EXPERIMENTAL MODEL OF UNIFORM THERMAL PATTERNS ON PUNCHED SURFACES FOR SHEET AHSS STEELS BY THE APPLICATION OF INDUCTION HEATING
81
0
0
Texto completo
(2)
(3) Instituto Tecnológico y de Estudios Superiores de Monterrey Campus Monterrey School of Engineering and Sciences. The committee members, hereby, certify that have read the thesis presented by Cesar Matias Martinez Guerrero and that it is fully adequate in scope and quality as a partial requirement for the degree of Master of Science in Manufacturing Systems.. ______________________________________ Dr. Jorge Armando Cortes Ramirez Tecnológico de Monterrey School of Engineering and Sciences Advisor. ______________________________________ Dr. Humberto Aguayo Tellez Tecnológico de Monterrey School of Engineering and Sciences Committee Member. ______________________________________ Dr. Juan Oscar Molina solis Tecnológico de Monterrey School of Engineering and Sciences Committee Member. __________________________________ Dr. Rubén Morales Menéndez Dean of Graduate Studies School of Engineering and Sciences.
(4) Declaration of Authorship. I, Cesar Matias Martinez Guerrero, declare that this thesis titled, “EXPERIMENTAL MODEL OF UNIFORM THERMAL PATTERNS ON PUNCHED SURFACES FOR SHEET AHSS STEELS BY THE APPLICATION OF INDUCTION HEATING” and the work presented in it are my own. I confirm that: •. This work was done wholly or mainly while in candidature for a research degree at this University.. •. Where any part of this thesis has previously been submitted for a degree or any other qualification at this University or any other institution, this has been clearly stated.. •. Where I have consulted the published work of others, this is always clearly attributed.. •. Where I have quoted from the work of others, the source is always given. With the exception of such quotations, this thesis is entirely my own work.. •. I have acknowledged all main sources of help.. •. Where the thesis is based on work done by myself jointly with others, I have made clear exactly what was done by others and what I have contributed myself.. ___________________________ Cesar Matias Martinez Guerrero Monterrey Nuevo León, Nov 15th, 2019. @2019 by Cesar Matias Martinez Guerrero All rights reserved.
(5) Dedication. To God that blessed me with all the experiences, I have faced in my life and make me remember that I am his son and He will always care for me.. To my parents that always support and encourage me to follow my dreams.. v.
(6) Acknowledgments. To Dr. Jorge Armando Cortes Ramirez who always guided me and support widely in the development of this thesis.. vi.
(7) List of Figures and Tables Fig. 1. Scanning induction heating. [10]. ................................................................................... 5 Fig. 2. Schematic representation of the application of pre-heated before welding. [19].......... 7 Fig. 3. IH-treatment technology applied to the circular HSS: IH and quenching processes; and surface of IH steel part. [21]........................................................................................... 8 Fig. 4. Thermomechanical forming process with inductive heating [22]................................... 8 Fig. 5. Induction heating Line and a steel bar during an inductive re-heating process [23]...... 9 Fig. 6. Heating test to achieve uniform thermal pattern along workpiece [24]. ..................... 10 Fig. 7. Schematic of behavior of penetration on teeth of a gear applying Medium frequency and High Frequency; MF: Medium-Frequency, HF: High-frequency; MF+HF: Both Frequencies applied at the same time [26]. ................................................................. 12 Fig. 8. Schematic of shaft after forming (Units mm) [27]. ....................................................... 13 Fig. 9. End-Effect of uniform surface [16] ................................................................................ 15 Fig. 10. Edge effect of non-uniform surface [16] .................................................................... 15 Fig. 11. The effect of medium-, high- and multifrequency induction heating. MF (left): only the root of the gear is heated, HF (middle): only the tip of the gear is heated, MF + HF (right): tip and root of the gear are heated [26]. ......................................................... 16 Fig. 12. Transfer of heat from the heated workpiece to the coil, and function of internal cooling system [31]. ..................................................................................................... 16 Fig. 13. Principle design of longitudinal field, transverse field and face inductor.[10]............ 17 Fig. 14. Magnetic field of the coil optimized by the application of flux concentrator [16]. .... 19 Fig. 15. Cracks caused by induction overheating during a bending process of a tube [43] ..... 21 Fig. 16. Internal cracks in a roller barrel (diameter 210 mm) on quenching with external water cooling. [44] ....................................................................................................... 22 Fig. 18. Schematic diagram of the various components of a continuous slab casting machine. [47] ............................................................................................................................... 24 Fig. 19. The Fe-C equilibrium diagram up to 6.67 wt% C. Solid lines indicate Fe-Fe3C diagram; dashed lines indicate iron-graphite diagram. Source: [17] .......................................... 25 Fig. 20. Isothermal transformation (upper) and CCT (lower) diagrams for AISI 4130 steel containing 0.30% C, 0.64% Mn, 1.0% Cr, and 0.24% Mo. The IT diagram illustrates the input data representation for calculations described in the text. The CCT diagrams are computed dashed lines) and experimentally determined (solid lines). Source: Ref [17] ...................................................................................................................................... 27 Fig. 21. Definition of angular trimming for reduction of shear forces [55] ............................. 29 Fig. 22. Definition of electrode pre-heating for reduction of shear forces [56] ....................... 30 Fig. 23. Welding of head of Cr–Cu electrode pin to punched sheet by severe passage of current. [56].................................................................................................................. 30 Fig. 26. Metallography of initial condition of MAT1. .............................................................. 34 Table 1. Mechanical properties of MAT1. ................................................................................ 34 Table 2. Characteristics of induction system ........................................................................... 35. vii.
(8) Fig. 27. Set up of experimental system; Induction generator, Coil; thermometer and thermocouple. .............................................................................................................. 36 Fig. 28. TTT curve of experiments ........................................................................................... 38 Fig. 29. Sections distribution of initial condition - punch S2-0°............................................... 39 Fig. 30. Trimming of initial condition for of punch S2-0°– Sectional, transversal view .......... 40 Fig. 31. Distribution of sections of initial condition of punch S3-0° ........................................ 40 Fig. 32. Trimming of initial condition for punch S3-0° – Sectional, transversal view.............. 41 Fig. 33. A) Current flow through the coil, B) orientation of eddy currents regarding the geometry of the sample. .............................................................................................. 42 Fig. 36. Thermal patterns of slots 1 a) and 2 b) – application of direct heating..................... 45 Fig. 37. Performance of Scanning heating. ............................................................................. 45 Fig. 38. Distribution of sections of final condition of punch S2-0° .......................................... 46 Fig. 40. Thermal patterns of S2-0° a) and S2-0° b); application of rotation while heating, high temperature rust is presented...................................................................................... 48 Fig. 41. Tc for getting Tc regarding the area of the punch. ..................................................... 50 Fig. 42. Differential of temperature regarding the tc .............................................................. 51 Fig 43. Tc for getting 950° regarding the area of the punch. .................................................. 52 Fig. 44. Experimental results applying angular speed ω at 15 rpm and 20 rpm ..................... 52 Fig. 45. Analytical definition of A and B values for ω at 15 rpm and 20 rpm .......................... 53 Fig. 46. Analytical definition of coefficients for the general model ......................................... 55 Fig. 47. Validation of ΔT for several experimental ω ............................................................... 56 Fig. 48. Forecast of ΔT for several ω ........................................................................................ 57. viii.
(9) Contents Dedication .................................................................................................................................. v Acknowledgments..................................................................................................................... vi List of Figures and Tables ......................................................................................................... vii Abstract ..................................................................................................................................... xi Chapter 1. Introduction ............................................................................................................. 1 1.1 Problem Definition .................................................................................................. 1 1.2 Motivation ............................................................................................................... 2 1.3 Hypothesis............................................................................................................... 2 1.4 Justification ............................................................................................................. 2 1.5 Objectives................................................................................................................ 3 1.6 Methodology ........................................................................................................... 4 1.7 Thesis Structure ...................................................................................................... 4 Chapter 2. Theoretical Framework ............................................................................................ 5 2.1 Induction Heating.................................................................................................... 5 2.1.1 Fundamentals and applications of Induction heating .............................. 5 2.1.2 Coil design ............................................................................................... 14 2.1.3 Flux concentrators .................................................................................. 18 2.2 Sheet steel and defects .......................................................................................... 20 2.2.1 Lamination Defects CC ............................................................................ 22 2.2.2 Mechanical Properties and heating impact ............................................ 25 2.3 Shear Theory .......................................................................................................... 28 2.3.1 Shear Processes ....................................................................................... 28 2.4 Conclusion .............................................................................................................. 32 Chapter 3. Experimental Development ................................................................................... 33 3.1 Experiment Definition ............................................................................................ 33 3.1.1 Material selection and initial characterization of samples ..................... 33 3.1.2 Design of inductor and equipment definition ......................................... 35 3.2 Experiments ........................................................................................................... 36 3.2.1 Initial test, validation of coil, set of parameters ..................................... 36 3.2.2 Punched samples, thermal pattern. ........................................................ 38 3.2.3 Static and Rotatory Heating and Final characterization of samples ....... 41 3.3 Conclusion .............................................................................................................. 48 ix.
(10) Chapter 4. Application Analysis ............................................................................................... 49 4.1 Mathematical analysis ........................................................................................... 49 4.2 Conclusion .............................................................................................................. 59 Chapter 5. Conclusions and Future Work ................................................................................ 61 5.1 Conclusions ............................................................................................................ 61 5.2 Contribution ........................................................................................................... 61 5.3 Future Work ........................................................................................................... 62 References ............................................................................................................................... 63. x.
(11) EXPERIMENTAL MODEL OF UNIFORM THERMAL PATTERNS ON PUNCHED SURFACES FOR SHEET AHSS STEELS BY THE APPLICATION OF INDUCTION HEATING. Abstract. This thesis proposes an experimental study of heating limits for punches present in highstrength sheet steels by applying induction heating. This work aims the handling of holes, which are currently a limitation in the application of induction heating due to the saturation of Eddy currents caused by the interruption of their flow through the workpiece generating a non-uniform thermal pattern, which make inefficient a subsequent heat treatment, additionally to the characteristics of AHSS(Advanced High Strength Steels) which mostly are not manufactured to be heated. Physical prototype coils are manufactured to test the flow of eddy current for AHSS. Validation of shear condition of punches is performed between conditions, before and after applying the heating, of the coupons through optical microscopy to validate any potential defects caused during heating, additional to the time of their melting point, which is used as reference to determinate the influence of punching in the heating pattern and the ΔT present on the sample. The most common geometries of punches for structural components are selected for the experimental stage. Several variants of the process are presented in which an angular speed is applied on of the workpiece to solve overheating condition and get a uniform thermal pattern. Mathematical analysis is presented based on the results of the test, behavior equations are set to define the phenomena and a final iteration is performed delivering a good correlation and proving that the problem of thermal uniformity can be solved.. xi.
(12) xii.
(13) Chapter 1. Introduction. Chapter 1. Introduction. This Chapter sets out the technical fundamentals of the thesis, problem to be solved is detailed, both personal and professional motivations that drive the development of this topic, the general and specific objectives to be achieved, the methodology that is followed for the development of both the technical and experimental review phase, the relevant hypotheses that support the experimental development are subsequently mentioned, the main expected contributions in this work and a brief description of the thesis structure is presented.. 1.1 Problem Definition. The application of heating by induction is a dynamic process used in multiple industries, including aeronautics and automotive applications, among others. In the automotive industry is mostly used on crank shafts, suspension, gearbox and engine block components, however, the application of induction on structural components is not a widely used technology in addition to the hot stamping. The induction heating for sheet steel involves several issues that can produce undesired defects, such as cracks, warping or non-uniform final condition of steel along the part, especially in zones overwhelmed by eddy currents such as punching and material edges. The thermal distortion can be controlled by several techniques such as coupling gap optimization, coil geometry design, parametrical optimization, among others. However, in the case of heating zones previously pierced for structural assembly requirements, the flow of eddy current does not behave in the same way, generating overwhelming of eddy current on specific zones depending on the amount of material removed during the punching and the orientation of the punching, and avoiding that uniform heating can be achieved. This problem can make additional concerns raise such as a condition of treatment not uniform due to the lack of heating on specific zones or melting on punching or edges zones generating defects that can potentially compromise the reliability of the part.. 1.
(14) Chapter 1. Introduction. This thesis proposes an analysis of critical time at the material reach overwhelming of eddy currents with different geometries of punches, validating the effect of the amount of material removed during the punching process and its relation with the orientation, and the rotational speed needed to ensure the uniformity of the thermal pattern.. 1.2 Motivation. This thesis will benefit to the field of automotive manufacturing by developing a process control support, giving to the designers a wider scope of the capabilities of the induction applied on this components and thus avoiding features that can potentially compromise the manufacturability of the parts, which will benefit both automotive manufacturers and final customers, allowing structural components that are not only beneficial to the environment by reducing structural weight and thus carbon footprint, but also to the safety of passengers because it will allow, through new processes, to expand the range of components manufacturable.. 1.3 Hypothesis. The main hypothesis of this thesis is that by defining the permissible design guidelines for punches of inductive heating structural components, it is possible to ensure the manufacturability of this kind of component.. 1.4 Justification. Most currently commercial applications in the area of induction heating of steels are focused on crank shafts, suspension, gearbox and engine block components, in these cases the surface to be heated is often cylindrical, which allows easier handling of the heating by scanning methods [1], rather than one-shot processes, in addition, the most of these. 2.
(15) Chapter 1. Introduction. applications have the target to generate a coating of hardened material that means to not affect the complete mass of the components that involves a specific configuration of equipment capacity. Previous works mention the application of heating applied to structural components for hot stamping processes[2] but the material used on this experiments is Ti-B based with allows a good control of the heating process, in the present thesis the application of such heating is applied on steels that are not designed for the heating process. The joint of and induction heating over surfaces with punching previously applied and materials AHSS FB is a proposal not before explored, and the development of the present thesis can set the basis for wider experimentation about the capabilities of this material on these applications.. 1.5 Objectives. The main objective of this thesis is to propose a definition of design guidelines of structural components that consider induction heating and punching allowing the improvement of the reliability of the components and reducing the potential risk for the mass production stage. The particular objectives are the following: •. Analyze the current applications in the industry around induction heating, their constrains, the designs for induction coils and the potential risks on steels during heating.. •. Prove experimentally the behavior induction heating over an AHSS and the performance applying induction heating over punching zones and the methodology to get a uniform thermal pattern.. •. Identify mathematical patterns that allows to predicting solution of the behavior of the phenomena based on the results of experiments.. 3.
(16) Chapter 1. Introduction. 1.6 Methodology. For the development of this thesis, the following logical structure is proposed: Theoretical framework involves the technical fundamentals of the induction process, material defects, shear theory and the way these areas are related to the present thesis and based on those facts the design of experiments is prepared. Experimental development presents the detail of the way that the physical tests are performed, the manufacture of the coils and selection of geometries, shear characterization of the samples and thermal patterns of the samples. Application analysis presents the analysis of the results of the test, the equations used to generate the predictive model and the trends obtained, Conclusions and Future work describes the main achievements of this thesis in addition to the limitations of the results and the areas that can be developed in future research.. 1.7 Thesis Structure. This thesis is organized as follows: Chapter 2, the theoretical framework presents the engineering background with three approaches to induction heating, sheet steels, and shear theory. In Chapter 3, The experiments and results section presents the definition of the coils, the characterization of the steel, the thermal patterns achieved and the shear conditions. In Chapter 4, the Application analysis, the mathematical model is generated considering the results and validated subsequently. Chapter 5, the summary of conclusions the proposition of work presents the main finding and a proposal for future research.. 4.
(17) Chapter 2. Theoretical Framework. Chapter 2. Theoretical Framework. 2.1 Induction Heating. 2.1.1 Fundamentals and applications of Induction heating Induction heating is a process in which a conductive material is heated by applying an electromagnetic field that generate heat through joule heating from eddy currents [3,4,5,6], releasing energy in the form of heat, which is then distributed throughout the workpiece [7,8]. The energy dissipated due to these currents causes heat in the steel component and can be used to heat up only a specific part of it [9]. An induction heating device consists of two components, a high-frequency generator and an induction coil, also called inductor. The advantages of induction heating include very accurate control of heated depth and surface areas [10] as can be seen in Fig.1, where a blank can be appreciated to be heated by scanning induction process, additionally to benefits over traditional methods such as no naked flame or atmosphere safety issues, repeatability, high efficiency, reduced scale, rapid focused heat, and reduced operator skill levels [11]. This process is commonly used for surface-hardening applications unlike the proposal of this thesis which involves whole-sample heating. A characteristic feature of the induction heating is the micro locally non-uniform distribution of the electromagnetic field over the material volume under heating, this can be used to heal cracks on steels [12].. Fig. 1. Scanning induction heating. [10].. 5.
(18) Chapter 2. Theoretical Framework. To reduce the costs of material in the design, manufacture, and operation of equipment, improve its technological characteristics, it is necessary to optimize the design of the heating coil to provide a magnetic field on the required thermal configuration on the workpiece.[13] Llewellyn et al. [14] mention that induction heating is mainly applied on material containing 0.3%-0.5% of carbon which usually achieve up to 50-60 HRC, for automotive applications commonly low carbon steels are used, with values of C around 0.1%. And that is one of the opportunity areas this thesis faces. All induction heating processes can be classified in two categories: single shot and scanning, based on whether the induction coil is moving (excluding rotation) relative to the part during the heating process as used by Zabbet et al. [15] for the simulation of the operative parameters, in single-shot induction heating applications, the position of the induction coil relative to the heated length of the part does not vary. In many single-shot heating applications, the part rotates while heating and quenching occur to ensure uniformity of thermal pattern [16,17] which is hardly achieved for geometries with greater volume values as shown in [7]. In this thesis the process to be used initially is one shot to verify the effect of having punches on the samples , due to the low complexity to be replicable, additional to the equipment definition that is described in the Chapter 3, for finally propose an configuration of scanning in rotating-part to achieve the uniform thermal pattern.. As mentioned by Goldstein et al. [16] Eddy currents are the primary source of power dissipation in most induction heating applications. Eddy currents, just like all other electrical currents, must form a closed contour. The power density in a given section of the workpiece depends on the current density. The current density can be influenced by electromagnetic effects (end effect, edge effect, etc.), the presence of magnetic flux concentrators, the width of the copper, the geometry of the part, and the distance between the coil and the workpiece (coupling gap). As stated by Tavakoli et al. [18], the spatial structure of electromagnetic field, eddy current and generated heat is a complex function of setup geometry, that is why in this thesis the first stage is the development of the thermal uniformity of the coil, and once it is achieved, 6.
(19) Chapter 2. Theoretical Framework. we proceed to the analysis of Eddy current concentrations at the edges of holes, otherwise the lack of uniformity, could generate uncertainty in the veracity of the information of overheating. Multiple applications can be made through induction heating, among which is the component to a structural change of mechanical properties to make it more ductile or more resistant, mostly for surface layers of the components, in addition there are preheating applications for welding as indicated in Li and Hao et al. [19,20], in which an inductor is used to prepare an area before applying welding as shown in Fig. 2.. Fig. 2. Schematic representation of the application of pre-heated before welding. [19].. These characteristics can be obtained in components in various ways, however, the more complex the surface to be heated, the heating complexity increases exponentially due to the parameters that must be controlled during the process to obtain a uniform temperature pattern such as frequency, current and the GAP between the part and the inductor. As stated by Skalomenos et al. [21] showed in Fig. 3, in which a transformation of material in specific areas can be seen, in this thesis the study of additional characteristics is proposed in addition to the change of properties of the material, that is to say in parts with 7.
(20) Chapter 2. Theoretical Framework. potentially attributes, in Fig. 3 can be shown as the heated component is uniform, allowing a scan treatment.. Fig. 3. IH-treatment technology applied to the circular HSS: IH and quenching processes; and surface of IH steel part. [21].. In some applications the combination of operating parameters of the induction process as well as its configuration, in terms of mode of application, allow to generate thermal patterns that make it possible to form as set by Gleim et al. [22] showed in Fig. 4, in which a previous heating is applied that deforms the central part of a shaft, geometry that subsequently functions as a head. This is possible because as previously mentioned the application of induction heating can be located in specific areas, a topic that is relevant in the development of experiments in Chapter 3.. Fig. 4. Thermomechanical forming process with inductive heating [22].. 8.
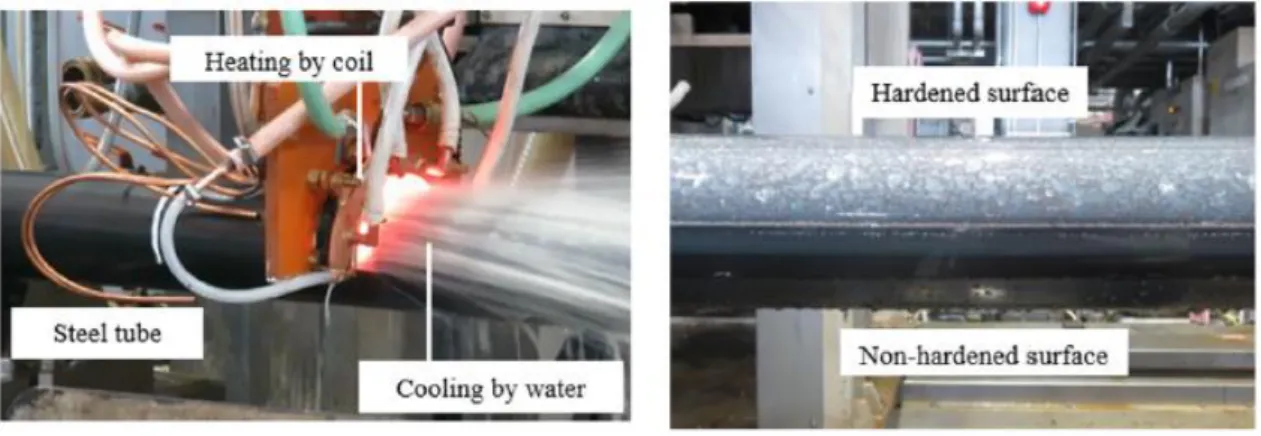
(21) Chapter 2. Theoretical Framework. An application in which the surface effect of heating by induction at high frequencies is transcendental is that developed by Hippenstiel et al. [23] showed in Fig. 5, in which induction is used to equalize the temperature lost in the surface area of the bar as a result of the normal process forging, this to guarantee the final condition of the component, in this case because it is a piece whose geometry does not allow the homogeneous penetration of the magnetic field, different layers of hardness are presented. Unlike the application proposed in this thesis in which the gauge used allows to guarantee the total penetration of the component.. Fig. 5. Induction heating Line and a steel bar during an inductive re-heating process [23].. Some research such as that presented by Kim at al. [24] propose the heating for materials developed to be heated, that is, their chemical composition contains alloying elements conducive to heat during processing, initially Kim at al obtained thermal patterns similar to those obtained in the first iterations of the experimental tests of the present thesis, as can be seen in Chapter 3, subsequently they used as an insulating element a graphite block in order to homogenize the temperature, the present thesis differs from the work of Kim at al's previous work. when considering the application of punching prior to heating, elements that can be translated as interruptions of continuity of Eddy's internal currents that are induced during the heating. Although in the final design they pose in the work of Kim et al. The temperature delta range is very low, ~ 15 ° C, which is a problem described in Chapters 3 and 4. Fig. 6 shows the transition made by Kim et al. to homogenize the temperature in the sample.. 9.
(22) Chapter 2. Theoretical Framework. Fig. 6. Heating test to achieve uniform thermal pattern along workpiece [24].. Wang [25] mentioned the implications in twisting on steel plates, however, it is not exactly the application presented in this thesis because they do not present punching, and this fact can be more challenging, however it raises the relationships between the mechanical properties of the workpiece and the parameters of the induction equipment so that for future research may be a reference. The most important electromagnetic properties of materials are Electrical resistivity (electrical conductivity) and magnetic permeability [3]. The component to be heated is over two heating ways, induction and conduction, as mentioned previously the induction is generated by eddy currents, and the conduction is caused by the difference of temperatures along the part, it means that the heat flows from mainly affected zones by induction to the rest of the part [6]. Thermal conductivity (K) is the rate at which heat travels across de workpiece. A material with higher K value conducts heat faster than the low K. For refractory materials lower values of K are preferred, to ensure lower heat losses that leak through the refractory. When K is high is easier to get uniform thermal distribution. While temperature goes up in the material the K value decrease. Units (W/m*K) [3] The heating efficiency is the percentage of the energy put through the coil that is transferred to the workpiece by induction if, for example, a bar diameter is higher than 4 10.
(23) Chapter 2. Theoretical Framework. times the depth reference value, the efficiency of the transformation of the energy decreases[6]. In the case of this thesis, the diameter would be the gauge and the depth reference are much higher than the thickness, so the ratio does not compromise the efficiency for the application. Even considering that most of the currently valid formulations are developed for crankshafts, axles or gear applications. The power density is related to the amount of power required to raise a certain amount of material to a certain temperature. And it is calculated using the following formula [6]:. 𝐿𝑏. 𝑘𝑊ℎ = (ℎ𝑟 ∗ 𝑆𝑝𝑒𝑐𝑖𝑓𝑖𝑐 ℎ𝑒𝑎𝑡 ∗ 𝑇 𝑟𝑖𝑠𝑒 )/3413. (1). Heat capacity is the physical quantity that characterizes the amount of heat required to change the temperature of a material by a given amount. Units (J/K). Specific heat is a derived quantity that specifies the heat capacity as a property independent of the size of the sample. It represents the amount of energy that must be absorbed by a unit of mass to achieve an increase in one unit of temperature. Unit (C), (J/KG). Significant changes in specific heat are associated with the phase transformation. C is a nonlinear function of temperature.[3] Electrical resistivity (ρ) indicates how strongly the material opposes the flow of an electric current. Unit (Ω*m). Electrical resistivity affects all important parameters of the induction process [3]: • Current penetration depth • Heat uniformity • Coil electrical efficiency • Required power The electrical resistivity of a particular material varies with temperature, chemical composition, microstructure, grain size. Electrical conductivity is the reciprocal of electrical resistivity (σ). Units (S*m). For pure metals, silver is the best conductor with the lowest electrical resistivity value, and the manganese the worst with the highest value. For some. 11.
(24) Chapter 2. Theoretical Framework. electrically conductive materials, electrical resistivity decreases with temperature. Insulators usually have resistivity values above 10^8. The temperature coefficient (α) varies with temperature, chemical composition, microstructure, grain size. Higher resistivity usually corresponds to finer grains. [3] The frequency of the generator influences the penetration depth of the magnetic field, whereby low frequencies lead to a high penetration depth and high frequencies to a low depth. This effect is used for example in surface hardening to define the thickness of the hardened layer. [10]. Fig. 7. Schematic of behavior of penetration on teeth of a gear applying Medium frequency and High Frequency; MF: Medium-Frequency, HF: High-frequency; MF+HF: Both Frequencies applied at the same time [26].. The frequency of the induction heating current has a strong influence on the induction coil and process design. It affects the power required, heating time, coil losses, local distribution of power in the part, and the structural support required [16]. Even considering that frequency in our application initially will be steady, the geometrical definition of the samples and its further purposes, allows despising the definition of this parameter because is well known that high-frequency applications deliver low penetration treatments and in this thesis the gauge considered allows to handle the whole thickness as depth penetration. As the complexity of the piece to be heated increases, the frequency used has greater relevance especially considering the hardening pattern that is desired, such is the case of Dong et al. [27] in which a study with a multi-frequency equipment is proposed in order to broaden the range of penetration and hardening of the heating as outlined in the following Fig.. 12.
(25) Chapter 2. Theoretical Framework. This approach is correct, in fact, there is currently equipment that is capable of applying multi-frequency treatments with the purpose of developing complex hardening layers, which regardless of the power it would not be possible to generate with a limited frequency range equipment, such is the case of test equipment described in Chapter 3. As can be seen in Fig. 8, the variation of diameters along the axle makes it impossible by means of a scanning heating to maintain uniform penetration throughout the entire component, due to the fact that the coupling gap changes, the uniform option to ensure Similar penetration is as previously mentioned applying multi frequencies during a scan.. Fig. 8. Schematic of shaft after forming (Units mm) [27].. Due to the fact of applying heating samples in the form of steel sheets, it is proposed that the skin heating effect or reference depth be much larger than the size of the sample [6] so that in the present thesis, for the frequency used in the experimentation, the assurance of temperature penetration is not considered a priority. There are deformation factors that are not commonly applicable to sheet steel, because mostly the application of induction heating is for components that have a greater mass such as axles, craft shafts, and the like, and on which only seeks to have a contact surface resistant to wear or with greater tenacity, Bae et al. [28] proposes a model by which it is predicted in such a way that an angular distortion and a deformation in the edges are presented when applying an induction heating, in the case of the present thesis the twisting of the piece will be controlled by the control of the heating in addition to the cooling curves that depend on. 13.
(26) Chapter 2. Theoretical Framework. the concentrations of the polymer, this considering that there is a deformation allowed depending on the area in which the phenomenon occurs.. 2.1.2 Coil design For induction heating applications, there are several variables to consider depending on the geometry to be heated, for the application of this thesis, single-shot, most of the adjustment will be run base on the coil design, considering that the prototype coils can be one-face inductors, as mentioned by Goldstein et al. in [16]. The form of the inductor determines the position of the magnetic field in reference to the workpiece resulting in different degrees of efficiency [10]. Most induction heating coils are made of such materials as copper or chromium copper and the method of heating changes with the geometry of the workpiece [29]. Goldstein et al. [16]. set that there are some defects on the thermal pattern that can be presented by the definition of the coil, the main that will be the take in the count for this thesis are End-effect and edge-effect. The edge effect tends to be smaller than the end effect, hence meaning a smaller temperature differential in this area. Due to the skin effect, the eddy currents tend to distribute in a small surface layer. The penetration depth of these eddy currents depends on the material and essentially on the frequency [26]. For the application presented in this thesis it is possible that end-effect and edge-effect patterns are presented, even though the geometry of the samples is straight and uniform, this is because the gauge and materials to be used in the tests do not have high thermal conductivity, so that saturation trends can occur at edges that lead to melting of the material or otherwise absence of Eddy current concentrations which would lead to the previously mentioned defects.. 14.
(27) Chapter 2. Theoretical Framework. Fig. 9. End-Effect of uniform surface [16]. Fig. 10. Edge effect of non-uniform surface [16]. There are some induction systems capable of handling multi-frequency treatment, as presented by Hömberg et al. [26] and it can be seen in the Fig. 11, it is well known that high frequencies generate the application of Eddy currents more effectively on the surface of the component what causes the heating to be merely superficial, this is beneficial for certain applications, in addition to the fact that the medium level frequency management generates a deep current pattern, it is important to mention that when applying a multi-frequency treatment the benefits are achieved of both system configurations, this types of treatment is usually applied on complex-shape samples. For this thesis, it is considering working with a stable frequency range due to the level of samples to be heated.. 15.
(28) Chapter 2. Theoretical Framework. Fig. 11. The effect of medium-, high- and multifrequency induction heating. MF (left): only the root of the gear is heated, HF (middle): only the tip of the gear is heated, MF + HF (right): tip and root of the gear are heated [26].. Ensuring the coupling gap is the most straightforward way to control the heat pattern. The closer the coil is to the part, the greater the intensity of heating in this area relative to other areas. Although the smaller the coupling gap, the better the efficiency of the coil, it is important to consider the demand required by the internal cooling system of the coil because of the proximity to the workpiece, as shown in the Fig. 12. There are two ways to reduce the coil temperature: improve the cooling circuit and reduce the local power density [30].. Fig. 12. Transfer of heat from the heated workpiece to the coil, and function of internal cooling system [31].. 16.
(29) Chapter 2. Theoretical Framework. There are some designs of coils that enhance the thermal distribution on flat surface such as transverse geometry, in which two coils around the sample making that the eddy current generated by the coils get align, as shown in [32, 6], in order to simplify the analysis they consider the sample to be heated as a plate even if the real geometry is not really in that way. Amongst others there are three variants of induction coils available: longitudinal field, cross-field and face inductors [10] as showed in Fig. 13.. Fig. 13. Principle design of longitudinal field, transverse field and face inductor.[10]. There are important differences between applying the heating before or after a forming or welding process, the shortest or economically feasible route is often sought, however, in the case of Li et al. [33] the application of a weld laser before or after a process of continuous induction, superficial form, and linear trajectory, it is concluded that one process is much superior to the other, base that is taken in this thesis, in relation to the process of forming that the piece entails because not applying the punching before heating involves a subsequent stamping stroke to make them and thus an impact in the cost of the part.. Initially for the development of a uniform temperature pattern, even having a simulation involves necessarily a set of adjustment iterations, which are intended to optimize the thermal patterns of the Eddy currents throughout the workpiece, as presented by Nian et al. [34] some cases of optimization of thermal patterns through frequency adjustment, variation in GAPs among others can obtain up to 62.9% improvement in the uniformity of thermal patterns and up to 19.5 in the heating rates of the component. It is important to consider that the most common way to optimize is not varying the frequency due to the majority of the equipment are limited to a specific range of frequencies. 17.
(30) Chapter 2. Theoretical Framework. According to Haimbaugh et al. [6] among the main considerations for a suitable design of a coil are the following: •. The coil should be couple as close to the workpiece as possible.. •. The leads into the coils must be designed for the best efficiency. It means to avoid mixing current flows that can produce cancellation on magnetic fields.. •. The coils must be designed so that they are rigid when the power is applied.. •. The coils must avoid zones that exposes them to overheating such as rounding areas.. •. The coils must be designed to apply eddy currents only in the desired areas. The highest concentration of the flux generates the maximum heat on the workpiece.. 2.1.3 Flux concentrators Usually quenching is done to finalize the heating process of steel components, and it typically is done with water that has a small percentage of a quench medium. This is the second half of heating; this stage is just as important as heating. After the part surface is raised above the austenitizing temperature, it should be quenched (or rapidly cooled). In most cases, this should be done immediately after the austenitizing temperature is reached. The time before quenching can vary depending on the composition of the steel [16]. For this thesis the experimental stage considers a different set of combinations of quenchants in order to achieve a controlled cooling that allows avoiding defects on edges surface, the quenching method is immersing the samples in a solution that can vary the polymer concentration regarding the condition to be cooled. Flow concentrators are components that function as magnetic insulators, properties that allow the magnetic fields to be concentrated in specific areas of the workpiece. They are usually installed to optimize the heating of the coils, allowing to reduce the capacity requirement of the equipment used, in addition to improving the performance of the heating, either in terms of cycle time or in level of penetration of the hardening layer. As can be seen in Fig. 13, the losses of the magnetic field decrease considerably when applying concentrators. The final microstructure and the mechanical properties of the sample are changed, as mentioned by Siesing et al. [35] under characteristics Specific to form and. 18.
(31) Chapter 2. Theoretical Framework. material, flow concentrators can be the most economical solution to achieve a uniform temperature pattern.. Fig. 14. Magnetic field of the coil optimized by the application of flux concentrator [16].. The flow concentrators are the main manufacturer of 3 compositions: laminations, SMC and ferrite. The use of ferrites for magnetic flux control in induction systems is limited to highfrequency applications (typically above 100 kHz) such as impeders for HF tube welding, inductors for sealing and plastic welding. Laminations are the main material for low and middle frequencies (up to 30 kHz and even up to 50 kHz in some special cases). They are used for matching transformers (up to 20 kHz), shunts and cores for induction melting furnaces, forge heating furnaces, large heating coils. SMCs are made from ferrous particles (iron or its alloys), covered with a thin insulation layer, mixed with an organic or inorganic binder, pressed at high pressure (up to 720 MPa and even higher) and cured or sintered [36]. Additionally, the heating process usually use polymer quenchants, depending on the target cooling rate, as mentioned by Verhoeven et al. [37], polymer quenchants consist of water with a polymer dissolved in the water at some specific concentration level. There are several types of polymers that have been developed for quenching purposes, and the most popular is called polyalkalene glycol. The quench rates of polymer quenchants are intermediate to those of water and oils. The quenching rate of a PAG quenchant is. 19.
(32) Chapter 2. Theoretical Framework. progressively reduced as the concentration of the polymer in the water increases from 10 to 20 to 30%.. 2.2 Sheet steel and defects. Different conditions in the steel can generate changes in the flow behavior of the Eddy currents, among the most important aspects is the cutting condition that will be detailed in section 2.3, steel defects among which is the center-line segregation also called chemical segregation, as well as the orientation of lamination, phenomenon that will be studied in more detail during this Chapter. As mentioned by Javaheri et al. [38], material properties obtained by induction heating can vary through the thickness from the hardened surface toward the bulk as the changes in the peak temperature during the induction hardening cause a wide variety of phase transformation conditions, Peak temperature during the induction heating cause a wide variety of phase transformation conditions. This takes more importance in applications in which the objective is to generate a hardened layer of material that allows an improved mechanical resistance, in the case of the present thesis is the gauge and geometry benefit to the uniform penetration of the temperature in the sample. The steels that are commonly used to apply a heating in sheet steel, as is done in the hot-stamping process, have considerable concentrations of manganese and boron, as presented by li et al. [39] where the concentrations of Austenitic phase generated during induction heating to different heating cups, unlike the material proposed in this work, which is low in carbon and does not have high concentrations of manganese or boron. The benefits of having these elements are the stabilization of the heating during the soaking and tempering stage [40], some steels additionally handle an aluminum coating to improve the performance during the heating and tempering stage, because high-temperature oxide could be generated. In the case of this work, these factors are not limited, so there is a possibility that both cases will occur even if the second phase of quenching consider a polymer solution. As mentioned by Tong et al. [41] the austenitized areas then can reach a higher hardness level during quenching. Although local heating provides a good blend of toughness 20.
(33) Chapter 2. Theoretical Framework. and strength, a higher quenched residual stress can also occur. High residual stress is one of the major causes of dimensional instability and cracking. Thus, tempering is necessary for induction hardened parts to reduce the quenched residual stress such that the mechanical property and dimensional stability is optimized. The residual stresses can be negligible according to the scope of the present thesis because the problem to be solved is to ensure the heating stage for the proposed samples. There are some studies such as Kikuchi et al. [42] that seek to study the way to improve the degradation behavior for steels, in the case of the mentioned work it focuses on medium carbon steels, which by shot-deposition evaluated different concentrations of particle transfer to be applied Multiple gas concentrations and create a controlled atmosphere on a sample heated by induction heating. In the case of the present work, a controlled atmosphere is not managed due to the potential mass production process approach, which would entail a higher investment. A potential application risk posed by this thesis is the generation of high-temperature cracks, a similar case is presented by Niedel et al. [43] in which the application of induction heating by quenching a tube in water to subsequently apply a crease that creates cracks that compromise the integrity of the component. Niedel et al. conclude that the cracks occurred in overheating areas as shown in the Fig. 155, as well as in the work of Samoilovich et al. [44] in which microcracks generated during the hardening of an arrow are raised as shown in the Fig. 16, so in the present thesis a question is the behavior of the samples when punching, which concentrates Eddy's currents and therefore the temperature.. Fig. 15. Cracks caused by induction overheating during a bending process of a tube [43]. 21.
(34) Chapter 2. Theoretical Framework. Fig. 16. Internal cracks in a roller barrel (diameter 210 mm) on quenching with external water cooling. [44]. As mentioned by Li et al. [45] cracks along the grain boundaries can be obser for some steel such as 55CrMo steel, it is during the heating of the component, their application is a ball screw.. 2.2.1 Lamination Defects CC There are several factors in hot rolling that can complicate the application of heating as is the case of the application proposed in this thesis, among which are the center-line segregations which according to Semiatin et al. [46] can also be called chemical segregation and they are originated in alloys during the solidification stage. Additionally Semiatin et al. [46] mentioned that such deviations from the nominal composition are due to convection currents in the liquid, gravity effects, and redistribution of the solute during the formation of dendrites and that solute rejection at the solid-liquid interface during dendrite formation typically occurs during solidification, and thus a compositional gradient typically exists from the cores of dendrites to the interdendritic regions, with the latter enriched in alloying elements (solute) and low-melting contaminants. Dendrite arms also are generally lower in impurities, such as sulfur and phosphorus in steel, than the interdendritic regions. Consequently, the dendrite arms are stronger and, on working, do not deform and flow as. 22.
(35) Chapter 2. Theoretical Framework. readily as the matrix in which they are incorporated. For the steel used on this thesis the main microstructure is a matrix of bainite with upper bainite bands as can be seen in Chapter 3. Semiatin et al. [46], mentioned that the potential application that supports this thesis raises questions of the behavior of the heating proposed for the beginning of fracture due to saturation of Eddy current around the punching in addition to defects such as center-line segregations, , it is stated by Semiatin et al. [46] that the. segregation characterizes. concentrations of elements in interdendritic regions that range in size from a few to several hundred microns. By contrast, macrosegregation is the gradient difference, measurable on a macroscale, in alloying elements from the surface to the center of an ingot or casting. The macrosegregation is harder to eliminate, because complete homogenization would require longer times than are economically acceptable under production conditions. Therefore, gross differences in alloy concentration sometimes persist and are carried into the final product. One function of hot working is to break up the cast structure and promote chemical homogeneity, and a minimum amount of cross-sectional reduction is usually required from the cast ingot to the billet. Although the study of the centerline segregation is outside the scope of this thesis, its impact is possibly a consideration that should be carried out for future investigations, however, most of the AHHS currently present in the market are exposed to these phenomena due to their manufacturing process. The fig. 17 shows banding from a carbon-rich centerline condition in a hot-rolled 1041 steel.. Fig. 17. Longitudinal section through a hot-rolled 1041 steel bar showing a carbon-rich centerline [46]. 23.
(36) Chapter 2. Theoretical Framework. Fig. 18. Schematic diagram of the various components of a continuous slab casting machine. [47]. Some AHSS nowadays, have complications in the control of center-line segregations, even for a conventional stamping this type of defects can represent a complication especially if they occur in areas of assembly of the component. It is important to comment that officially this material condition is not considered a defect, in fact it is not regulated by the OEM's material quality standards, however this does not make it less complicated to handle, some HR AHSS have this characteristic which is potentially due to two factors, changes in the chemical composition or in the cooling process during rolling, Fig. 18 shows how the cooling makes the slab to behaves. This characteristic of the AHSS can be very harmful at the time of applying a subsequent heating, because there are two possible scenarios, the first one that segregation works as a fracture start generating a detachment of a laminar section of the material, this would become a Critical problem due to the randomness of the location of segregations, the other scenario is that it works as Dimaki et al. [12], in which segregation would tend to merge the sections and join them, likewise the final condition of the component would have to be validated.. 24.
(37) Chapter 2. Theoretical Framework. 2.2.2 Mechanical Properties and heating impact. For the identification of the initial condition of the material, the structural references proposed by Vander et al. [48] with what in Chapter 3 you can see a description of perlite and ferrite. The basis for the understanding of the heating of steels is the Fe-C phase diagram shown in the Fig. 19 [17]. For the application that studies this thesis in which C concentrations lower than 0.1% are presented, so only the left area of the diagram will be taken into account, although alloy steels due to their chemical composition have variations in the temperatures at which Phase changes arrive, as will be deepened in section 3.1. MAT1 is mechanically and chemically characterized to define the heating cups to be applied as well as the cooling times. The rate of austenitization depends on the heating rate, the start temperature of austenite formation (Ac1), composition and initial microstructure, austenite nucleation rate, and grain growth.[49]. Fig. 19. The Fe-C equilibrium diagram up to 6.67 wt% C. Solid lines indicate Fe-Fe3C diagram; dashed lines indicate iron-graphite diagram. Source: [17]. 25.
(38) Chapter 2. Theoretical Framework. For the heating, the fact that the penetration depth efficiency varies depending on the temperature reached by the sample according to Haimbaugh et al. [6], for the experimental parameters of the present thesis explained in detail in Chapter 3, is considered that the sample will exceed A2 (770 ° C) so it increases the capacity of the sample to be penetrated by the magnetic field, however, as mentioned above, this phenomenon is of high relevance in components whose transverse geometry exceeds valor of ϭ ( penetration depth), in the case of the samples developed in this thesis ϭ is greater than the gauge.. As mentioned by Yang et al. [49], the first essential issue for induction hardening is rapid heating, which could shift the critical temperatures of phase transformation, such as Ac1 and Ac3, and consequently impact the microstructure prior to quenching. The microstructure state prior to quenching significantly affects the final microstructure and mechanical properties of surface-hardened workpieces; development of an integrated tool to simulate microstructure evolution during the. induction heating for austenitization is important to. achieve the desired final microstructure and properties.. As mentioned by Arai et al. [17], for heating diagrams, it is important to clearly state what type of cooling curve the transformation diagram is derived from. Use of a constant cooling rate is very common in experimental practice. However, this regime rarely occurs in a practical situation. These curves simulate the behavior in the interior of a large part such as the cooling rate of a Jominy bar at some distance from the quenched end. Close to the surface the characteristics of the cooling rate can be very complex as will be described below. In the lower part of a CCT diagram for 4130 steel as shown in Fig. 20. Ferrite, pearlite, and bainite regions are indicated as well as the Ms temperature. Note that the Ms temperature is not constant when martensite formation is preceded by bainite formation, but typically decreases with longer times. For the development of the heating of MAT1 the CTT curves are generated, based on the chemical composition presented in section 3.1 and the heating is considering only a temper applied by 2 different cooling ramps, based on the concentrations of the solutions applied.. 26.
(39) Chapter 2. Theoretical Framework. Fig. 20. Isothermal transformation (upper) and CCT (lower) diagrams for AISI 4130 steel containing 0.30% C, 0.64% Mn, 1.0% Cr, and 0.24% Mo. The IT diagram illustrates the input data representation for calculations described in the text. The CCT diagrams are computed dashed lines) and experimentally determined (solid lines). Source: Ref [17]. One of the possible applications of the samples of this thesis the hardening, which is defined as heating maintained at an austenitization temperature for a subsequent application of rapid cooling in such a way that a concentration of martensitic structures is generated, depending on the TTT curves that have the concentration of steel elements. As presented by Venturato et al. [50], a soaking process is necessary at the time of applying a tempering so that the temperature penetration is uniform throughout the sample or area to be heated, which allows when performing a Controlled cooling has a uniform transformation structure throughout the area. As shown in section 4.1, the samples used in this thesis have a Bainite microstructural base, but unlike the results shown by Javaheri et al. [51], in which it is shown that a cementite dissolution base is achieved , the final objective is to have a composition in which the 27.
(40) Chapter 2. Theoretical Framework. martensite predominates, there is also a heating of up to 50 ° C / s, and a cooling of 60 ° C / s, which for the present thesis are proposed with higher values, these values will be deepened in section 4.2 During the conventional heating stages present in hot stamping, there is the application of a tempering process after hardening, this to reduce the residual stresses of the sudden change of phase of the material, as well as to improve certain mechanical properties such as YS, such as it. is presented by Ahn et al. [52], it mention it´s possible to generate. microstructures that allow a significant improvement in TS and Charpy impact test, in applications of bars for low alloy steels. Arai et al. [17] mentioned that hardening is usually accompanied by a distortion of a workpiece. In this thesis, the torsional factor is depressed because the times and temperatures that are applied in induction heating are not expected to have effects that may impair the analysis to be performed., additionally Arai et al. [23] propose that the degree of distortion depends on the magnitude of the residual stresses. Hardening procedures that minimize transient and residual stresses are beneficial as well as the use of fixtures (press hardening). Distortion can also occur during tempering or annealing due to the release of residual stresses or phase transformations during hardening.. 2.3 Shear Theory. 2.3.1 Shear Processes There are several methods to apply a heating and modify its resistance to fatigue or wear, however the process route for the components is usually hardening prior to any type of punching, this due both to the deformation of the punches during heating as well as associated defects, as commented by So et al. [53] one of the main reasons for this is due to the high cost of making the cuts after hardening, either by punching or laser cutting , due to the behavior of the material once hardened, it is for this reason that investigations such as Mori et al. [54] handle as independent problems the transformation of the material and the application of punches after hardening. There are works in which the objective is to reduce the aforementioned shear forces to reduce wear on components, Mackensen et al. [55] 28.
(41) Chapter 2. Theoretical Framework. mention a method to reduce shear stresses during the blanking operation for AHSS as can be observed in Fig. 21, however in the context of this thesis It solves the problem of previously training and therefore applying a double process, increasing its value. This thesis analyzes the behavior of punches previously applied to an induction heating, although the main focus is to determine the temperatures at which the material tends to melt due to the high concentrations of Eddy currents, as mentioned above, this application It is potentially profitable for stamped components.. Fig. 21. Definition of angular trimming for reduction of shear forces [55]. There are several alternative methods to apply the post-hardening cut of the piece such as that of Mori et al. [56] which presents an electrode heating prior to the application of the punching, so it considerably reduces the resistance of the material at the time of cutting, however compromises the structural condition of the punching as can be seen in Fig. 22 and 23, especially if the function is supportive structure, possibly this option could work for guide punching, which are not subjected to subsequent efforts however the gradient of affectation in the peripheral area of the punching should be evaluated.. 29.
(42) Chapter 2. Theoretical Framework. Fig. 22. Definition of electrode pre-heating for reduction of shear forces [56]. Fig. 23. Welding of head of Cr–Cu electrode pin to punched sheet by severe passage of current. [56]. There are also problems in the formation of the component as tension or compression wrinkles, this changes considerably when applying a heating before or after the usual process of the component and can be corrected in various conventional ways, some as proposed by Maeno et al. [57 ] involve the application of a preheating warm-up similar to the behavior present in the hot stamping. There are several cutting conditions commonly accepted in the industry depending on the application that is being worked on, such as conventional blanking or fine-blanking, Weiser et al. [58] it can observed an optimization of fine-blanking in which what is sought to facilitate punching of HSLA through the previous application of induction heating, however the defects generated at the end of the punching due to heating is evident although the resulting cutting effort greatly benefits the stamping process, in addition that a significant improvement can be expected in the lifetime of the tools, for the samples to be evaluated in this thesis, conventional blanking will be used because the range of products for which this 30.
(43) Chapter 2. Theoretical Framework. research is focused so requires. The samples have the punching previously because it is the scenario that has the greatest benefit for the process, it is relevant to consider the results obtained to address the proposed process route. As mentioned by Semiatin et al. [46] the shear cutting or punching action results from a closing motion of two sharp, closely adjoined edges on material placed between them. As shown in the Fig. 24, the material is stressed in shear to the point of fracture while going through three phases: Deformation, as the cutting edges begin to close on the material, deformation occurs on both sides of the material next to the cut edge. Penetration, the cutting edges cut or penetrate the material, causing fracture lines. Fracture, the point where the upper and lower fracture lines meet. The samples of this thesis are evaluated to validate the existence of defect by centerline segregations in addition to the condition of trimming, as is described in section 4. The condition of the trimming can generate variations on the heating, for this thesis samples are characterized before and after the heating as it is explained in Chapter 3. Semiatin et al. [46] mention that the shear cutting action produces four inherent characteristics found on both the parent material and the cut-off. These characteristics are: Plastic deformation, Vertical burnish-cut band, Angular fracture, Burr caused by the fracture starting above the cutting edge, as showed in Fig. 24, 25 and 29. Additionally Semiatin et al. [46] mention that the amount of each of these four characteristics depends on: Material thickness, Material type and hardness, amount of clearance between cutting edges, condition of cutting edges, firmness of support of material on both sides of the cut, diameter of hole or blank in relation to material thickness.. Fig. 24. Schematic demonstration of blanking process (left) and description of theshear zone characteristics of the cross section (right). [29]. 31.
(44) Chapter 2. Theoretical Framework. As mention by Hosford et al. [59], the forces required for shearing depend on the angle of the shearing edge to the sheet. By increasing the angle, the amount of material being sheared at any instant decreases. It is applicable to the samples selected for this thesis, the most common geometries [60]. The shearing force is increased with smaller clearances, duller tools, and higher strength sheets. In the case of the Mat1 the trimming condition is can be appreciated in Fig. 35 and 39, additionally this condition of trimming is the currently present in stamping operations, so the results of the Chapter 4 can be considered of high accuracy.. Fig. 25. Cross section view of a slit edge [59]. 2.4 Conclusion. From this chapter can be concluded that there is an opportunity area for the application proposed on this thesis around the analysis of punched surfaces. The main current applications are related to other types of components such as axles, shafts and gear boxes. There are configurations of coils that can benefit the application of one-shot or scanning. It is possible that material presents additional concerns if it presents centerline segregations in the future. It is possible to control warping though a controlled cooling procedure.. 32.
(45) Chapter 3. Experimental development. Chapter 3. Experimental Development. The design of experiments proposed to evaluate the potential impact of the application of thermal induction heating on previously punched samples is as follows: selection of the material (MAT1) which is a current operative material of stamping process that for its mechanical properties has a high potential value for this application, the sample size is defined in reference to boundary conditions of the heating for next stages such as welding or corrosion, stages that are not included in this thesis, coil design based on the characteristics of the material and the requirements of temperature pattern, initial validation of induction parameters and temperature pattern, and characterization of samples after the application of heating.. 3.1 Experiment Definition. 3.1.1 Material selection and initial characterization of samples The material and gauge selection are made based on the current characteristics of the applications that are tested by the induction heating that have specific properties of impact absorption and high level of fatigue resistance. The materials are supplied based on the OEM standard and within supplier quality standards, the material called MAT1 has a composition and microstructure that does not correspond to that of materials manufactured to be heated later milling such as those with Ti-B based. The sampling of the material is carried out randomly based on the supplier's capacity distributions, only one mill source. The geometry of the samples is selected based on the requirements of subsequent stages of validation of welding efficiency and corrosion; the samples are prepared with the same orientation with respect to the rolling line. The sample batch is characterized by tensile tests sub-size, spectrometry OES, optical microscopy and hardness. Fifty samples of MAT1 are prepared for coil parameters definition stage, 2 samples are used during the initial characterization stage. The following are the results of the initial. 33.
(46) Chapter 3. Experimental development. characterization, in the Fig. 26 can be seen the microscopy of the material composed by perlite and ferrite. In table 1 can be seen the results of tensile test.. Fig. 26. Metallography of initial condition of MAT1.. Table 1. Mechanical properties of MAT1.. Sample. % Elogation. Yiel strength MPa. Ultimate Tensile Strength MPa. 1 2 3. 18 18.5 17.4. 578 581 581. 643 646 646. The punches are done considering typical stamping conditions to replicate the real results of the higher-level test. Once the coil design and correlation tests are finished, and the thermal pattern is ensured, samples of the MAT1 are heated by induction, the geometries of the samples are better known as slots, and they are selected based on currents applications this grade of steel. These geometries function as trimming surface to be evaluated, sectional. 34.
(47) Chapter 3. Experimental development. cuts are done in the punched zones to evaluate trimming condition, the evaluation of the trimming is done in optical microscopy. The punch condition of the tooling where the samples are punched is the following: clearance of 10% of the thickness. Typical conditions of the stamping process are considered in order to ensure the replicability of the results and make a fair comparison of the thermal application.. 3.1.2 Design of inductor and equipment definition The coil design is performed based on the geometric characteristics of the samples, as mentioned in the previous section. Different coil configurations are tested by simulations because similar applications could propose patterns such as Multi-coil helical, Needle coil and Wafer coil, although no application specifically handles the same properties of MAT1 or the gage that is used. So, several iterations are developed in order to find the most appropriate configuration to achieve a uniform temperature pattern. The inductive generator used for these tests has the characteristics described in Table 1, for the temperature control, thermo couplings are used. Fig. 27 show the experimental system. Table 2. Characteristics of induction system. Induction Generator Input voltage. 440 vac. Max input current. 78 Amp. Output current. 200-2400 Amp. Power. 60Kva. Flow. 7.6L/min, max 40°. Frequency. 30-80 KHz. A chiller is used to regulate the temperature of the coil, while a reservoir and a pump is used to feed the cooling system of the generator. 35.
(48) Chapter 3. Experimental development. Fig. 27. Set up of experimental system; Induction generator, Coil; thermometer and thermocouple.. 3.2 Experiments. 3.2.1 Initial test, validation of coil, set of parameters Before the application of the heating on punched samples, it is necessary to ensure a uniform thermal pattern to validate the correct distribution of the eddy current into the sample. Although there are several ways to reliably monitor the temperature during the experiment, as mentioned by Kranjc et al. [5], the correlation of thermographic camera readings in induction applications is analyzed, a thermocoupling with a digital thermometer is used for this study.Several potential coil designs are simulated then manufactured, table 4 shows a summary of the geometry of the coil proposed the thermal pattern achieved by experimental tests.. 36.
(49) Chapter 3. Experimental development. Table 3. Comparative of designs of Coils and thermal patterns. Type of coil. Design of the coil. Thermal Pattern experimental tests. Pancake shape-fit. Pancake shape-fit centersaturation. Pancake shape-fit centerIsolated. The Pancake shape-fit showed a uniform thermal pattern, potentially it is the best option to go to the stage of validation of punched samples. The Fig. 28 shows the CCT that is used for the final iteration of the heating, the TTT chart is generated by the chemical composition expressed previously. In the CCT chart it can be seen two different heating slopes, this is because during the quench 2 solution concentration is used with quenchant to which they are called Sol1 and Sol2, the characteristics of Sol1 define cooling as accelerated this with the In order to avoid for the most zone ferrite concentrations. 37.
Figure
![Fig. 2. Schematic representation of the application of pre-heated before welding. [19]](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/19.892.218.723.414.800/fig-schematic-representation-application-pre-heated-welding.webp)
![Fig. 5. Induction heating Line and a steel bar during an inductive re-heating process [23]](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/21.892.153.770.355.560/fig-induction-heating-line-steel-inductive-heating-process.webp)
![Fig. 6. Heating test to achieve uniform thermal pattern along workpiece [24].](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/22.892.188.777.116.420/fig-heating-test-achieve-uniform-thermal-pattern-workpiece.webp)
+7
![Fig. 12. Transfer of heat from the heated workpiece to the coil, and function of internal cooling system [31]](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/28.892.191.746.639.1015/fig-transfer-heat-heated-workpiece-function-internal-cooling.webp)
![Fig. 13. Principle design of longitudinal field, transverse field and face inductor.[10]](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/29.892.171.766.334.489/fig-principle-design-longitudinal-field-transverse-field-inductor.webp)
![Fig. 14. Magnetic field of the coil optimized by the application of flux concentrator [16]](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/31.892.126.766.229.511/fig-magnetic-field-coil-optimized-application-flux-concentrator.webp)
![Fig. 15. Cracks caused by induction overheating during a bending process of a tube [43]](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/33.892.246.687.792.1031/fig-cracks-caused-induction-overheating-bending-process-tube.webp)

![Fig. 17. Longitudinal section through a hot-rolled 1041 steel bar showing a carbon-rich centerline [46]](https://thumb-us.123doks.com/thumbv2/123dok_es/7480851.499697/35.892.317.576.761.1056/fig-longitudinal-section-rolled-steel-showing-carbon-centerline.webp)
Documento similar
In the preparation of this report, the Venice Commission has relied on the comments of its rapporteurs; its recently adopted Report on Respect for Democracy, Human Rights and the Rule
The Dome of the Rock does attest the existence, at the end of the seventh century, of materials immediately recognisable as Koranic in a text that not infrequently
Parameters of linear regression of turbulent energy fluxes (i.e. the sum of latent and sensible heat flux against available energy).. Scatter diagrams and regression lines
It is generally believed the recitation of the seven or the ten reciters of the first, second and third century of Islam are valid and the Muslims are allowed to adopt either of
ABSTRACT Transformation of the Specialized Knowledge of Future Primary Teachers on Fraction Division
From the phenomenology associated with contexts (C.1), for the statement of task T 1.1 , the future teachers use their knowledge of situations of the personal
Un estudi previ va comparar aquesta capacitat entre diferents rius afectats per entrades d’efluents d’EDARs durant l’època de baix cabal (Martí et al. Els resultats d’aquest
Díaz Soto has raised the point about banning religious garb in the ―public space.‖ He states, ―for example, in most Spanish public Universities, there is a Catholic chapel
teriza por dos factores, que vienen a determinar la especial responsabilidad que incumbe al Tribunal de Justicia en esta materia: de un lado, la inexistencia, en el
