Propuesta de automatización para el proceso de fabricación de madera plástica
67
0
0
Texto completo
(2) Este documento es Propiedad Patrimonial de la Universidad Central “Marta Abreu” de Las Villas, y se encuentra depositado en los fondos de la Biblioteca Universitaria “Chiqui Gómez Lubian” subordinada a la Dirección de Información Científico Técnica de la mencionada casa de altos estudios. Se autoriza su utilización bajo la licencia siguiente: Atribución- No Comercial- Compartir Igual. Para cualquier información contacte con: Dirección de Información Científico Técnica. Universidad Central “Marta Abreu” de Las Villas. Carretera a Camajuaní. Km 5½. Santa Clara. Villa Clara. Cuba. CP. 54 830 Teléfonos.: +53 01 42281503-1419.
(3) PENSAMIENTO. PENSAMIENTO. "Nuestras virtudes y defectos son inseparables, como la fuerza y la materia. Cuando se separan, se termina el hombre".. i.
(4) DEDICATORIA. DEDICATORIA. A mi linda familia. ii.
(5) AGRADECIMIENTOS. AGRADECIMIENTOS A toda mi familia en especial a mis padres y hermanos por darme ese apoyo incondicional que nunca me ha faltado. A todas mis primas y primos por darme su ayuda. A todos mis amigos por apoyarme tanto, que no sé que hubiese sido mi universidad sin ellos. A mis tutores por brindarme ayuda siempre que la necesite. A Víctor Jara por ayudarme tanto y ser incansable, además de buen amigo. A mis vecinos por preocuparse por mí. A todo el que de una forma u otra ha tenido que ver con la realización de este sueño. A todos muchas gracias. iii.
(6) RESUMEN. Resumen Durante el cursar de los años, se le ha dado notable importancia al uso de maquinarias para facilitar el trabajo del hombre en labores productivas que se realizan de forma manual. Gracias a los avances tecnológicos que ha desarrollado la humanidad, se han insertado esquemas de automatización a procesos industriales, los cuales han permitido alcanzar mayores niveles de producción, calidad y menor uso de recursos humanos. El desarrollo tecnológico debe contribuir de manera primordial a mejorar la calidad de vida del hombre, pero su aplicación debe contribuir también al cuidado del medio ambiente haciendo más factible el empleo de sus recursos sin dañar el entorno. La inteligencia humana ha hecho posible invensiones que tienen carácter universal y que contribuyen a un desarrollo sostenible; muestra de ello, es la construcción de madera plástica a partir de materiales polimericos reciclados. El novedoso material que sustituye a la madera convencional por un producto más duradero y eficiente, evita la tala indiscriminada de bosques y la preservación de recursos medioambientales. La producción industrial de madera plástica se encuentra en ascenso y en constante competencia, haciendo posible que se diseñen en su beneficio, sistemas de automatización que aceleran la productividad y aseguran en el proceso mayor calidad a los productos finales. La implementación de una propuesta de automatización para este proceso especial, asegura no solo mejores beneficios técnicos e industriales, sino que contribuye también al cuidado del medio ambiente y se une a la lucha para alcanzar un desarrollo sostenible.. iv.
(7) TABLA DE CONTENIDOS. TABLA DE CONTENIDOS Introducción........................................................................................................................... 1 Organización del informe ................................................................................................ 3 CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA ........................................................................................................... 5 1.1 Madera Plástica ......................................................................................................... 5 1.2 Influencia Ambiental .................................................................................................. 5 1.2.1 Situación actual de los recursos forestales ................................................... 6 1.2.2 Situación actual del reciclado de plástico ...................................................... 7 1.3 Características de la madera plástica .................................................................. 11 1.3.1 Propiedades ...................................................................................................... 11 1.4 Producción actual .................................................................................................... 14 1.5 Descripción del proceso de fabricación ............................................................... 15 1.5.1 Materia prima empleada ................................................................................. 17 1.5.2 Equipos empleados ......................................................................................... 19 1.6 Conclusiones del capítulo ...................................................................................... 21 CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA ......................................................................................................... 22 2.1 Controladores lógicos programables (PLC) ........................................................ 22 2.1.1 Evolución de los PLC ...................................................................................... 23 2.1.2 Clasificacion de los PLC ................................................................................. 24 2.2 Principales fabricantes de PLC ............................................................................. 25 2.3 Software utilizados en la programación de PLC ................................................ 26 v.
(8) TABLA DE CONTENIDOS. 2.4 PLC M241 tipo TM241CE40R ............................................................................... 27 2.4.1 Características técnicas .................................................................................. 28 2.4.2 Descripción de componentes ......................................................................... 29 2.4.3 Sensores y transductores específicos .......................................................... 34 2.4.4 Conexión a la computadora............................................................................ 37 2.4.5 Software de programación SoMachine V4.1 ............................................... 38 2.4.6 Entrada de instrucciones mediante interfaz gráfica ................................... 39 2.5 Conclusiones del capítulo ...................................................................................... 42 CAPÍTULO 3. PROPUESTA DE AUTOMATIZACIÓN ................................................... 43 3.1 Esquema de planta ................................................................................................. 43 3.2 Sensores empleados .............................................................................................. 45 3.2.1 Sensor de movimiento PASCO...................................................................... 45 3.2.2 Termorresistencia ............................................................................................ 47 3.2.3 Sensores de contacto ...................................................................................... 48 3.3 Asignación de entradas y salidas ......................................................................... 50 3.4 Variables de estado ................................................................................................ 52 3.5 Diagrama de flujo .................................................................................................... 52 3.6 Conclusiones del capítulo ...................................................................................... 54 CONCLUSIONES Y RECOMENDACIONES ................................................................... 55 Conclusiones .................................................................................................................. 55 Recomendaciones ......................................................................................................... 56 REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 57. vi.
(9) INTRODUCCIÓN. Introducción El acelerado desarrollo de los procesos industriales en pleno siglo XXI, conlleva a la implementación de nuevas técnicas de automatización que ofrezcan a los mismos, mejores condiciones de producción para enfrentar la competencia en el mercado. El empleo de tecnologías ha hecho posible que se alcancen mayores resultados de calidad por concepto de disminución de recursos humanos que interfieren en los procesos; no se puede negar la inteligencia artificial, ni el control riguroso de procesos mediante computadoras y automatismos que brindan altos grados de exactitud y confiabilidad en la línea de producción. Lamentablemente, el desarrollo tecnológico influye de forma negativa en la preservación de los recursos medioambientales, haciendo que cada día se alcancen mayores niveles de contaminación y se dañen de forma irreversible, ecosistemas que albergan flora y fauna, tesoros irremplazables de la naturaleza. Gracias a organizaciones y gobiernos, se hace un arduo trabajo de reciclaje y limpieza en zonas afectadas por la contaminación, permitiendo que recursos arrojados de manera indiscriminada vuelvan a tener un uso adecuado y sirvan de base para la construcción de nuevos objetos, equipos y elementos de construcción que sustituyen el uso de recursos ambientales en extinción o que simplemente, tardan decenas de años en reponerse. Los efectos de la contaminación y el uso indiscriminado de recursos naturales, no solo afecta a países desarrollados; en Cuba, por ejemplo, país subdesarrollado de América Latina se viven experiencias desfavorables en el ámbito medioambiental, ya que personas inescrupulosas no consideran el cuidado al medio ambiente como una prioridad social para el bien de la humanidad y de notable importancia para las futuras generaciones. En este sentido, el gobierno cubano ha implementado políticas de control en zonas protegidas, permitiendo que la tala indiscriminada de árboles no se convierta en un pasatiempo o en una vía relativamente fácil de resolver alguna necesidad personal. Además del cuidado a bosques y ecosistemas de montañas con características especiales, el gobierno 1.
(10) INTRODUCCIÓN. de Cuba ha desarrollado campañas para el uso eficiente de materias primas en aras de sustituir importaciones y especialmente, contribuir en gran medida con el cuidado y limpieza del entorno.[1] La política económica del país, tiene en cuenta las problemáticas ambientales a las cuales se enfrenta la sociedad de forma cotidiana, permitiendo el desarrollo de empresas y cooperativas no agropecuarias que se encargan de sustituir importaciones por concepto de empleo de materias primas, elevando así la producción industrial de una forma eficiente y racional. Según avances tecnológicos aplicados a la industria de la construcción, han hecho posible la fabricación de madera plástica a partir de materiales poliméricos reciclados; en este sentido, se han implementado líneas de producción de este material de forma manual, aplicando tecnologías extranjeras que, en la mayoría de los casos, resulta costosa por concepto de adquisición y mantenimiento. La fabricación de madera plástica en Cuba, puede contribuir en gran medida al desarrollo económico social, garantizando la unión de dos factores que vinculados pueden mejorar de forma extraordinaria, la calidad de vida de los ciudadanos enfocada a un desarrollo sostenible: el uso racional de recursos medioambientales y la utilización de objetos, equipos y medios de construcción con mayor durabilidad.[2] [1] Automatizar el proceso de fabricación de madera plástica, permite que se obtengan mejores resultados de calidad y eficiencia en una línea de producción en serie, la cual, no se ha logrado dada la forma manual de fabricación que hasta ahora se había llevado a cabo. Como método de solución a esta problemática industrial de carácter nacional y pensado para el bien de la humanidad en general, se plantea el siguiente problema científico: ¿Cómo perfeccionar el proceso de fabricación de madera plástica elevando la calidad de la producción?. 2.
(11) INTRODUCCIÓN. Para dar respuesta a dicho problema, es necesario plantear el siguiente objetivo general: Desarrollar una propuesta de automatización para el proceso de fabricación de madera plástica usando autómatas programables. Dicho objetivo general, se descompone en los siguientes objetivos específicos: 1. Fundamentar teóricamente lo concerniente a la producción manual de madera plástica. 2. Determinar el tipo de autómata programable (PLC) que puede ser usado en la propuesta de automatización. 3. Definir variables de estado y control dentro del proceso. 4. Desarrollar un diagrama de flujo que describa la. propuesta de. automatización. Como tareas técnicas en el trabajo se consideraron las siguientes: 1. Fundamentación teórica sobre la producción de madera plástica de forma manual. 2. Profundización en temas relacionados con la selección y empleo de autómatas programables. 3. Asignación de variables a procesos eléctricos y termodinámicos dentro del esquema productivo. 4. Desarrollo de un diagrama de flujo que permita la futura programación del autómata programable vinculado a este proceso. 5. Confección del informe. Organización del informe El trabajo está estructurado de la siguiente manera: Primer Capítulo: Consideraciones generales sobre la producción de madera plástica.. 3.
(12) INTRODUCCIÓN. Se analizan conceptos y definiciones sobre la temática abordada, teniendo en cuenta su actualidad y perspectivas futuras según la política del gobierno en beneficio de la economía nacional. Se hace referencia especial al uso de la madera plástica como sustituta de la madera convencional, destacando sus ventajas y su impacto en el cuidado del medio ambiente. Segundo Capítulo: Autómatas programables (PLC) en la producción de madera plástica. Se realiza un estudio sobre la selección y empleo de autómatas programables en procesos industriales, resaltando las características propias del PLC Schneider Electric M241 y su aplicabilidad especial en el proceso de fabricación de madera plástica. Se selecciona este PLC atendiendo a los convenios actuales entre su fabricante y empresas de proyecto en Cuba. Tercer Capítulo: Propuesta de automatización. Se realiza una descripción general del proceso incluyendo la instrumentación correspondiente para su automatización; en este aspecto, se hace referencia especial al uso de modernos sensores que contribuyen a lograr mejor precisión en el control. Se realiza un diagrama de flujo que contiene en sí, la propuesta de automatización lista para ser programada mediante el software del PLC.. 4.
(13) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA En este capítulo se describen las contribuciones más importantes, reportadas en la literatura referente al objeto de investigación donde se abordan aspectos fundamentales, conceptos y definiciones principales a tener en cuenta en el estudio actual de la producción de madera plástica con vista a un futuro proceso de. automatización.. Para. ello. es. necesario. conocer. algunos. términos. fundamentales con los que se trabaja. 1.1 Madera Plástica ¿Qué es la Madera Plástica? Los tableros 100% de plástico, conocidos como Madera Plástica, fabricados a partir de desechos post consumo urbanos, agrícolas e industriales, donde el producto resultante es un tablero sólido y resistente capaz de ser maquinado o trabajado tal como la madera para fabricar productos finales ensamblados, que sustituyan la madera industrial o resuelvan problemas de intemperie, fractura, humedad o fricción, se les llama Madera Plástica.[3] 1.2 Influencia Ambiental El reciclaje de los residuos plásticos, representa un logro para Cuba desde el punto de vista medioambiental debido a que es la garantía de una mejora en el saneamiento y la limpieza del entorno, contribuyendo así a que tanto las ciudades como las zonas rurales se vean con un aspecto confortable y de buena higiene, evitando también la propagación de enfermedades por diferentes vectores como pueden ser los roedores o el peligroso mosquito Aedes Aegypti debido a la acumulación de agua en recipientes desechos en las calles, el ahorro de petróleo que es un aspecto muy importante a tener en cuenta debido al agotamiento de tan 5.
(14) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. importante combustible fósil, la disminución en las emisiones de CO2 a la atmósfera y la disminución de la lluvia ácida; representan también importantes contribuciones que hace posible el reciclaje de los residuos plásticos. [4] [5] 1.2.1 Situación actual de los recursos forestales Cuba posee un patrimonio forestal de más de 2,5 millones de hectáreas y su índice de boscosidad se acerca al 30%. Dentro de América Latina y el Caribe Cuba es uno de los tres países que mantienen crecimientos junto a Chile y Uruguay. Esto contrasta con el resto de la región cuya tasa de deforestación es de 0.48% según la FAO. Cuba que sufre embates climáticos, necesita seguir incrementando su boscosidad pues estas plantaciones actúan como barreras naturales contra desastres, protegen las cuencas hidrográficas, preservan la diversidad biológica, previenen la erosión de los suelos y sirven de sumideros de carbono. Desde el punto de vista económico los recursos forestales proveen a la industria una fuente de materia prima, la maderera. Estos datos son reflejo de la voluntad política de la dirección del país en desarrollar, conservar y proteger los recursos naturales de la nación, en la que el bosque tiene una destacada participación por su incidencia favorable en el ecosistema y en el incremento de la biodiversidad, así como su contribución en el mejoramiento y purificación de las aguas, en la conservación y mejoramiento de los suelos, saneamiento del aire que respiramos y en el mejoramiento de la calidad de vida de la población. Por estas razones Cuba, a pesar de contar con un patrimonio forestal en crecimiento, importa madera. [6] [6]. 6.
(15) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. 1.2.2 Situación actual del reciclado de plástico El arsenal de desechos en todo el planeta crece desmesuradamente, el hombre no ha sido capaz de reusarlos en la misma medida que se generan; además, se degradan a muy largos plazos ocasionando un problema medioambiental. Cuba no es una excepción, en muchos lugares existen montañas de plástico que en ocasiones no cuentan con un fin de reciclaje, el cual es muy limitado y se circunscribe a tipos específicos para usos determinados. La empresa rectora del reciclaje es la Empresa de Recuperación de Materias Primas, heredera de la Unión de Empresas de Recuperación de Materias Primas, fundada con visión estratégica de Ernesto Che Guevara el 7 de noviembre de 1961; dicha empresa está encargada de la recuperación, procesamiento y comercialización de los residuos reciclables que se generan en el sector industrial y residencial. En todas las provincias del país existen empresas de recuperación de materias primas funcionando como unidad empresarial de base (UEB). En algunos municipios se realiza este trabajo de forma cooperativa experimentalmente; se valora en la actualidad extender esta experiencia. [7] Uso tradicional del plástico recuperado En las montañas de residuos plásticos producto de la recuperación convergen más de 10 000 tipos de plásticos, para lo cual se debe realizar una selección de los mismos con el fin de contribuir con la calidad del futuro proceso de recuperación. La mayoría de estos desechos son de polietileno de alta densidad, polietileno de baja densidad, polipropileno, poliestireno y PET. Un ejemplo que evidencia la forma tradicional de recuperar el plástico reciclado, se pone de manifiesto usando las bolsas de polietileno en la fabricación de mangueras, tuberías, muebles y construcciones modulares como palapas, 7.
(16) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. kioscos, carpas, casas de cultivo, y otros. Este material también se encuentra en envases de diferentes tipos como pomos, galones, cubetas, láminas retráctiles y otros. Con los vasos, potes, platos y tarrinas de polipropileno, se fabrican hermosas lámparas que decoran nuestras ciudades, tuberías hidráulicas roscables y termofusibles, elementos de riego y otras partes y piezas. Procesos y tecnologías para el reciclaje del plástico En el plano internacional existen tres alternativas para el tratamiento de los plásticos recuperados: reciclado mecánico, reciclaje químico y recuperación energética. [7] Reciclado mecánico: El reciclado mecánico es el sistema de valorización más habitual para los plásticos en general, y particularmente para el PET (Polietileno Tereftalato). Consiste en una serie de etapas o procesos a los que el material recuperado se somete primeramente a una fase de limpieza y procesamiento sin que exista un cambio químico en su estructura. Se debe tener presente antes de iniciar este tipo de trabajo, el origen del residuo (procedencia industrial o post consumo) y cuál será su aplicación o destino (fibra, lámina, botella, bidón, fleje, etc.). La calidad del producto resultante dependerá de la separación previa de los distintos materiales plásticos y de la ausencia de impurezas, resulta muy importante acometer de manera correcta todos los procesos necesarios: separación, lavado en frío, lavado en caliente y secado en cada caso. Reciclado químico: El reciclado químico, conocido como feedstock o reciclado terciario, consiste en el tratamiento químico o tratamiento térmico del residuo o material plástico 8.
(17) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. recuperado, con la finalidad de obtener productos químicos de interés industrial; se trata en este caso de monómeros de partida o mezcla de compuestos con posibles aplicaciones como combustibles o materias primas para la industria química. Los procesos de reciclado para los residuos plásticos se clasifican en dos grandes grupos: termólisis y quimiólisis o despolimerización química. Mediante la termólisis, el residuo plástico es convertido por efecto del calor en las refinerías en un producto de alto valor, tal es el caso de la nafta e hidrocarburos o gas de síntesis. Este tipo de reciclado se emplea fundamentalmente para polímeros de adición. La quimiólisis o despolimerización química, permite a través de reactivos químicos, despolimerizar los plásticos completamente, obteniéndose monómeros o parcialmente oligómeros para posteriormente volver a sintetizar el polímero original u otros polímeros. Este método se aplica fundamentalmente a los polímeros de condensación como el PET. Recuperación energética: Diversos son los estudios de ecoeficiencia que demuestran que existen límites al reciclado material para determinados flujos de residuos plásticos, esta situación unida a la creciente demanda energética actual, obliga a buscar otras fuentes alternativas de energía, se ha dirigido entonces la mirada hacia los residuos plásticos debido a su extraordinario poder calorífico, por lo que es posible explorar en estos materiales, vías de reciclado energético. Como ejemplo podemos citar su empleo como combustible alternativo y complementario en plantas de cemento. Muchas instituciones que investigan el tema, consideran esta alternativa prioritaria con respecto a la opción del vertedero.. 9.
(18) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. Principales fuentes generadoras de residuos plásticos Según el Anuario Estadístico de Cuba 2015 Edición 2016, en Cuba se generan 4,6 millones de toneladas de desechos sólidos. Considerando de forma conservadora que el 1% de estos desechos son plásticos reciclables, sería un total de 46,7 miles de toneladas. Según este mismo anuario de esta cantidad se recuperan solo 5145 Ton de plásticos lo que representa el 11 %. [7] Las principales fuentes generadoras de residuos plásticos en Cuba provienen de los siguientes lugares: . Consumo doméstico de la población relacionados con productos comercializados en envases plásticos que se distribuyen a través de la red de comercio nacional.. . Consumo de productos contenidos en envases plásticos por parte de las industrias, entidades recreativas y del turismo.. . Bienes elaborados a partir de materiales plásticos que han llegado al final de su vida útil (equipos, aparatos electrónicos, muebles, etc.). . Desmantelamientos y reparaciones de edificaciones.. . Desmantelamientos de medios de transporte.. . Residuos de las industrias que emplean materiales plásticos en sus producciones.. Para hablar de la reducción de los residuos plásticos, hay que hacer referencia en primer lugar a la reducción de estos residuos en la fuente; la reducción en la fuente significa elaborar productos plásticos con el mayor ahorro posible de materia prima, y esta premisa comienza con un diseño efectivo del bien en el proceso productivo. En el caso específico de los residuos plásticos, la responsabilidad recae en la industria petroquímica, por ser suministradora de materia prima a la industria transformadora, responsable de la fabricación de envases y otros productos donde intervienen los plásticos, y de los diseñadores de 10.
(19) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. los productos. También el consumidor final es responsable, ya que tiene el deber de exigir productos que cumplan con los requisitos ambientales vigentes y que contribuyan a la reducción de los residuos. 1.3 Características de la madera plástica La necesidad de nuevos materiales que sustituyan la madera para disminuir la tala de árboles y la urgencia de solucionar la contaminación ambiental por desperdicios de plásticos, han incentivado el desarrollo de la madera plástica. Los tableros, tablas, vigas o cualquier perfil similar a los de madera, compuestos por materiales termoplásticos mezclados o no con fibras vegetales se consideran madera plástica. La gran mayoría de los productos de madera-plástica que se fabrican actualmente incorporan polietilenos de alta densidad (HDPE) polietileno de baja densidad (LDPE) y polipropileno (PP), también se le puede agregar hasta un 15% de PET y otros polímeros casi siempre en composiciones secretas guardadas celosamente por sus fabricantes. Estos compuestos, pese a que utilizan materias primas muy baratas, tienen un precio final en el mercado mundial, superior al de la madera tratada con productos químicos (sin considerar el ciclo de vida, y su durabilidad mayor). El producto se empezó a usar para terrazas exteriores, pero se ha ido abriendo paso en vallas, barandillas, guacales, muelles, pasamanos y elementos de fachadas. En Cuba se puede obtener con costos inferiores y por lo tanto puede ser más barata que la madera natural.[3] 1.3.1 Propiedades Las propiedades a evaluar dependen de su uso en exterior o en interior, pero todavía no existen normas de especificaciones.. 11.
(20) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. Durabilidad y resistencia La acción del sol tiende a oscurecerla motivo por el cual suele ser de color gris claro. Tiene elevadas resistencias frente al ataque de hongos, insectos xilófagos de ciclo larvario, termitas y xilófagos marinos. En la Figura 1.1 se aprecia un diseño moderno de exteriores con accesorios construidos con madera plástica.. Figura 1.1. Uso de madera plástica en accesorios de exteriores.[8]. Trabajabilidad Se pueden emplear las mismas máquinas que se utilizan para trabajar la madera. No presenta problemas en el clavado y atornillado. Los productos que contienen pocas fibras pueden soldarse entre sí. Algunos tipos de productos pueden pintarse, barnizarse o sellarse con silicona o productos acrílicos. Los perfiles extorsionados se obtienen en una sola operación y no requieren ni pueden hacérseles mecanizaciones posteriores. En la Figura 1.2 se observa un banco que puede ser usado en lugares públicos el cual a simple vista parece estar construido con madera natural.. 12.
(21) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. Figura 1.2. Banco usado en lugares públicos. [9]. Otras propiedades . Su resistencia al deslizamiento es mayor que la de la madera natural.. . En ocasiones se pueden producir descargas de electricidad estática.. . Se pueden reciclar.. . Están considerados como productos compuestos ecológicos.. . Son más caros que la madera natural y tratada, pero al considerar su ciclo de vida y su ausencia de mantenimiento su costo final saldría mejorado.. A continuación, se muestra en la Figura 1.3 un cobertor de playa conformado con madera plástica, demostrando de forma general su aplicación bajo diversas condiciones climatológicas y de ubicación.. Figura 1.3. Cobertor de playa usado en instalaciones turísticas.[8]. 13.
(22) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. 1.4 Producción actual Como parte del proceso de implementación del nuevo modelo económico, el Consejo de Estado de la República de Cuba emitió en el año 2012, con carácter experimental, el Decreto-Ley No. 305 que regula la constitución, funcionamiento y extinción de cooperativas en sectores no agropecuarios (CNA). Según este decreto es creada la CNA ´´Adoquín´´, en la provincia de Matanzas, con el objetivo de producir artículos industriales a partir del termo-conformado de polímeros. La producción de madera plástica en Cuba se encuentra en ascenso paulatino, debido a la construcción de los medios de producción en territorio nacional, logrando una mejor adaptación de los mismos en el entorno industrial cubano y en la sustitución de importaciones especialmente por la disminución de los costos iniciales; el equipamiento de producción de madera plástica comprado por ejemplo en México, puede costar alrededor de 80 mil dólares. En la actualidad, el proceso de producción de madera plástica en Cuba se ejecuta de forma manual, requiriendo una fuerza de trabajo humana que, aunque no implica la contratación de demasiadas personas por módulo de producción, podría hacer más ineficiente el mismo por concepto de calidad y de precisión en el trabajo con el polímero comparándolo con la ejecución de forma automatizada. En la Figura 1.4 se aprecia un módulo de producción de madera plástica que funciona de manera manual; constituye el modelo de muestra para la fabricación de equipos en el país.. Figura 1.4. Módulo de producción de madera plástica de forma manual.[3]. 14.
(23) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. La perspectiva futura de la producción de madera plástica en Cuba está basada en contribuir al desarrollo sostenible del país enfocado en mejorar y hacer más viables proyectos sociales, como por ejemplo en la construcción de viviendas plásticas (Figura 1.5). Para ejecutar obras de construcción con envergadura considerable es preciso contar con una fuente estable de tableros plásticos, los cuales deben provenir de fábricas con suficientes módulos de producción; lo anterior justifica la automatización en el proceso de producción de madera plástica como vía de lograr mayor eficiencia productiva minimizando costos.. Figura 1.5. Vivienda construida con tableros plásticos. [10]. 1.5 Descripción del proceso de fabricación Todo el proceso de producción de madera plástica como ya se ha mencionado anteriormente es de forma manual, donde hay un personal encargado de ir realizando cada procedimiento en la línea de producción. Proceso 1: Preparación y carga del molde El personal tiene que añadirle silicón al molde como un antiadherente y esparcirlo por toda su superficie formando una fina película, seguido se le añade la materia prima con la cual se va a trabajar y una vez en el molde la cantidad requerida se comienza el enrasado que consiste en pasar una regla por encima del molde de forma tal que el granulado cubra de forma pareja toda su superficie sin dejar ondulaciones o elevaciones del granulado sobre el molde, para esto siempre es 15.
(24) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. necesario la presencia de dos personas donde cada cual se coloca por un lado y van corriendo la regla de un lugar a otro. Proceso 2: Introducción de molde al horno Se activa la bomba hidráulica en el panel de control y posteriormente en la puerta del horno se encuentran los botones de abrir y cerrar la puerta, una vez abierta, se corre el molde sobre rieles desde el lugar donde estaba en el momento de la preparación, empujado por el propio personal hasta introducirlo al horno. Una vez dentro, se cierra la puerta y se ajusta el tiempo y la temperatura requerida según la materia prima empleada en esa producción. Proceso 3: Salida del horno En el panel de control se reduce la temperatura del horno desconectando las resistencias y se acciona nuevamente el sistema hidráulico para abrir la puerta de salida, una vez abierta hay que empujar el molde usando medios de protección contra el calor debido a las altas temperaturas existentes en el horno y molde, luego, se hace rodar por los rieles hasta llegar a la prensa y se cierra nuevamente la puerta de salida del horno. Proceso 4: Prensado Se coloca el molde debajo de la prensa y activando nuevamente la bomba hidráulica se comienza a descender dicha prensa, lentamente hasta el borde del molde, seguidamente se le aplica la presión requerida por el material para unificar el granulado que se encuentra a temperaturas elevadas; de este modo, se compactan y se forman los tableros construidos en la línea de producción. Cuando el material se encuentra a la presión requerida, se desconecta la bomba hidráulica y se deja prensado el tiempo necesario para que se enfríe y tome el molde además de las propiedades requeridas.. 16.
(25) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. Proceso 5: Desprensado Se activa la bomba hidráulica y mediante los botones asignados se comienza a elevar la prensa liberando así el molde para que posteriormente el personal asignado a esa parte de la línea de producción pueda correr el molde hasta su siguiente proceso. Proceso 6: Salida de prensa y desmolde El molde apoyado sobre el carro que se encuentra descansando sobre los rieles es empujado por una o dos personas hasta sacarlo de la prensa, luego, se traslada al lugar asignado para el desmolde del tablero. En esta fase de la producción se necesita la presencia de dos o más personas para levantar el tablero ya prensado y a temperaturas normales; una vez desmontado se coloca en el lugar asignado para almacenar la producción. 1.5.1 Materia prima empleada La materia prima que se usa para la producción de madera plástica está basada fundamentalmente en el aprovechamiento de los desechos o basura plásticas como también se le llama, principalmente para contribuir al saneamiento ambiental como acción ante una problemática actual que enfrenta la sociedad. Otro aspecto a considerar según el empleo de materia prima reciclada, es que esta desde el punto de vista económico, representa un menor costo de producción en comparación con el uso de plásticos vírgenes. Los materiales más usados en este proceso de fabricación, están compuestos por polietileno de alta densidad (HDPE), polietileno de baja densidad (LDPE) y polipropileno (PP). Es preciso acotar que la materia prima empleada debe comenzarse a procesar en forma granular, lo cual requiere de procesos previos como el triturado de desechos rígidos hasta densificarlos en películas (bolsa).. 17.
(26) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. ¿Qué es el polipropileno? El polipropileno es un termoplástico obtenido por la polimerización del propileno, subproducto gaseoso de la refinación del petróleo en presencia de un catalizador bajo un cuidadoso control de temperatura y presión. El polipropileno se puede clasificar en tres tipos: homopolímero, copolímero random y copolímero de alto impacto, los cuales pueden ser modificados y adaptados para determinados usos a través de múltiples técnicas de aditivación. Históricamente el polipropileno ha sido una de las resinas con mayor uso industrial. Actualmente a nivel mundial, alcanza un lugar cimero en la lista de materiales termoplásticos más empleados. En la figura 1.6, se muestra el pigmento y la resina del polipropileno.. Pigmento. Resina. Figura 1.6. Vista microscópica del pigmento y la resina del polipropileno.. Estructura química El polipropileno (PP) es el polímero termoplástico, parcialmente cristalino, que se obtiene de la polimerización del propileno (o propeno). Pertenece al grupo de las poliolefinas y es utilizado en una amplia variedad de aplicaciones que incluyen empaques. para. alimentos,. tejidos,. equipo. de. laboratorio,. componentes. automotrices y películas transparentes. Tiene gran resistencia contra diversos solventes químicos, así como contra álcalis y ácidos.. 18.
(27) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. Figura 1.7. Estructura química del polipropileno.[11]. 1.5.2 Equipos empleados Toda la línea de producción de madera plástica cuenta con un complejo de equipos que están compuestos por: un horno, una prensa, tres moldes, un enfriador de agua, un sistema hidráulico compuesto por una bomba hidráulica y un motor trifásico para mover la bomba, un sistema de rieles por los que circulan un juego de carros que son los que transportan los moldes. Moldes Los moldes empleados para producir los tableros plásticos son de acero donde cada uno cuenta con dieciséis ruedas a cuarenta y cinco grados de inclinación con las cuales se desplaza sobre los rieles, las dimensiones de los moldes son de 1250 milímetros por 2500 milímetros con un alto suficiente para que el tablero tenga 70 milímetros. Horno El complejo cuenta con un horno eléctrico el cual permite la entrada exacta del molde, cuenta con dos aperturas por las cuales puede entrar el carro que transporta al molde, cuenta con una o dos puertas dependiendo del modelo empleado las cuales son de apertura hidráulica y tiene un doble aislamiento térmico el cual permite un mayor aprovechamiento del calor generado por las resistencias en su interior que pueden ser a voltaje de 220 volt o 440 volt a 60 Hz dependiendo del lugar donde se valla a emplear la máquina alcanzando una temperatura de 350 grados centígrados.. 19.
(28) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. Prensa El sistema cuenta con una prensa hidráulica de sesenta y ocho toneladas de presión compuesta por cuatro cilindros de cuatro pulgadas cada uno con una fuente de poder de tres HP, el interior de la prensa está formado por conductos por los cuales circula el agua fría que viene desde el enfriador para que el tablero se valla enfriando según va recibiendo la presión y pueda quedar con la dureza y las cualidades requeridas el producto final, el molde descansa sobre una mesa de elevación colocada debajo de la prensa la cual es la que va a soportar al molde durante el proceso de prensado ya que el carro no puede soportar todo ese peso en los resortes de sus ruedas. Enfriador El enfriador está formado por una unidad industrial que puede ser de 5 o 7.5 toneladas según el modelo empleado donde este está separado de la prensa y es conectado a través de mangueras requeridas para ese procedimiento y son conectadas a la prensa donde esta tiene su sistema interno preparado para dicha función expresado anteriormente. Carros El molde tiene sus propias ruedas para desplazarse, pero necesita la presencia de un carro que lo pueda trasladar de una vía a otra, para esto el sistema cuenta con la presencia de los carros que estarán en reposo hasta el momento del traslado de una vía a la otra, estos también tienen sus ruedas con una inclinación de cuarenta y cinco grados con sus respectivos resortes. Rieles La estructura completa está formada por un sistema de vías fijas en el piso que pasan por todos los componentes mencionados, las estructuras móviles son los carros y los moldes que son los que cuentan con ruedas para poder deslizarse sobre los rieles. 20.
(29) CAPÍTULO 1. CONSIDERACIONES GENERALES SOBRE LA PRODUCCIÓN DE MADERA PLÁSTICA. 1.6 Conclusiones del capítulo La actual política económica del país enfocada en su futuro desarrollo industrial, hace. posible. la. implementación. de. proyectos. que. contribuyen. al. perfeccionamiento y calidad de servicios que serán brindados a la población. La producción de madera plástica especialmente diseñada en un proceso automatizado, permite contribuir con la eficiencia productiva y con el cuidado al medio ambiente forestal que tanto necesita nuestra economía y el planeta respectivamente. Con la producción de tableros plásticos se sustituyen importaciones altamente costosas para el país y teniendo en cuenta las propiedades físicas de los mismos, son usados específicamente en esferas de la construcción urbana para la comunidad y para el sector turístico de sol y playa.. 21.
(30) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA La automatización del proceso de producción de madera plástica permite lograr un mayor rendimiento por concepto de calidad en la fabricación de tableros. Los avances tecnológicos aplicados a diversos procesos industriales, muestran cuan eficiente puede ser una línea de producción empleando, por ejemplo, PLC´s (Controladores Lógicos Programables, por sus siglas en inglés); dichos controladores pueden ser aplicados a la industria de la madera plástica y obtener en la misma resultados relevantes. En este capítulo se analizan las características esenciales y especificaciones técnicas referentes al PLC M241 tipo TM241CE40R, utilizado en la propuesta de automatización del proceso de fabricación de madera plástica como temática fundamental de este trabajo; además en este capítulo, se exponen las consideraciones que hacen elegir este PLC como una variante óptima para automatizar dicho proceso industrial. 2.1 Controladores lógicos programables (PLC) El PLC es un elemento de estado sólido que controla elementos de salida basados en el estado de las entradas, mediante un programa desarrollado por el usuario. Se desarrollaron para reemplazar a los relés usados para control discreto. El PLC comienza a usarse como controlador clásico por la década de los 80, permitiendo una gran velocidad de respuestas. En la actualidad el PLC tiene gran implementación como controlador por sus abundantes prestaciones como es su capacidad de comunicación, fácil programación y resistencia a ambientes hostiles. También permite implementar controladores clásicos como el on-off, proporcional. 22.
(31) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. (P), proporcional derivativo (PD), proporcional integral (PI) o proporcional integral derivativo (PID). Los mismos poseen además capacidades adicionales inigualables y muy importantes para desempeñar mejor que ningún otro medio técnico moderno, las funciones de control automático industrial. En sus inicios fueron muy empleados para control secuencial de procesos, añadiéndosele posteriormente mayor capacidad de procesamiento y prestaciones.[12] [13] 2.1.1 Evolución de los PLC Los PLC's se introducen por primera vez en la industria en la década de los 60. La razón principal fue la necesidad de eliminar el gran costo que se producía al reemplazar el complejo sistema de control basado en relé y contactores. Entonces fue cuando Bedford Associates propuso algo denominado Controlador Digital Modular (Modicon, Modular Digital Controler) a un gran fabricante de coches. Otras compañías propusieron a la vez esquemas basados en ordenador, uno de los cuales estaba basado en el PDP-8. Entonces el MODICON 084 resulta ser el primer PLC del mundo en ser producido de manera comercial. A mediados de los 70 las tecnologías dominantes de los PLC son las máquinas de estado secuencial y las CPU basadas en desplazamiento de bit. Los microprocesadores convencionales cedieron la potencia necesaria para resolver de forma rápida y completa la lógica de los pequeños PLC's. Por cada modelo de microprocesador había un modelo de PLC basado en el mismo; el AMD 2903 fue el más utilizado. Las habilidades de comunicación comenzaron a aparecer en 1973. El primer sistema fue el bus Modicon (Modbus). El PLC es capaz de dialogar con otros PLC's y en conjunto estar aislados de las máquinas que controlaban. También enviar y recibir señales de tensión variables, entrando en el mundo analógico.. 23.
(32) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. En los 80 se produce un intento de estandarización de las comunicaciones con el protocolo MAP (Manufacturing Automation Protocol). También en este tiempo se reducen las dimensiones del PLC y se pasa a la programación simbólica a través de ordenadores personales en vez de los clásicos terminales de programación. Hoy el PLC más pequeño es del tamaño de un simple relé. Los 90 son una década de gradual reducción en el número de nuevos protocolos, y en la modernización de las capas físicas de los protocolos más populares que sobrevivieron a los 80. El último estándar (IEC 1131-3) intenta unificar el sistema de programación de todos los PLC en un único estándar internacional. Ahora disponemos de PLC's que pueden ser programados en diagramas de bloques, lista de instrucciones y texto estructurado al mismo tiempo. [14] [12] 2.1.2 Clasificacion de los PLC Desde el punto de vista de su estructura externa básica los PLC muestran dos configuraciones fundamentales: - Estructura Compacta. - Estructura Modular. Ambas configuraciones no están determinadas por condiciones específicas, sino que dependen de varios aspectos, por ejemplo: costo, tipo de fabricante, prestaciones, dimensiones y peso, área de aplicación, etc.. Autómatas de Estructura Compacta Se distinguen por presentar en una sola unidad todos sus elementos integrantes, es decir, la fuente de alimentación, CPU, memorias, salida para red de comunicación y un conjunto de entradas y salidas que en general suelen ser digitales y no pasan de 20 en su totalidad. Un conector puerto serie permite enchufar el terminal de programación a una PC que se usa para realizar la programación y descargar el programa de aplicación a la memoria del autómata. 24.
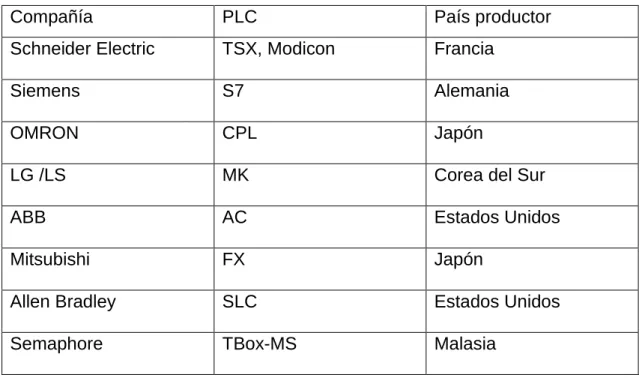
(33) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Debido a sus pequeñas dimensiones y peso, el montaje mediante carril DIN o tornillos suele ser muy sencillo y rápido.. Autómatas de Estructura Modular Como su nombre lo indica su estructura está compuesta por módulos que realizan funciones específicas. Entre ellos podemos mencionar los módulos de CPU´s con memorias de usuario o de programa, módulo fuente de alimentación, módulos de E/S digitales y/o analógicas, módulos PID, módulos para la comunicación (Ethernet, por ejemplo). La unidad de programación se une al módulo CPU mediante cable y conector. Los módulos para PLC se comercializan en una amplia gama y diversidad de opciones, las ofertas varían respecto a características, función, cantidad y tipo de E/S. Los módulos analógicos más comunes poseen desde 2 hasta 8 canales para entradas que cubren los rangos desde 0 a 10 volts, 4 – 20 mA, 0 – 20 mA, así como los destinados a funciones específicas como, por ejemplo, para la conexión directa de Pt-100, termopares, encoders, etc. 2.2 Principales fabricantes de PLC Son varias las compañías que alcanzan un alto desarrollo en la producción y comercialización de PLC en el mundo a lo largo de estas cinco décadas de historia. En nuestro país se trabaja con autómatas de varias de estas compañías. En la Tabla 2.1, se relacionan las principales compañías fabricantes de PLC y su producto líder.. 25.
(34) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Tabla 2.1. Principales fabricantes y desarrolladores de autómatas.. Compañía. PLC. País productor. Schneider Electric. TSX, Modicon. Francia. Siemens. S7. Alemania. OMRON. CPL. Japón. LG /LS. MK. Corea del Sur. ABB. AC. Estados Unidos. Mitsubishi. FX. Japón. Allen Bradley. SLC. Estados Unidos. Semaphore. TBox-MS. Malasia. 2.3 Software utilizados en la programación de PLC El software para programar los PLC se compone de un sistema operativo y un entorno de programación, capaz de soportar uno o más lenguajes de programación. Los componentes adicionales del software pueden ser: programas para diagnosticar y encontrar fallos, programar de visualización, comunicación, etc. Muy a menudos estos programas son parte del sistema operativo. El sistema operativo es de tipo convencional como Windows, Linux, Mac OS etc. Algunos de estos software son: TwidoSuite: Software de programación diseñado para asistirlo en el desarrollo de proyectos que utilizan PLC Twido. XPSMFWIN: Software de programación para autómatas de seguridad XPSMF.. 26.
(35) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Unity Pro: Software de programación depuración y operación para PLCs Modicon Quantum, Premium y M340. STEP 7-Micro/WIN: Software para programación de PLC Simatic S7-XX de la empresa Siemens. ProWORX 32: Software de programación para gama antigua de los PLCs Modicon PL7: Software de programación para los PLC TSX Micro y Premium. SoMachine: permite programar entre otras cosas la gama de PLC Modicon y poner en funcionamiento una amplia gama de elementos de Flexible Machine Control de Schneider Electric. 2.4 PLC M241 tipo TM241CE40R Para el caso particular cubano, una de las empresas internacionales proveedoras de componentes de automatización es la reconocida Schneider®, de la cual se tomarán catálogos, modelos y programas para el diseño de procesos industriales automatizados mediante PLC´s. La empresa también suministra el equipamiento eléctrico de accionamiento y maquinaria pesada (aunque para la última no se hace énfasis en el empleo exclusivo de sus diseños, es decir, se utilizan maquinarias de diversos proveedores). En la Figura 2.1, se aprecia un autómata programable (M241 tipo TM241CE40R) que puede ser usado en el proyecto de automatización de producción de madera plástica.. 27.
(36) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Figura 2.1. Autómata programable M241 tipo TM241CE40R de la firma Schneider®.[15]. 2.4.1 Características técnicas El autómata M241 tipo TM241CE40R cuenta con las siguientes especificaciones técnicas: 24 entradas digitales 8 entradas rápidas. 16 entradas normales. 16 salidas digitales 4 salidas rápidas. 12 salidas de relé (2A). Puertos de comunicación Puertos de línea serie. Un puerto Ethernet con protocolos Modbus TCP (cliente/servidor), Ethernet IP (adaptador), UDP, TCP.. 28.
(37) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Un puerto de programación con un conector USB mini-B incorporado en los controladores M241, está dedicado a la comunicación con un PC equipado con SoMachine para: Puertos serie incorporados. Fuente de alimentación es de 24V CC o de 100-240V CA. Memoria RAM de 64 Mbytes. Memoria Flash de 128 MB para guardar el programa y los datos en caso de corte de electricidad. Velocidad. de. ejecución:. 22. nano-segundos. para. instrucciones. booleanas. Consumo máximo 45 W. 2.4.2 Descripción de componentes En la Figura 2.2, se muestran los componentes de M241 y en la Tabla 2.2, la descripción de ellos.. Figura 2.2. Componentes del Autómata M241 tipo TM241CE40R.[12]. 29.
(38) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Tabla 2.2. Descripción de los componentes del Autómata M241 tipo TM241CE40R.. Numero. Descripción. 1. Interruptor Run/Stop. 2. Slot para tarjeta SD. 3. Soporte de la batería. 4. Slot para cartucho. 5 6. Indicadores LED para indicar los estados de E/S Puerto de programación USB mini-B / para la conexión de. 7. terminales a un PC de programación (SoMachine) Carril DIN (segmento DIN) de cierre de clip para 35 mm (1,38 in). 8. Salidas de relé incrustadas Salidas de transistor rápidas incrustadas Bloque de terminales extraíble de la salida. 9. Fuente de alimentación de 50/60 Hz de 100 a 240 V CA. 10. Puerto Ethernet / Tipo RJ45 (RS-232 o RS-485). 11. Indicadores LED de estado. 12. Conector de bus de TM4. 13 14. Puerto de la línea serie 1 / Tipo RJ45 (RS-232 o RS-485) Puerto de la línea serie 2 / Tipo del bloque de terminales de tornillo (RS-485). 15. Entradas digitales incrustadas Bloque de terminales extraíble de la entrada. 16 17. Conector de bus TM3/TM2 Cubierta de protección (slot para tarjeta SD, interruptor Run/Stop y puerto de programación USB mini-B). 18. Gancho de sujeción (gancho no incluido). 30.
(39) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Módulo de Switch Ethernet TM4ES4 En la Figura 2.3, se muestra el Módulo de Switch Ethernet TM4ES4.. Figura 2.3. Módulo de Switch Ethernet TM4ES4.[12]. El módulo TM4ES4 es un switch de 4 puertos Ethernet con los siguientes protocolos: Modbus TCP (cliente/servidor), Ethernet IP (adaptador), UDP, TCP y SNMP. Está preparado para ser utilizado conectándolo al bus de comunicación de los controladores M241. Este módulo se utiliza para añadir la función Ethernet a los controladores TM241C24... y TM241C40… sin puerto Ethernet incorporado mientras que ofrece la funcionalidad adicional de un switch Ethernet. Reglas de asociación: Hasta tres módulos de comunicación se pueden añadir en la parte izquierda de los controladores lógicos M241 para aumentar sus posibilidades de conexión a redes Ethernet y Profibus. Cuando está conectado a controladores lógicos con puerto Ethernet incorporado tipo. TM241CE24…. y. TM241CE40…. es. un. switch. de. cuatro. puertos. independiente: la comunicación entre el módulo TM4ES4 y el controlador Modicon M241 no se realiza de forma automática por el conector de bus.. 31.
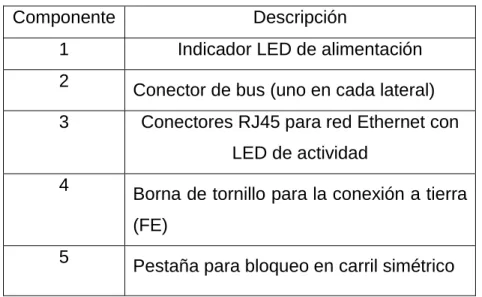
(40) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. En la Figura 2.4, se muestra de manera detallada las especificaciones del módulo y posteriormente, en la Tabla 2.3, la descripción de sus componentes en particular.. Figura 2.4. Componentes del Módulo Ethernet TM4ES4.[12] Tabla 2.3. Descripción de los componentes del Módulo Ethernet TM4ES4.. Componente. Descripción. 1. Indicador LED de alimentación. 2 3. Conector de bus (uno en cada lateral) Conectores RJ45 para red Ethernet con LED de actividad. 4. Borna de tornillo para la conexión a tierra (FE). 5. Pestaña para bloqueo en carril simétrico. 32.
(41) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Módulo analógico TM3AM6G En la Figura 2.5, se puede observar el módulo de E/S analógicos TM3AM6/ TM3AM6G.. Figura 2.5. Módulo de E/S analógicos TM3AM6/ TM3AM6G.[12]. Características técnicas: 4 entradas analógicas (I0, I1, I2 e I3). 2 salidas analógicas (Q0 y Q1). Compatible con Modicon M221, Modicon M241, Modicon M251. Voltaje de la fuente, 24 VDC. Número de canales (6). Familia de la marca de fábrica, Modicon. Tiempo de estabilización (1ms). Tipo de entradas analógica: corriente, rango de entrada: 0...20 mA corriente, rango de entrada: 4...20 mA tensión, rango de entrada: - 10...10 V tensión, rango de entrada: 0...10 V. 33.
(42) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Tipo de salidas analógica: Tensión, rango de entrada: - 10...10 V Tensión, rango de entrada: 0...10 V Corriente, rango de entrada: 0...20 mA Corriente, rango de entrada: 4...20 mA Diagrama de cableado: En la Figura 2.6, se representan las conexiones entre las entradas y salidas, los sensores y los actuadores, así como sus líneas comunes.. Figura 2.6. Diagrama de cableado para dispositivos de E/S analógicas, donde (1) indica los dispositivos de salida analógica de tensión y corriente y (2) indica los dispositivos de entrada analógica de tensión y corriente.[12]. 2.4.3 Sensores y transductores específicos El transductor o elemento primario, es el equipo que se utiliza para medir la variable de interés y proveer una señal de salida proporcional a ésta; se le llama elemento primario, debido a que la medición es la primera acción requerida para 34.
(43) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. controlar un proceso. Un sensor, propiamente hablando, es la parte del elemento primario que reacciona de alguna forma sensible a una propiedad física relacionada con la variable que se quiere medir y cuya respuesta se encuentra en una forma más conveniente, de modo que se utiliza como la entrada al resto del sistema. En la mayoría de los casos esto conlleva a la conversión de la cantidad física que se desea medir en una variable eléctrica, como resistencia, capacitancia, inductancia, voltaje o corriente, que puede medirse con mucha precisión y en una relación predecible. El transductor, por lo tanto, es el conjunto formado por un sensor y un transmisor que acondiciona la señal a alguna forma más adecuada para el sistema de control. La selección de un sensor para un proceso en particular requiere considerar la naturaleza de la medición. Las razones para seleccionar un equipo u otro varían. Para la operación del controlador la linealidad de la medición es muy importante, especial en los sistemas de control analógico. Por simplicidad de los modelos, los sistemas de control se diseñan suponiendo que la variación dentro de este ámbito se representa lineal a la variable medida. Sin embargo, uno de los mayores problemas en la operación de medición se debe al hecho de que la salida de un sensor a menudo varía de forma no-lineal con la variable que se mide y esta nolinealidad puede producir efectos indeseados en el sistema bajo control. En el control analógico es muy difícil compensar el problema, aunque existen circuitos especiales para linealizar la respuesta del sensor. En los sistemas de control digitales dicha linealización es más fácil de realizar, mediante un programa después de que los datos se ingresan. Sensor Pt100 Los Pt100 pueden entregar precisiones de una décima de grado con la ventaja de que no se descompone entregando lecturas erróneas, sino que en la mayoría de. 35.
(44) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. los casos se abre, con lo cual el dispositivo medidor detecta inmediatamente la falla del sensor y da un aviso. En la Figura 2.7, se pude observar el sensor Pt100, que consiste en un alambre de platino que a 0°C tiene 100 ohms y que al aumentar la temperatura aumenta su resistencia eléctrica.. Figura 2.7. Sensor Pt100 en una maqueta de la firma Schneider.[12] [13] [15]. Características técnicas: Elemento cilíndrico robusto. Coeficiente: 0.00385 Rango de -50 a 400°C. Permite conexión de 2 o 3 hilos. Transductor Cerabar PMC131 Los transductores Cerabar PMC131, tienen la particularidad de medir la presión en calibradores de peso muerto y la presión en tanques de agua; por ejemplo, asumiendo que 100mBar corresponde a 1metro de columna de agua, se puede medir el nivel del tanque. El transductor de presión está dotado de un sensor capacitivo de cerámica que es muy preciso y además muy resistente a la corrosión y abrasión.. 36.
(45) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. En la Figura 2.8, se pude observar el transductor Cerabar PMC131 empleado para la medición de la presión.. Figura 2.8. Sensor Pt100 en una maqueta de la firma Schneider.[12] [13] [15]. Características técnicas: Señal de salida: 4 a 20mA Alimentación de: 12 a 30V Rango de presión: 0 a 2Bar Potencia máxima: 6W Temperatura de trabajo: -20 a 100 °C 2.4.4 Conexión a la computadora Para transferir, ejecutar y monitorizar las aplicaciones, se conecta el controlador a un equipo que tenga instalado SoMachine mediante un cable USB o una conexión Ethernet. Conexión con puerto USB mini-B En la Figura 2.9, se puede observar una de las vías de conexión del M241 a la computadora mediante puerto USB mini-B, este es el puerto de programación que se puede utilizar con el software SoMachine (dicho software se caracterizará en el próximo epígrafe). Esta conexión es adecuada para las actualizaciones rápidas del programa o las conexiones de corta duración para realizar el mantenimiento e inspección de los valores de los datos. No es adecuada para las conexiones a largo plazo, como la puesta en marcha o la supervisión.. 37.
(46) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Figura 2.9. Conexión USB entre el autómata M241 y la computadora.. Conexión al puerto Ethernet También puede conectar el controlador a un PC mediante un cable Ethernet, como se muestra en la figura 2.10.. Figura 2.10. Conexión Ethernet entre el autómata M241 y la computadora.[12]. 2.4.5 Software de programación SoMachine V4.1 Los paquetes de software para la programación de autómatas convierten una computadora personal en un equipo de programación específico, aprovechando sus potentes recursos de interfaz con otros sistemas. Esta opción (computadora personal + software) constituye, junto con las consolas, prácticamente la totalidad de los equipos de programación utilizados por los programadores de autómatas. El software SoMachine V4.1 es una solución de software profesional, eficiente y abierto para desarrollar, configurar y poner en funcionamiento las funciones lógicas, control de motores, HMI y trabajo con redes relacionadas. SoMachine permite programar dispositivos de la familia de PLC Modicon y poner en 38.
(47) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. funcionamiento una amplia gama de elementos de la firma Schneider Electric. En la Figura 2.11, se aprecia su interfaz de usuario especialmente en el entorno de programación.. Figura 2.11. Entorno de programación de Software SoMachine V4.1.. El procedimiento básico a seguir para el uso del software SoMachine V4.1 es el siguiente: Creación de un nuevo proyecto. Selección y configuración del hardware a emplear. Desarrollo del programa. Creación del nuevo POU (Unidad Organizativa del programa). Simulación y/o descarga del programa al autómata y/o al HMI. 2.4.6 Entrada de instrucciones mediante interfaz gráfica El empleo del PLC M241 tipo TM241CE40R, permite hacer uso de una interfaz gráfica (HMIS5T) amigable con el usuario programada mediante el software Vijeo Designer V6.2, la cual ofrece ventajas a la hora de asignar valores a las variables. 39.
(48) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. técnicas utilizadas en el proceso de fabricación de madera plástica. En la Figura 2.12, se muestra la interfaz gráfica Magelis Serie HMISTU tipo HMIS5T.. Figura 2.12. Magelis Serie HMISTU tipo HMIS5T.[12]. El dispositivo de hardware en el cual está montada la interfaz gráfica, tiene las siguientes especificaciones técnicas: Software de configuración fácil y potente, Vijeo Designer. Alimentación de 24 VDC. Puerto serie RJ45, RS485/RS232 multiprotocolo. Puerto mini-USB, lista para usar memoria USB, teclado. Pantalla a color de alta definición TFT – QVGA. Tamaño de pantalla 3.5”. Acceso remoto vía a el explorador y envío de correo electrónico. Software Vijeo Designer Vijeo Designer es una aplicación de software de última generación con la que el usuario puede crear paneles de operadores y configurar parámetros operativos para dispositivos de la interfaz hombre-máquina. Este programa proporciona todas las herramientas necesarias para el diseño de un proyecto HMI, desde la adquisición de datos hasta la creación y la visualización de sinopsis animadas.. 40.
(49) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. Funciones del Vijeo Designer: 1.. Conectividad con varios autómatas.. El usuario puede configurar un panel HMI con vistas a comunicarse de forma simultánea con varios dispositivos de otros fabricantes. 2.. Creación de pantallas HMI.. Permite crear pantallas dinámicas para el panel HMI. Combina diferentes funciones en una aplicación sencilla, como objetos en movimiento, indicadores de nivel, indicadores de inicio/parada y conmutadores. La utilización de símbolos animados puede emplearse para crear y editar una pantalla gráfica de forma sencilla. 3.. Secuencias de comandos.. Proporciona la función de secuencias de comandos, de manera que el usuario puede reutilizar componentes o frases completas en otros proyectos a partir de una aplicación. 4.. Mensajes en varios idiomas.. Puede almacenar, en una misma aplicación, mensajes de alarma u objetos de texto en más de diez idiomas diferentes. Basta realizar una selección desde la pantalla de animación para cambiar la visualización al idioma seleccionado. 5.. Edición de variables a partir de otras aplicaciones.. Puede importar y exportar variables y ajustes como archivos CSV. Asimismo, las variables que se crean en Vijeo Designer pueden exportarse a otras aplicaciones.. 41.
(50) CAPÍTULO 2. AUTÓMATAS PROGRAMABLES (PLC) EN LA PRODUCCIÓN DE MADERA PLÁSTICA. 2.5 Conclusiones del capítulo El desarrollo tecnológico ha logrado aumentar en los procesos industriales el nivel de eficiencia y calidad en la producción; sin dudas gran parte de ese desarrollo ha sido gracias a la aplicación de técnicas de automatización y control, las cuales vinculan las componentes más complejas de los procesos con simples operaciones que brindan facilidades al operador para mejorar su trabajo. El proceso de fabricación de madera plástica, actualmente ejecutado de forma manual no se queda fuera de las perspectivas de desarrollo en su esfera, siendo de interés potencial insertar en el mismo, esquemas de automatización que permitan alcanzar mayores niveles de producción empleando menor mano de obra por concepto de recursos humanos y, por ende, lograr mayor calidad y fiabilidad en el proceso. El empleo de PLC en la fabricación de madera plástica, es sin duda la mejor variante para que con visión futurista, este proceso pueda tener la categoría de producción en serie con resultados a gran escala.. 42.
(51) CAPÍTULO 3. PROPUESTA DE AUTOMATIZACIÓN. CAPÍTULO 3. PROPUESTA DE AUTOMATIZACIÓN 3.1 Esquema de planta La Figura 3.1, muestra el esquema que tendrá la línea de producción de madera plástica, la cual cuenta con un horno, una prensa con su sistema de enfriamiento y dos moldes, además de los rieles necesarios con los carros correspondientes para el traslado de los moldes.. Figura 3.1. Esquema de la línea de producción de madera plástica.. 43.
(52) CAPÍTULO 3. PROPUESTA DE AUTOMATIZACIÓN. En la Tabla 3.1, se muestra la descripción de los símbolos empleados en el esquema de la planta. Tabla 3.1. Descripción de Símbolos empleados en el esquema.. Símbolos. Descripción. Sp1. Sensor de posición PASCO número 1. Sp2. Sensor de posición PASCO número 2. Sp3. Sensor de posición PASCO número 3. Sp4. Sensor de posición PASCO número 4. M1D. Motor 1 (giro derecha). M1I. Motor 1 (giro Izquierda). M2D. Motor 2 (giro derecha). M2I. Motor 2 (giro Izquierda). M3. Motor 3. M4D. Motor 4 (giro derecha). M4I. Motor 4 (giro Izquierda). M5. Motor 5. M6D. Motor 6 (giro derecha). M6I. Motor 6 (giro Izquierda). P1. Puerta de entrada del horno. P2. Puerta de salida del horno Termorresistencia. 44.
Figure
![Figura 1.1. Uso de madera plástica en accesorios de exteriores.[8]](https://thumb-us.123doks.com/thumbv2/123dok_es/7382622.465149/20.918.286.632.326.568/figura-uso-de-madera-plástica-en-accesorios-exteriores.webp)
![Figura 1.3. Cobertor de playa usado en instalaciones turísticas.[8]](https://thumb-us.123doks.com/thumbv2/123dok_es/7382622.465149/21.918.330.761.142.318/figura-cobertor-playa-usado-instalaciones-turísticas.webp)
![Figura 1.4. Módulo de producción de madera plástica de forma manual.[3]](https://thumb-us.123doks.com/thumbv2/123dok_es/7382622.465149/22.918.275.647.854.1000/figura-módulo-producción-madera-plástica-forma-manual.webp)
![Figura 1.5. Vivienda construida con tableros plásticos. [10]](https://thumb-us.123doks.com/thumbv2/123dok_es/7382622.465149/23.918.297.626.413.631/figura-vivienda-construida-tableros-plásticos.webp)
+7

![Figura 2.2. Componentes del Autómata M241 tipo TM241CE40R.[12]](https://thumb-us.123doks.com/thumbv2/123dok_es/7382622.465149/37.918.178.805.671.973/figura-componentes-del-autómata-m-tipo-tm-ce.webp)
![Figura 2.3. Módulo de Switch Ethernet TM4ES4.[12]](https://thumb-us.123doks.com/thumbv2/123dok_es/7382622.465149/39.918.442.526.243.444/figura-módulo-de-switch-ethernet-tm-es.webp)
![Figura 2.5. Módulo de E/S analógicos TM3AM6/ TM3AM6G .[12]](https://thumb-us.123doks.com/thumbv2/123dok_es/7382622.465149/41.918.437.520.276.445/figura-módulo-de-analógicos-tm-am-tm-am.webp)
Documento similar