Estudio del desgaste abrasivo en tuberías de hierro fundido
46
0
0
Texto completo
(2) Pensamiento “La teoría es cuando se sabe todo y nada funciona. La práctica es cuando todo funciona y nadie sabe por qué. En este caso hemos combinado la teoría y la práctica: nada funciona... y nadie sabe por qué.” Albert Einstein.
(3) Dedicatoria A mi abuela por su amor, consejos, apoyo y por ser mi motor impulsor a lo largo de estos años A mis amigos por siempre estar presentes e incondicionales cuando los necesité A Negrín y Arelís por ayudarme en esta Tesis A Kirenia por ser mi consultante en la presente Tesis A todos lo que me ayudaron y me apoyaron en la realización de esta Tesis. Muchas Gracias Enrique Valdés Cano.
(4) Resumen Resumen En el presente trabajo se realiza el ensayo abrasivo a tres tubos de hierro fundido con el objetivo de comparar la influencia de la composición química, la estructura y la dureza en esta propiedad mecánica. Para la realización del ensayo se utiliza el método establecido en la norma ASTM G 65 conocido como rueda de caucho – arena seca. Se determina que se utilizará el método B de dicha norma que tiene como parámetros de trabajo la aplicación de una fuerza de 130 N, 2000 revoluciones de la rueda de caucho y una distancia lineal de 1436 metros. Se realizó el análisis químico de los materiales constatándose que los tres tubos tienen composición química diferente aunque el carbono está por encima del 5%. Al realizar el análisis metalográfico también se comprueba que tienen diferente composición estructural. Al concluir los ensayos se aprecia que las probetas correspondientes a los tubos 1 y 3 tienen un desgaste cercano, aunque mayor en la tres que en la uno, sin embargo las probetas correspondientes al material dos sufren un desgaste más significativo. En este caso el desgaste no tiene relación directa con la dureza de estos materiales, por lo que se puede concluir que el desgaste está relacionado con la estructura de cada hierro fundido..
(5) Abstract Abstract Presently work is carried out the abrasive wear to three cast iron tubes with the objective of comparing the influence of the chemical composition, the structure and the hardness in this mechanical property. For the realization of the test the method is used settled down in the standard ASTM G 65 knowled as rubber wheel - dry sand. Is determined that the method B of this standard will be used that has as work parameters the application of a force of 130 N, 2000 revolutions of the rubber wheel and a lineal distance of 1436 meters. The chemical analysis of the materials was made being verified that the three tubes have different chemical composition although the carbon is above 5%. When carrying out the metalografic analysis is also proven that they have different structural composition. When concluding the tests it is appreciated that the specimen corresponding to the tubes 1 and 3 have a near wear, although bigger in specimen 3 that in specimen 1, however the specimen corresponding to the material 2 suffer a more significant wear. In this case the wear doesn't have direct relationship with the hardness of these materials, for that reason we can conclude that the wear is related with the structure of each cast iron..
(6) Índice Índice PENSAMIENTO………………………………………………………………………………........... DEDICATORIA……………………………………………………………………………………… RESUMEN……………………………………………………………………………………………. ABSTRACT…………………………………………………………………………………………... INTRODUCCIÓN CAPÍTULO I: Marco teórico 1.- Teoría de desgaste 1.1.- Clases de desgaste 1.2.- Aleaciones hierro-carbono 1.3.- Métodos experimentales para la determinación de la resistencia de los materiales bajo ensayo de abrasión CAPÍTULO II: Descripción de la máquina y procedimiento del ensayo 2.- Parámetros del ensayo 2.5.- Procedimiento del ensayo 3.- Calculo y reporte de los resultados 3.3- Verificación de los parámetros de trabajo de la maquina 3.3- Tamizado de la arena CAPÍTULO III: Desarrollo del ensayo de arena seca con disco de caucho 3.1.- Preparación de las probetas 3.2.- Fabricación de las probetas 3.3.3.4.3.5.3.63.8-. Pág. 1 3 3 6 7. 14 15 17 17 19 22 24. Realización del ensayo Determinación de la pérdida de masa Determinación de la pérdida de volumen Procesamiento estadístico de los resultados Determinación del coeficiente de desgaste (K) CONCLUSIONES GENERALES…………………………………………………………….. 26 27 28 29 32 35. RECOMENDACIONES……………………………………………………………………….. 36. REFERENCIAS BIBLIOGRAFICAS ……………………………………………………….. 37. ANEXOS………………………………………………………………………………………...
(7) Introducción Introducción La fricción y el desgaste son causados por múltiples y complicados procesos de interacción microscópica entre superficies que están en contacto mecánico y se deslizan una con respecto a la otra. Estas interacciones son el resultado de los materiales, las características geométricas y topográficas de las superficies y las condiciones generales bajo las cuales se produce el deslizamiento de una superficie con respecto a la otra, como pueden ser la carga, la temperatura, la atmósfera, el tipo de contacto, etc. Todos los aspectos mecánicos, físicos, químicos y geométricos de las superficies en contacto y la atmósfera circundante afectan también las características tribológicas del sistema. Por tanto, la fricción y el desgaste no son simples parámetros de los materiales que se encuentran disponibles en los manuales, ellas son características únicas del sistema tribológico que se esté analizando [1]. Los ensayos tribológicos pueden realizarse en un número casi interminable de maneras. Durante los últimos años se han diseñado gran cantidad de equipos para la evaluación del desgaste y la fricción, llamados tribómetros. El proceso de seleccionar el ensayo más apropiado para un fin específico es fundamental para una correcta interpretación de los resultados [1]. Entre los mecanismos básicos de desgaste se encuentra la abrasión pura, que ocurre cuando partículas duras o protuberancias duras se comprimen y se desplazan sobre una superficie sólida [2]. Comparado con otros tipos de desgaste, los modelos analíticos desarrollados para describir la abrasión son mucho más fiables y comprensibles, lo que facilita grandemente la interpretación de los resultados de los ensayos. Es un hecho que las redes hidráulicas en Cuba están en un estado de deterioro considerable, debido a que estas tienen en muchos casos más de 40 años de explotación, lo cual provoca que las perdidas por salidero. sobrepasen el 50% del agua que se. bombea, llegando en algunos casos al 70%, lo que se traduce en un gasto de energía equivalente [3]. Muchas de estas tuberías son fabricadas de hierro fundido y dentro de las fallas fundamentales de las mismas está el desgaste abrasivo producido por el arrastre de partículas sólidas que se mueven conjuntamente con el fluido que transportan.. 1.
(8) Introducción Es por ese motivo que es de gran importancia conocer el comportamiento de tuberías fabricadas de hierros fundidos de diferentes composiciones cuando son sometidas al efecto de la abrasión. Objetivo General Realizar el estudio del comportamiento de tuberías de hierro fundido con diferente composición química y metalográfica ante el efecto de la abrasión. Objetivos particulares Realizar una revisión bibliográfica que permita conocer los aspectos fundamentales del fenómeno de la abrasión y los principales ensayos que se realizan. Realizar el ensayo químico a tres muestras de hierro fundido perteneciente a tuberías. Realizar el análisis metalográfico a tres muestras de hierro fundido pertenecientes a tuberías. Realizar ensayo de abrasión utilizando el método rueda de caucho-arena seca y determinar el comportamiento de los diferentes hierros fundidos analizados teniendo en cuenta su composición química y metalográfica.. 2.
(9) Capítulo I: Marco Teórico Capítulo I. Marco teórico 1. Teoría de desgaste Desgaste es un fenómeno por medio del cual pequeñas partículas de la superficie de trabajo de una pieza son removidas. El desgaste produce una disminución de las dimensiones de la pieza afectada [4].. 1.1. Clases de desgaste. El desgaste se basa en la pérdida de material en forma gradual, las causas de desgaste son: -. Abrasión.. -. Impacto.. -. Fricción.. -. Corrosión.. -. Calor (Temperatura).. -. Erosión.. -. Cavitación.. 1.1.1. Desgaste por abrasión. El desgaste por abrasión es provocado por acción de partículas sólidas, duras, extrañas al material base (fricción como piedra, cascajo, arcilla, arena y otros materiales sólidos no metálicos). Existen tres tipos de abrasión: a) Abrasión con bajo esfuerzo Producido por partículas pequeñas que se deslizan libremente sobre una superficie a ángulo incidente bajo, y empleando presiones bajas. b) Abrasión de alto esfuerzo Producido por la molienda del abrasivo entre dos superficies metálicas. c) Abrasión por desgarramiento Causado por partículas grandes que hacen impacto en la superficie de un metal a ángulos grandes de incidencia. Las presiones ejercidas sobre la superficie son muy elevadas.. 3.
(10) Capítulo I: Marco Teórico 1.1.1.1 Mecanismos de desgaste por abrasión Las condiciones físicas y mecánicas que afectan el desgaste por abrasión son: -Tamaño de partícula- Ambientes con partículas de menor tamaño son más abrasivos y atacan más rápido a la matriz que los ambientes con partículas mayores - Peso de partículas- Partículas más pesadas tienen un porcentaje de desgaste mayor y afectan los niveles de impacto resultantes - Forma de partícula-. Las partículas más afiladas o angulares son más agresivas y. generan acciones cortantes y rallantes más altas - Dureza de las partículas- Minerales más duros (escala MOHS) aumentan el porcentaje de desgaste sin tener en cuenta la dureza del metal en la superficie -Textura de partícula . Medio fibroso- Los medios fibrosos no tienen efecto sobre el desgaste.. . Medio frágil- Los medios frágiles son fácilmente, triturados o molidos tienen bajos. niveles de abrasión. . Medio cementado- Son medios sedimentarios formados en el contorno de rocas y. son más abrasivos. . Medio consolidado- Son partículas que requieren altas cargas de compresión o. impacto para ser reducidos y son muy abrasivas. . Velocidad de partículas- Altas velocidades aumentan el nivel de abrasión con el. tiempo. -Ángulo de ataque- Ángulos pequeños o bajos de ataque (hasta 30º) aumentan el porcentaje de desgaste por abrasión, ángulos altos (cerca de 90º) aumenta los niveles de impacto. -Condiciones del medio de trabajo . Medios secos- tiene menor efecto de abrasión. . Medios húmedos- pastosos y barrosos.- Presentan más alta abrasión y presentan. un mayor contacto con la matriz del metal ó depósito. . Medios húmedos- presentan una abrasión elevadísima, las velocidades de las. partículas son más altas y las partículas son muy agresivas.. 4.
(11) Capítulo I: Marco Teórico 1.1.2. Desgaste por impacto. Es provocado por impactos cíclicos o repetidos. En contacto violento entre la pieza y un material extraño que puede ser metálico o no metálico. El impacto es un golpe que produce cambios en la estructura del metal base. La magnitud de las alteraciones depende de tamaño del elemento extraño y de la fuerza de golpe. El desgaste se produce por desprendimiento por fatiga o repetidos impactos.. 1.1.3. Desgaste por erosión. Desgaste provocado por sólidos en suspensión en líquidos o gases que se encuentran en movimiento. La energía cinética de las partículas abrasivas es transferida al componente para un deterioro superficial.. 1.1.4. Desgaste por cavitación. Desgaste provocado por líquido en movimiento. Es la generación y posterior implosión de burbujas de vapor de agua producto de un cambio de velocidades en el fluido que implica cambios de presión hidráulica en el sistema. El desgaste se produce cuando las ondas de choque microfisuran el material base.. 1.1.5 Desgaste por fricción Es el contacto deslizante o rodante de una superficie metálica a otra. Se desgasta la pieza de menor índice de dureza.. 1.1.6 Desgaste por corrosión Es el deterioro gradual de las superficies metálicas efecto de la atmósfera, sales, ácidos, etc. - Corrosión es un ataque químico o electroquímico sobre un material y el medio que lo rodea. 1.1.7 Desgaste por calor Producido por fatiga térmica, se debe a la repetición ciclos de calentamiento y enfriamiento. Los choques térmicos provocan fracturas o fisuras, por los esfuerzos residuales. 5.
(12) Capítulo I: Marco Teórico 1.2 Aleaciones hierro carbono El hierro puro carece de importancia industrial, al formar aleaciones con el carbono. y. otros elementos aleantes, es la aleación de mayor aplicación industrial. Las aleaciones con contenido de carbono entre 0,08% hasta 2% se denomina acero cuando la proporción de carbono es mayor a 2% hasta 6,67%, a la aleación se le denomina hierro fundido o fundición.. 1.2.1 Clasificación de hierros fundidos Los hierros fundidos o fundiciones se clasifican en: - Hierro fundido blanco. - Hierro fundido gris. - Hierro fundido nodular ó dúctil. - Hierro fundido maleable. - Hierros fundidos aleados (NIHARD).. 1.2.1.1 Fundición Blanca Tiene una superficie de fractura característica blanca. Durante el moldeo se forman grandes cantidades de Fe3C (Cementita) en la superficie de la pieza fundida, dando lugar a un material duro y frágil.. 1.2.1.2 Fundición Gris Se obtiene de fundición gris añadiendo una pequeña cantidad de magnesio de 0,05%, obteniéndose precipitado esférico de grafito. La fundición dúctil tiene mejores propiedades mecánicas que la fundición gris.. 1.2.1.3 Fundición nodular Se obtiene de fundición gris añadiendo una pequeña cantidad de magnesio de 0.005%, obteniéndose precipitado esférico de grafito. La fundición dúctil tiene mejores propiedades mecánicas que la fundición gris. 6.
(13) Capítulo I: Marco Teórico 1.2.1.4 Fundición maleable Se obtiene de fundición blanca. Por tratamiento térmico de recocido a temperaturas de 650ºC y un enfriamiento en horno durante 24 horas, precipitando el grafito en forma de nódulos.. 1.2.1.5 Fundiciones aleadas (NIHARD) Las fundiciones aleadas (Nihard), contienen 3% de carbono, 8% de níquel, 0,35% de silicio y forma con el níquel carburos del tipo M3C y M7C3. 1.3 Métodos experimentales para la determinación de la resistencia al desgaste de los materiales bajo ensayo de abrasión La modelación a nivel de laboratorio de los procesos tribológicos en tuberías de conductoras de agua es de gran importancia entre otras por que posibilita la correcta selección de los materiales a usar en las mismas, y contribuir al ahorro de materiales e incremento de la durabilidad de estos. La mayoría de los autores que de una forma u otra han trabajado el desarrollo y evaluación de materiales destinados a la fabricación o recuperación de piezas que forman uniones tribológicas emplean como método de evaluación de la resistencia al desgaste el ensayo bajo prueba de abrasión. Es bastante generalizado en este sentido la evaluación y estudio de la resistencia al desgaste de los materiales rigiéndose por los métodos y procedimientos establecidos en diferentes normas de ASTM e ISO y normas específicas regidas en cada país. Estos procedimientos, cuyas especificaciones son dadas por la norma ASTM 65 y ASTM 99, respectivamente, permiten obtener resultados sobre el comportamiento cuantitativo y cualitativo de un material con respecto a otros, donde la pérdida de masa es el parámetro principal [5], no obstante se debe aclarar , que todas estas normas hacen especial hincapié en que los resultados obtenidos no pueden ser extrapolados a las condiciones reales de servicio, si no que únicamente son válidos para clasificar los materiales objeto de estudio [6-7] Pruebas de abrasión fueron realizadas a diferentes tipos de tuberías por el Instituto de Estructuras Hidráulicas e Hidromecánicas de la Universidad Técnica de Darmstadt en Alemania Occidental. En la prueba se usó arena y grava de río en tubería de concreto 7.
(14) Capítulo I: Marco Teórico reforzado, en tubería de concreto sin refuerzo, en tubería de arcilla vitrificada y en tubería de PVC, el método utilizado fue el de volcamiento, produciendo los siguientes resultados: Concreto sin refuerzo: desgaste medible a los 150,000 ciclos. Concreto con refuerzo: desgaste medible a los 150,000 ciclos (menos desgaste que el concreto sin refuerzo). Arcilla Vitrificada: desgaste mínimo a los 260,000 ciclos, después se acelera el desgaste debido a que el vidriado desaparece. En la segunda mitad de la década de los 90 del siglo pasado Fonseca Uribe D.A diplomante del Departamento de Ingeniería Civil y Ambiental de la Universidad de los Andes de conjunto con el Centro de Investigaciones en Acueductos y Alcantarillados de Colombia realizaron estudios comparativos de abrasión en tuberías de alcantarillado de distintos diámetro y materiales por el método de volcamiento desarrollado por la Universidad Técnica de Darmstadt, dando la siguiente recomendación: la prueba que simula este fenómeno, la prueba de volcamiento no es la ideal ya que no representa muy bien las condiciones reales del movimiento de las partículas dentro de la tubería, lo ideal sería plantar otro sistema que modele mejor estas situaciones en donde, en cambio de balancear la mezcla de un lado para otro en la tubería, esta sea dirigida en una dirección como lo es en la vida real, además, que se pueda cambiar la velocidad de flujo y la pendiente.[8] Kostiesky, B. I [9], desarrolló una instalación experimental que permite evaluar el comportamiento de los materiales frente al desgaste abrasivo producido por partículas abrasivas procedentes del medio exterior o del propio desgaste de las superficies de los elementos que forman la unión tribológica. Como parámetros del ensayo establece probetas cilíndricas de 20 mm de diámetro y 100 mm de largo, girando la misma con velocidades de 30 a 300 rpm. Como condiciones del ensayo se tiene una carga de 50 N, y velocidades de desplazamiento del contra cuerpo por la probeta de 12, 20, 27, y 37 m/min. Shutov, I.D. [10], Realiza ensayos de abrasión bajo el principio de Haworth-Brinell, el cual se basa en un disco recubierto de goma que fricciona contra la probeta de ensayo, dejando caer entre amas superficie un chorro de arena seca. Para la realización de sus ensayos tomó las siguientes condiciones: Material abrasivo – arena sílice con tamaño de partícula de 170 a 250 µm en un primer experimento, de 250 a 500 µm en un segundo 8.
(15) Capítulo I: Marco Teórico experimento y de 500 a 1000 µm en un tercer experimento; una carga de 400 N, equivalente a una presión de 1,25 MPa; velocidad de rotación del disco 160 rpm, lo corresponde a un velocidad lineal de 0,628 m/s. Ensayos similares han sido realizados por Álvarez, G. E. [11-12]. En ambos casos la caracterización del desgaste se realizó en una instalación desarrollada y construida por el laboratorio de Tribología e Ingeniería de Materiales de la UCLV y bajo el procedimiento metodológico establecido por dicho laboratorio a tales efectos [13]. Como condiciones fundamentales bajo las cuales se realizan los ensayos son: Material abrasivo – arena sílice con tamaño de partícula de 200 µm; una carga de 250 N, equivalente a una presión de 1,5 MPa; velocidad de rotación del disco de 60 – 330 rpm, recomendado para los ensayos una velocidad lineal de 0,6 m/s. La superficie de la probeta se elabora con un grado de acabado de 0,8 µm. Kashiev, V. N. [14, 15] al evaluar la resistencia al desgaste de aceros aleados utilizó el método de ensayo de abrasión en masa abrasiva. El método en si consiste en hacer girar la probeta sobre su eje a velocidades de 0,72 a 7,8 m/s. La masa abrasiva posee un tamaño de partícula de 500 µm, y las pruebas se realizan con un tiempo de duración de 35 minutos a 1 hora. El diámetro de las probetas se establece de 30 mm. Este autor realizó sus ensayos bajo dos condiciones, una haciendo girar la probeta sobre su eje y, dos haciendo girar el dispositivo porta abrasivo en un sentido y la probeta en otro. Frumina, I. I. [16]. Realiza el estudio de la resistencia al desgaste bajo prueba de abrasión utilizando tres métodos de ensayo: El primero establece el empleo de arena sílice seca con granulometría de 0,5 a 1,5 mm sobre disco de goma estriado de un diámetro de 165 mm, y un espesor de 20 mm; una carga de 200 N, equivalente a una presión de contacto de 200 MPa; una velocidad de 1 m/s, un recorrido de fricción de 2000 m, y una duración del ensayo de 25 minutos. El segundo método está basado en abrasión metal – abrasivo –metal, dejando caer el chorro abrasivo entre las superficies de la probeta y del disco de acero al carbono, el cual tiene un diámetro de 100 mm y un espesor de 10 mm. Como abrasivo utilizan arena sílice con un tamaño de partícula de 0,5 a 1,25 mm; una carga de 130 N, generando sobre la superficie de contacto una presión de 100 MPa, una velocidad de 0,75 m/s, un recorrido de fricción de 1500 m y una duración del ensayo de 30 minutos. El tercer método está basado en el principio de un disco que fricciona contra una zapata, e introducen en la zona de contacto material lubricante con finas partículas abrasivas. El 9.
(16) Capítulo I: Marco Teórico disco se elabora de acero aleado con una alta dureza superficial, un diámetro de 100 mm. La probeta del material a ensayar presenta la forma geométrica de una zapata. La carga en este caso es de 300 N, logrando una presión de contacto de 10 a 15 MPa. La velocidad de 1,5 m/s, el recorrido de fricción 4500 m y una duración del ensayo de 8 horas. El sistema de Lubricación es por goteo, garantizando como condición un régimen de lubricación de capa límite. Izbenko, Y. A. [17] Diseña y valida una instalación para ensayos de desgaste que responde al principio de PIN – DISCO, utilizando como material abrasivo arena sílice con granulometría de 0,2 a 0,4 mm, un recorrido de fricción de 400 m, y una presión de 10 a 30 MPa. También propone el empleo de tela abrasiva número 150 y 220. Chigaev V. D. [18] realiza sus experimentos bajo el principio de PIN – DISCO – ABRASIVO, utilizando como material abrasivo tela abrasiva de carburo de silicio negro y carburo de boro, así como electrocorundom, en todos los casos con granulometría entre 0,2 y 0,315 mm. La presión sobre la zona de contacto entre 10 y 40 MPa. Zozulia V. D. [19] refiere para el estudio del desgaste de los materiales bajo prueba de abrasión una instalación que al igual que el caso anterior responde al principio de PIN – DISCO – ABRASIVO, la cual como características fundamentales posee las siguientes: Diámetro del disco de 250 mm, diámetro de la probeta 2 mm y una longitud de 15 a 20 mm. El disco gira generando en la probeta una velocidad de 1 m/s. Los ensayos se realizan con una carga de 30 N, generando una presión de 2 MPa. Como material abrasivo emplean lijas o telas abrasivas número 150 y 220. En otro de los trabajos consultados Vinagradov V. N. [20], al estudiar capacidad de resistencia al desgaste de los aceros sometidos a abrasión, empleó en su experimentación una máquina tipo PIN – DISCO – ABRASIÓN, en la cual el pin de un diámetro de 10 mm y una longitud de 30 mm gira alrededor de su eje y comprimiendo contra el disco abrasivo con una presión de P = 1,27 MPa. Además de girar sobre su eje el pin se desplaza por la superficie del disco en forma de espiral de Arquímedes. Como indicador del desgaste toman la intensidad del mismo. Para evaluar la exactitud de la medición del desgaste en diferentes materiales Kroja V. A. [21] tomó dos tipos de materiales, uno de los cuales consideró como patrón de referencia y otro como muestra a estudiar. Todo el estudio se basó en la determinación de la repetitividad, reproducibilidad, y precisión del ensayo. Como criterio fundamental toma la 10.
(17) Capítulo I: Marco Teórico desviación estándar y el coeficiente de variación. Los ensayos se realizaron en una instalación de tipo PIN – DISCO – ABRASIVO, bajo una carga de 2 MPa, una velocidad de 2 m/s, un recorrido de fricción de 500 m, y un tiempo de duración del ensayo de 30 minutos. El tamaño de las muestras en ambos casos fue de 12, al igual que la misma cantidad de lijas abrasiva. En otro de sus trabajos Kroja V. A. [22] desarrolla un método para la elaboración de las probetas durante el ensayo de desgaste por abrasión. Destaca como aspectos fundamentales que se pueden elaborar dos tipos de probetas, cilíndricas con diámetros de 2 – 8 mm, y rectangulares con un espesor de 2 – 6 mm, todo dependerá de los dispositivos porta probeta con que cuente la instalación experimental. Ambas probetas friccionan por sus caras planas (sección transversal). De igual manera enfatiza en el grado de acabado de la superficie, recomendando para este tipo de ensayo una rugosidad de 0,8 µm. Las dimensiones de las mismas deben ser pequeñas para que el método medición de la magnitud del desgaste por diferencia de peso pueda ser satisfactoriamente empleado. Los experimentos fueron realizados en una instalación experimental de tipo PIN – DISCO – ABRASIVO, con una carga de 2 MPa, una velocidad de deslizamiento de 1,5 m/s, un recorrido de fricción de 800 m, y como material abrasivo papel de lija Nº 150, 220 y 400. Poliakov A. A. [23] al estudiar diferentes factores y aspectos relacionados con la resistencia al desgaste de materiales bajo ensayo de abrasión utilizó un tribómetro de tipo PIN – DISCO – ABRASIVO y como régimen del ensayo tomó: Presión de 1 – 3 MPa, velocidades de rotación del disco porta abrasivo de 40 a 160 rpm, y como material abrasivo lijas Nº 150, 200 y 400. Las probetas presentan una forma cilíndrica con diámetro de 4 mm y una longitud de 12 mm. Roda Vázquez, C [24] al estudiar el comportamiento frente al desgaste abrasivo de las aleaciones con tendencia a la formación de carburos aplicadas por soldadura, utilizó una máquina del tipo rueda de goma - arena húmeda. El principio básico de funcionamiento de dicha instalación es el de una rueda de goma (130 x 13 x 13 mm) que sumergida hasta la mitad de su diámetro en arena húmeda gira friccionando contra una probeta plana de 25,4 x 57,2 x 15,9 mm. La velocidad de rotación del disco de goma es de 1000 rpm. Como material abrasivo arena sílice del tipo ASF 50/70 con tamaño de partícula de 230 a 270 µm. La carga bajo la cual se realizan los ensayos es de 22 N, y el desgaste se determina 11.
(18) Capítulo I: Marco Teórico por diferencia de peso y se convierte a volumétrico. Bajo este principios también han desarrollado trabajos Borik, Frank [25], Saltzman, G. A. [26], y Saltzman, G. A., Merediz, T. O., Subramanyam, D. K., and Avery, H. S. [27]. Un método muy adecuado para determinar la resistencia al desgaste entre metales es el denominado PIN – ON – DISK (Pin sobre disco). Este método puede aplicarse a una gran variedad de materiales. El único requisito es que las probetas tengan dimensiones específicas para que puedan resistir las cargas aplicadas durante el ensayo. Los materiales a ser probados deberán tener una detallada descripción en cuanto a dimensiones, acabado superficial, tipo de material, forma, composición, microestructura, tratamientos térmicos y dureza. En el Laboratorio de tribología de la UCLV se ha realizado también ensayos de desgaste a tuberías de polipropileno de alta densidad (PAD) [3]. En este trabajo los autores realizan los ensayos de “pin on disk” y “arena seca disco de goma” para caracterizar desde el punto de vista tribológico este material ampliamente utilizado en la fabricación de tuberías. Como se ha visto, a partir de este método varios han sido los autores que han empleado en sus experimentos para determinar la resistencia al desgaste de materiales el método de PIN – DISCO – ABRASIVO. Las condiciones en las que los mismos han realizado coinciden en gran medida con las referidas en los trabajos anteriores. En el caso del presente trabajo se ha seleccionado el método de RUEDA DE GOMA Y ARENA SECA, pues además de todo lo anteriormente planteado, según la investigación realizada por (L. Ferreiro, et al del Dpto. Ingeniería Industrial II. Universidad de A Coruña) que compara tres métodos de ensayo, el ya mencionado, así como el método de PINDISCO ABRSIVO y RUEDA DE GOMA Y ARENA HUMEDA llegaron a la conclusión de que “La tendencia obtenida en los tres casos es similar, y en todos ellos la resistencia al desgaste disminuye cuando lo hace la dureza con carácter general”.. 12.
(19) Capítulo I: Marco Teórico Conclusiones parciales En Cuba se pierde más del 50 % del agua que se bombea producto del mal estado en que se encuentra la red de tuberías para la distribución de este preciado líquido. 1.. Una de las fallas fundamentales del deterioro de las tuberías es el desgaste. producto de la abrasión de las partículas que son arrastradas por el fluido. 2.. Para la caracterización del material de las tuberías se recomienda la realización de. ensayos tribológicos, siendo los fundamentales el ensayo tipo “arena seca disco de caucho” normado por la ASTM G 65, el tipo “pin on disk” normado por la ASTM G 99 y el ensayo “rueda de goma-arena húmeda” normado por la ASTM G 105. 3.. Para el estudio de abrasión en las tuberías de hierro fundido se selecciona el. método de “arena seca disco de caucho”, pues el equipamiento necesario se encuentra disponible en el laboratorio de tribología y según el análisis bibliográfico la tendencia de los tres tipos de ensayos es similar.. 13.
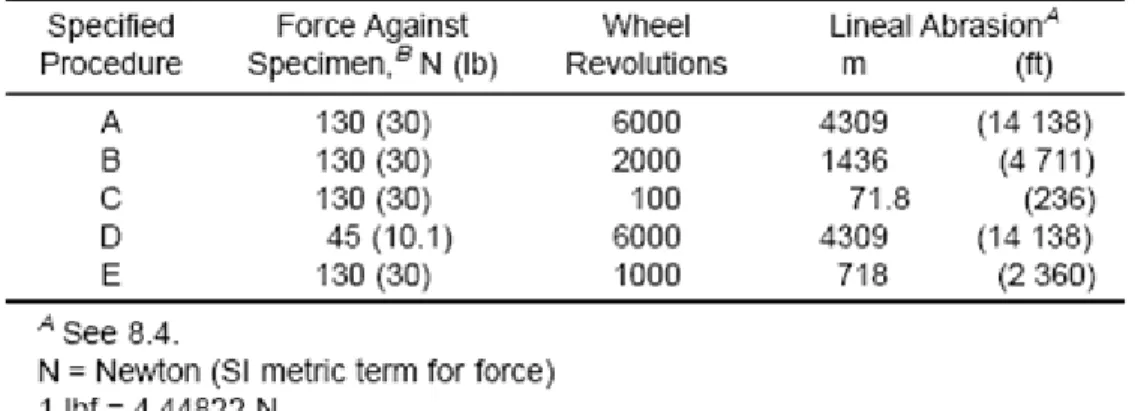
(20) Capítulo II: Descripción de la máquina y procedimiento del ensayo Capítulo II: Descripción de la máquina y procedimiento del ensayo Introducción Es muy difícil relacionar los resultados obtenidos en los ensayos de abrasión con las condiciones de uso reales, debido a la presencia de las muchas variables que influyen en este proceso. Sin embargo. existen pruebas que comparan diferentes materiales y. aclaran algunas de las variables presentes en el mecanismo de la abrasión. Dentro de estos ensayos se encuentra el de arena seca y rueda de caucho, estandarizado por la norma ASTM G 65, que será el que se utilizará en este capítulo. 2. Parámetros del ensayo 2.1- La tabla 2.1 indica la fuerza aplicada contra la probeta y el número de revoluciones de la rueda para los procesos A hasta la E. Tabla 2.1. Parámetros del ensayo. 2.2- Flujo de arena: El rango del flujo de arena será de 300 a 400 g/min (0.66 a 0.88 lb/min). 2.3. Tiempo del ensayo: El tiempo del ensayo debe ser alrededor de 30 minutos para los procedimientos A y D, 10 min para procedimiento B, 5 min para procedimiento E, y 30 seg para procedimiento C, dependiendo de la velocidad real de la rueda. En todos los casos el número de revoluciones de la rueda y no el tiempo será el parámetro controlado. 2.4. Abrasión lineal: La Tabla 2.1 muestra la distancia lineal de abrasión desarrollada usando 228.6 mm (9 pulg) de diámetro de la rueda rotando al número de revoluciones especificadas. Como la rueda de caucho reduce su diámetro se ajustarán las revoluciones para que sea igual la distancia de deslizamiento con la nueva rueda. 14.
(21) Capítulo II: Descripción de la máquina y procedimiento del ensayo 2.5 Procedimiento del ensayo 2.5.1. Limpieza. Inmediatamente antes de pesar, limpie la probeta con un disolvente o limpiador y séquela. Tenga cuidado en quitar toda suciedad o materia extraña de la probeta. 2.5.2. Pesar la probeta con precisión de 0.001 g (0.0001 g para el procedimiento D). 2.5.3. Coloque la probeta firmemente en su lugar y adicione las pesas necesarias para garantizar la fuerza que debe aplicarse en la zona de contacto con la rueda. Esto puede verificarse colocando un dinamómetro en este punto del contacto. Debe colocarse algún dispositivo que garantice que no se aplique fuerza sobre la probeta antes de iniciar el ensayo. 2.5.4. Verifique que el número de revoluciones de la máquina coincida con el establecido. 2.5.5. Cortina y flujo de arena. La magnitud del flujo de arena a través de la boquilla debe estar entre 300 g (0.66 lb)/min y 400 g (0.88 lb)/min. No comenzar la rotación de la rueda hasta que el flujo de arena sea el requerido y esté estabilizado. 2.5.5.1. El tiempo entre un ensayo y otro será el requerido para que la temperatura de la rueda de goma regrese a la temperatura ambiente. Para el procedimiento B el tiempo será como mínimo de 30 minutos. 2.6. Inicie la rotación de la rueda e inmediatamente baje el brazo cuidadosamente para permitir que la probeta entre en contacto con la rueda. 2.7. Cuando se ha alcanzado el número de revoluciones de la rueda deseados, separe la probeta de la rueda, corte el flujo de arena y detenga la máquina. La magnitud del flujo de arena debe medirse antes y después de un ensayo, a menos que se garantice con certeza que este sea constante. 2.8. Retire la probeta y repese con 0.001 g de exactitud (0.0001 g para el procedimiento D). 2.8.1. Huella de desgaste. Observe la huella de desgaste producida y compárela con las fotografías de la Fig. 2.1. Un modelo de desgaste no uniforme indica un incorrecto alineamiento del anillo de goma con respecto a la probeta o que se encuentra dañada la superficie de goma. Esta condición puede reducir la exactitud de la prueba.. 15.
(22) Capítulo II: Descripción de la máquina y procedimiento del ensayo. Fig.2.1. Huellas típicas de desgaste uniforme y no uniforme. 2.9. Preparación y cuidado de la rueda de caucho. Al recubrir toda rueda de goma nueva debe garantizarse que quede concéntrico el aro de goma con el agujero de centrado de la rueda de acero en que será montado. La tolerancia de concentricidad debe estar dentro de los 0.05 mm (0.002 in) entre los diámetros. Siga el mismo procedimiento para revestir ruedas usadas que tengan grietas o estén desgastadas irregularmente y estén produciendo huellas de desgastes no uniformes o trapezoidales en las probetas (Fig.2.1). El objetivo es producir una superficie que rote tangente a la probeta sin causar vibraciones o saltos en el brazo de carga. Las huellas de desgaste deben ser de forma rectangular y profundidad uniforme en cualquier sección transversal. La rueda de caucho puede usarse hasta que alcance 215.9 mm (8.50 in) de diámetro producto del desgaste. Los nuevos anillos de goma deben ser montados en los discos de acero por personal calificado. 2.10. Procedimiento para el arreglo de la rueda. El procedimiento común para el arreglo de la periferia del aro de caucho es montar una piedra abrasiva en lugar de la probeta y echar a andar la máquina con carga en el brazo hasta que la rueda esté limpia. Otro procedimiento para arreglar la periferia del aro de caucho es montando la rueda en un torno y maquinar esa superficie con una herramienta especial para el maquinado de goma. La rueda vestida debe usarse primero en una probeta de acero con bajo contenido de carbono (AISI 1020 o equivalente) usando el Procedimiento A. Esto produce una superficie lisa, uniforme y no pegajosa. Un método de la preparación 16.
(23) Capítulo II: Descripción de la máquina y procedimiento del ensayo alternativo involucra el uso de una esmeriladora de gran velocidad en el porta herramientas de un torno. Tenga cuidado pues el esmerilado a menudo tiende a sobrecalentar y deformar el caucho, dejando una superficie pegajosa. Esta superficie recogerá partículas de arena durante el ensayo. Si se usa el método del esmerilado, no debe eliminarse más de 0,05 mm (0,002 in) de una sola vez para prevenir el sobrecalentamiento.. 3. Cálculo y reporte de los resultados 3.1. Los resultados del ensayo de abrasión deben informarse como la pérdida de volumen en milímetros cúbicos, de acuerdo con el procedimiento especificado en el mismo. Por ejemplo mm3 por el procedimiento de la ASTM. Pueden usarse los resultados de pérdida de masa internamente en los laboratorios para comparar materiales de densidad equivalente, es esencial que todos los que realicen este tipo de ensayo reporten sus resultados uniformemente como la pérdida de volumen en publicaciones y reportes, para que no haya confusiones causadas por la variación de densidad, Se convierte la pérdida de masa a pérdida de volumen con la expresión:. Volumen perdido, mm3 . masa perdida ( g ) x 1000 densidad ( g / cm 3 ). (2.1). 3.2. Ajustando la pérdida de volumen. Cuando la rueda de goma disminuye su diámetro, la cantidad de materia desprendida en un ensayo también se reduce. La pérdida de volumen real producto de esta rueda ligeramente menor, por consiguiente, es inexacta. El valor del “ajuste de la pérdida de volumen” tiene en cuenta esto e indica la proporción de abrasión real que se produciría por una rueda de diámetro 228.6 mm (9.00 in). El valor del ajuste de volumen perdido (AVL) es:. AVL volumen perdido medido x. 228.6 mm (9.00 in ) diámetro de la rueda después de usada. (2.2). 3.3. Verificación de los parámetros de trabajo de la máquina Como indica la norma ASTM G 65, antes de realizar el ensayo es necesario verificar los parámetros de trabajo de la máquina (Fig.2.2). 17.
(24) Capítulo II: Descripción de la máquina y procedimiento del ensayo. Fig.2.2. Máquina usada en el ensayo. 3.4. Primeramente se verificó el número de rpm a que gira la rueda de caucho, para esto se utilizó un tacómetro digital láser marca SHIMPO DT-205L (Figs.2.3 y 2.4). Se pudo constatar que la rueda gira a 208 rpm como estaba previsto.. 18.
(25) Capítulo II: Descripción de la máquina y procedimiento del ensayo. 3.5. Tamizado de la arena Para el ensayo se utilizó arena sílice y para su tamizado se utilizaron los tamices No 40 con una apertura de 425 µm y uno 70 con una apertura 212 µm según establece la norma, ver Tabla 2.2. y Fig.2.5. Tabla 2.2. Indicaciones para el tamizado de la arena. Figura 2.5. Tamices utilizados para cernir la arena. 3.6. Posteriormente se verificó el flujo de arena. Para esto se recogió arena del flujo que sale por la boquilla durante un minuto y se pesó en una balanza digital marca “Sartorius” que tiene una precisión de 0.1 g (Fig. 2.6). El flujo de arena es de 330 g/min, lo que está dentro del rango establecido por la norma de 300 a 400 g/min. 19.
(26) Capítulo II: Descripción de la máquina y procedimiento del ensayo. Fig.2.6. Balanza marca “Sartorius” utilizada en la medición del flujo de arena. 3.7. Por último se constató la fuerza que se aplica entre la probeta y la rueda de caucho producto del brazo y las pesas colocadas en el mismo. Para esto se utilizó un dinamómetro alemán fabricado por la empresa KRAFTMESSGERATE HALLE. Se verificó que en ese punto se aplican 130 N como establece la norma G 65 para el procedimiento B (Figs. 2.7 y 2.8).. Fig. 2.7. Dinamómetro utilizado. Fig. 2.8. Medición de la fuerza utilizando el Dinamómetro. 20.
(27) Capítulo II: Descripción de la máquina y procedimiento del ensayo Conclusiones parciales 1.. Para la realización del ensayo se selecciona el procedimiento B descrito en la. norma ASTM G 65 que tiene como parámetros de trabajo: una fuerza de 130 N, 2000 revoluciones de la rueda de caucho y una distancia lineal de desgaste de 1436 m. 2.. Al verificar la velocidad angular del eje de la rueda de caucho se determinó que el. mismo gira a 208 rpm, lo que queda dentro del rango establecido de 200 ± 10 rpm. 3.. Se midió el flujo de arena de la máquina en tres etapas, con la tolva llena al 100%,. al 50% y con el 20%, en todos los casos se comprobó que el mismo se mantiene constante y es de 315 g/min, lo que está dentro del rango de 300 a 400 g/min. 4.. Para garantizar la fuerza de contacto entre la rueda y la probeta se colocó un. dinamómetro en el punto donde hacen contacto estos elementos y se colocaron pesas en el extremo del brazo de carga hasta que se midió exactamente la fuerza necesaria.. 21.
(28) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho Capítulo III. Desarrollo del ensayo de arena seca con disco de caucho 3. Introducción En este capítulo se realizará el ensayo de desgaste abrasivo a los materiales que conforman los tres tubos analizados. Primeramente se determinarán las características de dichos materiales, como son la composición química, metalográfica y la dureza. Con posterioridad se realizará el ensayo de desgaste abrasivo utilizando una máquina tipo arena seca disco de caucho.. 3.1. Preparación de las probetas Para la fabricación de las probetas se utilizaron tres tubos de hierro fundido, sus dimensiones se muestran en la tabla 3.1. Tabla 3.1. Dimensiones de los tubos utilizados para la fabricación de las probetas. Tubo. Diámetro exterior (mm). Espesor (mm). 1. 252. 13. 2. 152. 8. 3. 110. 5. Figura 3.1. Tubos utilizados en la fabricación de las probetas. 3.1.1. Material de las probetas Análisis químico En la tabla 3.2 se muestra el resultado del análisis químico realizado al material de los tres grupos de probetas, en este caso se presentan los valores promedio de los cuatro análisis realizado a cada probeta, en los Anexo 1, 2 y 3 se muestra el análisis completo de cada material. Este análisis fue realizado en la máquina 22.
(29) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho Spektrometrie Opto-Electronik, marca Belec de fabricación alemana (Fig. 3.2.) que se encuentra en Planta Mecánica de Santa Clara.. Figura 3.2. Máquina utilizada en el análisis químico Tabla 3.2. Valor promedio de la composición química de los tres tipos de materiales Tubo. C. Si. Mn. S. Cu. Cr. Mo. V. Ti. Mg. Fe. 1. +5.50. 0.57. 0.379. 0.133. 0.047. 0.059. 0.008. 0.009. 0.029. 0.007. 80.97. 2. 5.39. 1.21. 0.454. 0.161. 0.079. 0.029. 0.007. 0.020. 0.027. <0.001. 92.46. 5.02. 2.46. 0.488. 0.161. 0.059. 0.097. 0.008. 0.003. 0.027. <0.001. 91.60. 3. 3.1.2. Análisis metalográfico En el análisis metalográfico se utilizó un microscopio tipo Neophot32 (Fig.3.2).. Figura 3.3. Microscopio utilizado en el análisis metalográfico. 23.
(30) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho Como resultado del análisis metalográfico se determinó que el hierro fundido correspondiente al tubo 1 tiene una estructura Ferrítica, contiene grafito laminar recto con largo de inclusión entre 60 y 120 μm, tiene una distribución uniforme y su cantidad oscila entre el 5 y 8 % (Fig. 3.3.a). El material correspondiente al tubo 2 tiene una estructura bainítica con grafito nodular no regular con diámetro entre 15 y 30 μm. Tiene una distribución uniforme y una cantidad de más del 12 % (Fig.3.3.b). El tubo 3 tiene una matriz ferrífica-perlítica con grafito vermicular sinuoso, Este tiene una distribución uniforme y una cantidad de hasta el 5 % de grafito nodular (Fig.3.3.c).. Figura 3.3. Estructura de los materiales de los tubos. También se realizó la medición de la dureza en grados vickers (Tabla 3.3) Tabla 3.3. Dureza HV de los hierros fundidos. Tubo. Dureza (HV). 1. 165. 2. 185. 3. 235. 3.2. Fabricación de las probetas Las probetas de hierro fundido se fabricaron según indicaciones de la norma ASTM G 65 y sus dimensiones son: 7.62 x 2.54 cm (3 x 1 pulg) (Fig. 3.4). 24.
(31) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho. Fig. 3.4. Probetas utilizadas en el ensayo. Las mismas se limpiaron utilizando papel especial Hydrowipes de la fábrica MGchemical, un spray limpiador de la fábrica MGchemical y se numeraron para el control de los ensayos. Posteriormente se pesaron utilizando una balanza digital marca SCALTEC que tiene una precisión de 0.0001 g como establece la norma G 65 para el procedimiento D de este ensayo de abrasión (Fig.3.5).. Fig.3.5 Balanza marca SCALTEC con precisión de 0.0001 g. En la tabla 3.4. Se muestran los resultados del pesaje de las probetas. Tabla 3.4. Masa inicial de las probetas. Material. 1. Probetas. Masa inicial (g). 1. 80.4355. 2. 62.0816. 3. 79.7355. 4. 79.3658 25.
(32) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho. 2. 3. 1. 30.7431. 2. 36.6013. 3. 36.1212. 4. 27.3529. 1. 34.8583. 2. 36.1664. 3. 38.1995. 4. 36.8426. 3.3. Realización del ensayo Después de verificados los parámetros de la máquina, se establece la forma en que se realizará el ensayo. Según establece la norma ASTM G 65 para el procedimiento B (Tabla 2.1.) se aplicará una fuerza 130 Newton entre la probeta y la rueda de caucho, tendrá una distancia de abrasión de 1436 m, que se alcanza con 2000 revoluciones de la rueda de caucho con 228,6 mm (9 pulg) de diámetro. En la Tabla 3.5 se muestran los resultados de las mediciones de las pérdidas de masa en las probetas. Tabla 3.5 Pesaje de las probetas después de realizado el ensayo Material. 1. 2. 3. Probetas. Masa inicial (g). Masa final (g). 1. 80.4355. 80.1856. 2. 62.0816. 61.8276. 3. 79.7355. 79.4629. 4. 79.3658. 79.1003. 1. 30.7431. 28.2139. 2. 36.6013. 34.2611. 3. 36.1212. 34.1588. 4. 27.3529. 27.0264. 1. 34.8583. 34.5232. 2. 36.1664. 35.8698. 3. 38.1995. 37.8955. 4. 36.8426. 36.5018. 26.
(33) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho En la Fig.3.6 se muestra la huella de desgaste en tres probetas después de terminado el ensayo. Como se puede apreciar, su forma coincide con el caso de la izquierda de la Fig.2.1, que presenta el caso de un ensayo correctamente realizado según la norma ASTM G 65.. Fig.3.6 Huella de desgaste de tres probetas diferentes después del ensayo. En la Fig.3.7 se aprecia una fotografía de la zona desgastada realizada en el microscopio estereoscópico marca NOVEL de fabricación china. Se ve claramente las huellas producidas por las partículas abrasivas al deslizarse sobre la superficie de las probetas de los diferentes tipos de hierro fundido después de terminar el ensayo.. Fig.3.7 Fotos de la zona de desgaste. 3.4. Procesamiento y análisis de los resultados Determinación de la pérdida de masa Para procesar los resultados primeramente se determinó la pérdida de masa que tuvo cada probeta en las mediciones realizadas. Para esto se restaron a los pesajes iniciales los del pesaje final. Estos resultados se reflejan en la Tabla 3.6. 27.
(34) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho Tabla 3.6. Pérdida de masa en cada medición Material. Probetas. Masa inicial (g). Masa final (g). Masa perdida (g). 1. 80.4355. 80.1856. 0.2498. 2. 62.0816. 61.8276. 0.2540. 3. 79.7355. 79.4629. 0.2726. 4. 79.3658. 79.1003. 0.2655. 1. 30.7431. 28.4799. 2.2632. 2. 36.6013. 34.2611. 2.3402. 3. 36.1212. 33.8925. 2.2287. 4. 27.3529. 25.0264. 2.3265. 1. 34.8583. 34.5232. 0.3351. 2. 36.1664. 35.8698. 0.2966. 3. 38.1995. 37.8955. 0.3040. 4. 36.8426. 36.5018. 0.3408. 1. 2. 3. 3.5. Determinación de la pérdida de volumen Como establece la norma ASTM G 65 el reporte final de este ensayo debe hacerse en función de la pérdida de volumen. Para la determinación de la pérdida de volumen se utiliza la fórmula 2.1. Los resultados de este cálculo se muestran en la Tabla 3.7 Tabla 3.7. Pérdida de volumen calculada en cada medición Material. 1. 2. 3. Probetas. Masa inicial (g). Volumen perdido (mm3). 1. 80.4355. 37.5339. 2. 62.0816. 38.1955. 3. 79.7355. 40.9925. 4. 79.3658. 39.9248. 1. 30.7431. 340.331. 2. 36.6013. 351.909. 3. 36.1212. 335.150. 4. 27.3529. 349.850. 1. 34.8583. 50.3910. 2. 36.1664. 44.6015. 3. 38.1995. 45.7143. 4. 36.8426. 51.2481. 28.
(35) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho 3.6. Procesamiento estadístico de los resultados Para el procesamiento estadístico se utilizó el software STATGRAPHICS 5.1, Plus, realizándose el análisis de un modelo lineal. Se procesaron los resultados de las mediciones en cada una de las etapas analizadas y se determinaron entre otros los parámetros que se describen a continuación. 3.7. Resultados para las mediciones de las pérdidas de volumen A continuación se muestran los resultados del análisis estadístico para la columna 4 de la Tabla 3.7 que corresponde a la pérdida de volumen en los tres tipos de materiales analizados.. ******************************************************************* Resumen de Procedimiento Para el material 1 Datos: Col_4 4 valores comprendidos desde 37,5339 hasta 40,9925 Resumen Estadístico para Col_4 Frecuencia = 4 Media = 39,1617 Mediana = 39,0602 Media geométrica = 39,1377 Varianza = 2,50581 Desviación típica = 1,58297 Error estándar = 0,791487 Mínimo = 37,5339 Máximo = 40,9925 Rango = 3,4586 Asimetría tipi. = 0,187485 Curtosis típificada = -1,29247 Coef. de variación = 4,04215% *************************************************************** Resumen de Procedimiento Para el material 2 Datos: Col_4 29.
(36) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho 4 valores comprendidos desde 296,15 hasta 380,331 Resumen Estadístico para Col_4 Frecuencia = 4 Media = 344,31 Mediana = 345,091 Media geométrica = 344,242 Varianza = 62,7248 Desviación típica = 7,9199 Error estándar = 3,95995 Mínimo = 335,15 Máximo = 351,909 Rango = 16,759 Asimetría tipi. = -0,244061 Curtosis típificada = -1,51048 Coef. de variación = 2,30022% ******************************************************************* Resumen de Procedimiento Para el material 3 Datos: Col_4 4 valores comprendidos desde 44,6015 hasta 51,2481 Resumen Estadístico para Col_4 Frecuencia = 4 Media = 47,9887 Mediana = 48,0527 Media geométrica = 47,9025 Varianza = 11,0136 Desviación típica = 3,31867 Error estándar = 1,65934 Mínimo = 44,6015 Máximo = 51,2481 Rango = 6,6466 30.
(37) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho Asimetría tipi. = -0,0318529 Curtosis típificada = -2,00057 Coef. de variación = 6,91552% **************************************************************** Esta tabla muestra el resumen estadístico para Col_4. Incluye las medidas de tendencia central, medidas de variabilidad, y medidas de forma. De particular interés están los coeficientes de asimetría y curtosis estandarizados que pueden utilizarse para determinar si la muestra procede de una distribución normal. Los valores de estos estadísticos fuera del rango de -2 a +2 indican alejamiento significante de normalidad que tendería a invalidar cualquier test estadístico con respecto a la desviación normal. En este caso, el valor del coeficiente de asimetría estandarizado está dentro del rango esperado para los datos de una distribución normal. El valor del coeficiente de curtosis estandarizado está dentro del rango esperado para los datos de una distribución normal. ****************************************************************** A continuación en la Tabla 3.8 se muestran los resultados resumidos de los análisis para los resultados de la pérdida de volumen en los tres tipos de materiales. Tabla 3.8. Resumen del análisis estadístico de la pérdida de volumen en los tres materiales Análisis. Material 1. Material 2. Material 3. Frecuencia. 4. 4. 4. Media. 36,1617. 344,31. 47,9887. Mediana. 39,0602. 345,091. 48,0527. Media Geométrica. 39,1377. 344,242. 47,9025. Varianza. 2,50581. 62,7248. 11,0136. Desviación típica. 1,58297. 7,9139. 3,31867. Error estándar. 0,791487. 3,95995. 1,65934. Mínimo. 37,5339. 335,15. 44,6015. Máximo. 40,9925. 351,909. 51,2481. 31.
(38) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho Rango. 3,4586. 16,759. 6,6466. Asimetría tipi.. 0,287485. -0,244061. -0,0318529. Curtosis tipificada. -1,29247. -1,51048. -2,00057. Coef. de Variación. 4,04215. 2,30022. 6,91552. Como se aprecia en la tabla 3.8 en los tres casos los coeficientes de Asimetría y Curtosis se encuentran dentro del rango ±2 lo que demuestra que en los tres casos las muestras proceden de una distribución normal. 3.8. Determinación del coeficiente de desgaste (K) Como se ha planteado anteriormente es muy complicado modelar los fenómenos de desgaste, y es difícil seguir métodos analíticos que se parezcan a las condiciones reales en la práctica [16]. En consecuencia, el modelado del desgaste suele ser de naturaleza experimental, y se hace determinando un coeficiente de desgaste con la ecuación de Archard (en honor de J. F. Archard, 1918-1989): V. K L W H. (2.7). Donde V es el volumen gastado, K es el coeficiente de desgaste, L la distancia de deslizamiento, W la fuerza normal entre las superficies y H es la dureza a la penetración. Despejando de 2.7 se llega a la expresión para poder determinar el coeficiente de desgaste K. K. V H W L. (2.8). Para el caso analizado se determinará este coeficiente en las tres etapas en las que se dividió el ensayo y los datos son: Datos comunes a las tres etapas: W = 130 N L = 1436 m. 32.
(39) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho - Determinación de K para el material 1 Para este material: H1 = 1650 N/mm2 V1 = 39.1617 mm3 K1 . 39.1617 1650 130 1436. K1 = 0.3461. - Determinación de K para el material 2 Para este material: H2 = 1850 N/mm2 V2 = 344.31 mm3 K2 . 344.31*1850 130 *1436. K2 = 3.4121 - Determinación de K para el material 3 Para este material: H3 = 2350 N/mm2 V3 = 47.9887 mm3 K3 . 47.9887 * 2350 130 *1436. K3 = 0.6041. 33.
(40) Capítulo III: Desarrollo del ensayo de arena seca con disco de caucho Conclusiones parciales 1.. Como resultado del análisis químico se pudo constatar que los tres tubos. tienen una composición química diferente, aunque en los tres casos se presenta un alto contenido de carbono. 2.. Como resultado del análisis metalográfico se determina que el material. correspondiente al tubo 1 tiene una estructura ferrítica con grafito laminar recto, el material del tubo 2 tiene una estructura bainítica con grafito nodular y el material del tubo 3 tiene una matriz ferrítica-perlítica con grafito vermicular sinuoso. Como se aprecia los tres materiales tienen una estructura diferente. 3.. Después de realizados los ensayos se puede apreciar que la huella de. desgaste producido por los mismos coincide con el caso correcto presentado por la norma ASTM G 65, por lo que se puede concluir que los mismos fueron desarrollados con la calidad requerida. 4.. Al determinar la pérdida de volumen se aprecia que las probetas. correspondientes al los tubos 1 y 3 tienen un desgaste más cercano, aunque mayor en la tres que en la uno, sin embargo las probetas correspondientes al material 2 sufren un desgaste mucho más significativo. En este caso el desgaste no tiene una relación directa con la dureza de estos materiales, por lo que se puede concluir que el desgaste está relacionado con la estructura de cada hierro fundido. 34.
(41) Conclusiones Generales Conclusiones Generales 1.. Como resultado del análisis bibliográfico se pudo constatar que los ensayos. más realizados para comparar el desgaste abrasivo sufrido por diferentes materiales son el ensayo disco de caucho-arena seca y el tipo espiga-disco. Para este trabajo se seleccionó el ensayo arena seca-disco de caucho por encontrarse el equipamiento necesario para su realización en los laboratorios de esta Facultad. 2.. Como resultado del análisis químico se pudo constatar que los tres tubos. tienen una composición química diferente, aunque en los tres casos se presenta un alto contenido de carbono. 3.. Como resultado del análisis metalográfico se determina que el material. correspondiente al tubo 1 tiene una estructura ferrítica con grafito laminar recto, el material del tubo 2 tiene una estructura bainítica con grafito nodular y el material del tubo 3 tiene una matriz ferrítica-perlítica con grafito vermicular sinuoso. Como se aprecia los tres materiales tienen una estructura diferente. 4.. Al determinar la pérdida de volumen se aprecia que las probetas. correspondientes al los tubos 1 y 3 tienen un desgaste más cercano, aunque mayor en la tres que en la uno, sin embargo las probetas correspondientes al material 2 sufren un desgaste mucho más significativo. En este caso el desgaste no tiene una relación directa con la dureza de estos materiales, por lo que se puede concluir que el desgaste está relacionado con la estructura de cada hierro fundido.. 35.
(42) Recomendaciones Recomendaciones 1.. Realizar el ensayo de abrasión en equipo tipo espiga-disco y/o tipo espiga-. disco abrasivo a estos materiales para verificar si el comportamiento es similar o no. al. que. han. tenido. en. el. ensayo. realizado. en. este. trabajo.. 36.
(43) Referencias Bibliográficas Referencias bibliográficas [1]- Brushan B. et al. Modern Tribology Handbook. CRC Press LLC. 2001. [2]- ASM Handbook. Volume 18. Friction, lubrication and wear. 1992. [3]- Morales P.; González B. “Ensayo de abrasión en tuberías de PAD“. Tesis de grado. UCLV. 2013 [4]- Mamani C. “Estudio de resistencia al desgaste por abrasión de aceros de baja aceros al manganeso e hierros fundidos aleados”. Informe final de. aleación,. investigación. Universidad Nacional del Callao. Perú. 2011 [5]- Hawk J.A., Wilson R.D., Tylczak J.H., Dogan O.N. Laboratory abrasive wear tests: investigation of test methods and alloy correlation, Wear, Vol 225, 1999. [6]- ASTM Standard G65, Standard Test Method for Measuring Abrasion Using The. Dry. Sand/Rubber. Wheel. Apparatus,. ASTM. International,. West. Conshohocken, PA (2008). [7]- ASTM Standard G99, Standard Test Method for Wear Testing with a Pin-onDisk Apparatus, ASTM International, West Conshohocken, PA (2008) [8]- Fonseca Uribe D.A. Abrasión en Tuberías de Alcantarillado. Diana A.Foseca Uribe/ Juan G. Saldarriaga, Tutor. TD; UA (Mec) 2008. 84 h [9]- Kostiesky B. I. Métodos experimentales para la determinación de los valores absolutos del desgaste. Editorial MIR, Moscú, 1970. Pág. 75-78. [10]- Shutov I.D. Estudio del desgaste abrasivo en aceros al carbono según el método. de. Haworth-Brinell. "Problema. Trenie. y Iznashivanie" vol.2. "Texnica".1972 Pág.108-111. [11]- Álvarez G. E. Máquina para el estudio del desgaste abrasivo en pares tribológicos. Revista Construcción de Maquinaria, Año 20, Nº 2, Mayo Agosto, 1995. Pág. 69-76. [12]- Álvarez G. E. Cianuración de hierros fundidos empleados en chumaceras de telares textiles. Valoración del comportamiento de la resistencia al desgaste de los recubrimientos. Memorias del Evento “METÁNICA 2000”. Soporte Magnético Julio 2000. [13]- PMPA – 05 - 94. Procedimiento Metodológico para ensayos de abrasión Disco de Goma – Arena Seca. Ediciones Universitaria, UCLV, 1994. 18 Pág. 37.
(44) Referencias Bibliográficas [14]- Kashiev V. N. Aspectos generales sobre el desgaste en masa abrasiva. Problemy Trenia y Iznos Nº 4. Texnica, Kiev, 1976. Pág. 53-59. [15]- Kashiev V. N. Desgaste abrasivo de materiales de elevada dureza. Editorial Nauta, Moscú, 1970, Pág. 47 – 54. [16]- Frumina I. I. Métodos de ensayo a desgaste de materiales depositados por soldadura. Academia de Ciencias de Ukrania, Kiev. 1979. Pág. 17-24. [17]- Izbenko, Y. A. Máquina de ensayo para la determinación de la resistencia al desgaste de diferentes materiales. Academia de Ciencias de Ukrania, Kiev. 1980. Pág. 23-27. [18]- Chigaev V. D. Fricción en presencia de tela abrasiva entre superficies metálicas. Construcción de maquinaria Nº2, 1990. Pág. 17-22. [19]- Zozulia V. D. Manual Práctico sobre Fricción, Desgaste, y Lubricación. Naukova Dumka, Kiev, 1990. Pág. 120-125. [20]- Vinagradov V. N. Criterios de resistencia al desgaste a partir de ensayos de abrasión. Trenie y Iznos. Marzo – Abril, Tomo 9, Nº2, 1988. Pág. 209-211. [21]- Kroja V. A. Evaluación de la exactitud de la magnitud del desgaste bajo ensayos de abrasión. Trenie y Iznos, Tomo 9, Nº 6, Noviembre – Diciembre, 1988. Pág. 1128-1133. [22]- Kroja V. A. Método para la elaboración de las probetas para el estudio de la resistencia al desgaste de materiales bajo ensayos de abrasión. Trenie y Iznos, Tomo 10, Nº 3, Mayo – Junio, 1990. Pág. 502-506. [23]- Poliakov A. A. Aspectos fundamentales Relacionados con la determinación de la resistencia al desgaste de materiales bajo ensayos de abrasión y para condiciones de laboratorio. Trenie y Iznos, Tomo 11, Nº 4, Noviembre – Diciembre, 1990. Pág. 668-674. [24]- Roda Vázquez, C; Loureiro A; Pita Cribeiro J. Comportamiento frente al desgaste abrasivo de las aleaciones con tendencia a la formación de carburos aplicados por soldadura. Universidades de A Coruña, Escola Politécnica Superior de. Ferrol. http://www.puntex.es/mantenimiento/sumario134.htm.. Revista. Mantenimiento, Nº 134, Mayo 2000.. 38.
(45) Referencias Bibliográficas [25]- Borik, Frank, “Rubber Wheel Abrasion Test,” SAE Paper 700687, Society of automotive Engineers, 1970. [26]- Saltzman, G. A., “Wet Sand Rubber-Wheel Abrasion Test for ThinCoatings,” Selection and Use of Wear Test for Coatings, ASTM STP 769, R. G. Bayer, Ed., ASTM, 1982,. Pág. 71–91.. [27]- Saltzman, G. A., Merediz, T. O., Subramanyam, D. K., and Avery, H. S., “Experience with the Wet Sand/Rubber Wheel Abrasion Test,” Slurry Erosion: Uses, Applications, and Test Methods, ASTM STP 946, J. E. Miller and F. E. Schmidt,. Jr,. Eds.,. ASTM. 1987,. Pág.. 211–242.. 39.
(46) Anexos.
(47)
Figure



+5




Documento similar