Propuesta de sistema automatizado para la línea de refresco concentrado de la UEB Embotelladora Central Osvaldo Socarrás Martínez
95
0
0
Texto completo
(2) Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Automática y Sistemas Computacionales. TRABAJO DE DIPLOMA Propuesta de sistema automatizado para la línea de refresco concentrado de la UEB Embotelladora Central “Osvaldo Socarrás Martínez” Autor: Obrayan Lino Machado Email: [email protected]. Tutor: MsC. Robby Gustabello Cogle Email: [email protected]. Santa Clara 2015 "Año 57 de La Revolución".
(3) i. DEDICATORIA. A Bran, por llegar de último y ser el primero.
(4) ii. AGRADECIMIENTOS. A mis padres A mi novia A mi Tutor A los profesores que tuve A todos mis amigos y aquellos que me dieron ánimos.
(5) iii. RESUMEN. La UEB Embotelladora Central “Osvaldo Socarrás Martínez” es una Unidad de la Unión de Bebidas y Refrescos. Gran parte de su tecnología data de los años´90 del pasado siglo, aunque algunos equipamientos fueron adquiridos y montadas en el período 2013-2014. La línea de refresco concentrado no cuenta con ningún nivel de automatización por lo que todas las operaciones se realizan de manera manual. Esto provoca pérdidas de diversa índole, ausencia de datos fiables de producción, entre otros. En el presente trabajo se presenta una propuesta de automatización de la línea de refresco concentrado basado en un SCADA y diversos medios técnicos para la medición y el control de procesos..
(6) iv TABLA DE CONTENIDOS. DEDICATORIA ......................................................................................................................i AGRADECIMIENTOS ......................................................................................................... ii RESUMEN ........................................................................................................................... iii INTRODUCCIÓN .................................................................................................................. 1 CAPÍTULO 1.. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS ................. 4. 1.1 Automatización ................................................................................................................. 4 1.2 Sistemas automatizados .................................................................................................... 6 1.3 Modelos de automatización .............................................................................................. 7 1.3.1 Modelos heterárquicos ............................................................................................... 8 1.3.2 Modelos jerárquicos ................................................................................................... 8 1.3.3 Niveles de Automatización ...................................................................................... 10 1.4 Sistemas Digitales ........................................................................................................... 11 1.4.1 Sistemas de Control Distribuido (SCD)................................................................... 12 1.4.2 SCADA .................................................................................................................... 13 1.4.3 PLC y PC ................................................................................................................. 15 1.5 Producción industrial ...................................................................................................... 18 1.6 Industria de la bebida ...................................................................................................... 19 1.6.1 Surgimiento y evolución .......................................................................................... 20 1.6.2 Áreas principales de embotelladoras ....................................................................... 21 1.6.3 Automática en la industria de bebidas ..................................................................... 22 1.7 Consideraciones parciales ............................................................................................... 27 CAPÍTULO 2.. PROPUESTA DEL SISTEMA AUTOMATIZADO .............................. 29.
(7) v 2.1 Descripción del Flujo de Producción .............................................................................. 29 2.2 Solución a problemas de falta de automatización ........................................................... 36 2.2.1 Control de nivel para tanque de almacenamiento de agua tratada ........................... 36 2.2.2 Control de nivel en los tanques de preparación de jarabe........................................ 37 2.2.3 Control de las válvulas de salida de los tanques de preparación de jarabe .............. 39 2.2.4 Medición de flujo de CO2 en la bala de almacenamiento ....................................... 40 2.2.5 Elección del PLC ..................................................................................................... 41 2.3 Elección del software de supervisión y control .............................................................. 45 2.4 Propuesta del software SCADA: Movicon ..................................................................... 47 2.5 Consideraciones parciales ............................................................................................... 48 CAPÍTULO 3.. PRESENTACIÓN DEL SOFTWARE .................................................... 50. 3.1 Presentación del SCADA................................................................................................ 50 3.2 Ventanas del Proyecto .................................................................................................... 51 3.3 Variables del Proyecto .................................................................................................... 57 3.4 Alarmas ........................................................................................................................... 59 3.5 Data Loggers y Recetas .................................................................................................. 60 3.6 Basic Script ..................................................................................................................... 61 3.7 Eventos............................................................................................................................ 61 3.8 Usuarios .......................................................................................................................... 61 3.9 Impacto medioambiental................................................................................................. 62 3.10 Balance económico ....................................................................................................... 63 3.11 Consideraciones parciales ............................................................................................. 64 CONCLUSIONES ................................................................................................................ 65 RECOMENDACIONES ....................................................................................................... 66.
(8) vi REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 67 ANEXO 1 ............................................................................................................................. 69 ANEXO 2 ............................................................................................................................. 73.
(9) INTRODUCCIÓN. 1. INTRODUCCIÓN. La unidad empresarial básica UEB Embotelladora Central “Osvaldo Socarrás Martínez” es una Unidad de la Unión de Bebidas y Refrescos que produce y comercializa de forma mayorista refrescos carbonatados y bebidas saborizadas. También comercializa materias primas y materiales para el insumo. La Embotelladora cuenta con tecnología de la década del 90 en algunas áreas y con algunos equipamientos nuevos que fueron adquiridos y montados en 20132014. Existe una automatización deficiente en algunos procesos y en otros una falta total de control automático. Existen zonas de la producción que están completamente manuales y atentan contra el buen desenvolvimiento por el desaprovechamiento de tiempo, la falta de precisión en la producción de algunos jarabes y el peligro que representa para los operarios el trabajo manual en áreas de difícil acceso, donde pudiera existir una instrumentación automática que se encargue de dicha acción. También existe el derrame de líquidos por el procesamiento manual de los operarios en algunas zonas. Todos estos factores pueden ser solucionados con una correcta automatización de la producción de la planta que permita el monitoreo y control en las zonas donde sea necesario. Esto ahorraría gastos, elevando la productividad y desarrollando la empresa a un nivel de automatización que posibilitaría en el futuro renovaciones eficientes en la línea de producción. Situación del problema: En la UEB se presentan varias dificultades. Existe un deficiente control de algunos procesos, falta de documentación sobre el completo flujo de producción. Está.
(10) INTRODUCCIÓN. 2. presenta la acción humana en áreas y actividades de la producción que necesitan rigurosa precisión y seguridad. Falta supervisión de especialistas del flujo productivo por no existir ninguna herramienta que les permita esto de forma remota. La instrumentación es deficiente en algunas áreas. Interrogantes Científicas: ¿Cómo contribuir a la automatización de la planta embotelladora de refrescos UEB Embotelladora Central “Osvaldo Socarrás Martínez”? ¿Cuáles son los fundamentos teóricos sobre sistemas automatizados en la industria? ¿Cuál es el estado actual de los medios técnicos de automatización existentes en la planta UEB Embotelladora Central “Osvaldo Socarrás Martínez”? ¿Qué tipo de sistema automatizado se puede diseñar en la UEB Embotelladora Central “Osvaldo Socarrás Martínez”? Objetivos: Objetivo General: Diseñar un sistema automatizado para la línea de refresco concentrado de la UEB Embotelladora Central “Osvaldo Socarrás Martínez”. Objetivos Específicos: Caracterizar teóricamente el uso de sistemas automatizados industriales en la actualidad. Diagnosticar el estado de los Medios Técnicos de Automatización en la planta Embotelladora Central “Osvaldo Socarrás Martínez”. Determinar los componentes del sistema automatizado de la línea de refresco concentrado en la UEB Embotelladora Central “Osvaldo Socarrás Martínez”. Posibles resultados: El presente proyecto se espera constituya una solución viable y económicamente factible a la necesidad de automatizar la línea de refresco concentrado de la UEB.
(11) INTRODUCCIÓN. 3. Embotelladora Central “Osvaldo Socarrás Martínez”. También permita el estudio de los sistemas automatizados aplicados en la industria de embotellamiento de refrescos. Además le brinda a los directivos de dicha empresa un material de comparación y análisis sobre el efecto que provoca la automatización en la producción, posibilitando una mayor eficiencia en el proceso y minimizando pérdidas económicas por los problemas presentes en la planta en cuestión. La investigación y su aplicabilidad ofrecen la posibilidad a los especialistas de monitorizar los recursos utilizados en la fabricación de refresco, algo que hasta el momento se hacía a groso modo por la falta de herramientas y elementos técnicos que son propuestos en el proyecto. Estructura del Trabajo: El informe de la investigación se estructura en: introducción, capitulario, conclusiones, recomendaciones, referencias bibliográficas y anexos. En la introducción se dejará definida la importancia, actualidad y necesidad del tema que se aborda y se dejarán explícitos los elementos del diseño teórico. En el primer capítulo, se revisa la literatura especializada consultada. Se describen los aspectos generales sobre automatización industrial. Además se hace un estudio de las embotelladoras y los sistemas automatizados que se implementan en la actualidad. En el segundo capítulo se describe el estado de la instrumentación y la automática en la planta detallando el flujo de producción. Luego se propone la instrumentación y el software que conforman el sistema automatizado escogido. El tercer capítulo se dedica a realizar y explicar el software SCADA, haciendo un análisis medioambiental y un balance económico..
(12) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 4. CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. Con el desarrollo continuo de la humanidad el avance de sus sistemas productivos se hace cada vez mayor por la necesidad de suplir sus insuficiencias. La producción es la forma de generar riquezas dentro de la sociedad y es parte inherente de las relaciones económicas que rigen las relaciones sociales. Como consecuencia la empresa productiva es la forma principal del desarrollo del sector público y privado. En las últimas décadas se ha seguido la tendencia de automatizar de manera progresiva procesos productivos de todo tipo. Esta tendencia ha sido y sigue siendo posible gracias al desarrollo y abaratamiento de la tecnología necesaria. Entonces las empresas productivas se ven obligadas a automatizar sus producciones o de lo contrario se ponen en peligro de quedar obsoletos en un corto plazo. 1.1 Automatización Es de vital importancia entender brevemente que es la automatización. Según John Alexander Peñaloza Calderón (2008) la automatización es un sistema en el cual se transfieren las tareas de producción realizadas por operadores humanos a un conjunto de elementos tecnológicos. A esto cabe añadir que estos elementos que pueden ser equipamiento, sistema de información o procedimientos están relacionados funcionalmente entre sí y conforman una estructura jerárquicamente expandida..
(13) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 5. Para (Durana 2004) la automatización se compone de todas las teorías y tecnologías encaminadas de alguna forma a sustituir el trabajo del hombre por el de la máquina. Según (Lledó 2007) se puede definir automatización como un conjunto de técnicas asociadas con la aplicación de sistemas de tipo mecánico/electrónico y basado en ordenadores, cuyo objetivo es la operación y control de la producción. La automatización tiene como fin incrementar la productividad del proceso o la producción mediante la ejecución de varias funciones principales que pueden clasificar en(Izaguirre 2012): -. Funciones de dirección (establecimiento de los regímenes de operación del proceso,. formación y transmisión de señales hacia los dispositivos de. mando, supervisión del funcionamiento global del sistema y coordinación de factores). -. Funciones de Procesamiento y control de la Planta (adquisición y validación de los datos, linealización y calibración de las mediciones, corrección de resultados).. -. Funciones de Comunicación (comunicación entre los elementos de la planta, comunicación entre el proceso y el hombre).. -. Funciones informativa-computacionales (Indicación de las variables y parámetros del proceso, Registro histórico de la información, reportes de las incidencias y alarmas del proceso).. De manera global la automática logra aumentar la calidad de la producción, incrementa la seguridad de las acciones y mandos, simplifica el mantenimiento de manera que el operario no necesita conocer a fondo las características de todo el proceso productivo y se posibilita la realización de operaciones muy difíciles de controlar por el hombre, por presentar demasiados requisitos de rapidez y confiabilidad establecidos por el tipo de planta..
(14) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 6. 1.2 Sistemas automatizados Para la compresión de la complejidad y funcionamiento de un sistema automatizado y los elementos que se relacionan entre sí para lograr los resultados de la automatización vea en el Anexo 1 la Figura 1.1.. Los siguientes autores (Allaica and Lema 2011), (Durana 2004), (Izaguirre 2012), (Lledó 2007) refieren de forma común que un sistema automatizado está compuesto principalmente por elementos sensores, actuadores y controladores. Las características de estos elementos han variado con los años y cambiado con el desarrollo de la tecnología, mutando para adaptarse a las necesidades de la producción actual y a las especificaciones propias de cada planta. Para (Izaguirre 2012) los sistemas automatizados modernos presentan ciertas características que los hacen ventajosos para su aplicación en la industria: -. Esquemas de comunicación que garantizan el intercambio confiable de datos, tanto vertical como horizontal entre todos los componentes del sistema.. -. Alta capacidad de adaptación en las características del proceso para futuras aplicaciones, automatización flexible.. -. Trabajo en Tiempo Real.. -. Operación bajo el principio de: ´´Control descentralizado bajo mando e información centralizada´´.. -. Manejo y explotación de bases de datos.. -. Gran variedad de funciones implementadas que abarcan la explotación del sistema en las esferas de: automatización, control de procesos, monitoreo, ingeniería. (simulación. y. parametrización). diagnóstico. y. ayuda,. administración, etc. Una forma de describir los sistemas automatizados que los hace bien entendible es la planteada por (Calderón 2008) en la cual constan de dos partes principales, la Parte Operativa y la Parte de Mando..
(15) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 7. La Parte Operativa es aquella que interactúa directo con las máquinas o máquinas-herramientas del proceso. Son todos aquellos elementos que permiten el funcionamiento de la máquina y además que pueden ser controlados o supervisados. Dentro de esta clasificación se encuentran los sensores (CASTAÑO and TANGARIFE 2012). Los sensores son capaces de describir mediante señales analógicas las variaciones de las magnitudes físicas de un sistema o el estado físico de los componentes. Los sensores son componentes de los transductores que no son más que los dispositivos encargados de convertir las magnitudes físicas en señales eléctricas capaces de transmitirse a largas distancias y de comunicarse con los demás elementos electrónicos de un sistema de automatización. La parte de Mando son los elementos de toma de decisiones o control que en la actualidad lo constituyen normalmente equipos electrónicos programables, aunque en la historia de la automatización la tecnología utilizada cambió desde módulos lógicos (tecnología cableada), tarjetas electrónicas y relés electromagnéticos. Los equipos electrónicos programables que se utilizan hoy en día son casi en su totalidad Autómatas industriales o computadoras. Los avances en el campo de los microprocesadores de los últimos años han favorecido que se generalice las tecnologías programadas para la realización de automatismos. (CASTAÑO and TANGARIFE 2012). Por tanto ha evolucionado el uso de estos microprocesadores para ser integrados en pequeños dispositivos que pueden ser tanto transductores, como actuadores o los mismos autómatas. 1.3 Modelos de automatización Ya expuesto los principales componentes de un sistema automatizado es hora de hablar de cómo se estructuran estos en dependencia del tipo de proceso o producción en el que van a ser aplicados. En la literatura se establecen dos modelos básicos: modelos jerárquicos y modelos heterárquicos. Comparación en la Tabla 1.1 del Anexo 1..
(16) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 8. 1.3.1 Modelos heterárquicos Los modelos heterárquicos poseen una elevada eficiencia ante los cambios del sistema y se van adaptando a las características del entorno. Su forma se basa en la fragmentación del sistema en unidades pequeñas y que sean autónomas completamente. La arquitectura heterárquica se fundamenta en una total autonomía local resultando en un entorno en el cual los componentes trabajan en conjunto para lograr a nivel global todos los objetivos por decisiones locales. El enfoque heterárquico prohíbe todo tipo de jerarquía con el objetivo de dar todo el poder a los módulos básicos. (Sol 2008) Estos modelos se caracterizan por: -. Los disímiles componentes establecen comunicación como iguales sin existencia de jerarquía, a través de normas que rigen las negociaciones y la cooperación entre tareas.. -. Ser tolerante ante fallos, poseer escalabilidad y auto-configuración. -. Dar mucha importancia a la coordinación, puesto que al estar exento de niveles superiores no hay elementos que observen todo el sistema ni traten toda la información.. 1.3.2 Modelos jerárquicos Los modelos jerárquicos presentan como características que (Sol 2008): -. Siguen la estructura humana gerencial dela planta. -. Promueven el principio de autonomía (la responsabilidad puede ser delegada hacia los niveles inferiores de la jerarquía).. -. Promueven el principio de localidad (las unidades de la planta son usualmente distribuidas pero también usualmente comprimidas donde el control distribuido puede ser aplicado).. -. Permiten la distribución de las tareas de la planta a sistemas multicomputacionales debido a la disposición en capas de las funciones de control dentro de la jerarquía..
(17) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. -. 9. Las funciones más altas de la jerarquía tienden a enfocarse en planificación, mientras que los niveles bajos se centran en la ejecución.. -. Tienen robustez, predictibilidad y eficiencia.. Una ventaja de este tipo de modelo es que desechan la interdependencia entre tamaño y complejidad en función de la jerarquía, puesto que se puede evaluar desde cualquier posición dentro de la jerarquía con independencia del tamaño total. También se reduce la necesidad de transmitir información entre los diferentes elementos. Por el contrario, estos modelos tienen una estructura rígida que les impide reaccionar de una manera ágil ante variaciones globales, ya que los distintos niveles de la jerarquía no permiten que cualquier nivel tome el control frente a los demás.. De esta manera, el sistema podría ser vulnerable ante. perturbaciones y su autonomía y reactividad ante disturbios serían débiles, obteniendo una arquitectura costosa de desarrollar y difícil de mantener. En la Tabla 1.2 del Anexo 1 se pueden apreciar los principales modelos por cada tipo. El modelo de Automatización Piramidal de la ISO es el más difundido en el ambiente de producción continua. Los diferentes autores lo tratan como un modelo de cinco a cuatro niveles que comprenden todas las funciones de una planta de manera coordinada. Cada nivel se destaca por sus características peculiares en cuanto a funciones propias y hardware.. Figura 1.2 Modelo Piramidal de Automatización.
(18) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 10. 1.3.3 Niveles de Automatización El nivel más bajo llamado Campo o Proceso se incluyen los sensores, transductores, motores, válvulas, actuadores, elementos de control final, instrumentación de campo, módulos de E/S, PLC’s destinados al control de máquinas aisladas, dispositivos o procesos simples, lazos de control, robots, control de motores, etc.(Izaguirre 2012) Son los elementos más directamente relacionados con el proceso productivo.(Allaica and Lema 2011) El segundo nivel jerárquico llamado de Control o de Máquinas y Agregados Tecnológicos poseen los elementos que gestionan el funcionamiento de las máquinas y los sensores y actuadores del nivel inferior que pueden ser PLC´s , equipos. de. aplicación. específica. basados. en. microprocesadores. como. controladores digitales, máquinas herramientas, etc. El próximo nivel se nombra nivel Planta o Supervisión y abarca la gestión de la producción de la planta y está comprendido por grandes controladores con gran cantidad de E/S. Además se suele usar interfaces virtuales para representar y supervisar el funcionamiento de todos los procesos (alarmas, fallos, posibles alteraciones) de producción muchas veces integrado en un SCADA (Sistema Supervisor de Control y Adquisición de Datos). Existe un enlace entre los ordenadores que representan la información y los autómatas grandes y medianos. El ultimo nivel y de mayor importancia en jerarquía es el llamado nivel de Gestión o Fábrica, también conocido como Planificación y Empresa. Este nivel abarca toda la entidad en su conjunto, que puede supervisar una planta o una fábrica con varias plantas. En este nivel se planifica toda la producción. Los medios presentes pueden ser desde grandes servidores y centros de cómputos comunicadas por redes de alto nivel. Según (Izaguirre 2012) este nivel presenta una comunicación que no tiene grandes exigencias de velocidad pero en cambio sí de fiabilidad. Además se encarga de la supervisión total del sistema, los aspectos técnicos, mercantiles, propagandísticos y sociales..
(19) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 11. 1.4 Sistemas Digitales En nuestros días el creciente y continuo uso de tecnologías computacionales ha permitido un aumento en la velocidad de realización de cálculos, ampliar la memoria de procesamiento y almacenamiento de datos y mejor, así como una capacidad de comunicación más confiable y rápida entre los diferentes sistemas. El avance más significativo que posibilitó el uso de microcomputadoras en la automatización de los sistemas fue el desarrollo hacia formas y esquemas de control descentralizado. La aplicación de la computadora se ha generalizado de forma talnen los entornos industriales que es inadmisible dejar de hablar de los sistemas digitales. De esta forma el término “Sistema Digital” se emplea para hacer referencia a cualquier sistema basado en computadora, o basado en microprocesadores, empleado ya sea en el control y/o la adquisición de datos.(Izaguirre 2012) Un sistema digital es un conjunto de dispositivos destinado a la generación, transmisión, manejo, procesamiento o almacenamiento de señales digitales. También, y a diferencia de un sistema analógico, un sistema digital es una combinación de dispositivos diseñados para manipular cantidades físicas o información que estén representadas en forma digital; es decir, que sólo puedan tomar valores discretos. Los sistemas digitales usados en aplicaciones de control y supervisión se han ido agrupando a lo largo de los años en tres categorías que si bien no son completamente independientes una de otras si tienen sus rasgos específicos. Su uso y función es casi el mismo para cada categoría solo diferenciándose en la forma en que se aplican y esquematizan dentro del proceso de producción. Las categorías son las siguientes: -. Sistemas de Control Distribuido (SCD). -. Sistema Supervisor de Control y Adquisición de Datos (SCADA, siglas en inglés). -. Sistemas a base de Autómatas Programables y PC.
(20) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 12. 1.4.1 Sistemas de Control Distribuido (SCD) Se define un SCD como el conjunto de dispositivos de hardware y elementos de software que de manera conjugada realizan el control y supervisión de datos dentro de un proceso o planta. Los SCD trabajan con una sola Base de Datos integrada para todas las señales, variables, objetos gráficos, alarmas y eventos del sistema. La herramienta de ingeniería para programar el sistema junto con los objetos gráficos de monitorización es un ente centralizado para poder desarrollar la lógica de los controladores. En los SCD la plataforma de programación es multiusuario de manera que es posible para los programadores del sistema trabajar de manera simultánea sin presentar conflictos sobre las versiones. Todos los equipos del sistema están sincronizados contra un mismo reloj patrón, de forma que todas las alarmas, medidas, eventos tienen una misma marca de tiempo (constante de tiempo para los eventos discretos). Los SCD disponen de herramientas para la gestión de información de planta, integrándola verticalmente hacia la cadena de toma de decisiones y demás sistemas superiores en la jerarquía del proceso productivo. Ver Figura 1.3. Figura 1.3 Esquema típico de un Sistema de Control Distribuido.
(21) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 13. 1.4.2 SCADA Los SCADA o Sistema Supervisor de Control y Adquisición de Datos son una aplicación de software sobre PC principalmente, aunque pueden presentar otras HMI (interfaz hombre-máquina, siglas en inglés) que proporciona monitorización y control sobre la producción permitiendo la comunicación con los elementos de hardware de los diferentes niveles dentro de la pirámide de automatización. Los sistemas SCADA son capaces de propiciar las siguientes funciones: -. Monitorización de procesos generales o específicos.. -. Gestión de la producción (facilita la programación de la fabricación).. -. Mantenimiento de los elementos (permite el registro de variables de interés sobre los dispositivos para determinar fallos, índices de fiabilidad, error, etc.).. -. Control de la calidad de la producción (proporciona en tiempo real y de manera automatizada datos necesarios para calcular índices de la producción).. -. Administración (los datos del SCADA pueden enlazarse con sistemas de planificación de recursos empresariales).. -. Tratamiento histórico de información (almacenar en base de datos).. -. Gestión de toda la información en un Centro de Control y Visualización.. -. Comunicación entre el hardware y el resto de elementos informáticos de gestión.. Comparando el desempeño de un sistema a base de PLC con el SCADA el PLC realiza un control pre-programado sobre un proceso, normalmente estos equipos se distribuyen a lo largo de toda la planta, haciendo difícil recoger los datos de manera manual, los sistemas SCADA lo hacen de manera automática. Históricamente los PLC no tienen una manera estándar de presentar la información al operador. La obtención de los datos por el sistema SCADA parte desde el PLC o desde otros controladores y se realiza por medio de algún tipo de red y un protocolo de comunicación..
(22) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 14. De forma general, los SCADA permiten al cliente conocer en todo momento el estado. de. una. instalación,. centralizando. toda. la. información. de. los. emplazamientos remotos en uno o varios Puestos de Control. Los equipos de control situados en las estaciones analizan los parámetros más importantes recogiendo los valores aportados por los diferentes sensores. Cuando se identifica una situación especial o de alerta estos equipos realizan la actuación adecuada y advierten de la misma al Puesto de Control, desde donde se procesa la información y se genera de forma automática la señal de mando apropiada. De igual forma, desde el Puesto Central se puede obtener, en tiempo real, cualquier información relativa a las estaciones remotas.(Izaguirre 2012) Para que la instalación de un SCADA sea perfectamente aprovechada, debe de cumplir varios objetivos: -. Deben ser sistemas de arquitectura abierta (capaces de adaptarse según las necesidades de la empresa).. -. Deben comunicarse con facilidad al usuario con el equipo de planta y resto de la empresa (redes locales y de gestión).. -. Deben ser programas sencillos de instalar, sin excesivas exigencias de hardware. También tienen que ser de utilización fácil.. La utilización de SCADA en procesos productivos eleva el rendimiento y aporta una serie de ventajas a la empresa a nivel global. Presentan un sistema de medición mucho más confiable y de mayor velocidad a nivel global. No se necesita de personal humano en áreas de difícil acceso o condiciones riesgosas para realizar labores de lectura de las variables ya que de esto se encargan dispositivos como PLC´s, RTU (Unidades remotas de E/S) o PAC´s (Controlador de Automatización Programable, siglas en inglés). Se dispone de información de todos los procesos para el estudio y análisis. Además se reducen los costos de operación y mantenimiento..
(23) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 15. Figura 1.4 Esquema de un SCADA para un sistema típico 1.4.3 PLC y PC Muchas de las automatizaciones presentes en industrias y empresas no se pueden clasificar netamente como sistemas SCADA o SCD. El uso de PLC y PC combinadas para crear un sistema de automatización responden más a las características del proceso a controlar y los requerimientos de este. El uso de computadoras modernas en los sistemas de automatización tiene claras ventajas en cuanto a la flexibilidad para el trabajo con procesos que pueden ser rápidamente modificados. Permiten adaptarse a diferentes hardware o la conexión de disímiles dispositivos pero presentan la inconveniente que como no son fabricadas para entornos peligrosos industriales son un elemento frágil en la línea de producción. Los autómatas aparecieron por primera vez en EE.UU por la necesidad de sustituir la lógica cableada en la industria automotriz. En general los actuales autómatas industriales son elementos robustos basados en microprocesadores orientados a sistemas de evolución secuencial diseñados para trabajar en entornos de plantas o procesos de producción, aunque son fabricados para casi todo tipo de automatismo..
(24) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 16. El autómata es el elemento principal del sistema. Es quien controla y comunica los diferentes dispositivos. El autómata por excelencia para su uso hoy en día es el PLC o Controlador Lógico Programable. El PLC trabaja en base a la información recibida por los sensores y en dependencia de un programa interno da determinados valores en la salida para servir de mando a los actuadores o comunicar con otros dispositivos. El PLC por sus especiales características de diseño tiene un campo de aplicación muy extenso. La constante evolución del hardware y software amplía este campo para poder satisfacer las necesidades que se detectan en el espectro de sus posibilidades reales. Su utilización se da fundamentalmente en aquellas instalaciones en donde es necesario un proceso de maniobra, control y señalización, entre otros. Por lo tanto su aplicación abarca desde procesos de fabricación. industriales. de. cualquier. tipo. a transformaciones industriales,. control de instalaciones, entre otros. Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad de almacenar los programas para su posterior y rápida utilización, la modificación o alteración de los mismos hace que su eficacia se aprecie fundamentalmente en procesos en que se producen necesidades tales como:(CASTAÑO and TANGARIFE 2012) -. Espacio reducido. -. Procesos de producción periódicamente cambiantes. -. Procesos secuenciales. -. Maquinarias de procesos variables. -. Instalaciones de procesos complejos y amplios. -. Chequeo de programación centralizada de las partes del proceso. Cuando se tienen en cuenta factores como costo, confiabilidad, robustez, utilización. eficiente. del. espacio,. flexibilidad,. mantenimiento. e. incluso. transportación los PLC presentan grandes ventajas para automatizar: -. Menos componentes: la sustitución de todo el cableado ocasiona una ganancia en volumen, en dimensiones y una simplicidad de empleo. Así.
(25) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 17. mismo el sistema en general se vuelve más confiable al tener cada vez menos piezas mecánicas. -. Menos conexiones: los cableados se reducen drásticamente a solo tener los captadores que son los elementos y dispositivos que monitorean y conducen las señales al PLC como sensores, transductores entre otros así como en la etapa de control están entonces los actuadores.. -. Más funcionalidades: al trabajar con elementos programables, se tiene una mayor flexibilidad para cambiar los programas y las funciones según las necesidades de la industria, es decir se adaptan a los cambios en el progreso.. -. Mayor comodidad: el programa construido especialmente para una máquina puede ser duplicado y aplicado en toda una gama de máquinas que se encuentren trabajando en serie. Esto reduce costos pues reduce tiempo de programación y de trabajo del operador.(Calderón 2008).. Las técnicas utilizadas para refinar la automatización de los procesos se basan en técnicas de diseño secuencial que utilizan métodos y herramientas matemáticas que por su grado de dificultad se corren sobre PC´s. Entonces el control que ejecuta el PLC se ve condicionado por resultados calculados en un ordenador, por lo que se hacen dos dispositivos que tienen que trabajar conjuntamente y no necesariamente necesitan mostrar un resultado visual. Podemos hablar también de un sistema de control y supervisión que no tenga una magnitud muy complicada en cuanto a números de variables, o lazos y con unos pocos autómatas y computadora se puede realizar sin tener que plantearse todo un sistema SCADA, estaríamos hablando aquí de un sistema a base de PC y PLC. En la literatura aparecen algunos datos que ayudan a ilustrar el uso de PLC y PC en la industria moderna: el 55.7 % de los usuarios emplea los PLC de forma independiente. El 35.6 % de los usuarios industriales de autómatas lo usa en redes propias de estos. De ellos un 32.2 % en alguna medida están conectados a redes de PC. En total un 6.3 % de estas redes de PLC están formando parte.
(26) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 18. integrante de sistemas profesionales de control distribuido (con tendencia al aumento).(Izaguirre 2012) Las PC por independiente tienen características que las hacen ventajosas en el uso con PLC. Los componentes de hardware y software destinados para la fabricación de PC son cada vez más rápidos, robustos y fiables. El ordenador ha estado presente en todas las industrias aunque primeramente de manera de herramienta. Hoy en día los especialistas transfieren a los ordenadores tareas de automatización que antes no les era posible ejecutar. Asociados a los PC están los atributos de tiempo real y las propiedades de seguridad. 1.5 Producción industrial Se identifica a la industria como un conjunto de procesos y actividades que tienen como finalidad transformar las materias primas en productos elaborados, de forma masiva y bajo estándares de calidad. Para su desarrollo, la industria necesita materias primas, maquinarias y equipos tecnológicos para transformarlas y, por supuesto, recurso humano. A diferencia de la producción artesanal, en la producción industrial, por principio, se busca elevar la productividad bajando costos de producción y tiempos de proceso, y mejorar la calidad del producto final, lo que generalmente se logra. utilizando. tecnología. moderna. y. optimizando. los. procesos. de. producción.(Allaica and Lema 2011) En la industria el sistema de producción no es más que un conjunto de procesos o acciones relacionados de forma dinámica que pretenden la transformación de ciertos elementos para la obtención de un producto con mayor valor. Para automatizar un proceso primero hay que entenderlo y saber cómo funciona. Los sistemas de producción industrial se dividen en: -. Producción industrial bajo pedido. -. Producción industrial por lotes o batch. -. Producción industrial continua. Producción industrial bajo pedido.
(27) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 19. Es un sistema de producción discreta o discontinua. Una vez que se recibe un encargo se establece el plan, las características de producción y esta varía con cada producto. Muchas veces se involucran trabajos de laboratorio y pruebas varias en el mismo proceso de producción. Se realizan investigaciones y se ensayan experiencias en tiempos cortos que incluyen mucho trabajo manual. Producción industrial por lotes o batch Lo usan las industrias para fabricar una cantidad limitada de productos cada vez. En estas producciones se usa implementar una secuencialización de las operaciones. Algunos autores como (Sol 2008) plantean que estos sistemas utilizan ¨recetas¨. Cada receta describe con toda precisión cada uno de los lotes a fabricar o controlar, convirtiéndose en un elemento de primer orden de cualquier control de proceso por lotes. Se suele usar nomenclatura propia para la automatización de los procesos: CAD-CAM (abreviatura inglesa para CAD Diseño asistido por computadora y CAM Fabricación asistida por computadora), células flexibles de automatización, etc. Los procesos por lotes están presentes en una amplia variedad de sectores industriales tradicionales: industria química, de alimentación, farmacéutica, etc., así como en nuevos sectores tecnológicos como el de la biotecnología: reactores de depuración de aguas, procesos de fermentación en birreactores, etc. Producción industrial continua Son las producciones de un determinado material o servicio de forma continua en el tiempo donde el ritmo de fabricación es acelerado y las operaciones se ejecutan sin interrupción. Este tipo de procesos se caracterizan por que en ellos es necesario medir (caudalímetros, sensores de presión, etc.) y controlar elementos (electroválvulas proporcionales, motores, etc.) mediante variables analógicas y algoritmos de control. 1.6 Industria de la bebida La industria de las bebidas se compone de dos categorías principales y ocho subgrupos.(Franson, Colon et al. 2013) La categoría de las bebidas sin alcohol.
(28) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 20. comprende: la fabricación de jarabes de bebidas refrescantes; el embotellado y enlatado de agua y bebidas refrescantes; embotellado, enlatado y envasado en cajas de zumos de frutas; la industria del café; y la industria del té. La categoría de las bebidas alcohólicas incluye los licores destilados, el vino y la cerveza. La industria de las bebidas, considerada desde un punto de vista global, aparece muy fragmentada, lo que resulta evidente por el gran número de fabricantes, de métodos de envasado, de procesos de producción y de productos finales. La industria de bebidas refrescantes constituye la excepción de la regla, pues está bastante concentrada. Aunque la industria de las bebidas esté fragmentada, sigue un proceso de consolidación desde el decenio de 1970, de modo que está cambiando la situación. Desde principios de siglo, las compañías de bebidas han evolucionado desde las empresas regionales que producían artículos destinados principalmente a los mercados locales hasta las gigantescas empresas de hoy, que elaboran productos para mercados internacionales. Este cambio se inició cuando las compañías del sector adoptaron técnicas de producción en masa que les permitieron expansionarse. Además, durante este tiempo, se consiguieron avances en el envasado de productos y en los procesos que incrementaron enormemente el período de validez de los productos.(Franson, Colon et al. 2013) 1.6.1 Surgimiento y evolución Para hablar del principio de las embotelladoras debemos enlazar diferentes aspectos que la conforman desde los inicios de las botellas, tapas y las necesidades que hicieron posible crear una embotelladora. En la antigua Roma el término ampulla, botella, se designaba una vasija que tuviera cualquier forma y que estuviera hecha de cualquier material, pero sobre todo el nombre servía para designar un recipiente con el cuello largo y estrecho y el cuerpo inflado. En 1892, William Painter creó una tapa o sello que llamó “corona” por su semejanza con la corona utilizada por las reinas, en 1906 y 1909 Samuel C. Bond desarrolló y patentó un sello que llamó tapa..
(29) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 21. No se sabe a ciencia cierta desde sus inicios que se introducía en lo que hoy llamamos botellas, se utilizó tanto para aceites como para trasportar diferentes líquidos; lo que sí se debe tener en cuenta para hablar de las embotelladora es su desarrollo tecnológico. El consumo de refrescos ha aumentado en forma constante a lo largo de los años desde 36 millones de raciones de 240 ml en 1850 hasta cerca de 75 billones de raciones hoy en día. El consumo per cápita se incrementó en el mismo periodo desde aproximadamente 2 raciones, hasta 350 raciones de 240 ml al año. El producto a lo largo de los años también se ha ofrecido en muchos tipos de recipientes y tamaños. (ROJAS, OLIVA et al. 2007) La moderna planta fabricante de refrescos es un sistema de procesos altamente mecanizados y espacios limpios, parte del procesamiento de alimentos. La elaboración de refrescos es un proceso mecánico complejo que requiere de maquinaria especial que trabaja a la mayor velocidad posible. En los albores de la industria, en el siglo XIX, los concentrados y las bebidas refrescantes se fabricaban en las mismas instalaciones. En ocasiones, se vendía el concentrado a los consumidores, que preparaban sus propias bebidas refrescantes. El crecimiento del mercado de bebidas carbonatadas condujo a una especialización entre la fabricación de la bebida refrescante y el concentrado. Las. plantas. de. concentrado. están. optimizando. constantemente. sus. procedimientos mediante sistemas automáticos. Al aumentar la demanda de concentrado, la automatización permite al fabricante satisfacer las necesidades sin ampliar las dimensiones de la planta de fabricación.(Franson, Colon et al. 2013). 1.6.2 Áreas principales de embotelladoras Las operaciones que se llevan a cabo en una planta de fabricación de refresco pueden variar en dependencia de las características del producto y la planta, pero en todas es común las siguientes áreas:.
(30) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. -. Tratamiento de agua. -. Recepción de materias primas. -. Fabricación del concentrado. -. Llenado de los concentrados y los aditivos. -. Transporte de los productos terminados. 22. En la mayoría de los mercados mundiales de bebidas, las refrescantes o carbonatadas son las principales ventas, superando a la leche y el café en muchos países en términos ¨per cápita¨. Las exigentes regulaciones sobre el control y la calidad de los procesos de tratamiento de agua y embotellado han aportado a la industria un alto grado de pureza y confianza. Las fábricas que no cumplan con requisitos higiénicos y de algún grado de automatización tienden a ser desechadas por los consumidores y quiebran, pues no se hacen rentables. La automática juega un papel muy importante en los factores antes dichos. A diferencia de lo que sucediera en el pasado, el mercado de las bebidas ofrece hoy oportunidades que pueden aprovecharse sólo si las empresas disponen de la tecnología que les permite posicionarse en un punto privilegiado respecto de la competencia: el desarrollo de nuevos tipos de productos, el crecimiento del mercado de marcas paralelas y la necesidad de distinguirse constantemente tanto en términos del packaging como de formato demuestran que una gran flexibilidad es un factor absolutamente prioritario.(OCME 2014) 1.6.3 Automática en la industria de bebidas A continuación vamos a exponer ejemplos de fábricas de bebidas que han utilizados. los. diferentes. componentes. y. esquemas. de. automatización. mencionados en la primera parte de este capítulo para mejorar su producción, elevar eficiencia y abaratar costos. Industria de bebidas en México En los últimos años del siglo pasado nació en México la Industria Productora de Refrescos. El antecedente más antiguo de que se tiene registro y que es considerado como una de las primeras empresas del ramo fue ¨La Montañesa¨,.
(31) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 23. fundada en 1886. Después de varias fusiones esta empresa llego a formar parte de la compañía Topo Chico, S.A. En 2007 se propone automatizar el llenado y paletizado de esta fábrica. Para esto utilizan un PLC de la marca Allen-Bradley de la familia PLC-5. Y para la etapa de envasado usan una llenadora Volumetic VODM_PET de la compañía Krones. Industria Licorera Embotelladora de Loja sociedad anónima (I.L.E.L.S.A), Ecuador La compañía tiene por objeto la compra, procesamiento, elaboración y comercialización de alcoholes, aguardiente y derivados en general y actualmente el envasado de toneles de agua para el consumo de la ciudadanía., esta última ya automatizada. Esta empresa licorera propuso su automatización en 2007 usando autómatas de la firma Omron modelo SYMAC C200HX. Este autómata fue pionero en el área de la aplicación de Lógica Fuzzy. Usan además el PLC de Siemens Simatic S7-300 y un visualizador de campo OP37. Planta COPLAN COPLAN ha trabajado en la automatización de todo un tren de envasado de bebidas, específicamente de botellas de vidrio. Un típico tren de envasado consta de al menos ocho máquinas principales como a continuación se menciona: desestibadora, desembaladora, lavadora de botellas, dos llenadoras de botellas de dos formatos, pasteurizador, embalador y estibador; adicionalmente consta de vías de transporte de botellas conformadas por cadenas y bandas transportadoras. En general, el tren contiene aproximadamente 100 motores eléctricos, 30 variadores de velocidad, 60 fotoceldas, 50 interruptores de presión y diversos sistemas hidráulicos; todo esto para un total de aproximadamente 1.650 entradas. La solución de automatización consistió en cuatro procesadores Allen-Bradley 5/40E (Ethernet) ubicados en un cuarto de control principal y módulos Flex I/O discretos y analógicos repartidos a lo largo del tren utilizando varias conexiones Remote I/O con distancias de aproximadamente 100 metros desde el procesador y salidas (analógicas y discretas). La lógica de control de los procesadores incluye.
(32) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 24. la operación de cada máquina; en algunas, se incluyen hasta cinco lazos cerrados (instrucciones PID), así como también control discreto de alta velocidad (llenado e inspección de botellas) y el control continuo de la velocidad de los motores de las vías de transporte de botellas (interconexión analógica entre PLC y variadores de velocidad). La operación y supervisión del funcionamiento de las máquinas del tren se realiza a través de seis interfaces humano máquina (HMI) PanelView 900C de Allen Bradley, manejando cada una por lo menos un centenar de tags en sus bases de datos y en total 60 despliegues en color con información de tiempo real. Todos los controladores se encuentran conectados en una red Data Highway Plus que les permite intercambiar información a fin de establecer la secuencia de operación entre máquinas; así como el cálculo y distribución de las eficiencias instantáneas de cada máquina.(COPLAN 2007) Planta “El Tiro” de la firma Osbourne La empresa S.G.A. Distribuciones Especializadas, S.L. ha desarrollado el sistema automático de control de tres líneas de envasado en la planta embotelladora “El Tiro” perteneciente a la empresa Osbourne. Para las sincronizaciones de las velocidades de las líneas de embotellado, se ha instalado un convertidor de frecuencia Sysdrive 3G3MV de Omron con control vectorial en lazo abierto en cada una de las máquinas. El control se realiza mediante autómata programable CS1 de Omron, encargado de recibir todas las señales de campo procedentes de cada una de las máquinas, generar las maniobras y los cálculos de sincronismo. En el autómata programable CS1 también se implementan dos líneas de comunicación. La primera está basada en la red Controller Link para conexión con el ordenador central de control en el que corre un SCADA SCS también de Omron. Solo desde este punto se puede realizar un control de mando de las líneas. La segunda línea de comunicación está basada en una red Ethernet por la que se establecen comunicaciones con otros dos ordenadores de visualizaciones desde.
(33) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 25. los cuales se tiene acceso a los datos de las líneas pero sin poder actuar sobre ellas. La aplicación de software desarrollado en SCS ofrece pantallas necesarias para el control de cada uno de las líneas, y la generación de dos tipos de bases de datos. “Producción “e “Incidencias”, por cada línea de embotellado. Incluye también una aplicación en ACCESS que proporciona consultas de las base de datos generales.(Maldonado 2007) Planta de Automatización Esteban Núñez La empresa Automatizaciones Esteban Núñez, dedicada a la fabricación de máquinas embotelladoras, ha incorporado en sus desarrollos la automatización con equipos de control Omron para evitar la rigidez que provoca las soluciones tradicionales mediante sistemas mecánicos. En la toma de decisión, ha contado con el asesoramiento de la empresa Carol Industrial, Colaborador de Omron en Sabadelli. La utilización de equipos de control Omron ( autómata programable CPM1, convertidores. de. frecuencia. 3GV3JV,. servomotor. RS88MUEP,. terminal. programable NT21 y sensor E3ZB, ha permitido dotar de mayor flexibilidad de la línea, pudiendo parametrizar su funcionamiento en función de la producción deseada o el tipo de líquido que se desea embotellar. La velocidad de llenado se controla mediante un convertidor de frecuencia 3G3JV de Omron, que sustituye al variador mecánico originario, siendo posible ahora una mayor gama de velocidades, reduciendo el coste y espacio en la máquina. Ingenio azucarero La Quebrada Azul La Quebrada Azul es un Ingenio azucarero ubicada en la zona norte de Costa Rica. Este ingenio cuenta con varios años de experiencia en el sector y como la mayoría de las empresas se ha modernizado. En sus actualizaciones tecnológicas ha utilizado a la empresa Siemens, para automatizar las diferentes partes de su proceso. Para esta automatización tienen una participación muy importante los PLC S7-300 CPU 315-2DP..
(34) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 26. Cervecería Tínima, Cuba Esta cervecería ubicada en la provincia Camagüey se encarga de la producción de cerveza en envases de cristal. Su producción debe satisfacer el mercado nacional en varias provincias de la región Central y Oriental del país. En el área de embotellado se cuenta con tecnología de Siemens en especial los modernos PLC S7-300 CPU 315 2DP y también los modelos S7-200. Esta misma empresa usa también PLC de la marca LG. Planta IMS, Cuba La Planta IMS, perteneciente a la Empresa de Prefabricados #4 (EPP4 de la provincia Villa Clara) posee un sistema de control el cual está implementado sobre un autómata programable (PLC) de la serie C200HX-CPU44 de la OMRON el cual permite elaborar recetas prediseñadas y nuevas, operación automática y manual y utiliza un Terminal NT11 como interfaz con el operador para entrada de datos y ejecución de tareas.(Saez 2007) Krones, Filipinas Krones AG es una empresa productora en líneas de embalaje y llenado de bebidas, alimentos líquidos, productos farmacéuticos y cosméticos como también químicos en botellas de tereftalato de polietileno (PET), de vidrio y en Lata. Los principales desarrollos tecnológicos de la empresa empiezan en 1997 los cuales son: -. 1997 Inicio de la producción de estiradoras-sopladoras para la fabricación de botellas PET. -. 2000 Suministro de la primera planta para el llenado aséptico de refrescos sensibles. -. 2002 Realización de la primera planta de reciclaje de PET para el tratamiento de botellas PET y su reutilización como materia prima apta para el contacto con alimentos. -. 2005 Ampliación de la tecnología aséptica de llenado por el proceso de esterilización húmedo con H2O2; hasta este momento Krones ofrecía.
(35) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 27. únicamente la esterilización con ácido peracético. A partir de esta fecha Krones ofrece ambas técnicas. -. 2010 Introducción al mercado de FlexWave, tecnología de calentamiento por microondas de Krones para la producción de envases PET mediante el proceso de estirado-soplado bajo consume de menos energía; desarrollo de ProShape – método para la producción de envases de plástico ovalados y asimétricos. -. 2011 Introducción al mercado de LitePac, proceso de embalaje de bebidas: las formaciones de botellas PET se hacen solamente con un fleje de poliéster y una correa de transporte, reduciendo así los residuos de envases hasta un 75% en comparación con embalajes de película.. En la actualidad la empresa tiene instalada una línea completa de producción de ron controladas por PLC de la firma Siemens, con un rendimiento de 28.200 b/h. Ha sido instalada una inspeccionadora Linatronic735 para controlar la calidad de las botellas vacías. A continuación una llenadora Isofill VV llena las botellas. La línea. es. completada. por. una. etiquetadora. Starmatic,. una. embaladora. WrapapacW25 y una paletizadora Pressant Compact.(Saez 2007) 1.7 Consideraciones parciales La tendencia mundial de globalización de la economía exige que las empresas realicen continuamente inversiones para mantenerse en constante innovación, lo que conlleva a elaborar proyectos de inversión. Para esto tienen que contar con los principales fabricantes y mejores especialistas en las ramas que le conciernen. En las plantas embotelladoras actuales, se tienen sistemas semiautomáticos para la producción de bebidas gaseosas y no gaseosas, que hacen que la producción sea lenta e intermitente. Debido al crecimiento en la demanda del producto, se ven en la necesidad de automatizar sus líneas de producción para satisfacer las necesidades del mercado. Aumentando así la producción, elevando la eficiencia, reduciendo costos, mudando a sistemas de fabricación flexibles, etc..
(36) CAPÍTULO 1. SISTEMAS AUTOMATIZADOS Y EMBOTELLADORAS. 28. Como se evidencia en el estudio realizado, para las plantas embotelladoras, el modelo de automatización más idóneo es el modelo jerárquico de pirámide por niveles. Por supuesto adecuado a las características propias. Los Sistemas Digitales cumplen todos los requisitos para automatizar las actuales plantas de fabricación de refrescos ya que sería impensable en la actualidad automatizar un entorno industrial sin diseñar uno de estos sistemas. Consultada la bibliografía y estudiado los casos típicos de renovación en la automática de estas fábricas, se evidencia que la solución de automatización más extendidas es el uso de máquinas e instrumentación automatizadas por PLC que respondan a un sistema SCADA; el cual puede variar su tipología en dependencia de las características de cada planta..
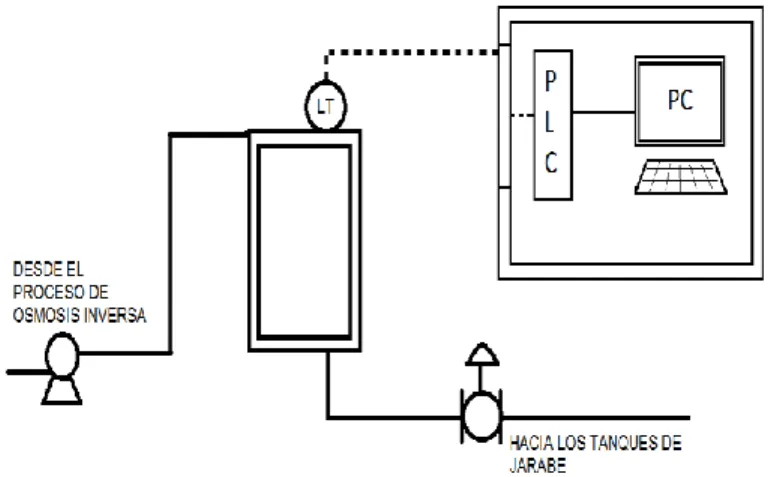
(37) CAPÍTULO 2. PROPUESTA DEL SISTEMA AUTOMATIZADO. 29. CAPÍTULO 2. PROPUESTA DEL SISTEMA AUTOMATIZADO. La UEB Embotelladora Central “Osvaldo Socarrás Martínez” debe satisfacer a través de la producción de bebidas, los mercados de la Provincia, así como la red de Turismo en el ámbito nacional. La misma tiene un Plan de Embotellamiento de 28866 cajas de refrescos PET. A continuación se describe el estado de los Medios Técnicos de Automatización en la planta, detallando el flujo de producción. Luego se mencionará la instrumentación y el software que conforman el sistema automatizado propuesto. 2.1 Descripción del Flujo de Producción La principal función de la entidad consiste en la fabricación de refresco (ya sea concentrado o carbonatado) y el envase de los mismos en recipientes PET para la comercialización. Las materias que principalmente se usan son ingredientes para el tratamiento del agua, materias primas para la fabricación de refresco, azúcar refino y otros productos como CO2. Estos productos son transportados de manera segura a las áreas de donde son utilizadas directamente en el flujo de producción. Almacenamiento de agua El agua que se utiliza en la fábrica procede del acueducto de la ciudad y entra a una cisterna que posee un control de nivel alto por boya, el cual cierra la válvula de entrada mediante un brazo mecánico acoplado a la boya flotadora. Existen tres bombas que succionan el agua de la cisterna y la reparten para el uso de toda la planta. Una bomba impulsa hacia, un tanque elevado, agua que luego.
(38) CAPÍTULO 2. PROPUESTA DEL SISTEMA AUTOMATIZADO. 30. se trata químicamente y se utiliza en la fabricación de refrescos. Otra bomba conduce el agua para servicios de las instalaciones de la fábrica, limpieza, etc. La última bomba es para el sistema de emergencia en caso de fuga de amoniaco el cual rocía agua en todas las áreas de fabricación de refrescos y maquinarias en la planta. Todas estas bombas se accionan de manera manual y no existe medios de protección para si la cisterna queda sin agua las bombas paren de trabajar y no funcionen en seco. Almacenamiento de CO2 El CO2 que se utiliza en la fabricación de refresco carbonatado se almacena en una bala de capacidad útil de 12T ubicada en el patio exterior de la fábrica. La presión de trabajo en la bala es de 13 kgf/cm2 a 17 kgf/cm2 (1,3 MPa a 1,7 MPa) y una temperatura de trabajo de -25°C. Actualmente no existe manera de medir el CO2 que contiene la bala y por tanto de la cantidad de CO2 que se aprovecha o se pierde, influyendo así en la eficiencia del proceso. Tratamiento químico de agua cruda Este paso tiene como objetivo eliminar impurezas del agua. Esto se logra mediante una moderna maquinaria marca Frisher modelo UTK-806 de tratamiento de agua por proceso de ósmosis inversa. Para ello se hace reaccionar sustancias químicas para garantizar la esterilidad del producto. Se añade cal a un tanque reactor por la parte superior por medio de una manguera que proviene de un tanque disolutor, así como agua mezclada con cloro y alúmina. Manteniendo en funcionamiento el agitador, se logra la mezcla que va ascendiendo por el tanque hasta rebozar y ser guiada por un cilindro concéntrico hacia abajo. De esta forma los flósculos que se han ido formando con las impurezas de agua y la cal mediante la alúmina, van descendiendo juntamente con el agua. En este cilindro concéntrico el agua pierde casi. totalmente la turbulencia y todo esto permite el descenso de. los flósculos. El agua ya separada de la precipitación llega a los platillos colectores que recogen el agua ya casi transparente y la conducen al filtro de arena. El filtro.
(39) CAPÍTULO 2. PROPUESTA DEL SISTEMA AUTOMATIZADO. 31. de arena elimina impurezas mecánicas y sólidos en suspensión del agua pasando por capas de grava donde quedan retenidos las impurezas. Luego pasa por el filtro de carbón para eliminar el cloro que se encuentra disuelto, así como olores extraños. Cuando el tratamiento del agua culmina, esta es bombeada hacia un tanque elevado de almacenamiento de 9500L de capacidad. Este tanque también es llamado Tanque de Permeado. El nivel de agua en este tanque no es controlado por lo que solo los operarios saben cuándo el tanque está lleno en el momento que el tanque se desborda, y es cuando mandan a parar la bomba que impulsa el agua desde la máquina de ósmosis inversa. Este tanque se encarga de abastecer con el agua tratada los tanques donde se prepara el refresco concentrado. Preparación del Jarabe a Pasteurizar Este paso se puede hacer indistintamente en tres tanques de acero inoxidable que se encuentran elevados entre la planta baja y el piso superior y expulsan el líquido por el fondo por la acción de la gravedad. Los tanques tienen la capacidad de almacenar 6000L cada uno. De acuerdo a la cantidad de jarabe que se desea fabricar se calcula la cantidad de azúcar refino a usar en correspondencia con el sabor en cuestión de acuerdo con la fórmula predeterminada y se vierte de manera manual en el tanque. Seguidamente se marca en una vara métrica la cantidad de agua que se necesita, se introduce la misma en el tanque y se abre la llave de agua tratada proveniente del tanque de 9500L que está a tan solo 10m de distancia de los tanques de 6000L. Cuando el agua haya alcanzado la marca en la vara se cierra la llave. Como se evidencia este paso es manual pues no existe ninguna instrumentación que permita supervisar el nivel de líquido en los tanques. Luego se pone en funcionamiento el agitador del tanque y una vez que se logre la completa homogenización en la mezcla (lo cual se controla mediante pruebas de la mezcla que hacen los técnicos especializados en el laboratorio de manera manual) se detiene la agitación, quedando de esta forma elaborado el jarabe simple, de ahí es trasegado hacia un filtro de maya de acero inoxidable de 100L de capacidad el cual trabaja por gravedad en un paso intermedio entre la primera.
(40) CAPÍTULO 2. PROPUESTA DEL SISTEMA AUTOMATIZADO. 32. y segunda planta, que luego, a través de una manguera a la salida del filtro que es conectada manualmente, se trasiega el jarabe por una bomba al pasteurizador. La manera de pasar el jarabe hacia el filtro se hace de forma manual. Se abre o cierra de manera manual por el operario, según convenga, válvulas mecánicas tipo mariposa a la salida de cada tanque para hacer fluir el jarabe. Pasteurización de Jarabe Simple Esta operación se encarga de eliminar los microorganismos patógenos que pueda contener el jarabe simple y garantizar la durabilidad del mismo. Se utiliza un pasteurizador marca Magger. El jarabe simple entra a un intercambiador de calor, en esa sección el jarabe simple se precalienta con producto ya pasteurizado, posteriormente pasa a la última sección del intercambiador donde entra en contacto con agua caliente. El producto pre-recalentado estará recirculando por la sección de calentamiento, precalentamiento y un tanque pulmón hasta lograr la temperatura prefijada de pasteurización. De controlar automáticamente esto se encarga un sensor de temperatura y una válvula de tres vías, permitiendo la evacuación del producto hacia el sistema de retención y de esta a las secciones intermedia de pre-enfriamiento. Fabricación de Refresco Concentrado Cuando el jarabe pasteurizado está listo se procede a preparar el refresco concentrado reinyectando este jarabe a otro de los tanques de preparación que esté libre y añadiendo las materias necesarias. Los componentes a adicionar en esta operación han sido calculados y pesados previamente sobre la base de la cantidad de jarabe simple ya preparada, se van adicionando poco a poco en orden consecutivo según aparecen en los formularios y manteniendo la agitación, lo anterior se realizará cuando el jarabe simple se encuentre a temperatura ambiente si fue preparado en caliente. Una vez homogeneizada la mezcla se detiene la agitación. La adición de estas materias primas se realizará manualmente. El refresco concentrado se pasa por el mismo filtro común a la salida de los tres tanques para ser transportado al próximo paso del proceso..
(41) CAPÍTULO 2. PROPUESTA DEL SISTEMA AUTOMATIZADO. 33. Despacho de Refresco Concentrado a Granel Esta operación se puede realizar de dos formas: . Variante 1 El refresco concentrado se despacha directamente en carros cisternas colocadas en el patio de la fábrica, para lo cual se descarga por gravedad y al final se empuja el producto con aire comprimido hasta eliminar los residuos que quedan en la manguera o tubería. . Variante 2. . El refresco concentrado es enviado por gravedad hacia el tanque de recepción del salón de despacho a granel, para realizar la venta.. Fabricación de Refresco Carbonatado Este paso se hace con la utilización de un equipo nombrado UNIMIX, un compresor, un condensador de amoniaco y un calentador. El agua tratada entra al desareador a través de una válvula neumática controlada mediante un nivel de boya. El CO2 se inyecta al desareador a fin de desplazar el oxígeno disuelto en el agua. La entrada de este gas al equipo es controlada por una válvula solenoide. El agua tratada entra por la parte superior y es dispersada en el interior del desareador mediante una serie de platos perforados que hacen lloviznar la misma en una atmósfera controlada de CO2, el oxígeno que se desorbe es expulsado del equipo mediante una válvula de alivio. El agua ya libre de oxígeno es bombeada a un depósito receptor, el refresco concentrado previamente filtrado pasa a otro depósito. En ambos depósitos el agua y el refresco concentrado descienden por gravedad al depósito de mezcla, la cantidad de agua es controlada mediante un micrómetro, el refresco concentrado se controla mediante una placa perforada. La mezcla, iniciada en el recipiente por el contacto del refresco concentrado y el agua, se completa cuando el producto pasa a través de la bomba de mezcla. Esta bomba impulsa el refresco al intercambiador de calor a fin de bajarle la temperatura y logra así una mejor carbonatación..
Figure



+7




Documento similar
