.1.2 Especificaciones del sistema de cierre.. 7. 1.2 UNIDADES DE PLASTIFICACIÓN. 8. 1.2.1 Terminología para la unidad de inyección.. 11. 1.2.2 Especificaciones del Sistema de Inyección.. 12. 1.3 TERMINOLOGÍA DE OPERACIÓN DE LA MÁQUINA.. 13. 1.4 ALIMENTACIÓN Y DOSIFICACIÓN. 14. 1.5 CALEFACCIÓN Y REGULACIÓN DE LA TEMPERATURA. 15. 2 EL MOLDE DE INYECCIÓN, SU CLASIFICACIÓN Y FUNCIONES. 16. 2.1 CLASIFICACIÓN DE LOS MOLDES.. 16. 2.2 FUNCIONES DE LOS MOLDES DE INYECCIÓN. 16. 2.3 CRITERIOS PARA LA CLASIFICACIÓN DE MOLDES. 18. 2.4 ACEROS PARA MOLDES DE INYECCIÓN. 20. 2.4.1 Aceros de cementación.. 20. 2.4.2 Aceros de temple total.. 21. 2.4.3 Aceros bonificados para su empleo en el estado de suministro.. 21. 2.4.4 Aceros resistentes a la corrosión.. 21. 2.4.5 Aceros de nitruración.. 22. 2.4.6 Aceros de segunda fusión.. 23. 2.5 TÉCNICAS PARA LA ELABORACIÓN DE LOS MATERIALES PARA MOLDES. 2.5.1 Maquinado con arranque de viruta.. 24 24. 2.5.2 Elaboración sin arranque de material, estampado-troquelado, embutido.. 24. 2.5.3 Elaboración por erosión eléctrica. Electroerosión.. 31. 2.5.4 Galvanotecnia.. 31. 2.5.5 Proyección metálica.. 32.
(3) 3 DESCRIPCIÓN DEL PAQUETE COMPUTACIONAL Y SU ALCANCE 3.1 ACERCA DE Pro/MOLDESIGN 3.1.1 Una sesión típica de diseño. 3.1.2 Modelo de diseño. 3.1.3 Pieza de trabajo. 3.1.4 El modelo del molde.. 3.2 ENTRANDO AL MODO DE MOLDE 3.2.1 Moldes de múltiples cavidades. 3.2.3 Accesorios "Fixtures".. 3.3 CONTRACCIÓN 3.4 ÁNGULO DE SALIDA 3.5 ESPESOR 3.6 ANÁLISIS DE LLENADO DEL MOLDE. 33 33 33. 35 35 35 36. 37 37 37 38 38 39. 3.6.1 Análisis del molde.. 41. 3.6.2 Diseño de canales y compuertas.. 41. 3. 7 DEFINIR INSERTOS DEL MOLDE. 42. 3.8 SUPERFICIES DE PARTICIÓN. 43. 3.9 CARACTERÍSTICAS DEL MOLDE. 43. 3.10 DIVISIÓN DE LOS VOLÚMENES DEL MOLDE. 46 46 46 47 47 47. 3.11 MOLDEADO 3. 11 . 1 Extraer los componentes del molde. 3.11.2 Pieza moldeada. 3.11.3 Apertura del molde. 3.11.4 Comprobar por interferencia.. 4 METODOLOGÍA PARA EL DISEÑO DE MOLDES DE INYECCIÓN DE PLÁTICO UTILIZANDO Pro/MOLDESIGN DE Pro/ENGINEER 4.1 PARÁMETROS INICIALES. 48 48. 4.1.1 Construcción de la geometría de la pieza.. 48. 4.1.2 Material Utilizado.. 49. 4.2 APLICACION DE LA CONTRACCIÓN A LA PIEZA 4.3 NÚMERO DE CAVIDADES 4.4 SELECCIÓN DEL TIPO DE MOLDE. 54 54 59. 4.4.1 Número de líneas de partición.. 60. 4.4.2 Piezas normalizadas en el diseño.. 62.
(4) 4.5 CÁLCULO DEL SISTEMA DE LLENADO (COLADA, CANALES Y COMPUERTAS). 65. 4.5.1 El buje de la colada (The sprue bushing). 4.5.2 El Canal.. 66 68. 4.5.2.1 Sistema de canales estándar.. 68. 4.5.2.2 Sistema de canales calientes. 68. 4.5.2.3 Sistema de canales fríos. 4.5.2.4 Caracterización de los canales. 4.5.2.5 Diseño de canales.. 69 69 70. 4.5.2.6 Dimensiones de los canales.. 73. 4.5.2. 7 Clasificación de los sistemas de canales. 4.5.3 La compuerta. 4.5.3.1 Diseño de compuertas. 4.5.3.2 Posicionamiento de la compuerta en la pieza. 4.5.3.3 Número de compuertas necesarias para una pieza.. 75 75 75 77 78. 4.5.3.4 Análisis en C-FLOW/EZ 4.6 CONSTRUCCION DE COLADA, CANALES Y COMPUERTA EN. 78. 83 4.7 64 DEFINICIÓN DE LA SUPERFICIE DE PARTICIÓN Y LAS MITADES Pro/ENGINEER. PRINCIPALES DEL MOLDE. 86. 4.8 DEFINICIÓN DE INSERTOS Y/O VOLÚMENES DEL MOLDE. 88. CONCLUSIONES. 92. ANEXOS. 95 97 103. ANEXO A CÁLCULO DEL SISTEMA DE CANALES DE ENFRIAMIENTO ANEXO B INGENIERÍA CONCURRENTE ANEXO C ANALISIS REOLÓGICO DE MOLDES PARA INYECCIÓN DE PLÁSTICO, CON EL PAQUETE COMPUTACIONAL MOLDFLOW BIBLIOGRAFÍA. 106 129.
(5) LISTA DE TABLAS Tabla 2.1 Característiéas de moldes.. Página 18. Tabla 2.2 Clasificación básica de los moldesTabla 2.3 Características de los aceros para moldes.. 19. Tabla 2.3 Características de los aceros para moldes 1.. 23. Tabla 2.4 Características de los aceros para moldes 2.. 25. Tabla 4.1 Propiedades típicas de polipropilenos reforzados con talco.. 53. Tabla 4.2 Designación de los moldes.. 59. Tabla 4.3 Factores que afectan el diseño de canales.. 69 70 71 100. Tabla 4.4 Objetivos y demandas de los canales. Tabla 4.5 Secciones de canales. Tabla A.1 Conductibilidad térmica de algunos materiales.
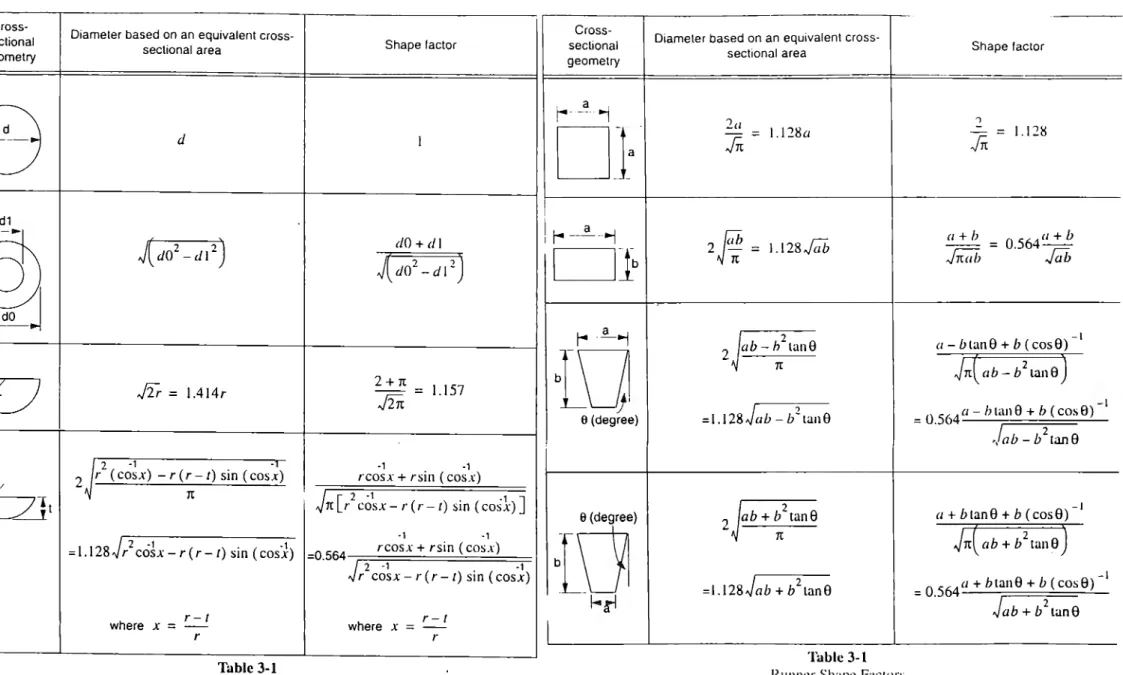
(6) LISTA DE FIGURAS. Página. Fig. 1.1 Cierre Hidráulico.. 5. Fig. 1.2 Cierre con uniones.. 5. Fig. 1.3 Máquina de inyección de émbolo.. 9. Fig. 1.4 Máquina de inyección de émbolo de dos etapas. Fig. 1.5 Máquina de inyección de tornillo plastificante y émbolo.. 10 10. Fig. 1.6 Máquina de inyección de tornillo reciprocante.. 11. Fig. 1. 7 Tornillo plastificante con sus dimensiones características.. 14. Fig. 2.1 Corte de un molde con sus funciones principales.. 17. Fig. 3.1 Tabla con diámetros y factores de forma.. 40. Fig. 4.1 Figura de la pieza a moldear.. 50. Fig. 4.2 Figura con pieza normal y con ángulos de salida.. 51. Fig. 4.3 Figura con resultados de la prueba de ángulo de salida.. 51. Fig. 4.4 Módulo de elasticidad del polipropileno reforzado con talco y con carbonatos de calcio. 54. Fig. 4.5 Figura de la pieza, donde se muestran las dimensiones modificadas.. 55. Fig. 4.6 Pieza de trabajo y una cavidad ensamblada.. 57. Fig. 4. 7 Pieza de trabajo con dos cavidades ensambladas.. 58. Fig. 4.8 Descripción de los tipos básico de moldes.. 61. Fig. 4.9 Molde con línea de partición y colada instalada.. 63. Fig. 4.1 O Pieza normalizada y sus variantes.. 64. Fig. 4.11 Sistema de canales y colada.. 65. Fig. 4.12 Área curva de contacto entre la boquilla de la máquina. y el buje del molde.. 66. Fig. 4.13 Reglas de dimensionamiento para canales.. 67. Fig. 4.14 Guía para dimensionar la sección transversal de un canal.. 74. Fig. 4.15 Buje de colada normalizado.. 79. Fig. 4.16 a) Pieza mallada, b) Pieza con elementos de los canales y punto de entrada. Fig. 4.17 Aire atrapado dentro de la pieza. Fig. 4.18 Línea de unión en la pieza. Fig. 4.19 Avance del frente de flujo. Fig. 4.20 Tabla con la velocidad recomendada de inyección. Fig. 4.21 Definición del grupo dentro del modo de parte. Fig. 4.22 Pieza moldeada.. 81. 82 82 82 83 85 87.
(7) Fig. 4.23 Inserto inferior. Fig. 4.24 Inserto superior.. 89 90. Fig. A.1 termicidad (entalpía) de las masas termoplásticas.. 97. Fig. A.2 Sección circular.. 101. Fig. A.3 Sección Rectangular. Fig. C.1 a) Malla de la pieza para MOLDFLOW. b) Llenado a 0.8 seg. Fig. C.2 a) Llenado a 1.6 seg. b) Llenado a 2.319 seg.. 102 125 126. Fig. C.3 a) Distribución de temperaturas. b) Distribución de presión.. 127. Fig. C.4 a) Tiempo de enfriamiento. b) Esfuerzos máximos.. 128.
(8) OBJETIVOS .. .Realizar el diseño de un molde de inyección de plástico para una pieza específica, utilizando el paquete computacional Pro/ENGINEER, en su módulo para el diseño de moldes Pro/MOLDESIGN. Empleando las piezas normalizadas existentes en el mercado para la construcción de moldes y sus partes. Obteniendo como resultado una metodología general para el diseño de moldes.. INTRODUCCIÓN. DISEÑO Y MANUFACTURA DE MOLDES ASISTIDO POR COMPUTADORA. El hecho de producir una pieza plástica desde su idea hasta obtener un producto final, implica muchas funciones y relaciones matemáticas complejas que no sería económico realizar sin la ayuda de una computadora. Por esta razón la tecnología de CAD/CAM representa una herramienta valiosa para el desarrollo del producto. Una instalación de CAD/CAM representa una herramienta sofisticada y costosa que requiere (;je un compromiso de la gerencia y del depar-amento responsable de su funcionamiento. Considerando las aplicaciones de las computadoras a las funciones que realizan las personas, se espera que éstas puedan realizar la misma labor en un periodo de tiempo menor y con una exactitud mayor. Con el uso de las tecnologías de CAD/CAM, la mayoría de las operaciones se realizan de una manera similar al proceso de diseño realizado por cualquier persona, pero agregando las siguientes ventajas: 1.- Pantalla gráfica. El diseño ingenieril se transfiere a la pantalla gráfica de entrada de información. Después, utilizando paquetes computacionales (software) complejos para interactuar con la computadora, el operario provee la información que el programa requiere para que realice mejoras al diseño con el objeto de reducir el contenido de material y/o conservar el ciclo de tiempo. 2.- Diseño de una base para el molde. La siguiente etapa es aplicar la información obtenida del diseño en la construcción de una base para el molde. Programas de análisis económicos están disponibles para el número de cavidades en la base y la. •.
(9) máquina de inyección adecuada en la cual se realizará el trabajo. El número de piezas por año proyectadas es la consideración principal para este propósito. aunque existen otros factores tales como el control del proceso para moldear la pieza dentro de tolerancias, el costo adicional de hacer las cavidades, etc. En esta etapa, con la computadora y el software adecuado, es posible obtener una lista de materiales necesarios, lo cual sería un trabajo tedioso de realizar "a mano". 3. - Enfriamiento del molde. La remoción del calor de la pieza inyectada en el molde. es un ingrediente vital para su buen funcionamiento. La eficiencia de enfriamiento del molde está determinada por el tipo de fluido de enfriamiento, flujo del material, presión y temperatura. La computadora, la cual está programada para responder a las leyes de la física, puede calcular los parámetros necesarios en poco tiempo. Estos parámetros incluyen la ubicación de las líneas de enfriamiento, tamaño y tipo de éstas líneas, el tipo de resina y su temperatura de fusion, tipo de refrigerante, número de circuitos, tubos de calefacción, distancias de éstos a la superficie del molde, etc. 4.- Flujo del material en el molde. Una vez determinado el sistema de enfriamiento,. es necesario ubicar las compuertas y las líneas de alimentación antes de realizar el análisis del flujo dentro del molde. La ubicación de las compuertas debe proveer un flujo unidireccional preferentemente, estar espaciados para un llenado correcto, mantener los esfuerzos a un mínimo en ciertas partes del producto que afectarían su desempeño, tener las líneas de soldadura localizadas para impactar lo menos posible en la función del producto, y tener la aprobación del diseñador para su apariencia final. 5.- Operaciones de control numérico. El paso más importante es fabricar el molde. El maquinado de las cavidades y del núcleo, además del ajuste de éstas a la base del molde, es la actividad que más energía requiere. Los sistemas de CAD/CAM tienen la capacidad de generar 1o·s programas de control numérico necesarios para realizar el maquinado de superficies complejas y obtener las tolerancias necesarias .. Los primeros beneficios de aplicar las tecnologías de CAD/CAM pueden identificarse como: Mejora de la productividad. Aumento de la calidad. Tiempos de recuperación más cortos. Mejor utilización de los recursos limitados.. 3.
(10) 1 DESCRIPCIÓN DEL CICLO DE MOLDEO EN LAS MÁQUINAS DE INYECCIÓN. Una máquina de inyección es el medio capaz de convertir, procesar y dar forma al material plástico en bruto en forma de polvo, pequeñas esferas (pellets) o molido, en una pieza con la geometría y características deseadas. El proceso de inyección consiste en calentar el plástico hasta que se funde, después forzarlo dentro de las cavidades del molde donde se enfría y solidifica. Para 1r3 elaboración de piezas termoplásticas por el procedimiento de inyección se dispone de una gran variedad de máquinas, que se diferencian no tanto por su concepción constructiva básica, condicionada por el proceso, como por variantes en el diseño de sus elementos de montaje, así como por sus sistemas de accionamiento. Las máquinas de inyección se caracterizan por dos componentes principales: la unidad inyectora y la unidad de cierre. la unidad inyectora abarca el dispositivo de aportación de material, los elementos mecánicos para la plastificación del mismo y el accionamiento del mecanismo de inyección. La unidad de cierre efectúa los movimientos de apertura y cierre del molde de inyección.. 1.1 CONCEPTO DEL CIERRE DEL MOLDE. El cierre en la máquina de inyección se utiliza para cerrar el molde , mantenerlo cerrado durante la inyección y el curado del material plástico, y abrir el molde para el retiro de la pieza formada.. 4.
(11) Existen tres tipos de diseño de la unidad de cierre: 1.- Cierre hidráulico exclusivamente. 2.- Cierre con uniones o de rótula. 3.- Cierre hidromecánico. Cierre hidráulico exclusivamente. Este diseño utiliza un fluido hidráulico y presión para abrir y cerrar la unidad de cierre y para desarrollar la fuerza requerida para mantener al molde cerrado durante la inyección del plástico. El concepto básico consiste en dirigir el fluido hidráulico al tubo amplificador para mover el pistón de cierre hacia adelante. El aceite llena el área principal fluyendo desde el tanque de almacenamiento. Como el pistón se mueva hacia adelante, se crea un pequeño vacía dentro del área principal, jalando fluido desde al tanque hacia esta cámara. Una vez cerrada la unidad de cierre, se cierra la válvula direccional del aceite, atrapándolo en el área principal. Se inyecta aceite a alta presión para comprimir el fluido y elevando la presión en esta área. La máxima presión se controla por medio de la válvula de control de la presión, la cual controla el tonelaje de la máquina. Para abrir la unidad de cierre, el fluido hidráulico se direcciona hacia el lado trasero del cilindro mientras se abre la válvula direccionadora, con el fluido del cilindro principal regresando al tanque. una de las ventajas de este sistema es el control preciso del tonelaje de aplicación. Slat,onary Platen · Mov,n1 Platen Ac!ua!,n¡ Pli..n¡~r. \. RemovaDle Sgacer. Mold ( Ha!ves. lnject1on Noule. Crosshud link. Aur Link. f"ront Lini. Crouhud, Htdraulrc C',11'1"':i1n¡. Cr::l'léer. Cyhnder. " Mo11,na PLHen. Base Plate. Fig. 1.1 Cierre Hidráulico. Fig. 1.2 Cierre con uniones. Cierre con uniones o de rótula. Este concepto utiliza las ventajas de las uniones para desarrollar la fuerza requerida para mantener el molde cerrado durante la inyección. Normalmente las uniones se diseñan de manera que se construyen aditamentos para hacerlas más lentas. La ventaja de una unidad con rótula es que se requiere una menor cantidad de fluido 5.
(12) hidráulico para abrir y cerrar el molde, pero tiene la desventaja de no conocer exactamente el tonelaje aplicado durante la inyección. Un pequeño cilindro hidráulico se utiliza para cerrar la prensa. este cilindro viaja a una velocidad constante con un el aditamento que lo hace más lento para el molde construido en las uniones. La ventaja mecánica de las uniones es extremadamente alta, así un cilindro relativamente pequeño puede desarrollar un tonelaje alto. Cierre hidromecánico. Este diseño utiliza medios mecánicos para poder abrir y cerrar la prensa a altas velocidades. Un cilindro de carrera corta se utiliza para desarrollar el tonelaje necesario, de manera idéntica que en el diseño de cierre hidráulico exclusivo. Este concepto se dice que tiene los beneficios de los cierres de uniones para la abertura y cierre a altas velocidades, y las ventajas del diseño hidráulico para el control del tonelaje de cierre. El diseño hidromecánico consta de dos etapas, una donde un cilindro hidráulico o actuador de relativamente poca fuerza abre y cierra la prensa. Una vez cerrada, se accionan los bloqueadores de movimiento, permitiendo a un cilindro de gran diámetro desarrollar el tonelaje necesario para la inyección. La acción de bloqueo es, comúnmente un dispositivo mecánico, y la acción del tonelaje es por medios hidráulicos, de ahí el nombre hidromecánico.. 1.1.1 Terminología del sistema de cierre. Unidad de cierre: es la parte de la inyectora en donde se monta el molde, y la cual provee el movimiento y fuerza para abrir y cerrar éste; además de mantener cerrado el molde con la fuerza necesaria durante la inyección del material. Cuando el molde se cierra en sentido horizontal, el cierre se conoce como cierre horizontal; y cierre vertical cuando el sentido es vertical. Placa móvil: es la parte de la unidad de cierre que se mueve hacia la parte estacionaria. La sección móvil del molde se fija a esta placa. Esta placa incluye, comúnmente, los hoyos de los botadores, además de las ranuras para el montaje del molde, ya sea que se atornille o se asegure en ranuras "T". Se recomienda un patrón estándar en la configuración de los tornillos para sujeción del molde Placa estacionaria: es la parte fija de la unidad de cierre donde se coloca la parte estacionaria del molde. Esta parte contiene, comúnmente, un patrón de hoyos para 6.
(13) tornillos o ranuras "T" para la sujeción del molde. Además la placa estacionaria incluye, comúnmente, los medios para fijar el molde en la placa y la manera de alinear el buje de la. boquilla del molde con la boquilla (nariz, nozzle) de la máquina inyectora. Barras o Vigas Fijas: son los miembros del mecanismo de fuerza actuador que sirve como miembro de tensión de la unidad de cierre cuando mantiene el molde cerrado. También funcionan como guías de la placa móvil. Botador: es el medio por el cual se acciona el mecanismo de expulsión de las piezas solidificadas del molde. La fuerza de expulsión puede aplicarse por medios hidráulicos o neumáticos por un cilindro sujeto a la placa móvil, o mecánicamente por el movimiento de apertura de la placa. Ver figura 1. 1. 1.1.2 Especificaciones del sistema de cierre. Fuerza de cierre (Ton): es la máxima fuerza de cierre para mantener el molde cerrado durante la inyección. Fuerza de apertura (Ton): La máxima fuerza que una máquina ejercerá para iniciar la apertura del molde. Movimiento de cierre(Max) Pulgadas): la máxima distancia que puede obtenerse entre la placa estacionaria y la móvil, cuando el mecanismo esta totalmente retraído con o sin la caja de expulsión y/o espaciadores. Espacio libre cerrado o Espesor mínimo del molde (pulgadas):es la distancia entre la placa estacionaria y la móvil cuando el mecanismo esta totalmente extendido con o sin la caja de botadores y/o espaciadores. El espesor mínimo del molde varia, dependiendo del tamaño y tipo de los botadores y/o espaciadores utilizados. Espacio de cierre máximo. la distancia entre la placa estacionaria y la móvil cuando el mecanismo está totalmente extendido, sin las cajas de botadores y/o espaciadores. Espacio de cierre mínimo: la distancia entre la placa estacionaria y la móvil cuando el mecanismo está totalmente extendido, con las cajas de botadores y/o espaciadores estándar. 7.
(14) 1.2 UNIDADES DE PLASTIFICACIÓN. La evolución de las unidades de plastificación ocurrió en el siguiente orden: 1.- Émbolo 2.- Émbolo de dos etapas. 3.- Tornillo plastificante (no reciprocante) y émbolo. 4.- Tornillo reciprocante. Émbolo Las primeras unidades de émbolo eran calentadas con aceite y eventualmente con bandas calentadoras eléctricas. Una sección de torpedo en la parte trasera dispersa el plástico alimentado hacia una sección delgada según el émbolo avanza. Esta sección delgada de material entraba a una sección central donde se realizaba la mayor parte dela plastificación. en diseños posteriores la sección central consistía en una serie de pequeños agujeros perforados paralelos a la línea central horizontal de la cámara de plastificación. En la parte frontal de la cámara de plastificación el torpedo se reducía en su diámetro, y la sección transversal de la fundición se reducía para lograr una mejor plastificación de cualquier material proveniente de la sección central. La sección frontal tenía que tener la longitud suficiente para asegurar una temperatura constante en toda la fundición, cuando ésta era forzada fuera de la cámara de plastificación y dentro del molde. Algunos de los problemas experimentados con estas unidades era la fuga entre la sección central y el frente, cambio de color, caídas de presión a través de la cámara, émbolos rayados o con muescas, control pobre de la inyección y dificultad para trabajar materiales sensitivos al calor. Como el diseño fue mejorando, el alimentador mecánico fue reemplazado por alimentadores de peso, los cuales mejoraron el control sobre el tamaño de la inyección. se adicionaron controles de presión y contadores a los circuitos eléctricos e hidráulicos para permitir el empaque del material entre el émbolo y el torpedo y para permitir el preposicionamiento del émbolo después de la abertura de alimentación antes de la siguiente inyección. Estas dos innovaciones incrementaron el tamaño de la inyección y además redujeron el tiempo del ciclo.. 8.
(15) -FEED HOPPER rPIS,-TO_N_ ___,. 'r=~~====----1·. MOLD. CONVENTIONAL INJECTION t.10LDING t.1ACHINE. Fig. 1.3 Máquina de inyección de émbolo Émbolo de dos etapas. Con el desarrollo de estas unidades se redujo el tiempo del ciclo, se incrementó la razón de inyección (pulg. cub./ seg.), y se redujeron los requerimientos de tonelaje de cierre. Las primeras unidades de dos etapas consistían en una unidad de plastificación del material y otra para la inyección. La unidad de material era la convencional de émbolo sencillo montada sobre la unidad de inyección. El material se metía a través de la cámara de plastificación, y la fundición se conducía hacia el frente del émbolo de inyección, provocando que el émbolo retrocediera en la cámara de inyección. El tamaño de la inyección se controlaba mediante sensores de límite ajustables, los cuales controlaban la posición del émbolo de inyección cuando la cantidad n~cesaria de fundición estaba frente al émbolo de inyección. Una válvula rotatoria se colocaba en el canal de la fundición entre la unidad de material y la cámara de inyección; y la unidad de inyección y la punta de la boquilla. En una posición la válvula dirigía a la fundición de la unidad de material hacia la cámara de inyección. Cuando se forzada a la fundición hacia el molde, la válvula se movía, conectándola cámara de inyección con la punta de la boquilla y cerrando el paso a la unidad de material. estas unidades fueron un gran avance sobre las unidades de una sola etapa, pero aun así tienen problemas con el cambio de color y al manejar material sensibles al calor.. 9.
(16) Fig. 1.4 Máquina de inyección de émbolo de dos etapas Tornillo plastificante (no reciprocante) y émbolo. Las unidades de émbolo de dos etapas fueron reemplazadas por unidades de dos etapas con un tornillo fijo para la plastificación. La unidad de . inyección era básicamente la misma como la utilizada por la unidad plastificante de émbolo. estas unidades podían manejar cualquier tipo de material, y con las mejoras en diseño en la configuración del émbolo de inyección y la acción de lavado obtenida cuando la primera fundición para cada inyección entraba en la cámara de fundición, se redujeron considerablemente los problemas con el cambio de coior.. MOLO. Fig. 1.5 Máquina de inyección de tornillo plastificante y émbolo. Tornillo reciprocante. Uno de los avances más significativos en los plásticos ocurrió·con el desarrollo del concepto de las unidades de inyección con tornillo reciprocante. estas unidades permitían altas razones de fundición del material plástico, tolerancias cerradas en el tamaño de la inyección y la habilidad de controlar la temperatura de la fundición y trabajar con confianza. Reduciendo la razón UD del barril y el tornillo, estas unidades pueden trabajar materiales termofijos incluyendo la goma y BMC (Bulk Molding 10.
(17) Compound). Unidades con Ud mayor (24: 1 hasta 30: 1) se utilizan para materiales difíciles de fundir y aplicaciones especiales.. Fig. 1.6 Máquina de inyección de tornillo reciprocante. 1.2.1 Terminología para la unidad de inyección. Unidad de plastificación e inyección: es la parte de la máquina de inyección donde se convierte al plástico de una fase sólida a una fase semilíquida mediante la elevación de la temperatura. Esta unidad mantiene al material a una temperatura determinada y lo forza al molde a través de la boquilla de la unidad de inyección. Unidad de émbolo: es una combinación de un aparato de inyección y calentamiento, en donde la cámara de calor esta montada entre el cilindro de inyección y el molde. Esta cámara calienta el material plástico por medios de conducción del calor. El cilindro, en cada movimiento, empuja material no fundido a la cámara, el cual forza al plástico fundido a través de la boquilla de inyección. Unidad de émbolo de dos etapas: es una unidad donde la inyección y la plastificación se realizan en unidades separadas. Esta última consiste un una cámara para calentar el material plástico por medio de conducción y un émbolo para empujar el material aun no fundido dentro de la cámara y éste al fundido dentro de una segunda etapa de inyección. Esta unidad de inyección funciona como una cámara de mantenimiento, medición e inyección al mismo tiempo. Durante el ciclo de inyección el cilindro de inyección forza al plástico fundido de la cámara de inyección hacia la boquilla. Unidad de tornillo de dos etapas: es una unidad de plastificación e inyección donde el aumento de temperatura se realiza en el tornillo de extrusión, para después mandar 11.
(18) a la fundición a la segunda etapa de inyección. Esta unidad de inyección funciona como una cámara de mantenimiento, medición e inyección al mismo tiempo. Durante el ciclo de inyección el cilindro de inyección forza al plástico fundido de la cámara de inyección hacia la boquilla. Tornillo reciprocante: es una unidad de plastificación e inyección combinada , en donde un tornillo de extrusión reciprocante se utiliza para fundir el material. La inyección del material hacia el molde se puede realizar mediante una extrusión directa, o utilizando el tornillo reciprocante como un émbolo de inyección, o mediante una combinación de los dos procesos. Cuando el tornillo funciona como un émbolo de inyección, esta unidad hace la funciones de una cámara de mantenimiento, medición e inyección.. 1.2.2 Especificaciones del Sistema de Inyección. Capacidad de inyección (teórica): el volumen máximo calculado de barrido (o volumen atrapado en la unidad de émbolo) en pulgadas cúbicas que puede desplazarse en un solo movimiento del émbolo o del tornillo, asumiendo que no existe derrame y excluyendo la rotación del tornillo que utiliza para desplazar el volumen adicional. Capacidad de plastificación: la cantidad máxima de material plástico que puede llevarse a una temperatura uniforme y moldeable, en una unidad de tiempo. Comúnmente se expresa en libras por hora disponible en una unidad de inyección por émbolo. En el caso de una unidad de tornillo, la capacidad de plastificación se expresa comúnmente en libras por hora calculadas de la razón de recuperamiento. Presión de inyección: la presión máxima teórica del émbolo de inyección o del tornillo contra el material expresado en libras sobre pulgadas cuadrada (asumiendo que no existen pérdidas de presión debidas a fricción del émbolo o del tornillo) con la presión máxima del pistón de inyección. Razón máxima de inyección (pulg. cub. /seg.): la razón máxima calculada de desplazamiento del émbolo de inyección o del tornillo, expresada en pulgadas cúbicas por segundo, calculada a presión máxima de inyección especificada.. 12.
(19) Razón mínima de inyección: la razón minIma calculada de desplazamiento del émbolo de inyección o del tornillo, expresada en pulgadas cúbicas por segundo, calculada a presión máxima de inyección especificada.. 1.3 TERMINOLOGÍA DE OPERACIÓN DE LA MÁQUINA.. Operación manual: operación en donde cada función y la sincronización de cada función están controladas por un operador. Operación. semiautomática:. operación. donde. la. máquina. realiza. un. ciclo. automáticamente y después se detiene. Después requiere de la instrucción del operador para reiniciar el ciclo. Operación automática: operación en donde la máquina realiza un ciclo de funciones programadas repetitivamente, hasta que existe un problema en la máquina, en el molde, o se detiene manualmente. Razón de longitud sobre diámetro (UD) del barril y del tornillo. Uno de los términos más utilizados aplicados al tornillo y barril de la unidad de inyección es UD, llamado "L" sobre "D". Razón UD de la unidad de plastificación. El común denominador utilizado en la comparación de todas las unidades de plastificación, además del diámetro, es la razón de la longitud sobre el diámetro del plastificador, conocido comúnmente como UD. Esta razón es aplicable a extrusores, tornillos reciprocantes, y .unidades de tornillo de dos etapas por igual. La razón UD del barril no debe confundirse con la del tornillo. Razón UD del barril: es la distancia del filo delantero de la abertura de alimentación al final del hoyo del barril dividido por su diámetro y expresado como la razón en forma donde el diámetro se reduce a uno, como 20/1. Razón UD del tornillo: es la distancia del filo delantero de la abertura de alimentación al final de la hélice del tornillo (sin incluir puntas, conos de presión y. 13.
(20) válvulas de no retorno) dividido por el diámetro del tornillo. No se basa en la longitud total de la hélice del tornillo.. Barre! length = La. 1 ---i. ---Screw length = L5. Barre! UD = La /D Screw UD = L5 /D. Fig. 1.7 Tornillo plastificante con sus dimensiones características. 1.4 ALIMENTACIÓN Y DOSIFICACIÓN. En el proceso de inyección hay que dosificar una cantidad de material correspondiente al volumen del molde, mediante el émbolo de inyección y tras de cada retroceso del mismo en el curso del ciclo general de trabajo; una medida condicionada por el proceso cuya solución exacta puede garantizar por sí mismo un óptimo resultado de producción. Las materias termoplásticas varían a menudo muy considerablemente en cuanto a tamaño y forma de los diverso granulados. La magnitud de la superficie específica de un gránulo influye en gran medida sobre las propiedades de plastificación, por lo que debiera estar dimensionada de forma que, en un corto tiempo de permanencia en el cilindro relativamente corto, se logre una intensa disgregación de reblandecimiento con resultados de fusión térmica homogénea. La manufactura actual de piezas de plástico exige máquinas de inyección automáticas para disminuir costos y tiempo de ciclo, además de aumentar la productividad. El funcionamiento de estas máquinas exige una carga exacta de material, ya que pequeñas sobredosis pueden ejercer una influencia negativa sobre el resultado de la producción. Las piezas inyectadas han de extraerse del molde sin rebabas para que los trabajos posteriores no encarezcan su producción. 1-l.
(21) Con variantes en cuanto a forma y tamaño del granulado del material, es frecuente el problema del logro de una cantidad de carga constante mediante dispositivos dosificadores. El volumen aparente en caída no puede ser nunca uniforme, ya que el volumen propio del granulado o cuerpo aglomerado no es constante. Las piezas sobredosificadas ofrecen considerables dificultades para el desmoldeo, quedando generalmente perjudicadas por el desmoldeo enérgico, o bien con un aspecto modificado que pone en duda la posibilidad de su aplicación. Existen varios tipos de dispositivos dosificadores que utilizan diferentes propiedades del material para determinar la carga: 1.- Dispositivos de dosificación volumétrica. 2. - Dispositivos de dosificación de pesos.. 1.5 CALEFACCIÓN Y REGULACIÓN DE LA TEMPERATURA. Para calentar los sistemas de plastificación de máquinas inyectoras se utilizan, casi exclusivamente, elementos calefactores eléctricos. Otros tipos de calefacción, por inducción, vapor, gas o aceite, son menos utilizados, debido a que los problemas de regulación de temperatura son más difíciles de resolver. En el proceso de inyección se disgrega el material, por lo general, en elementos cilíndricos. el posterior camino de flujo de la fusión termoplástica se efectúa en piezas de la máquina comparables, en cuanto a forma, con las válvulas de alta presión para la conducción de materias viscosas. Por ello, y considerando las ventajas de montaje, se emplean generalmente elementos calefactores de superficie. Se encuentran en el mercado en las más diversas formas y dimensiones. Los elementos calefactores de superficie han de adaptarse ampliamente a la forma de la máquina a calentar. La desventaja de todos estos elementos es la pérdida de calor producida por radiación en la superficie de la banda, por lo tanto es necesario utilizar un revestimiento protector o aislador. Para casos especiales, debidos a una forma particular de los elementos de la máquina o del molde, pueden hacer indispensable la aplicación de los elementos calefactores en forma de barra. 15.
(22) 2 EL MOLDE DE INYECCIÓN, SU CLASIFICACIÓN Y FUNCIONES. 2.1 CLASIFICACIÓN DE LOS MOLDES.. Dependiendo del material a procesar se habla de: - Moldes de inyección (para termoplásticos) - Moldes para termofijos. - Molde~ para elastómeros (hule) - Moldes para espuma estructural. Debido a que estos moldes no son básicamente disimilares, se utilizará un criterio diferente para clasificarlos, que se basa en otras funciones.. 2.2 FUNCIONES DE LOS MOLDES DE INYECCIÓN. Para la producción de piezas más o menos complicadas en un ciclo, un molde debe contener una o varias cavidades. El molde debe producirse de manera individual para cada caso. Las funciones básicas de un molde son. - Alojamiento y distribución de la fundición, - Formación y enfriamiento del material ( o agregar calor de activación para los termofijos y elastómeros) - Solidificación de la fundición. - Expulsión de la pieza moldeada. Existen también funciones mecánicas asignadas al molde: 16.
(23) - Alojamiento de las fuerzas. - Transmisión de movimiento. - Dirección de los componentes del molde. Todas estas tareas pueden realizarse mediante el sistema funcional siguiente: - Sistema de colada y corredores. - Cavidades (ventilación). - Sistema de intercambiador de calor. - Sistema de expulsión. - Sistema de dirección y localización. - Placas de montaje en la máquina. - Alojamiento de las fuerzas. - Transmisión de movimiento.. Sistema de expulsión y transmisión de movimientos. Sistema de intercambio de calor. Guía y alineamiento. Montaje y transmisión de fuerzas. Sistema de canales y colada. Cavidad. Fig. 2.1 Corte de un molde con sus funciones principales Además de formar la ·pieza, el molde tiene otra importante función, demoldear la pieza. Desde un punto de vista económico el ciclo de demoldeado debería de ser lo más corto posible, y desde el punto de vista de calidad, expulsión y especialmente en piezas complejas, debe de ser confiable en cuanto a no dañar la pieza o la cavidad. El diseño del sistema de expulsión depende en la configuración de la pieza a inyectar, algunas partes que se distinguen: - Sin cortes - Con cortes externos. - Con cortes internos.. 17.
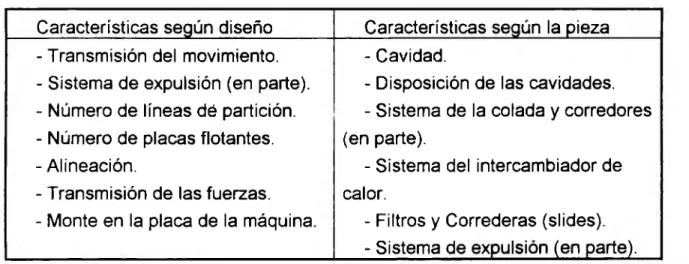
(24) Un número de posibilidades de diseño surgen de esta clasificación así como otra importante clasificación. Del hecho que la pieza puede ser - Empujada - Rayada. - Destornillada. - Arrancada. - Cortada. Es posible reconocer la necesidad de clasificar respecto a los sistema de demoldeado. Esto se justifica porque inmediatamente permite establecer la cantidad de trabajo necesario a ser realizado, que afecta los costos. También indica el tamaño posible y número de cavidades como requerimientos de espacio.. 2.3 CRITERIOS PARA LA CLASIFICACIÓN DE MOLDES DE INYECCIÓN. La enumeración previa de los grupos de funciones pueden clasificarse de acuerdo al diseño del molde y las características de la pieza moldeada. Las características de las piezas pueden variar dentro de un grupo de tipo de moldes; las características de diseño son invariables dentro de un grupo y por lo tanto de validez general para uno y el mismo tipo. Características según diseño. Características según la pieza. - Transmisión del movimiento.. - Cavidad.. - Sistema de expulsión (en parte).. - Disposición de las cavidades.. - Número de líneas dé partición.. - Sistema de la colada y corredores. - Número de placas flotantes.. (en parte). - Sistema del intercambiador de. -Alineación. - Transmisión de las fuerzas. - Monte en la placa de la máquina.. calor. - Filtros y Correderas (slides). - Sistema de expulsión (en parte).. Tabla 2.1 Características de moldes. 18.
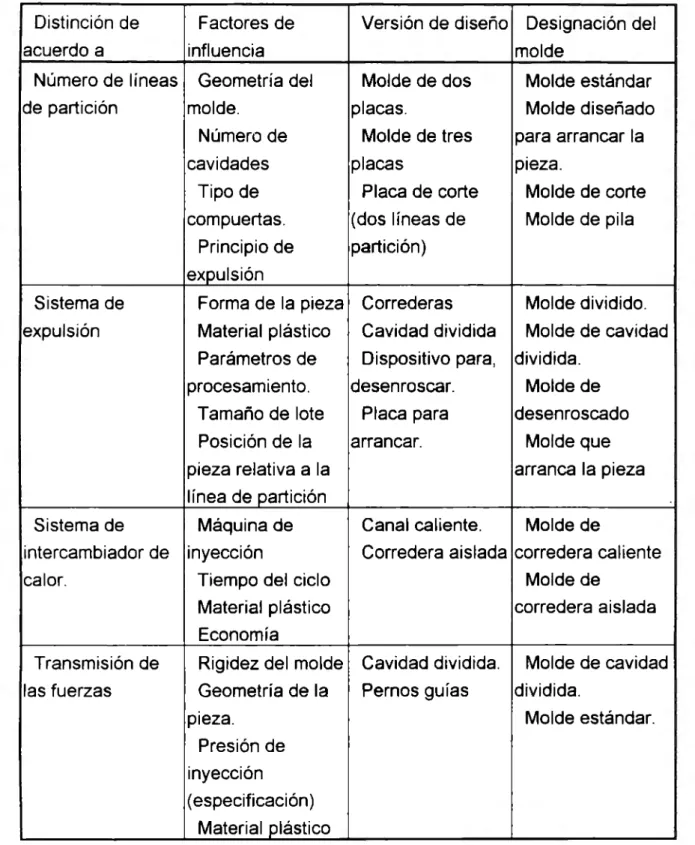
(25) Otra distinción de acuerdo a el diseño de las características primarias se representa en la tabla 2.2. Esto demuestra como el diseño de los moldes puede resultar de diferentes criterios y sus efectos asociados. Distinción de acuerdo a Número de líneas de partición. Factores de. Versión de diseño. influencia Geometría del molde. Número de cavidades Tipo de compuertas. Principio de. Designación del molde. Molde de dos placas. Molde de tres placas Placa de corte (dos líneas de. Molde estándar Molde diseñado para arrancar la pieza. Molde de corte Molde de pila. partición). expulsión Sistema de expulsión. Forma de la pieza. Correderas. Molde dividido.. Material plástico. Cavidad dividida. Molde de cavidad. Parámetros de. Dispositivo para,. procesamiento. Tamaño de lote Posición de la. desenroscar. Placa para arrancar.. dividida. Molde de desenroscado Molde que arranca la pieza. pieza relativa a la línea de partición Sistema de intercambiador de calor.. Máquina de inyección. Canal caliente.. Molde de. Corredera aislada corredera caliente Molde de. Tiempo del ciclo. corredera aislada. Material plástico Economía Transmisión de las fuerzas. Rigidez del molde. Cavidad dividida.. Geometría de la. Pernos guías. pieza.. Molde de cavidad dividida. Molde estándar.. Presión de inyección (especificación) Material plástico Tabla 2.2 Clasificación básica de los moldes. 19.
(26) 2.4 ACEROS PARA MOLDES DE INYECCIÓN. Para la fabricación de elementos de moldes se emplean diversos tipos de acero, por lo que el diseñador tiene a veces dificultades para seleccionar el adecuado. La experiencia es uno de los principales factores en el momento de la decisión. Las exigencias de las industrias respecto al material de un molde puede resumirse en los siguientes puntos: - Máxima resistencia a la abrasión, para alcanzar la duración máxima. - Gran estabilidad de dimensiones, incluso con influencias térmicas relativamente amplias, en las condiciones de trabajo, para garantizar la exactitud de forma y dimensiones de las piezas. - Buena conductibilidad térmica para conseguir un buen atemperado del molde. - Buena resistencia a la corrosión en los moldes que hayan de usarse para elaborar termoplastos con componentes agresivos (H20). El constructor de moldes exige de los materiales metálicos fundamentalmente lo siguiente: - Buena capacidad de elaboración principalmente por mecanizado con arranque de viruta, si bien para muchos moldes se agrega el aspecto de aptitud para prensado en frío. - Gran seguridad para el templado. Incluso un correcto templado comporta un riesgo de desperdicio. Teniendo en cuenta que la pieza está ya cargada con todos los costos de producción, las pérdidas son sensibles. - Estabilidad dimensional en el templado.. las variaciones dimensionales y. deformaciones de los elementos del molde han de ser tan pequeñas que no perjudiquen la función 9el molde. - Buena calidad de superficie. Las partes de los elementos en contacto con la masa fundida han de poder pulirse para garantizar una óptima calidad de superficies de las piezas.. 2.4.1 Aceros de cementación. Los aceros de cementación son los que reúnen las condiciones que más se aproximan a las exigidas a un acero para la construcción de moldes. Con ello no es de 1. ~I!BLIOTE( !. J5//& ~'.. 20.
(27) extrañar que su porcentaje de aplicación alcance alrededor del 80% del consumo total de aceros para moldes. La ventaja particular de éstos aceros consiste en que por cementación, o carburación, ya que se forma cementita con el tratamiento térmico, ·se origina una superficie dura como el vidrio y, simultáneamente, un núcleo resistente y tenaz. La elevada dureza superficial hace que los moldes sean resistentes a la abrasión, y el núcleo tenaz los hace resistentes a los esfuerzos alternativos y bruscos. 2.4.2 Aceros de temple total. En estos aceros se produce el aumento total de dureza por la formación de martensita debido al. rápido. enfriamiento que sucede al. calentamiento.. Las. características mecánicas que pueden alcanzarse por este procedimiento dependen del agente refrigerante y de la velocidad de enfriamiento. Los moldes fabricados con aceros templados tienen una buena resistencia a la abrasión como consecuencia de su elevada dureza; sin embargo, son más sensibles a la formación de grietas y a la deformación en comparación con moldes de cementación o bonificado, debido a su menor tenacidad. 2.4.3 Aceros bonificados para su empleo en el estado de suministro. Estos aceros, tal como se suministran, pueden elaborarse con relativa facilidad y económicamente por maquinado. Evitan al fabricante de moldes las dificultades que lleva consigo un tratamiento térmico. Su aplicación es especialmente útil° para la construcción de moldes de grandes dimensiones, los cuales pueden reaccionar frente a un tratamiento térmico con variaciones en las medidas. Su desventaja consiste en su reducida resistencia a la abrasión y la deficiente calidad superficial de los moldes, que a menudo, hace necesario un posterior tratamiento superficial (cromado, nitruración). 2.4.4 Aceros resistentes a la corrosión. Con algunos polímeros elevados se desprenden, durante la elaboración, productos químicamente agresivos, generalmente ácido clorhídrico o ácido acético. Por lo general, se protegen entonces los moldes mediante revestimientos galvánicos, como capas de cromo duro o de níquel. Además de proporcionar una buena resistencia a la corrosión, el cromado se caracteriza por la buena calidad superficial de las cavidades (acabado brillante).. 21.
(28) 2.4.5 Aceros de nitruración. Fundamentalmente pueden nitrurarse todos los aceros cuyos aditivos de aleación forman nitruros. Estos aditivos de aleación son cromo, aluminio, molibdeno y vanadio. Si los aceros que contienen estos aditivos se someten a un proceso de nitruración forman nitruros, que confieren a la capa nitrurada una dureza de 700 a 1300 HV, según tipo de acero y procedimiento. 2.4.6 Aceros de segunda fusión. La calidad de la superficie de un molde es mejor cuanto más pueda pulirse al acero empleado, que a su vez, depende del porcentaje de inclusiones no metálicas que se encuentran en el acero, como óxidos, sulfuros y silicatos. Estas inclusiones, que no pueden evitarse en un acero de primera fusión, pueden eliminarse con los aceros de segunda fusión obtenidos en hornos de inducción a alto vacío o en hornos de arco eléctrico. AISI Densidad Conductivi Expansión Capacidad Resistenci Resistenci Elongación. No.. kg/m3. dad. térmica. específica a tensil.. a a la. térmica. 10-6K-1. térmica. cadencia. W/(m*K) 102. MPa. IU/(kg*K. 7850. 46.7. 11 - 15. 7833. 46.7. 14.9. 7833. 46.7. 7800. 43:3. 7833. 46.7. 7860. 60.6. 460. %. MPa. 520. 440. 20. 600. 510. 17.5. 680. 450. 16. 1380. 960. 10 -15. 560. 360. 28. 665. 410. 23. 535. 385. 31. 2070. 1900. 4. 2170. 1450. 7. o 103. o 104. o 109. 11 - 14. 470. 5 413. o 615. 10 - 12. 460. o 862. 7833. o S1 S7. 7960. 62.3. 11 - 13 14.9. 440. 22.
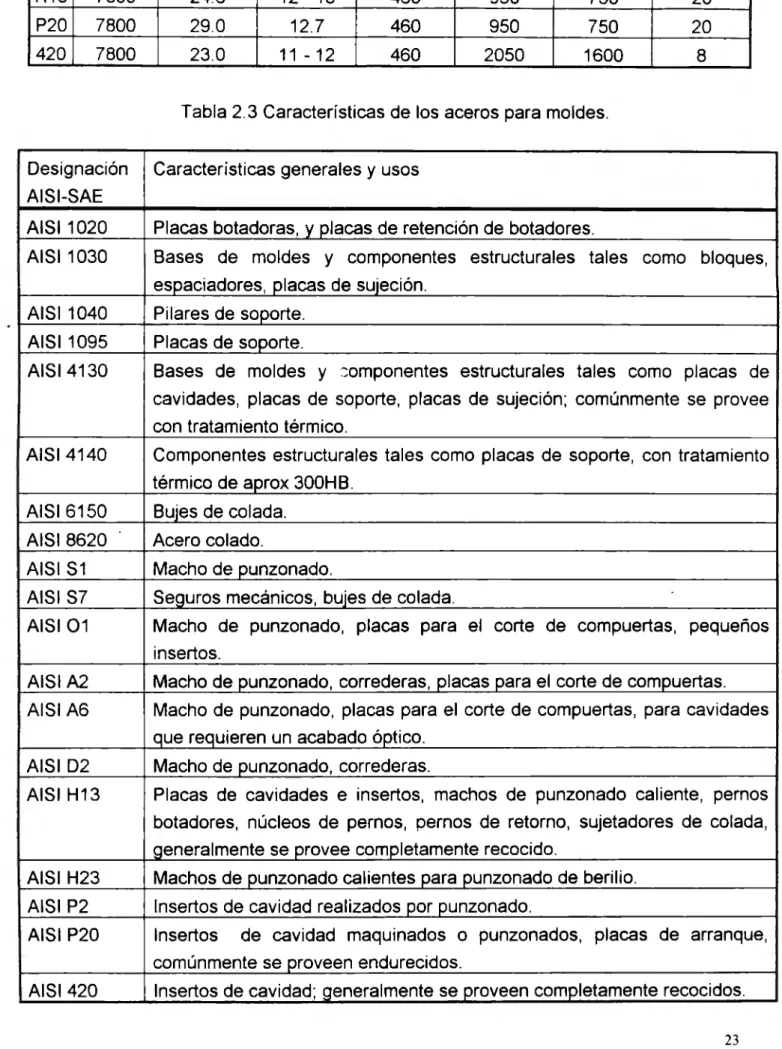
(29) H13. 7800. 24.6. 12 - 13. 460. 950. 750. 20. P20. 7800. 29.0. 12.7. 460. 950. 750. 20. 420. 7800. 23.0. 11 - 12. 460. 2050. 1600. 8. Tabla 2.3 Características de los aceros para moldes. Designación. Características generales y usos. AISI-SAE AISI 1020. Placas botadoras, y placas de retención de botadores.. AISI 1030. Bases de moldes y componentes estructurales tales como bloques, espaciadores, placas de sujeción.. AISI 1040. Pilares de soporte.. AISI 1095. Placas de soporte.. AISI 4130. Bases de moldes y :omponentes estructurales tales como placas de cavidades, placas de soporte, placas de sujeción; comúnmente se provee con tratamiento térmico.. AISI 4140. Componentes estructurales tales como placas de soporte, con tratamiento térmico de aprox 300HB.. AISI 6150. Bujes de colada.. AISI 8620. Acero colado.. AISI S1. Macho de punzonado.. AISI S7. Seguros mecánicos, bujes de colada.. AISI 01. Macho de punzonado, placas para el corte de compuertas, pequeños insertos.. AISIA2. Macho de punzonado, correderas, placas para el corte de compuertas.. AISIA6. Macho de punzonado, placas para el corte de compuertas, para cavidades que requieren un acabado óptico.. AISI 02. Macho de punzonado, correderas.. AISI H13. Placas de cavidades e insertos, machos de punzonado caliente, pernos botadores, núcleos de pernos, pernos de retorno, sujetadores de colada, generalmente se provee completamente recocido.. AISI H23. Machos de punzonado calientes para punzonado de berilio.. AISI P2. Insertos de cavidad realizados por punzonado.. AISI P20. Insertos de cavidad maquinados o punzonados, placas de arranque, comúnmente se proveen endurecidos.. AISI 420. Insertos de cavidad; generalmente se proveen completamente recocidos. 23.
(30) Tabla 2.3 Continuación Tabla 2.4 Características de los aceros para moldes. Ver página 25 2.5 TÉCNICAS PARA LA ELABORACIÓN DE LOS MATERIALES PARA MOLDES.. En la elaboración de los materiales para moldes se distinguen los siguientes procedimientos: 2.5.1 Maquinado con arranque de viruta. Aproximadamente el 90% de todos los moldes pueden obtenerse por maquinado, en esta modalidad de manufactura intervienen principalmente trabajos de torno, fresa, y de pulido. Éstas máquinas deben dejar el molde prácticamente acabado, de modo que sólo sea necesario un pequeño repaso manual. Conviene que este trabajo de repaso posterior quede limitado al pulido necesario para conseguir una buena calidad de superficie. Al arrancar ~aterial, se generan esfuerzos residuales, o bien, se liberan esfuerzos ya presentes en el mismo; éstos pueden producir una deformación inmediata o durante un posterior tratamiento térmico. Por ello, es aconsejable efectuar un recocido de eliminación de tensiones en el molde, después del desbastado. La calidad superficial es un factor decisivo para la calidad de las piezas. Para obtener piezas de buena calidad, la superficie del molde ha de ser lo más lisa posible y, sobre todo, estar exenta de poros.. 2.5.2 Elaboración sin arranque de material, estampado-troquelado, embutido. Este tipo de elaboración se emplea principalmente cuando es necesario conseguir superficies de la cavidad que por maquinado sería extremadamente difícil obtener. El punzón, estampa o troquel se elaboran exteriormente según el perfil deseado. Un contorno puede elaborarse en una superficie exterior mucho más rápida, exacta y económicamente que el correspondiente en una cavidad de molde. El punzón templado, que posee el contorno de la pieza a fabricar, se sumerge con presión creciente y a poca velocidad entre 0.1 y 1O mm./min., en una matriz de acero recocid0 2.J..
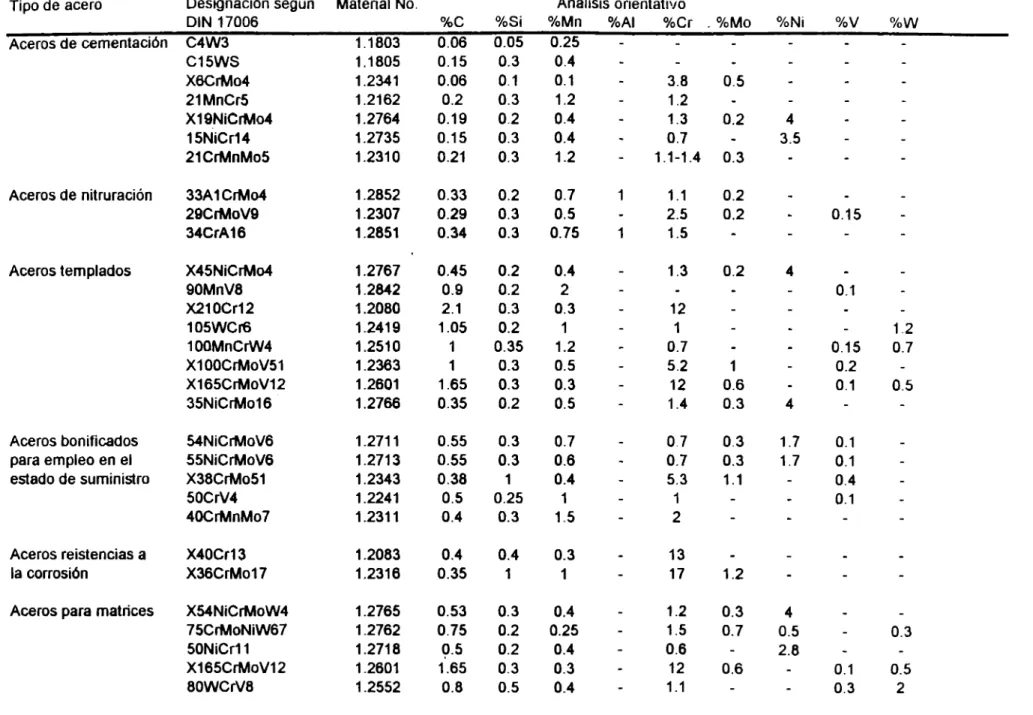
(31) Designación según DIN 17006 C4W3 C15WS X6CrMo4 21MnCr5 X19NiCrMo4 15NiCr14 21CrMnMo5. Material No. 1.1803 1.1805 1.2341 1.2162 1.2764 1.2735 1.2310. %C 0.06 0.15 0.06 0.2 0.19 0.15 0.21. %Si O.OS 0.3 0.1 0.3 0.2 0.3 0.3. Análisis orientativo %Mn %Al %Cr . %Mo 0.25 0.4 0.1 3.8 0.5 1.2 1.2 0.4 1.3 0.2 0.4 0.7 1.2 1.1-1.4 0.3 -. 33A1CrMo4 29CrMoV9 34CrA16. 1.2852 1.2307 1.2851. 0.33 0.29 0.34. 0.2 0.3 0.3. 0.7 0.5 0.75. 1. X45NiCrMo4 90MnV8 X210Cr12 105WCr6 100MnCrW4 X100CrMoV51 X165CrMoV12 35NiCrMo16. 1.2767 1.2842 1.2080 1.2419 1.2510 1.2363 1.2601 1.2766. 0.45 0.9 2.1 1.05 1 1 1.65 0.35. 0.2 0.2 0.3 0.2 0.35 0.3 0.3 0.2. 0.4 2 0.3 1 1.2 0.5 0.3 0.5. -. 12 1 0.7 5.2 12 1.4. 54NiCrMoV6 55NiCrMoV6 X38CrMo51 50CrV4 40CrMnMo7. 1.2711 1.2713 1.2343 1.2241 1.2311. 0.55 0.55 0.38 0.5 0.4. 0.3 0.3 1 0.25 0.3. 0.7 0.6 0.4 1 1.5. -. 0.7 0.7 5.3 1 2. Aceros reistencias a la corrosión. X40Cr13 X36CrMo17. 1.2083 1.2316. 0.4 0.35. 0.4 1. 0.3 1. -. 13 17. Aceros para matrices. X54NiCrMoW4 75CrMoNiW67 50NiCr11 X165CrMoV12 80WCrV8. 1.2765 1.2762 1.2718 1.2601 1.2552. 0.53 0.75 0.5 1.65 0.8. 0.3 0.2 0.2 0.3 0.5. 0.4 0.25 0.4 0.3 0.4. -. 1.2 1.5 0.6 12 1.1. Tipo de acero Aceros de cementación. Aceros de nitruración. Aceros templados. Aceros bonificados para empleo en el estado de suministro. 1. %Ni. %V. %W. 4 3.5. 1.1 2.5 1.5. 0.2 0.2. 1.3. 0.2. 4. -. -. -. 0.1. -. -. 1 0.6 0.3. 0.15 0.2 0.1. 4. 0.15. 0.3 0.3 1.1. 1.7 1.7. -. -. 1.2 0.7 0.5. 0.1 0.1 0.4 0.1. 1.2 0.3 0.7. 4 0.5 2.8. 0.6. N. v,. Tabla 2.4 Características de los aceros para moldes. -. 0.3 0.1 0.3. 0.5 2.
(32) Material No. 1.1803 1.1805 1.2341 1.2162 1.2764 1.2735 1.2310 1.2852 1.2307 1.2851. 1.2767 1.28-42 1.2080 1.2419 1.2510 1.2363 1.2601 1.2768 1.2711 1.2713 1.2343 1.2241 1.2311 1.2083 1.2316 1.2765 1.2782 1.2718 1.2601 1.2552. Peso específico ~cm3 7.85 7.85 7.8 7.8 7.85 7.85. Conductivilidad térmica cal/y° e 0.18 0.16 0.11 0.11 0.08 0.08. Dilatación termica 10e-6/ºC 10-14 10-14 10-14 10-14 10-12 10-12. Calor específico cal/cmsºC 0.115 0.115 0.115 0.155 0.11 0.11. Módulo de elasticidad kp/mm2 21000 21000 21000 21000 21000 21000. 7.85. 0.08. 10-12. 0.11. 21000 21000. 7.85 7.85 7.8 7.8 7.8. 0.08 0.08. 10-12 10-12 10.5-12.5 10-14. 0.11 0.11 0.113. 21000 21000 21000 21000 21000. 7.8. 11.5-13. 0.14. 12-14 12-13 11.5-12 13-15. 0.13. 7.8 7.8. 0 .09. 21000 21000. 0.12. 21000 21000 21000 21000 21000. Temple total Temple total Temple total Temple total Temple total. 0.11 0.11. 21500 21300. Temple total Temple total. 7.8. 0.07 0.07. 10-12 10-11 11-13. 7.8. 11 .~13. N. °'. 80-100 80 80-100 Temple Temple Temple Temple Temple Temple Temple Temple. 7.8. 7.7 7.7. Resistencia del núcleo kp/mm2 45 60 90-100 100-130 120-120 95-125 120. Tabla 2.4 Continuación.. total total total total total total total total. Temple total. 21000. Temple total Temple total Temple total.
(33) • Material No. 1.1803 1.1805 1.2341 1.2162 1.2764 1.2735 1.2310. Dureza superficial al revenido a 200ºC, o resistencia a la tracción 61 HRC 61 HRC 61 HRC 60HRC 52-62 HRC 60HRC 61 HRC. Estado de suministro Recocido Recocido Recocido Recocido Recocido Recocido Recocido. suave suave suave suave suave suave suave. 100HB 100HB 120HB 250HB 250HB 190HB 217HB. Tipo de acero Aceros de cementación. Recocido suave 230HB Recocido suave Recocido suave 225HB. Aceros de nitruración. suave 250HB suave 220HB suave 250HB suave 230HB suave 230HB suave suave 250HB suave 260HB. Aceros templados. 58-61 HRC 175 kp/mm2. Recocido Recocido Recocido Recocido Recocido Recocido Recocido Recocido. 1.2711 1.2713 1.2343 1.2241 1.2311. 90-120 kp/mm2 185 kp/mm2 190 kp/mm2 55HRC 170 kp/mm2. Recocido Recocido Recocido Recocido Recocido. suave 240HB suave 240HB suave 240HB suave 230HB suave 230HB. Aceros bonificados para empleo en el estado de suministro. 1.2083 1.2316. 57HRC 51 HRC. Recocido suave 230HB Recocido suave 230HB. Aceros reistencias a la corrosión. 1.2765 1.2762 1.2718 1.2601 1.2552. 52-59 HRC. Recocido suave 250HB. Aceros para matrices. 52-57 HRC 58-61 HRC 58-62 HRC. Recocido suave 205HB Recocido suave 250HB Recocido suave 205HB. 1.2852 1.2307 1.2851. 900HV 750HV. 1.2767 1.2842 1.2080 1.2419 1.2510 1.2363 1.2601 1.2766. 54 HRC 62HRC 62HRC 62-64 HRC 62HRC. N. --..1. Tabla 2.4 Continuación..
(34) Recocido Recocido suav Nonnal "C (2) Suave ºC (3) 650-890 900-930 680-710 900 780-820 850-880 670-710 620-660 820-650 820-850 670-710. 1.1803 1.1805 1.2341 1.2162 1.2764 1.2735 1.2310. Confonnación en caliente ºC (1) 1100-850 1100-800 1050-850 1050-850 1050-850 1050-850 1050-850. 1.2852 1.2307 1.2851. 1050-850 1050-850 1050-850. 1.2767 1.2842 1.2080 1.2419 1.2510 1.2363 1.2601 1.2766. 1050-850 1050-850 1050-850 1050-850. -. 1050-850 1050-850 1050--850. -. 1.2711 1.2713 1.2343 1.2241 1;2311. 1050-850 1050-850 1100-900 1100-850 1050-850. 1.2083 1.2316. 1050-850 1050-850. -. 780-820 760-800. 1.2765 1.2762 1.2718 1.2601 1.2552. 1050-850 1050-850 1050-850 1050-850 1050-850. -. 610-850 710-750 810-850 800-840 710-750. Material No.. -. -. -. -. -. -. -. 650-700 680-720 880-720. Recocido de eliminación de tensiones ºC (4) 600-850 600-850 600-650 800-650 600-650. Cementación. ºC. 550-800. 850-880 850-880 870-920 870-920 870-920 860-890 840-880. -. -. -. -. -. 900-950 850-880 870-900. -. -. 840-870 790-820 930-980 800-830. -. -. 950-980 890-1020 810--850. -. -. -. 600-850. -. -. 800-840 800-840 630-670. -. -. 660-700 660-700. -. 800-840 710-750 710-750. -. -. -. -. -. -. -. 810-650 680-720 800-840 710-750. -. Recocido intennedio (5) ºC ºC 770-800 770-800 600-650 870-900 650-980 810--840 620-650 780-830 610-640 780-800 6~80 820-850. -. -. -. -. -. 840-870 840-880 1000-1050 820-850 830-900. -. -. -. 1000-1030 1020-1050. -. -. -. 850-880 870-900 840-870 980-1020 860-890. -. -. -. N 00. Tabla 2.4 Continuación.. -. -. -.
(35) Revenido ºC 170-270 170-270 170-230 170-270 170-270 170-200 170-270. Tiempo min. 1.1803 1.1805 1.2341 1.2162 1.2764 1.2735 1.2310. Templado en Agua Agua Baño en aceite 200-230ºC Baño en aceite 220-280ºC Baño en aire 220-280ºC Baflo en aceite 180-220ºC Safio en aceite 220-280ºC. 1.2852 1.2307 1.2851. Aceite Aceite Aceite. 580-650 580-630 580-650. 120 60 60. 1.2767 1.2842 1.2080 1.2419 1.2510 1.2363 1.2601 1.2766. Aceite Aceite Baño en aceite 350-450ºC Aceite. 170-270 100-130 180-400 150-250. 120 120 120 120 ·. Aceite/aire Aceite/aire Aceite/aire. 100-130 100-250 400-500. 120 120 120. 1.2711 1.2713 1.2343 1.2241 1.2311. Baño en aceite 180-220ºC Aceite Aceite/aire Aceite Aceite/aire. 400 400-600 600-700 300-600 500-600. 120 120 120 120 120. 1.2083 1.2316. Aceite Aceite. 200-250 180-500. 120 120. 1.2765 1.2762 1.2718 1.2601 1.2552. Aceite/aire Aceite Aceite Aceite/aire Aceite. 200-300 100-250 150-300 100-250 150-300. 60. Material No.. 120 90 60 60. -. NOTA: (1) Enfriamiento en arena u horno (2) Enfriameinto al aire. (3) Enfriamiento lento en horno de cuatro horas de duración como mínimo (4) Enfriameitnot lento en horno de 1 hora de duración como mínimo. (5) Como mínimo 2 horas con enfriamiento lento.. 60 120 120. N. ~. Tabla 2.4 Continuación..
(36) Aplicación. Material No.. 1.1803 1.1805 1.2341 1.2162 1.2764 1.2735 1.2310. Moldes pequei'los y medianos; para troquelados o estampados profundos Moldes pequeftos y medianos; troquelable en fria. Moldes pequeftos y medianos; troquelable en frío. Moldes pequeftos y medianos; troquelable en frfo. por mecanizado, moldes de todos tama"os Moldes de todos tamai\os, mecanizado. Moldes de todos tamaftos; mecanizado. En determinadas condiciones, troquelable en frío. Facil pulido. Moldes de todos tamaftos; mecanizado. Fácil pulido.. 1.2852 1.2307 1.2851. Vaciado con nervios estrechos, poca deformación, superficie resistente a la abrasión. Moldes de todos tamaftos, poca defonnación, superficie resistente a la abrasión. Moldes de todos tamaftos, poca deformación, superficie resistente a la abrasión.. 1.2767 1.2842 1.2080. Moldes de todos tamaftos con vaciados profundos, resistente a la compresión. Moldes peque"os, fácil pulido; piezas móviles sometidas a altos esfuerzos. Moldes pequeftos y piezas móviles. Moldes con vaciados planos o poco profundos; elementos de moldeo sometidos a altos esfuerzos. Moldes con vaciados planos; elementos de moldeo sometidos a altos esfuerzos.. 1.2419. 1.2510 1.2383 1.2601 1.2766. Moldes pequeftos, con vaciados complicados. Fáciles elaboración y pulido.. 1.2711 1.2713 1.2343 1.2241 1.2311. Fáciles elaboración y pulido. Moldes grandes, posibilidad de grandes cargas específicaslocales, resistente a la abrasión. Gran resistencia a la compresión; resistencia a la abrasión; utilizable para troquelado. Fáciles elaboración y pulido. Moldes medianos, fácil pulido.. 1.2083 1.2318. Resistente a la corrosión y a los ácidos, fácil pulido, no soldable. Resistente a la corrosión, a los écidos y a la abrasión.. 1.2765 1.2762 1.2718 1.2601 1.2552. Gran tenacidad, Gran tenacidad, Gran tenacidad, Gran tenacidad, Gran tenacidad,. resistencia a la compresión y a la abrasión. resistencia a la compresión y a la abrasión. resistencia a la compntSión y a la abrasión. resistencia a la compresión y a la abrasión. resistencia a la compresión y a la abrasión.. w. o. Tabla 2.4 Continuación ..
(37) suave. Las dimensiones de la matriz dependen del contorno y, por tanto, del punzón a emplear. Junto a la ventaja ya indicada de que el punzón o troquel puede obtenerse en fornía más económica que la correspondiente cavidad, también que con ellos pueden fabricarse en poco tiempo varios elementos de moldeo de iguales dimensiones, con superficie particularmente buena. La calidad superficial de los elementos de moldeo obtenidos por embutidos o troquelados se deben a que no se cortan las fibras del material, contrariamente a lo que ocurre con el maquinado.. 2.5.3 Elaboración por erosión eléctrica. Electroerosión. La electroerosión es un proceso de conformación en el que se aprovecha el efecto de desgaste producido por descargas eléctricas breves y consecutivas, con tensiones alternas de 20 V, entre el electrodo y el molde, dentro de un líquido dieléctrico (agua o hidrocarburos como petróleo, gasolina, etc.). Mediante cada una de las breves descargas sucesivas se calienta, a la temperatura de fusión o vaporización, un volumen limitado de la pieza y del electrodo, que se elimina explosivamente de la zona de trabajo mediante fuerzas mecánicas y eléctricas. ~on ello se originan cráteres en ambos electrodos, cuyas dimensiones dependen de la energía de la chispa, que permiten distinguir entre desbastado (impulsos de gran energía) y acabado. La multiplicidad de cráteres de descarga da a las superficies una estructura con concavidades, cierta aspereza y el aspecto mate característico sin líneas de elaboración orientadas. Las partículas separadas son transportadas por el dieléctrico hacia afuera de la zona de trabajo, con ayuda de un dispositivo de compresión o aspiración, quedando depositadas en el recipiente del dieléctrico. La polaridad entre herramienta y pieza depende de los respectivos materiales y se determina de modo que la pieza sufra el máximo desgaste en el volumen.. 2.5.4 Galvanotecnia. El moldeado galvánico se caracteriza por una excelente calidad de superficie y una gran exactitud de reproducción. Para la conformación por galvanizado se parte de un modelo positivo o negativo del artículo deseado, elaborado en materiales apropiados para moldes. Sobre dicho modelo se deposita galvánicamente una capa metálica de suficiente espesor. la elección del metal se efectúa según las propiedades mecánicas 31.
(38) exigidas por la pieza. Los metales más adecuados para la fabricación de los moldes son el níquel y las aleaciones níquel-cobalto. El níquel se precipita galvánicamente sobre el modelo hasta un espesor de 5mm. esta capa de níquel se refuerza por detrás con una capa de cobre, también galvánica, cuyo espesor se sitúa entre 1O y 15 mm. tras el galvanizado se separa el modelo de la pieza obtenida, que es de por sí totalmente estable, y que puede pasar al siguiente proceso de fabricación. La pieza obtenida por galvanizado se mecaniza generalmente para montarse como elemento de moldeo en un molde patrón.. 2.5.5 Proyección metálica En la proyección metálica (sinterización) se funden aleaciones de bajo punto de fusión en la llamada pistola Swift y se proyectan sobre el modelo a reproducir. Este modelo puede estar construido prácticamente con cualquier material. La colada tiene exactitud de medidas y gran calidad de superficie. Para la proyección metálica se emplean las aleaciones de estaño-bismuto. Por el procedimiento de proyección metálica se fabrican principalmente elementos de moldeo que se aplicarán en un molde patrón. Las ventajas especiales de esta fabricación son los cortos tiempos de producción de los moldes y la posibilidad de obtener prácticamente una reproducción de cualquier modelo. los moldes se emplean generalmente sólo para inyecciones de ensayo.. 32.
(39) 3 DESCRIPCIÓN DEL PAQUETE COMPUTACIONAL Y SU ALCANCE. Pro/MOLDESIGN es un módulo opcional de Pro/ENGINEER que contiene las herramientas para simular el proceso de diseño de un molde. Este módulo permite al usuario crear, modificar y analizar los componentes del molde, además de que permite una rápida actualización de los cambios en el modelo de diseño.. 3.1 ACERCA DE Pro/MOLDESIGN. Pro/MOLDESIGN permite al usuario "romper" al molde en componentes separados y analizar al proceso de apertura. Realiza esto ya que contiene las herramientas que permiten "imprimir'' la geometría de la pieza a inyectar dentro de la pieza de trabajo, para después separar la pieza de trabajo en volúmenes del molde y línea de partición definidas por el usuario. 3.1.1 Una sesión típica de diseño. El proceso del Pro/MOLDESIGN puede consistir de los siguientes pasos: 1.- Crear o llamar un modelo de molde. Para crear un nuevo modelo, es necesario tener disponible un modelo del diseño (pieza a inyectar) y una pieza de trabajo. En cuanto se ensambla la pieza de trabajo del molde, el modelo de diseño se corta automáticamente para crear la cavidad del molde. 2.- Realizar una prueba al ángulo de salida al modelo de referencia para determinar si tiene el suficiente ángulo para ser botada del molde sin problema. 33.
(40) 3. - Establecer la contracción del modelo de diseño. Es posible establecer una contracción isotrópica para todo el modelo; también es posible establecer coeficientes de contracción para cada dimensión. Existe la opción de actualizar el modelo de diseño para reflejar la información de la contracción, o dejar el modelo de diseño sin cambios para ser utilizado en otras aplicaciones. 4. - Ensamble de accesorios si se desea. Los accesorios son las piezas de la base del molde, por ejemplo: la placa de fijación superior, las placas de soporte, botadores, etc. Se mostraran junto con modelo del molde, y son interesantes para visualizar el proceso de apertura del molde. 5.- Realizar un análisis de llenado del molde, dentro del módulo de parte, para determinar la ubicación de las compuertas y canales, analizar el frente del flujo de la fundición, y obtener recomendaciones en la velocidad relativa de la prensa. Este es un paso opcional, disponible sólo para modelos delgados. El analizas de llenado del molde se realíza utilizando C-FLOW/EZ, proporcionado por AC Technology. 6.- Adicionar las compuertas, canales y colada. Se añaden como accesorios del moldeado, y se consideraran al crear la pieza moldeada, así como interferencia durante el proceso de apertura. 7. - Definir volúmenes del molde y superficies de partición para dividir la pieza de trabajo en componentes separados. 8. - Extraer los volúmenes del molde de la pieza de trabajo para crear componentes del molde. Una vez extraídos los componentes del molde son totalmente funcionales como piezas del Pro/ENGINEER; pueden llevarse al modo de parte, utilizadas en dibujos bidimensionales, maquinadas con el módulo de Pro/MANUFACTURING, etc. 9.- "Llenar" la cavidad para crear la pieza moldeada. La pieza moldeada es creada automáticamente uniendo el volumen de la cavidad en la pieza de trabajo con las compuertas y canales presentes en el modelo. 1O. Definir los paso de la apertura del molde. Probar si existe interferencia con piezas estáticas en cada paso. Modificar componentes del molde si es necesario. 11. - Después que la sesión se ha terminado, es posible llevar los componentes del molde dentro del módulo de manufactura para su maquinado. Durante el proceso de moldeado, pueden ocurrir cambios en ·el diseño del molde. Cuando estos cambios ocurren en el modelo de diseño, éstos se propagarán a través de todos los aspectos del diseño hasta los dibujos ingenieriles, modelos de elemento finito, e información del moldeado.. 3-t.
(41) 3.1.2 Modelo de diseño. El modelo de diseño en Pro/ENGINEER, representando el producto terminado, se utiliza como base para todas las operaciones del molde. Cuando se coloca en el ensamble del molde, el modelo de diseño es reemplazado automáticamente por la pieza de referencia, la cual es generada del modelo de diseño y mantiene una asociatividad en dos sentidos con ella. El modelo de diseño puede crearse fuera del módulo de moldes y ensamblada dentro del modelo del molde, o puede crearse directamente en éste. Accesorios (features), superficies y esquinas pueden seleccionarse en el modelo de referencia cuando se estén creando los componentes del molde. Utilizando la geometría del modelo de referencia, establece una relación paramétrica entre el modelo de diseño y los componentes del molde. debido a esta relación, cuando se realizan cambios en el modelo de diseño, todos los volúmenes asociados se actualizan para reflejar los cambios. 3.1.3 Pieza de trabajo. La pieza de trabajo representa el volumen total de los componentes del molde que participarán directamente en darle forma al material fundido (por ejemplo los insertos superior e inferior). La pieza de trabajo puede tener dimensiones totales normalizadas para ser utilizada una base normalizada, o puede realizarse según las necesidades del usuario para acomodar la geometría del modelo de diseño. En el último caso, otros componentes base del molde (llamados accesorios "fixtures" en Pro/MOLDESGN) deben modificarse apropiadamente. Como una pieza de Pro/ENGINEER, la pieza de trabajo puede manipularse como cualquier otra, puede existir como una instancia de una tabla de familia de piezas, puede modificarse, redefinirse, etc.. 3.1.4 Modelo del molde. El modelo de diseño y la pieza de trabajo se ensamblan para formar el modelo del molde. En cuanto se ensambla la pieza de trabajo del molde, el modelo de referencia se corta automáticamente de él para crear la cavidad del molde.. J5.
(42) 3.2 ENTRANDO AL MODO DE MOLDE. Para trabajar en el modo de molde, el usuario debe llamar un modelo de molde existente o crear uno nuevo. Es preferible contar con un modelo de diseño y un modelo de la pieza de trabajo previamente definidos en el modo de parte. En el menú de MOLO se encuentran las siguientes opciones disponibles: Mold Model. Modelo del molde, donde es posible realizar acciones (modificar,. borrar, etc.) en el modelo de diseño, pieza de trabajo, y los accesorios que componen e! modelo del molde. Shrinkage. Especificar valores de contracción para el modelo de referencia. Feature. Creación de características del molde (como compuertas y canales). Parting Suñ. Definición de las superficies de partición para el molde. Component. Definición y partición los volúmenes del molde y extracción de los. componentes. Modify. Modificar el modelo de referencia, la pieza de trabajo o el ensamble del molde. Regenerate. Regenerar el ensamble del molde. Recalcula la pieza de trabajo en. base de los cambios realizados en el modelo de referencia. Relations. Trabaja con relaciones en el modelo del molde. Molding. Creación de la pieza moldeada uniendo las cavidades de 1~ pieza de. trabajo. Mold Opening. Especificar los pasos de apertura del molde y probar si existen interferencias. Family Tab. Editar la tabla de familias para e ensamble del molde o crear nuevos ensambles. lnteñace. Impresión del ensamble del molde. lnfo. Recuperar información acerca del modelo de referencia, la pieza de trabajo, el ensamble del molde, etc. Además, de accesar información específica al proceso de creación del molde, como volúmenes del molde, superficies de partición, etc. Layer. Preparación y utilización de las capas. Set up. Preparar el ensamble del molde..
Figure
+7



Documento similar
If certification of devices under the MDR has not been finalised before expiry of the Directive’s certificate, and where the device does not present an unacceptable risk to health
In addition to the requirements set out in Chapter VII MDR, also other MDR requirements should apply to ‘legacy devices’, provided that those requirements
The notified body that issued the AIMDD or MDD certificate may confirm in writing (after having reviewed manufacturer’s description of the (proposed) change) that the
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
diabetes, chronic respiratory disease and cancer) targeted in the Global Action Plan on NCDs as well as other noncommunicable conditions of particular concern in the European
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
