Modelo predictivo de fuente de calor aplicado a la simulación de campos térmicos en uniones soldadas
50
0
0
Texto completo
(2) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería Mecánica, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. Firma del Autor. Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Tutor. Firma del Jefe de Departamento donde se defiende el trabajo. Firma del Responsable de Información Científico-Técnica. 2.
(3) Dedicatoria A mis padres por brindarme sus consejos y esforzarse tanto para que pudiera culminar mi carrera, a mi novia por su apoyo incondicional, a mi hermana, mi abuela y mi tío Fernando. A toda mi familia y mis amigos, en especial a Williams y Alain. Agradecimientos 1. A mis Tutores, al Dr. C. Carlos René Gómez Pérez y al MSc. Eriel Pérez Zapico por la conducción y el apoyo que me brindaron para llegar a la culminación esta investigación.. 3.
(4) Índice Resumen ............................................................................................................................ 1 Introducción ........................................................................................................................... 2 Capítulo 1: Modelación de campos térmicos en la soldadura ............................................... 5 1.1 Software para la modelación .................................................................................... 5 1.2 Modelos de transferencia de calor en el arco de soldadura ...................................... 6 1.3 Publicaciones recientes sobre modelación de campos térmicos en soldadura ......... 9 1.4 Diferencias entre los resultados prácticos y simulados .......................................... 10 1.5 Conclusiones parciales del capítulo 1 .................................................................... 13 Capítulo 2: Propuesta de modificación del modelo de Goldak ........................................... 14 2.1 Adecuación del modelo de Goldak, según ecuaciones de Frolov .......................... 14 2.1.1. Estimación de la geometría a partir de las curvas de temperatura ................ 15 2.1.2. Estimación de la geometría a partir de la Función W de Lambert................ 17 2.1.3. Solución gráfica de la función de Lambert ................................................... 20 2.1.4. Solución computacional de la Función W de Lambert ................................. 22 2.1.5. Evaluación del comportamiento geométrico de la poza en función ............. 24 2.2 Programación en COMSOL del modelo de Goldak modificado ........................... 29 2.3 Medidas para reducir diferencias entre los resultados experimentales y la simulación .......................................................................................................... 32 2.4 Resultados obtenidos en la simulación ................................................................... 34 2.5 Conclusiones parciales del capítulo 2 .................................................................... 36 Capítulo 3: Comparación de la simulación con resultados de la literatura ......................... 37 3.1. Descripción de la técnica experimental empleada ................................................. 37 3.2. Parámetros empleados para la realización de las pruebas ...................................... 37 3.3. Curvas obtenidas durante los experimentos realizados .......................................... 39 3.4. Comparación de los resultados para la velocidad de soldeo de 11 mm·s-1 ............ 40 3.5. Comparación de los resultados para la velocidad de soldeo de 16 mm·s-1 ............ 41 3.6. Conclusiones parciales del capítulo 3 .................................................................... 44 Conclusiones generales........................................................................................................ 45 Recomendaciones ................................................................................................................ 45 Referencias bibliográficas ................................................................................................... 46.
(5) Resumen En el presente trabajo se trata la simulación del proceso de soldadura con transferencia metálica fría (CMT) en el software COMSOL Multiphisyc 5.0, a partir del modelo de fuente de calor doble elipsoidal propuesto por Goldak. Las ecuaciones de Frolov, desarrolladas para la determinación puntual de la temperatura en piezas soldadas, fueron empleadas para la estimación de las dimensiones de la poza de soldadura. A partir de la combinación del modelo de Goldak y de las ecuaciones de Frolov se obtuvo un nuevo modelo matemático para la predicción computacional de los ciclos térmicos. Para la corroboración del modelo desarrollado, fueron establecidos puntos de prueba en el modelo computacional desarrollado en COMSOL, coincidentes con la posición de termopares, situados en placas de aleación de aluminio 5754, de 3 mm de espesor, soldadas a tope y sin preparación de bordes con el proceso CMT. La comparación de los ciclos térmicos obtenidos experimental y computacionalmente refiere que el modelo tipo predictivo propuesto puede ser implementado en el software COMSOL Multiphisyc 5.0 para estimar las dimensiones de la zona fundida y describir los ciclos térmicos en uniones soldadas, debido a que los resultados obtenidos son aproximados.. Palabras claves Simulación, predicción, soldadura metálica fría, modelo, COMSOL, ciclos térmicos. Abstract In the present work, the cold metal transfer (CMT) welding process simulation in the COMSOL Multiphisyc 5.0 software is treated. It´s based on Goldak's double ellipsoidal heat source model. The Frolov equations, developed for the point determination of the temperature in welded pieces, were employed for the estimation of the dimensions of the weld well. From the combination of the Goldak model and the Frolov equations, a new mathematical model was obtained for the computational prediction of thermal cycles. For the corroboration of the developed model, test points were established in the computational model developed in COMSOL, coincident with the position of thermocouples, located in plates of aluminum alloy 5754, 3 mm thick, butt welded and without preparation of edges With the CMT process. The comparison of the thermal cycles obtained experimentally and computationally refers to the proposed predictive type model can be implemented in the software COMSOL Multiphisyc 5.0 to estimate the dimensions of the molten zone and to describe the thermal cycles in welded joints, because the results are approximate. Key words Simulation, prediction, cold metal welding, model, COMSOL, thermal cycles.. 1.
(6) Introducción El estudio de los ciclos térmicos, producidos por la aplicación de soldaduras, es sumamente complejo. Sin embargo, pueden utilizarse ecuaciones térmicas que permitan establecer dimensiones geométricas características de las uniones soldadas y compararla con mediciones in situ. Los procedimientos matemáticos aplicados permiten obtener regresiones para analizar la coherencia de los valores. Así, pueden determinarse las distancias entre las isotermas, diferenciadas desde el punto de vista de la microestructura de las uniones, analizando las ecuaciones de difusión y transformaciones de fases [1]. Los modelos numéricos de transferencia y flujo de calor durante la soldadura han posibilitado estudios de los ciclos térmicos y de la geometría de la zona fundida en procesos de soldadura [2]. Se puede destacar que es necesario el uso del Método de los Elementos Finitos (MEF) para modelar los ciclos térmicos en la soldadura. Recientemente se han obtenido procedimientos analíticos que simulan con más precisión los ciclos térmicos surgidos durante la soldadura, empleando el Análisis por Elementos Finitos (AEF); esto constituye un adelanto en el modelado de los procesos de soldadura. Estas modelaciones se realizan con software de elementos finitos especialmente desarrollados para aplicaciones en soldadura como el WELDSIM o el SYSWELD, o mediante software comerciales de uso general, como COMSOL, ANSYS, ABAQUS, OpenFOAM-1.6.x o COSMOS [3]. El modelo de fuente de calor de Goldak se describe, por su forma geométrica, como un doble elipsoide que está constituido por una rama delantera y otra trasera. Este modelo es utilizado para la obtención computarizada de los campos térmicos en uniones soldadas. Sin embargo, su programación mediante el software COMSOL Multiphisyc 5.0 no ha sido suficientemente estudiada en los diferentes procesos de soldadura por arco; como, por ejemplo, en estudios de las isotermas en el material base de uniones soldadas con el proceso de transferencia metálica fría (Cold Metal Transfer, CMT, de sus siglas en inglés). Por otra parte, para la modelación de los campos térmicos empleando el modelo de Goldak se hace necesario conocer previamente las dimensiones del baño de soldadura. Esto infiere haber soldado previamente para obtener las dimensiones de la poza de soldadura, lo que convierte el referido modelo en una descripción del evento térmico realizado. Otros autores, como Frolov [4], han predicho aproximadamente la temperatura en distintas zonas de piezas soldadas; sin embargo, las ecuaciones que propone para lograrlo no permiten estimar con exactitud los ciclos térmicos en las piezas de estudio. Si se unificaran las ecuaciones de Frolov, para la determinación de las dimensiones de la zona fundida, con el modelo de Goldak, para la descripción de la forma de la fuente de calor, podría llegarse a un modelo modificado y predictivo para la estimación computarizada de los ciclos térmicos producidos durante la soldadura con arco eléctrico o a gas; sin embargo, dicho modelo no está planteado, ni mucho menos validado de acuerdo a condiciones reales específicas. La adecuación de dicho modelo pudiera, también, tener particularidades específicas al implementarse en determinados softwares, fundamentalmente aplicando el COMSOL Multiphisyc 5.0, como herramienta multicriterial empleada en la simulación. Debido a lo anterior, se reconoce el siguiente:. 2.
(7) Problema científico No se conoce suficientemente el efecto combinado de la consideración de las ecuaciones de Frolov, para la determinación de la temperatura en diferentes zonas de la unión soldada, con el modelo de Goldak, aplicado a la descripción del tipo de fuente de calor en procesos de soldadura, como un solo modelo de tipo predictivo, que pueda ser implementado en el software COMSOL Multiphisyc 5.0. Hipótesis La combinación de las ecuaciones de Frolov, empleadas para la determinación de las dimensiones de la zona fundida, con el modelo doble elipsoidal de fuente de calor de Goldak, permite establecer un nuevo modelo matemático predictivo, que se puede implementar en el software COMSOL Multiphisyc 5.0, y ser aplicado a la descripción de los ciclos térmicos en uniones soldadas. Novedades 1. Modelo predictivo de la geometría de la fuente de calor destinado a la determinación de los campos térmicos en uniones soldadas, a partir de la consideración de las ecuaciones de Frolov en el modelo de Goldak. 2. Implementación del modelo predictivo propuesto, mediante el software COMSOL Multiphisyc 5.0 y su validación. Objetivo general Desarrollar un modelo matemático predictivo de fuente de calor, que permita la estimación de las dimensiones de la zona fundida y de los ciclos térmicos producidos en la soldadura CMT sobre placas de aleación de aluminio 5754, a partir de la combinación de las ecuaciones propuestas por Frolov para la determinación de la temperatura en diferentes zonas de la unión soldada y del modelo doble elipsoidal de fuente de calor desarrollado por Goldak. Objetivos específicos: 1. Desarrollar un modelo matemático predictivo de fuente de calor, a partir de la combinación de las ecuaciones de Frolov y de Goldak. 2. Implementar el nuevo modelo matemático predictivo de fuente de calor, en COMSOL, para la simulación de los campos térmicos producidos durante la aplicación del proceso por soldadura CMT sobre sobre placas de aleaciones de aluminio 5754. 3. Simular los campos térmicos, que se obtendrán durante la aplicación del proceso de soldadura CMT mediante el software COMSOL sobre placa de aluminio 5754, empleando el nuevo modelo matemático predictivo desarrollado. 4. Validación del modelo matemático predictivo desarrollado empleando las comunicaciones científicas experimentales reportadas en la literatura.. 3.
(8) Tareas 1. Desarrollo de un modelo predictivo para la estimación de las dimensiones de la fuente de calor y la determinación de los campos térmicos en uniones soldadas. 2. Implementación del modelo matemático predictivo en el software COMSOL Multiphisyc 5.0. 3. Simulación de los campos térmicos en uniones soldadas, empleando el modelo predictivo desarrollado implementado en COMSOL Multiphisyc 5.0. 4. Validación del modelo matemático predictivo con estudios experimentales reportados en la literatura.. Aportes del trabajo 1. Modelo predictivo de fuente de calor, a partir de la estimación de las dimensiones de la poza fundida, obtenido de la combinación de las ecuaciones de Frolov, para la determinación de las dimensiones de la zona fundida y del modelo de Goldak, para la descripción de forma de la fuente de calor. 2. Predicción de las dimensiones de la poza de fusión a partir del modelo de fuente de calor propuesto. 3. Programación de un diagrama de bloque para la estimación de las dimensiones de la poza de fusión. 4. Predicción computacional de los ciclos térmicos en uniones soldadas, a partir del modelo propuesto. 5. Aplicación computarizada en el software Microsoft Excel para el estudio de la influencia de los parámetros del régimen, materiales y procesos de soldadura sobre las dimensiones de la poza de fusión. 6. Implementación del modelo predictivo en el software COMSOL Multiphisyc 5.0. 7. Validación del modelo predictivo desarrollado en el software COMSOL Multiphisyc 5.0 con estudios experimentales de ciclos térmicos reportados en la literatura.. 4.
(9) Capítulo 1: Modelación de campos térmicos en la soldadura 1.1 Software para la modelación En la actualidad se destacan algunos programas que emplean la modelación de fenómenos a través del Método de los Elementos Finitos (MEF). El MEF se emplea para modelar los ciclos térmicos en la soldadura u otros procedimientos analíticos, que simulan con más precisión los ciclos térmicos surgidos durante la soldadura. Dentro de los software especializados se pueden citar el WELDSIM o el SYSWELD y, dentro de los de aplicación general, el COMSOL, ANSYS, ABAQUS, OpenFOAM-1.6.x o COSMOS [5] ABAQUS aplica el método de los elementos finitos para realizar cálculos estructurales estáticos lineales y no lineales, dinámicos, incluyendo simulación de impactos, problemas de contacto de sólidos, térmicos, acoplamientos acústico-estructurales, mecánica de fluidos, piezoeléctricos y otros. Consta de cuatro productos: Abaqus/CAE (siendo CAE el acrónimo de "Complete Abaqus Environment"), Abaqus/CFD (acrónimo de "Computational Fluid Dynamics"), Abaqus/Standard y Abaqus/Explicit [3]. ANSYS es un software de simulación que desarrolla, comercializa y presta soporte a la ingeniería para predecir cómo funcionará y reaccionará determinado producto bajo un entorno real. Está compuesto por otros softwares, que están unificados a él para darle solución a los problemas más complejos de la industria, basado en la teoría de elementos finitos, para estructuras, y volúmenes finitos, para fluidos. Si bien la posibilidad del ANSYS radica en su carácter general, la dificultad que tiene aplicado a la soldadura radica en la necesidad de programar en varios lenguajes, dependiendo de los módulos requeridos para el problema en cuestión. Esto hace al software menos accesible desde el punto de vista de su uso industrial [3]. OpenFOAM (Open Field Operation and Manipulation) no está disponible para Windows y Macosx solo para el sistema operativo Gnu/linux. Posee una biblioteca C++ para personalizar y extender solucionadores numéricos de problemas de Mecánica de medios continuos, incluyendo Fluidomecánica Computacional (CFD). Incluye también una gran cantidad de solucionadores aplicables a otros muchos tipos de problemas [3]. Por otra parte, COMSOL es un paquete de modelización para la simulación de cualquier proceso físico que se pueda describir mediante ecuaciones en derivadas parciales (Partial Differential Equations o PDEs, de sus siglas en inglés). Está provisto de la última tecnología y algoritmos de solución que pueden manejar problemas complejos de forma rápida y precisa, mientras que su intuitiva estructura está diseñada para proporcionar facilidad de uso y flexibilidad. Con COMSOL Multiphisycs se puede modelar prácticamente cualquier fenómeno, a través de plantillas de modelado predefinidas. Mediante las funcionalidades de modelado basado en ecuaciones es posible modificar estas plantillas para obtener aplicaciones específicas. COMSOL tiene, incluso un módulo que pudiera ser empleado para la simulación del arco de soldadura. Estos aspectos, además de no requerirse conocer lenguajes de programación específicos, hacen al COMSOL más accesible computacionalmente, a partir de su avanzada interfaz de usuario [6]. Luego, con COMSOL es posible modelar sistemas de fenómenos físicos acoplados y poder manejar la creciente demanda de representaciones realistas del mundo circundante. Además, proporciona un entorno de modelado multifísico amigable, rápido y versátil. Los resultados rápidos y su flexibilidad sin precedentes hacen de COMSOL Multiphisycs el software de modelado y simulación ideal para la investigación, el desarrollo de productos y la educación. 5.
(10) 1.2 Modelos de transferencia de calor en el arco de soldadura Existen varios modelos de fuentes de calor en el arco de soldadura, desde los más simples, hasta los más complejos (figura 1), los cuales se rigen por la ecuación general de transferencia (ecuación 1).. Figura 1: Modelos de transferencia de calor en el arco de soldadura [7].. 1 Específicamente el modelo de Goldak [7], que representa la forma geométrica de un doble elipsoide (figura 2), considera el aporte térmico a partir de las dimensiones del baño de soldadura. Este modelo define la forma geométrica en que se introduciría el calor al emplear un arco de soldadura de acción continua y en movimiento.. Figura 2: Modelo de Goldak sobre fuente de calor [7] 6.
(11) Para la determinación del calor introducido durante un proceso de soldadura (ecuación 2), Goldak se basa en un modelo elipsoidal, donde los parámetros geométricos de la poza de fusión (figura 2) serán: x = a; y = b; ξ = c. 𝑞(𝑥,𝑦,𝜉) = 𝑞(0) · 𝑒 −[𝐴𝑥. 2 +𝐵𝑦 2 +𝐶𝜉 2 ]. 2. Integrando: 𝑥𝑦𝜉. 2 · Q = 2 · η · I · U = 8 · ∭0 0 0 𝑞(0) · 𝑒 −[𝐴𝑥. 2 +𝐵𝑦 2 +𝐶𝜉 2 ]. 𝑑𝑥𝑑𝑦𝑑𝜉. 3. Dónde: η es la eficiencia de soldadura; I es la corriente de soldadura y U es el voltaje de la fuente de calor. Resolviendo: 2·Q=. 4. 𝑞(0) · 𝜋 · √𝜋 √𝐴𝐵𝐶. Entonces: 𝑞(0) =. 5. 2 · 𝑄 · √𝐴𝐵𝐶 𝜋 · √𝜋. Para la evaluación de las constantes A, B, C, los semiejes de la elipse a, b, c (Figura 2), en las direcciones x, y, ξ, son definidos por Goldak como las caídas de la pérdida de densidad de energía 0,05·q (0) (Ecuación 6), respecto a la superficie de la elipsoide. El criterio del 5 % de la energía, pareces ser usado por Goldak para no indefinir la ecuación con valores de energía cero. 2. 𝑞(𝑎,0,0) = 𝑞(0) · 𝑒 −[𝐴𝑎 ] = 0,05 · 𝑞(0) 2. 𝑞(0) · 𝑒 −[𝐴𝑎 ] = 0,05 · 𝑞(0) 2. 𝑒 −[𝐴𝑎 ] = 0,05 1 2 𝑒 [𝐴𝑎 ]. = 0,05. 1 2 = 𝑒 [𝐴𝑎 ] 0,05. 6 7 8 9 10. 7.
(12) 20 = 𝑒 [𝐴𝑎. 2]. 11. ln 20 = ln 𝑒 [𝐴𝑎. 2]. 12. 3 = 𝐴𝑎2 , quedando como reslutado: 3 𝑎2 Realizando los mismos cálculos para las otras constantes, Goldak obtuvo: 𝐴=. 3. 3. 𝐵 = 𝑏2 y 𝐶 = 𝑐 2. 𝑥𝑦𝜉. 2. 2. 2. 2 · Q = 2 · η · I · U = 8 ∗ ∭0 0 0 𝑞(0) · 𝑒 −[𝐴𝑥 ] · 𝑒 −[𝐵𝑦 ] · 𝑒 −[𝐶𝜉 ] 𝑑𝑥𝑑𝑦𝑑𝜉 𝑥𝑦𝜉. 2. 2. 2. 2 · Q = 8 · 𝑞(0) · ∭0 0 0 𝑒 −[𝐴𝑥 ] · 𝑒 −[𝐵𝑦 ] · 𝑒 −[𝐶𝜉 ] 𝑑𝑥𝑑𝑦𝑑𝜉 √𝜋 √𝜋 √𝜋 2 · Q = 8 · 𝑞(0) · 2 · 2 · 2 · √𝐴√𝐵√𝐶 2 · Q = 𝑞(0) ·. 𝜋 ∗ √𝜋. 13 14 15 16. √𝐴 ∗ 𝐵 ∗ 𝐶. Despejando 𝑞(0) en la ecuación anterior queda de la siguiente manera: 𝑞(0) =. 2 · Q · √𝐴 · 𝐵 · 𝐶 17. 𝜋 · √𝜋. Entonces: 𝑞(𝑥,𝑦,𝜉) =. 2 · Q · √𝐴 · 𝐵 · 𝐶. 3. 𝑞(𝑥,𝑦,𝜉) =. 18. 𝜋 · √𝜋 3 3. 2·Q·√ 2 · 2 · 2 𝑎 𝑏 𝑐 𝜋·√𝜋 2·Q·3√3. 𝑞(𝑥,𝑦,𝜉) = 𝑎·𝑏·𝑐·𝜋·. √𝜋. ·. 3𝑥2 3𝑦2 3𝜉2. ·𝑒. −[ 2 + 2 + 2 ] 𝑎 𝑏 𝑐. 𝑥2 𝑦2 (𝑥 +𝑣∗𝑡)2 −3·[ 2 + 2 + 0 2 ] 𝑎 𝑏 𝑐 𝑒. 19. 20. Quedando definidas como ecuaciones generales:. 𝑓1(𝑥,𝑦,𝑥,𝑡) =. 𝑓2(𝑥,𝑦,𝑥,𝑡) =. 6 · √3 · 𝑓𝑓 · 𝑄 𝑎 · 𝑏 · 𝒄𝒇 · 𝜋 · √𝜋 6 · √3 · 𝑓𝑟 · 𝑄 𝑎 · 𝑏 · 𝒄𝒓 · 𝜋 · √𝜋. ·𝑒. ·. (𝑥−𝑥00 )2 (𝑦−𝑦00 )2 (𝑧−𝑧00 )2 −3[ + + ] 𝑎2 𝑏2 𝒄𝟐𝒇. (𝑥−𝑥00 )2 (𝑦−𝑦00 )2 (𝑧−𝑧00 )2 −3[ + + ] 𝑎2 𝑏2 𝒄𝟐𝒓 𝑒. 21. 22 8.
(13) Donde: Cf → longitud frontal de la poza de soldadura Cr → longitud trasera de la poza de soldadura f1 → se define para los puntos de x >= x00 f2 → se define para los puntos de x < x00 x0; y0; z0: definen el centro de la fuente x00: punto instantáneo de la fuente, sobre el eje x. x00 = x0 + v · t; v: se define como la velocidad de soldadura ff y fr → son los coeficientes que garantizan la condición de continuidad (ff + fr = 2) 𝑓𝑓 = 2. 𝑐𝑓 = 2 − 𝑓𝑟 𝑐𝑓 + 𝑐𝑟. 23. Para que la energía aportada en las dos ramas sea la misma: (ff(x00; y; z; t) = fr(x00; y; z; t)), a pesar de su forma geométrica diferente (Cf ≠ Cr). Entonces debe cumplirse que: ff/cf = fr/cr. También ha de considerarse que: c = cf + cr 𝑓. 𝑓. Luego si: 𝑐 𝑓 = 𝑐𝑟 ; entonces: 𝑓. 𝑞0 =. 𝑟. 6 · √3 · 𝑓𝑓 · 𝑄 𝑎 · 𝑏 · 𝑐𝑓 · 𝜋 · √𝜋. =. 6 · √3 · 𝑓𝑟 · 𝑄 𝑎 · 𝑏 · 𝑐𝑟 · 𝜋 · √𝜋. 24. Por tanto, para la determinación de q0 pueden emplearse indistintamente cualquiera de las dos partes de la expresión. La conductividad térmica describe la relación (ecuación 25) entre el vector de campo de calor (q) y el gradiente de temperatura (∆T), la cual se constituye como la ley de conducción de calor de Fourier. q = −k · ∇T. 25. La densidad ρ (kg·m-3) y la capacidad calorífica a presión constante Cp (J·(kg·K)-1) son obtenidas de las propiedades termodependientes de la aleación aluminio 5754 [8]. La capacidad calorífica a presión constante describe la cantidad de energía requerida para producir un cambio en una unidad de temperatura y de masa. La difusividad térmica α, definida como k ⁄ (ρ ·Cp) (m2·s-1), es una magnitud predefinida. La difusividad térmica puede ser interpretada como una medida de la inercia térmica (calor propagado lentamente donde la difusividad térmica es relativamente baja). 1.3 Publicaciones recientes sobre modelación de campos térmicos en soldadura En la actualidad existen varios trabajos que tratan la modelación de los ciclos térmicos, algunos de ellos se realizaron para el estudio de tensiones y deformaciones en la soldadura utilizando el MEF [9]. Pozo utiliza el software ANSYS Multiphisyc versión 9.0 para la simulación del modelo de fuente de calor del proceso GMAW (Gas Metal Arc Welding, de 9.
(14) sus siglas en inglés). En el trabajo se demostró que las particularidades de entrada de calor al modelo mediante un flujo de calor uniforme, a través de la superficie del elemento, así como, despreciar la radiación de calor al medio no influyen en los resultados obtenidos en la corrida térmica. Otras investigaciones [5] tratan sobre el análisis de los ciclos térmicos utilizando el proceso de soldadura GTAW. En la simulación se emplea un software de análisis por elementos finitos de uso general y se enriquece una metodología, previamente desarrollada, para la modelación en 3D no lineal transitoria del proceso de soldeo. Para los puntos situados a diferentes distancias y dimensiones del baño de soldadura, los resultados que se obtuvieron en las simulaciones de soldadura de temperaturas de ciclos térmicos manifestaron correlación con los experimentales. Por otra parte, Cronje [10] realiza un estudio de los ciclos térmicos, donde utiliza la temperatura dependiente de las propiedades del material para una lograr estimación de la distribución de las temperaturas de la placa. Los resultados de las temperaturas obtenidas por el MEF fueron comparados con los resultados de las temperaturas experimentales. El tamaño del elemento, las propiedades del material, el calor perdido, condiciones de frontera, así como el paso de tiempo inicial fue experimentado para lograr resultados satisfactorios de la simulación. Otros estudios recientes sobre los ciclos térmicos emplean el proceso de soldadura CMT (Cold Metal Arc Welding, de sus siglas en inglés) [11]. En estos estudios Kaiyuan demuestra que a través del software ANSYS, se puede establecer un modelo de simulación numérica para el campo de temperatura de soldadura CMT con el objetivo de simular el cambio dinámico de este bajo la acción de un sistema térmico móvil. Kaiyuan utiliza el método de simulación numérica para estimar las condiciones de distribución del campo de temperatura, ofrecer una base de referencia para simplificar el experimento y la elección de los parámetros en la aplicación del proceso. Como resultado, demostró que el modelo de simulación numérica para el campo de temperatura CMT establecido en este artículo es fiable debido a que la curva del ciclo térmico medido se ajustó a la curva del ciclo térmico calculado. Según los análisis realizados, se ha empleado la simulación de los ciclos térmicos en uniones soldadas, empleando fundamentalmente ANSYS; sin embargo, el COMSOL, como se expuso anteriormente, puede ser usado para simplificar los procedimientos de programación y obtener resultados confiables. Específicamente el COMSOL no se ha usado exhaustivamente en el estudio de los ciclos térmicos de uniones soldadas obtenidas con el proceso CMT. La combinación de estos dos aspectos puede ser interesante, desde el punto de vista científico. 1.4 Diferencias entre los resultados prácticos y simulados Resulta común reconocer diferencias entre los modelos computacionales y la práctica realizada [12]. Por esta razón, prácticamente casi todos los investigadores que se dedican a la simulación de problemas reales terminan comparando sus resultados simulados con otros realizados en el laboratorio. Este aspecto se conoce como validación de los modelos [5]. De un estudio de la literatura especializada [2, 13] y de las experiencias del autor pueden plantearse las condicionales que producen diferencias entre la simulación de los ciclos térmicos en uniones soldadas y su obtención práctica. Estas condicionales pueden deberse a tres factores: a) factores de frontera, b) de programación y c) de ejecución. 10.
(15) Factores que diferencian los resultados prácticos y simulados de los ciclos térmicos en uniones soldadas: a) Factores de frontera 1. Definición del tipo de fuente de calor; 2. Definición del tipo de cuerpo. b) Factores de ejecución 1. La correcta selección y ubicación de los termopares; 2. Las condiciones de enfriamiento del laboratorio; 3. El flujo de gas de protección empleado en el proceso; 4. La forma de obtención de las dimensiones de la poza de fusión. c) Factores de programación 1. La constancia de los parámetros eléctricos del proceso; 2. La geometría de la fuente energética; 3. Las propiedades termodependientes del material; 4. El mallado del modelo durante la simulación. 1. Definición del tipo de fuente de calor La esquematización de las fuentes de calor puede realizarse [4] de la siguiente forma: a. Por la forma de distribución del calor: Fuentes puntuales, Fuentes lineales, Fuentes planas, Fuentes volumétricas. b. Según el tiempo de acción: Instantáneas, Constantes. c. Según la posición relativa al punto de análisis: Inmóviles, Móviles, De rápido desplazamiento. 2. Definición del tipo de cuerpo El tipo de cuerpo está asociado al establecimiento de las fronteras dimensionales de la pieza que se suelda; así pueden considerarse [4]: cuerpo infinito, cuerpo semi-infinito, chapa infinita, chapa semi-infinita, capa plana, barra infinita y barra semi-infinita. 11.
(16) 3. La correcta selección y ubicación de los termopares La correcta selección y ubicación de los termopares se realiza para lograr fidelidad en la lectura de los datos térmicos y evitar que ocurran saltos o picos en las temperaturas durante la experimentación y así lograr que los resultados obtenidos en la simulación sean coincidentes con los de la práctica. En este aspecto han de tenerse en cuenta las coordenadas de posicionamiento precisas (distancia desde el borde de la placa, desde el centro del cordón y desde la superficie (profundidad), así como el ajuste y sujeción de los mismos. 4. Las condiciones de enfriamiento del laboratorio La temperatura a la que está expuesta la pieza pudiera afectar los resultados, así como, el calor que se transfiere por conducción de la pieza. Por estas razones es indispensable conocer, no solo la temperatura del local, sino las posibles corrientes de aire que pudieran afectar el intercambio térmico con la superficie de la pieza, así como la posible transferencia por conducción con la base donde se está fijada. 5. El flujo de gas de protección empleado en el proceso El flujo de gas de protección puede recalentar la pieza en la zona aledaña al codón, influyendo en la velocidad de enfriamiento durante el proceso empleado. 6. La constancia de los parámetros eléctricos del proceso Los procesos de soldadura pueden realizarse con corriente alterna, continua y pulsada. Se utilizan los parámetros corrientes, tensión de soldadura para determinar la energía instantánea entregada por el proceso. Durante la modelación, generalmente se emplean parámetros promedios de corriente y voltaje (energía), considerándose el proceso CMT no pulsado, a diferencia de lo que ocurre en la práctica. 7. La geometría de la fuente energética La energía es considerada según los efectos de los valores máximos los parámetros de soldadura aplicados en la geometría de la poza de fusión, para cada proceso (según su eficiencia). Existen varios modelos de fuentes de calor, que definen la forma en que ésta es introducida. El modelo de fuente de calor empleado puede modificar el calor introducido. Estos modelos se basan en el establecimiento de la geometría de la poza de fusión. 8. La forma de obtención de las dimensiones de la poza de fusión Las dimensiones de la poza de fusión se obtienen a partir de las mediciones realizadas por el operario. Además de la apreciación del operario, pueden producirse errores en la medición debidos al tipo y precisión del instrumento empleado.. 12.
(17) 9. Las propiedades termodependientes del material Las propiedades termodependientes son únicas de cada material, las cuales son determinadas experimentalmente. La definición del comportamiento de estas propiedades termodependientes para el material de estudio constituye uno de los retos más importantes de los especialistas en simulación, por cuanto su correcto establecimiento define las similitudes y diferencias entre el comportamiento del modelo y del material real. 10.. El mallado del modelo durante la simulación. El mallado define la precisión de cálculo y el tiempo computacional requerido para la solución del problema físico modelado. El equilibrio entre precisión y tiempo siempre ha sido uno de los conflictos que atraviesan los especialistas en simulación. Además, un mallado grande puede conducir a aproximaciones, que pueden considerarse, para casos específicos, como errores inaceptables. La solución a este problema se encuentra a través de un estudio de convergencia.. 1.5 Conclusiones parciales del capítulo 1 1. Los softwares que son utilizados para la simulación de procesos de soldadura se basan fundamentalmente en el Método de Elementos Finitos. Dentro de ellos se encuentran: COMSOL, ANSYS, ABAQUS, OpenFOAM-1.6.x y COSMOS. 2. Investigaciones realizadas demuestran que se pueden obtener resultados confiables en la modelación de ciclos térmicos de uniones soldadas empleando softwares como el ANSYS; sin embargo, la necesidad de concatenar sus resultados con otros estudios previos y posteriores requieren de la evaluación de software con interfaces más amigables, como el COMSOL, que puede resultar una herramienta interesante aplicada en las investigaciones actuales sobre el tema. 3. El modelo de Goldak corresponde a una función doble elipsoidal, que describe la poza de soldadura en dos partes: una rama delantera y una trasera. Para cada rama se asigna una ecuación, que depende de dimensiones geométricas conocidas del cordón de soldadura realizado, por lo que el modelo pudiera considerarse como descriptivo. 4. Se reconoce a las aproximaciones entre la definición de los factores de frontera, de programación y de ejecución como los aspectos que producen las diferencias más significativas en los resultados discrepantes entre la simulación y la obtención práctica de los ciclos térmicos en uniones soldadas. Entre ellos, los más significativos son: a) La correcta selección y ubicación de los termopares; b) La geometría de la fuente energética; c) La forma de obtención de las dimensiones de la poza de fusión; d) Las propiedades termodependientes del material y e) El mallado del modelo durante la simulación.. 13.
(18) Capítulo 2: Propuesta de modificación del modelo de Goldak 2.1 Adecuación del modelo de Goldak, según ecuaciones de Frolov Del epígrafe 1.2 se conoce que los parámetros geométricos a, b, cf y cr; es decir, los parámetros dimensionales del baño de soldadura, empleados en el modelo doble elipsoidal de Goldak (figura 2), se asumen como constantes de entrada o datos del modelo conocidos, a través, de mediciones previas del cordón de soldadura. Por ello, las representaciones geométricas de Goldak consideran el conocimiento previo de la forma del baño de soldadura. Este aspecto permite deducir que el modelo de fuente de calor de Goldak se puede considerar como la descripción de un fenómeno ya ocurrido. Esta consideración convierte el modelo propuesto por Goldak como un modelo descriptivo de la poza de fusión y los campos térmicos obtenidos a partir de esta consideración. Sin embargo, con este modelo es posible establecer la forma geométrica aproximada de la fuente de calor y determinar computacionalmente el ciclo térmico impuesto a la pieza. Por otra parte, estas consideraciones dejan a la luz que el modelo de Goldak no asume el comportamiento de la geometría del baño de metal depositado, respecto a la variación de la velocidad de soldadura. Dicho de otra forma, en los parámetros geométricos se encuentra reflejado el efecto de la velocidad de la fuente de calor, pero ésta no es empleada para estimar las dimensiones del baño de soldadura [14]. Según Frolov [4] se pueden estimar, a partir de la energía introducida, las temperaturas de distintos puntos de la zona fundida y del material base soldado. De aquí que puedan estimarse las dimensiones del metal fundido (figura 3) obtenidas mediante soldadura por arco, modificada por la velocidad de soldadura y por las propiedades termodependientes de los materiales que se sueldan. Su límite geométrico está condicionado por la temperatura de fusión de la aleación en estudio, por tanto, estas dimensiones pueden suponerse similares a la poza de soldadura.. H. B. Figura 3: Dimensiones del baño de soldadura, según Frolov Frolov [4] determina la longitud (L) del baño de soldadura, el ancho (B) de los cordones y la profundidad de penetración (H) del baño fundido, a partir del calor efectivo introducido (Q) en su relación inversa con la conductividad térmica (λ), la capacidad calórica del material base (cp), su espesor (δ) y la diferencia de temperaturas (ΔT). Partiendo de la ecuación general (ecuación 26) definida por Frolov. Estas dimensiones son correspondientes con las dimensiones de la geometría de la fuente de calor (figura 4), dada por Goldak.. 14.
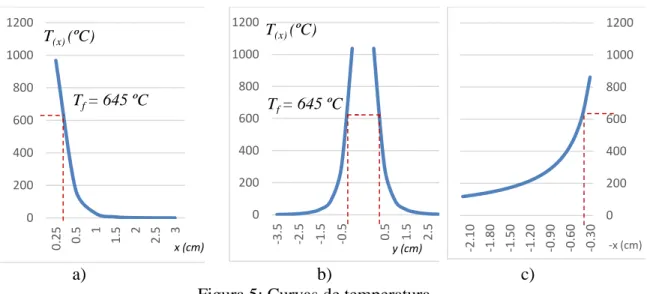
(19) cf. a. cr. b. Figura 4: Geometría de la fuente, según Goldak 𝑇(𝑅;𝑥) =. 𝑣 𝑣·𝑅 𝑄 · 𝑒 −2·𝑢−2·𝑢 2·𝜋·𝜆·𝑅. 26. Donde: Q, es la energía térmica específica o calor de entrada: (𝑄 = 𝐼 · 𝑈 · 𝜂), [W]; v, es la velocidad de soldadura, [m·s-1]; I, U, son la corriente [A] y la tensión [V] nominales de soldadura, respectivamente; η, es la eficiencia del proceso, adimensional; T, es la temperatura de fusión del material, [K]; e, es el número de Euler; x, es la ordenada en el eje del desplazamiento de la fuente, negativa (- x) para los puntos ubicados detrás de la fuente, positiva (+ x) para los delanteros; R, es el segmento de distancia que separa de la fuente cualquier punto del cuerpo, correspondiente al sistema de coordenadas cartesiano x, y, z; para el cual se cumple que: 𝑅 = √𝑥 2 + 𝑦 2 + 𝑧 2 . u, es el coeficiente de termodifusividad: 𝑢 =. 𝜆. ,[ 𝐶𝑝·𝛾. 𝑚2 𝑠. ];. 𝑊·𝑠. cp, es calor específico, [𝑘𝑔·𝐾]; 𝑊. λ, es el coeficiente de transferencia de calor, [𝑚·𝐾]; 𝑘𝑔. 𝛾, es el peso específico o la densidad, [𝑚3 ] 2.1.1. Estimación de la geometría a partir de las curvas de temperatura A partir de la (ecuación 26) pueden obtenerse gráficos de temperaturas, que pueden ser usados para estimar las dimensiones de la poza de fusión, si se conoce que sus dimensiones son proporcionales a la temperatura de fusión (Tf) de la aleación estudiada. Para ello, se emplean como parámetros la corriente (I = 120 A), el voltaje (V = 19 V), la velocidad de soldadura (v = 1,1 cm/s), la eficiencia (η = 0,95), el coeficiente de transferencia de calor (λ = 0,32 cal/(cm·s·ºC) y la temperatura de fusión del aluminio (Tf = 645 ºC), para la aleación 5754. Para el trazado del gráfico de temperaturas, para la rama delantera del arco (figura 5 a), se estableció el rango de valores posibles, entre los cuales se puede esperar el valor de la distancia (cf) y se sustituyó en ambos miembros de la ecuación 26. En el valor de la intercepción de la temperatura de fusión (Tf) con la curva de temperaturas, puede leerse en la 15.
(20) ordenada la distancia aproximada de la rama delantera del elipsoide que conforma la proyección vertical de la poza de fusión. Para el trazado del gráfico de temperaturas, para la rama lateral al arco (figura 5 b), se estableció el rango de valores posibles, entre los cuales se puede esperar el valor de la distancia del semiancho de la poza de fusión (a) y se sustituyó en ambos miembros de la ecuación 26. En el valor de la intercepción de la temperatura de fusión (Tf) con la curva de temperaturas, puede leerse en la ordenada la distancia aproximada de la rama lateral, correspondiente al semiancho (a) del elipsoide que conforma la proyección vertical de la poza de fusión. Para el trazado del gráfico de temperaturas, para la rama trasera del arco (figura 5 c), se estableció el rango de valores posibles, entre los cuales se puede esperar el valor de la distancia (cr) y se sustituyó en ambos miembros de la ecuación 26. En el valor de la intercepción de la temperatura de fusión (Tf) con la curva de temperaturas, puede leerse en la ordenada la distancia aproximada de la rama trasera del elipsoide que conforma la proyección vertical de la poza de fusión. 1200. 1200. T(x) (ºC) 1000. 1000 800. 1200. T(x) (ºC). 1000. 800. Tf = 645 ºC. 800. Tf = 645 ºC. 600. 400. 400. 400. 200. 200. 200. 0. 0. a). b) Figura 5: Curvas de temperatura. -2.10 -1.80 -1.50 -1.20 -0.90 -0.60 -0.30. y (cm). 3.5. 2.5. 1.5. 0.5. -0.5. -1.5. -2.5. x (cm). 600. 0. -3.5. 0.25 0.5 1 1.5 2 2.5 3. 600. -x (cm). c). a) para la rama delantera del arco, a través del eje x para x > 0; y = 0; z = 0, y valor de la longitud de la rama delantera de la poza de fusión (cf); b) para la rama lateral del arco, a través del eje y, con x = 0 y z = 0 y semiancho del cordón (a); c) para la rama trasera del arco, a través del eje x, para x < 0; y = 0; z = 0, y valor de la longitud de la rama trasera de la poza de fusión (cr).. Sin embargo, la determinación gráfica de los parámetros geométricos de la poza de fusión empleando el método gráfico descrito es muy inexacta, ya que depende de la certeza con que se fije el valor de la temperatura de fusión (Tf) en el eje de las ordenadas y se obtenga en la abscisa el valor de la dimensión. Para ganar en precisión, se desarrolla un diagrama de bloque. El diagrama de bloque empleado computacionalmente (Figura 6) se conformó para la estimación de los valores geométricos a y cf. Para determinar los valores de la penetración (b) del cordón de soldadura se establece de forma similar, que para la dimensión del semiancho del cordón (a). La dimensión cr se determina por la ecuación 26, suponiendo que la velocidad de avance de la soldadura es cero (vs = 0 m·s-1).. 16.
(21) Figura 6: Diagrama de bloque para la determinación las dimensiones a y cf de la poza de fusión, a partir de la solución gráfica de la ecuación para el cálculo de las temperaturas propuesta por Frolov Sin embargo, este diagrama de bloque resuelve el método de solución gráfica planteado (figura 5) y no un procedimiento matemático, al cual pudiera llevarse despejando los parámetros dimensionales de la ecuación 26, para cada una de las condiciones geométricas en que se pueden definir.. 2.1.2. Estimación de la geometría a partir de la Función W de Lambert Otro método consiste en el despeje de los parámetros geométricos de la ecuación 26. Longitud trasera Para el caso de la longitud trasera del baño, si y = z = 0; 𝑐𝑟 = 𝑙𝑟 = −𝑥 = 𝑅, entonces: 17.
(22) 𝑣 𝑄 · 𝑒 −2·𝑢·(𝑥+𝑅) 2 · 𝜋 · 𝜆 · 𝑙𝑟. 𝑇=. 27. Si se sustituye R = - x, quedaría la ecuación de la siguiente manera: 𝑇=. 𝑣 𝑄 · 𝑒 −2·𝑢·(𝑥+(−𝑥)) 2 · 𝜋 · 𝜆 · 𝑙𝑟. 28. 𝑇=. 𝑣 𝑄 · 𝑒 −2·𝑢·(0) 2 · 𝜋 · 𝜆 · 𝑙𝑟. 29. 𝑇=. 𝑄 2 · 𝜋 · 𝜆 · 𝑙𝑟. 30. Entonces: 𝑐𝑟 = 𝑙𝑟 =. 𝑄 2·𝜋·𝜆·𝑇. 31. Longitud frontal Para el cálculo de 𝑐𝑓 se toma en consideración que 𝑐𝑓 = 𝑙𝑓 = 𝑥 = 𝑅 y (y = z = 0); posteriormente se sustituye en la ecuación (27). 𝑇=. 𝑣 𝑄 · 𝑒 −2·𝑢·(𝑙𝑓 +𝑙𝑓 ) 2 · 𝜋 · 𝜆 · 𝑙𝑓. 32. 𝑇=. 𝑣 𝑄 · 𝑒 −2·𝑢·(2·𝑙𝑓 ) 2 · 𝜋 · 𝜆 · 𝑙𝑓. 33. 𝑇=. 𝑣 𝑄 · 𝑒 −𝑢·(𝑙𝑓 ) 2 · 𝜋 · 𝜆 · 𝑙𝑓. 34. Por tanto: 𝑣 𝑄 · 𝑒 −𝑢·(𝑙𝑓 ) 2·𝜋·𝜆·𝑇. 𝑙𝑓 =. 35. Luego, se nombra: 𝐴=. 𝑄 2·𝜋·𝜆·𝑇. 𝐵𝑓 =. 𝑣 𝑢. 36. 37. 18.
(23) Entonces: 𝑙𝑓 = 𝐴 · 𝑒 −𝐵𝑓 ·(𝑙𝑓 ). 38. Para calcular la dimensión de la poza de soldadura ubicada delante del arco (lf) es necesario acudir a la solución de la ecuación de Lambert, que se explicará posteriormente. Longitud total de la soldadura La longitud total de la soldadura se determina como la suma (ecuación 39) de las distancias de la poza delante (cf) y detrás (cr) del eje de la fuente de calor. 𝐿 = 𝐶𝑟 + 𝐶𝑓. 39. Ancho del cordón (a) Para calcular (a) se toma como consideración que 𝑙𝑦 = R = a = y, si x = z = 0 Atendiendo a ello, se sustituye en la ecuación (27); la ecuación planteada quedaría expresada como: ∆𝑇 =. 𝑣 𝑄 · 𝑒 −2·𝑢·(𝑙𝑦 ) 2 · 𝜋 · 𝜆 · 𝑙𝑓 𝑣 𝑄 · 𝑒 −2·𝑢·(𝑙𝑦 ) 2·𝜋·𝜆·𝑇. 𝑙𝑦 =. 40. 41. Luego, se nombra: 𝐴=. 𝑄 2·𝜋·𝜆·𝑇. 𝐵𝑦 =. 𝑣 2·𝑢. 42 43. Entonces: 𝑙𝑦 = 𝐴 · 𝑒 −𝐵𝑦 ·(𝑙𝑦 ). 44. De forma similar al ejemplo anterior, para calcular la dimensión de la poza de soldadura ubicada delante del arco (cf) es necesario acudir a la solución de la ecuación de Lambert, que se resuelve de forma similar. Profundidad de penetración (b) Para calcular (b) se toma como consideración que 𝑙𝑧 = b = z, si x = y = 0 Atendiendo a ello, se sustituye en la ecuación (27); la ecuación planteada quedaría expresada como: 19.
(24) 𝑣 𝑄 ) · 𝑒 −2·𝑢·(𝑙𝑧 2·𝜋·𝜆·𝑇. 𝑙𝑧 =. 45. Luego, se nombra: 𝐴=. 𝑄 2·𝜋·𝜆·𝑇. 𝐵𝑧 =. 𝑣 2·𝑢. 46 47. Entonces: 𝑙𝑧 = 𝐴 · 𝑒 −𝐵𝑧 ·(𝑙𝑧 ). 48. Como se observa, este planteamiento es similar que, en el efectuado para el semiancho del cordón, resolviéndose de igual forma. Considerando que Frolov tiene en cuenta la velocidad para la estimación de los parámetros geométricos del baño de soldadura, las ecuaciones 31, 38, 39, 44 y 48 pueden ser empleadas para estimar las dimensiones del baño. Estas dimensiones, que son calculadas a partir de la influencia de la velocidad de soldadura, pueden ser introducidas en el modelo doble elipsoidal propuesto por Goldak (ecuación 21 y 22), si se realizan las siguientes sustituciones: cr = lr; cf = lf; b = lz; a =ly; c = cf + cr. Para la solución de las ecuaciones 38, 44 y 48 se toma la consideración expuesta por Lambert [15]. Cuya función se define por W para todo número complejo denominado z: 49 La función W de Lambert no puede expresarse en términos de funciones elementales. Es útil en combinatoria, por ejemplo en la enumeración de árboles. Abastece de soluciones reales a las ecuaciones "algébricas-transcendentales" de la forma: 50 a0, c y r son constantes reales. La solución es: 51 2.1.3. Solución gráfica de la función de Lambert No obstante, con este método resulta dificultoso obtener una solución a la ecuación definida para cada combinación de los parámetros. Un método alternativo para resolver las ecuaciones 38, 44 y 48 consiste en la utilización de un método gráfico para obtener los resultados que se requieren. 20.
(25) La ecuación (50) está formada por una función lineal y otra exponencial (figura 7) y puede ser intersectada por diferentes maneras: La ecuación de la recta intersecta la curva exponencial en dos puntos distintos (1), puede intersectarla tangencialmente en un punto (2), puede intersectarla no tangencialmente en un punto (3) o la línea puede no intersectar la curva en ningún punto (4) [16].. Figura 7: Posibles interacciones entre las funciones lineales y exponenciales de la función W de Lambert [16] Para la solución del método gráfico se realiza un estudio mediante Microsoft Excel, donde se introducen, como parámetros fijos: la corriente (I = 120 A), el voltaje (V = 19 V), la velocidad de soldadura (v = 1,1 cm/s) la eficiencia (η = 0,95), el coeficiente de transferencia de calor del aluminio (λ = 0,32 cal/(cm·s·ºC) y la temperatura de fusión del aluminio (Tf = 645 ºC) para la aleación de aluminio 5754. La energía (Q) se determina (I · V · η). Se grafican dos curvas (Figura 8): una para la función lineal (y = x) y otra para la exponencial (y= 𝐴 · 𝑒 −(𝐵·𝑥) ), donde, el valor de las funciones se iguala en el valor de la ordenada donde que ambas curvas se intersectan. El trazado de las curvas para la rama delantera del arco (figura 8 a)), obtenida sobre el xx, se estableció el rango de valores posibles de la ordenada x sobre el plano xy, entre los cuales se puede esperar el valor de la distancia (cf). Para ello, se emplearon las ecuaciones lineal [y = x] y exponencial [𝑦 = 𝑄_𝑒𝑓/(2 · 𝜋 · 𝜆 · 𝑇𝑓 · 𝑒^((𝑣 · 𝑥)/𝑎))]. La intercepción de las dos curvas permite reconocer la distancia entre el centro del arco y la isoterma de temperaturas correspondiente a la de fusión del aluminio 5754 para la parte frontal del arco; es decir, para determinar la longitud delantera de la poza de fusión (cf). Para el trazado de las curvas para la rama lateral del arco (figura 8 b), obtenida sobre el yy, se estableció el rango de valores posibles de la ordenada y sobre el plano xy, entre los cuales se puede esperar el valor de la distancia (a). Igualmente al caso anterior, se emplearon las 𝑣·𝑥 ecuaciones lineal [y = x] y exponencial [𝑦 = 𝑄_𝑒𝑓/(2 · 𝜋 · 𝜆 · 𝑇𝑓 · 𝑒^( 2 · 𝑎))]. La intercepción de las dos curvas permite apreciar la distancia entre el centro del arco y la isoterma de temperaturas correspondiente a la de fusión del aluminio 5754, línea sobre el eje yy; es decir, el semiancho de la poza de fusión (a). 21.
(26) Figura 8: Curvas de coordenadas para la solución gráfica de la ecuación de Lambert a) para la determinación de la longitud de la rama delantera de la poza de fusión (cf); b) para la determinación de la longitud del semiancho del cordón (a). 2.1.4. Solución computacional de la Función W de Lambert De los gráficos (figura 8) pueden obtenerse los valores aproximados de las dimensiones de la poza de fusión. La aproximación radica en la precisión de la resolución en la lectura de las coordenadas del gráfico. Sin embargo, se desarrolló una hoja de cálculo en un libro de Microsoft Excel para determinar con exactitud el valor de los mismos. El diagrama de bloque utilizado para el procedimiento (figura 9) está formado por la comparación aproximada de los valores de las funciones lineales y exponenciales, determinando su intercepto.. 22.
(27) Figura 9: Diagrama de bloque para la determinación las dimensiones de la poza de fusión, a partir de la solución gráfica de la ecuación de Lambert Del procesamiento computacional se obtienen los valores de los parámetros que caracterizan geométricamente la poza de fusión (Tabla 1). Para la obtención de los valores se emplean como parámetros: la corriente (I = 120 A), el voltaje (V = 19 V), la velocidad de soldadura (v = 1,1 cm/s), la eficiencia (η = 0,95), el coeficiente de transferencia de calor del aluminio (λ = 0,32 cal/(cm·s·ºC)) y la temperatura de fusión del aluminio (Tf = 645 ºC) para la aleación 5754. Tabla 1: Parámetros geométricos calculados de la poza de fusión para la soldadura CMT de la aleación de aluminio 5754 de 3 mm de espesor Longitud trasera Longitud delantera Semiancho Profundidad de Parámetro del baño (cr) del baño (cf) (a) penetración (b) Prueba 1 3,95 2,36 2,88 2,74 Estimada (mm) Prueba 2 3,93 2,05 2,60 2,47 Estimada (mm) 23.
(28) Luego, la energía obtenida para la rama delantera y trasera, a colocarse en las ecuaciones de Goldak (ecuación 21 y 22), quedaría en función de los parámetros geométricos estimados, a partir de su dependencia con los parámetros eléctricos de la fuente, la velocidad de soldadura, de las propiedades termodependientes del material y de la forma del aporte energético variable, acorde con la particularidad del proceso CMT. Estos parámetros serán evaluados en la simulación con COMSOL de los ciclos térmicos de uniones soldadas de aluminio 5754, en el epígrafe 2.3. La evaluación de los ciclos térmicos obtenidos en COMSOL serán comparados con los obtenidos con termopares, a partir del censado de las variaciones de temperaturas durante la realización de experimentos reales similares a los de la simulación realizada. De forma general el modelo predictivo de fuente de calor propuesto (ecuación 52) queda definido a partir de la energía introducida (Q) y las modificaciones geométricas que este produce sobre el baño de soldadura, obtenidos a partir del desarrollo de la función W de Lambert. La constante 1,9 se obtiene de la solución de (6 · √3)/(𝜋 · √𝜋) a partir de la ecuación 21. 2. 𝑓1(𝑥,𝑦,𝑥,𝑡). (𝑥−𝑥00 ) 1,9 · 𝒇 · 𝑄 −3[ (𝑪)2 = ·𝑒 𝐴𝐿𝑊𝐹 · 𝐵𝐿𝑊𝐹 · 𝑪. +. (𝑦−𝑦00 )2 (𝑧−𝑧00 )2 + ] (𝐴𝐿𝑊𝐹 )2 (𝐵𝐿𝑊𝐹 )2. 52. Donde: f = ff y C = 𝒄𝐿𝑊𝐹 , para rama frontal f = fr y C = cr, para rama trasera 2·𝜋·𝜆·𝑇. ALWF: Lambert W Function (𝑊(𝑧) = 𝑒 𝑊(𝑧) ) aplicada para: 𝑎 · (. 𝑄 2·𝜋·𝜆·𝑇. BLWF: Lambert W Function (𝑊(𝑧) = 𝑒 𝑊(𝑧) ) aplicada para: 𝑏 · (. 𝑣. ) = 𝑒 −2·𝑢·(𝑎). 𝑄 2·𝜋·𝜆·𝑇. CfLWF: Lambert W Function (𝑊(𝑧) = 𝑒 𝑊(𝑧) ) aplicada para: 𝑐𝑓 · ( 𝑄 𝑐𝑟 = 2·𝜋·𝜆·𝑇. 𝑄. 𝑣. ) = 𝑒 −2·𝑢·(𝑏) 𝑣. ) = 𝑒 −2·𝑢·(𝑐𝑓 ). Los parámetros no especificados arriba se definieron anteriormente. 2.1.5. Evaluación del comportamiento geométrico de la poza en función A partir del trabajo desarrollado, para determinar las dimensiones de la poza de soldadura, fue posible desarrollar una aplicación computarizada que permite evaluar el comportamiento de las dimensiones de la poza de fusión respecto a los parámetros operativos del proceso de soldadura (corriente, voltaje y velocidad), al tipo de proceso empleado (según su eficiencia) y al tipo de material base soldado (acero, aluminio, etc.). a) Influencia de los parámetros de soldadura sobre las dimensiones de la poza de fusión Influencia de la corriente de soldadura El efecto de la corriente de soldadura se evalúa a través de su efecto sobre la energía aportada. La corriente de soldadura es directamente proporcional a la energía aportada por la fuente de corriente (Q = I·V· η). La variación del efecto de la corriente produce modificaciones en el 24.
(29) calentamiento y valores de las temperaturas en el material base (figura 10), según las consideraciones de aporte térmico (ecuación 26), coincidente con los criterios de la literatura [4]. La figura 10 muestra la vista superior de la poza de fusión (arriba) y frontal (abajo), obtenida por el cálculo y grafico de la isoterma de la temperatura de fusión para la aleación de aluminio 5754.. I = 120 A I = 200 A; a) b) Figura 10: Efecto estimado de la corriente de soldadura sobre la geometría de la poza de soldadura. V = 19 V; vs = 1,1 cm·s-1; Material: Aluminio 5754; Proceso CMT Como se aprecia, con el incremento de la corriente se expande la zona de la poza de fusión, comprendida en las temperaturas inferiores a la temperatura de fusión. Es decir, más energía aportada, más calentamiento del material base y se obtiene, como resultado, la expansión de las isotermas (figura 10b), corriéndose el riesgo de perforación de la placa. Influencia de la corriente de la tensión de soldadura Al igual que la corriente, la tensión de soldadura (voltaje) es directamente proporcional a la energía aportada por la fuente al proceso de fusión (Q = I·V· η). La figura 11 muestra la vista superior de la poza de fusión (arriba) y frontal (abajo), obtenida por el cálculo y grafico de la isoterma de la temperatura de fusión para la aleación de aluminio 5754. Como se puede apreciar (figura 11b), con el incremento del voltaje se expande la zona de la poza de fusión, comprendida en las temperaturas inferiores a la temperatura. Este aspecto refiere la introducción de más energía, acorde con aspectos reportados en la literatura [7]. 25.
(30) V = 19 V V = 25 V a) b) Figura 11: Efecto estimado de la tensión de soldadura sobre la geometría de la poza de soldadura. I = 120 A; vs = 1,1 cm·s-1; Material: Aluminio 5754; Proceso CMT Sin embargo, se aprecia un menor crecimiento del área interna a la isoterma correspondiente a la temperatura de fusión, que en el caso de la corriente (figura 10b). La diferencia matemática está dada por el crecimiento considerable de la corriente, en comparación con lo que lo hace el voltaje (ver parámetro de corriente en la figura 10b y voltaje en la figura 11b). La diferencia física está dada, en que, a pesar de que el crecimiento del voltaje incrementa la energía térmica aportada, generalmente también se asocia a un crecimiento de la longitud de arco. El crecimiento de la longitud de arco produce el incremento del área de incidencia en la base del arco, que se encuentra sobre a la pieza. El crecimiento del área de incidencia de la energía disminuye la cantidad de ésta por unidad de área, produciendo un efecto inverso al del crecimiento que produce el voltaje al incremental la potencia del arco. Influencia de la velocidad de soldadura La variación del efecto de la velocidad de soldadura produce una disminución en el calentamiento y valores de las temperaturas en el material base (figura 12), coincidente con los criterios de la literatura [4]. La figura 12 muestra la vista superior de la poza de fusión (arriba) y frontal (abajo), obtenida por el cálculo y grafico de la isoterma de la temperatura de fusión para la aleación de aluminio 5754.. 26.
(31) vs = 1,1 cm·s-1 a). vs = 2,2 cm·s-1 b). Figura 12: Efecto estimado de la velocidad de soldadura sobre la geometría de la poza de soldadura. I = 120 A; V = 19 V; Material: Aluminio 5754; Proceso CMT Como se aprecia, con el incremento de la velocidad se disminuye el área de la zona de la poza de fusión, delimitada por la temperatura de fusión de la aleación evaluada, debido a que se introduce menos energía al material base por unidad de tiempo. Es decir, menos calentamiento (figura 12b). b) Influencia del tipo de material sobre las dimensiones de la poza de fusión El efecto del material base en la soldadura también produce un cambio en las isotermas. Para evaluarlo se comparan las isotermas correspondientes a las aleaciones de aluminio 5754 y acero AISI 1010 (figura 13). La disminución de las propiedades termodependientes (conductividad térmica, calor específico, por ejemplo) y el incremento de la temperatura de fusión producen una disminución en la transmisión de la temperatura a través de la pieza, a la vez que disminuye el área interna de las isotermas correspondientes a la temperatura de fusión (figura 12). La figura 13 muestra la vista superior de la poza de fusión (arriba) y frontal (abajo), obtenida por el cálculo y grafico de la isoterma de la temperatura de fusión para la aleación de aluminio 5754 (figura 12a) y AISI 1010 (figura 13b).. 27.
(32) Aluminio 5754. Acero AISI 1010. a) b) Figura 13: Efecto estimado de la influencia del material sobre la geometría de la poza de soldadura. Proceso CMT; I = 120 A; V = 25 V; vs = 1,1 cm·s-1 Al cambiar el material base se aprecia cómo el efecto de los mismos parámetros del proceso; es decir, la velocidad (vs), la corriente (I) y el voltaje (V) no producen la misma forma del baño de la soldadura. Esto se debe a que las propiedades termodependientes de ambos metales difieren. Como resultado, no se obtienen isotermas iguales (figura 13b). c) Influencia del proceso empleado sobre las dimensiones de la poza de fusión El proceso empleado influye en la soldadura debido a que el valor de la eficiencia (η) puede variar en dependencia del mismo. La eficiencia es directamente proporcional a la energía aportada por la fuente de corriente (Q = I·V· η). Por lo tanto, una mayor o menor eficiencia conduciría a un cambio en el calentamiento y temperaturas en el metal base (figura 14), según las consideraciones de aporte térmico (ecuación 26), coincidente con los criterios del aliteratura [4].. 28.
(33) Proceso CMT. η = 0,95. Proceso SMAW. η = 0,75. a) b) Figura 14: Efecto estimado de la geometría de la poza de soldadura teniendo en cuenta el proceso a utilizar. Material: Aluminio 5754; I = 120 A; V = 19 V; Vs = 1,1 cm·s-1. Como se puede apreciar, al disminuir la eficiencia del proceso de soldadura, disminuye el área de la poza de fusión, debido a que el valor de la eficiencia reduce la energía aportada al material base por unidad de tiempo; obteniéndose isotermas de menores dimensiones (figura 14b). 2.2 Programación en COMSOL del modelo de Goldak modificado Para la obtención de los campos térmicos, haciendo uso del software COMSOL Multiphisyc 5.0 es necesario tener en cuenta: 1. La energía aportada puede emplearse como q0 para cualquiera de las dos ramas de la ecuación de Goldak, pudiéndose definir el valor (ecuación 53) de la energía general aportada (q0) solo en función de cf. (6*sqrt (3)*ff*Q)/ (BLWF * ALWF *𝐶𝑟 *pi*sqrt (pi)). 53. Nota: la redacción de las ecuaciones responde a la nomenclatura matemática del software. 29.
(34) Si se denomina a los miembros de la ecuación de Goldak (ecuación 21 y 22), como nuevos parámetros (Tabla 2), entonces, pueden escribirse estas ecuaciones de forma genérica (ecuación 54). Tabla 2: Conversión de nomenclaturas para el modelo computarizado Parámetros Parámetros de Goldak Asumidos x0 A0 y0 B0 z0 C0 A ALWF B BLWF cf=cr(*) C * según sea la rama delantera o trasera q0*(exp(-3*((ALWF-A0)^2/C^2+(BLWF-B0)^2/ALWF^2+(C-C0) ^2/BLWF^2))). 54. A partir de la ecuación (54), quedaría definida una ecuación para cada rama: una ecuación analítica (an1) para la rama delantera (ecuación 55) y otra ecuación analítica (an2) para la rama trasera (ecuación 56). q0*(exp(-3*((ALWF -A0)^2/(CfLWF)^2+(BLWF -B0)^2/ALWF^2+(C-C0)^2/BLWF^2))) 55 q0*(exp(-3*((ALWF -A0)^2/Cr^2+(BLWF -B0)^2/ALWF^2+(C-C0)^2/BLWF^2))). 56. 2. Se reconocen como variables para la programación del modelo, la posición (x00) del centro de la fuente (tabla 3) y las energías en la parte frontal (Q1) y trasera de la fuente (Q2); pues Q1= Q2 (ecuación 56): Tabla 3: Variables asumidas para la modelación Variable Ecuación Posición del centro de la fuente (x00) x0 + v · t Energía en la parte frontal (Q1) y trasera de an1(x, x00, y, y0, z, z0, BLWF, ½*ALWF, CfLWF *(x>=x00) la fuente(Q2); pues Q1= Q2 (ecuación 24) Tabla 4: Propiedades termodependientes de la aleación de aluminio 5754 [8] Coeficiente de transferencia de calor λ= 0,32 cal/(cm·s·ºC) Temperatura de fusión Tf = 658 g/cm3 Coeficiente de termodifusividad a= 0,5 cal/(g·ºC) Calor específico cp = 0,239 cm2/s 2,67 cal/s Peso específico (densidad) γ=. 30.
(35) 3. La geometría (figura 15) debe obtenerse a partir de un componente tridimensional, específicamente semejando una placa.. Figura 15: Representación de la geometría de la pieza 4. Debe establecerse un refinamiento del mallado (figura 16) en la zona dentro y cercana al “depósito”. Se recomienda una malla controlada por la física y con un tamaño fino de elemento. El mallado se realiza con elementos superficiales tipo triángulos. Fueron empleados en total 23121 elementos tetraédricos, de ellos; 14258 elementos tipo triángulo, 856 elementos de aristas y 8 elementos de vértice.. Figura 16: Vista del mallado definido para la pieza 5. Los puntos de prueba o sondas (figura 17) se emplean para para simular la colocación de termopares y, así, monitorear el desarrollo en tiempo real o valores complejos de la simulación (tales como estudios termodependientes, de frecuencia o paramétricos) y, por tanto, la verificación del modelo.. 31.
(36) a) Sonda 1 b) Sonda 2 c) Sonda 3 Figura 17: Colocación en el software de los puntos de pruebas o sondas 6. En el modelo físico la interfaz de transferencia de calor en sólidos es empleada para modelar la transferencia de calor por conducción, convección y radiación. El modelo de transferencia de calor en sólidos es activado por defecto en todos los dominios. Como condición de cambio del calentamiento al enfriamiento en t ≤ wt se definen, tanto para Heat Source 1, la posición delantera de la fuente (t<=wt*Q1), como para Heat Source 2, la posición trasera de la fuente (t<=wt*Q2), donde wt se considera el tiempo de enfriamiento y modifica sustancialmente el calentamiento de la placa. La superficie se supone que radia al medio (Surface-to-Ambient Radiation) y que existe un flujo convectivo de calor (Convective Heat Flux), definiendo un coeficiente de transferencia de calor (h). 2.3 Medidas para reducir diferencias entre los resultados experimentales y la simulación Considerando los aspectos mencionados en el epígrafe 1.4 es necesario tener en cuenta un conjunto de medidas para evitar que ocurran diferencias en los resultados prácticos y simulados de los ciclos térmicos en uniones soldadas; entre ellas, las siguientes: a) Correcta definición del modelo de tipo de fuente de calor Atendiendo a la esquematización de las fuentes de calor (epígrafe 1.4) puede asumirse que el proceso CMT produce una fuente de calor puntual (atendiendo a la forma de distribución del calor), constante (según el tiempo de acción) y de rápido desplazamiento (según la posición relativa al punto de análisis). El acercamiento a estos criterios permite seleccionar el modelo matemático adecuado para el procesamiento de los resultados [4]. b) Definición del modelo de tipo de cuerpo Atendiendo a las consideraciones de la literatura [4], para una primera aproximación el modelo de tipo de cuerpo se asocia al establecimiento de las fronteras dimensionales de la pieza que se suelda; así, puede considerarse para el estudio un modelo de cuerpo semiinfinito. 32.
Figure
![Figura 1: Modelos de transferencia de calor en el arco de soldadura [7].](https://thumb-us.123doks.com/thumbv2/123dok_es/7363147.461715/10.918.165.727.199.631/figura-modelos-transferencia-calor-arco-soldadura.webp)

![Figura 7: Posibles interacciones entre las funciones lineales y exponenciales de la función W de Lambert [16]](https://thumb-us.123doks.com/thumbv2/123dok_es/7363147.461715/25.918.263.659.229.518/figura-posibles-interacciones-funciones-lineales-exponenciales-función-lambert.webp)
+7






Documento similar