Alma Mater del Magisterio Nacional
FACULTAD DE TECNOLOGÌA
Escuela Profesional de Electricidad y Automatización Industrial
MONOGRAFÍA
Aplicaciones de PLC en Procesos Básicos
Examen de Suficiencia Profesional Res. Nº 0473-2018-D-FATEC
Presentado por:
Jhon Peter Quispe Flores
Para optar al Título Profesional de Licenciado en Educación
Especialidad: Electricidad
Dedicatoria
A Dios por ser luz en mi camino; a mis dos grandes
fortalezas; mi amiga y compañera Rocío y mi dulce hija
Mafer, mis queridos padres y hermanos que nunca dejaron de
Introducción
El contenido del presente trabajo monográfico contiene información detallada,
resumida y simplificada de las diferentes aplicaciones que puede realizar un dispositivo de
control, que en sus inicios fue tomado muy poco en cuenta por sus altos costos de
adquisición, instalación y programación; adicionalmente se sumaba el costo de su
mantenimiento en planta industrial.
Pero la necesidad de la industria de contar con un dispositivo que haga posible la
mejora de la producción y la continuidad de los procesos hacía que valiese la pena invertir
en estos dispositivos de control, esta nueva clase de tecnología, que brindaría en el futuro
muchos beneficios.
El dispositivo de control al que me refiero es el PLC que muchos de ustedes ya han
escuchado y visto en el trabajo, hogares y hasta en maquinarias diversas.
Aprender a conocer cómo trabaja, su programación y los beneficios que brinda su
utilización es lo que me impulsa la realización del presente trabajo monográfico.
Planteo describir las bondades de la aplicación del PLC; su utilidad a nivel
comercial, doméstico e industrial; así mismo esquematizar en ejemplos prácticos y real de
su utilidad dentro de la industria; detallando desde su instalación hasta su programación,
manipulación, procesos paso a paso; así como su mantenimiento. Las descripciones que en
la presente monografía se señala está elaborada en un lenguaje sencillo y didáctico para
que sirva como manual de uso del PLC.
La presente investigación titulada la aplicación del PLC en procesos básicos, se ha
dividido en tres partes: en el capítulo I se presenta el marco teórico, donde se señala la
arquitectura del PLC, sus variables de entrada y salida, los diferentes tipos de control tales
como: el control de nivel, temperatura y presión. Además, se destaca la importancia del
operación del proceso, ciclo de funcionamiento, el rol que cumplen los periféricos del
PLC, entre otros. Igualmente, en este capítulo abarca las características y tipos de procesos
industriales que se usa hoy en día.
En el capítulo II, abarca la aplicación práctica, destacando la forma de cómo el
docente cumple su labor formador y en este sentido se sugiere algunas recomendaciones
para seleccionar el método, las técnicas y el procedimiento adecuado para el manejo de
PLC, así mismo exponemos ejemplos de aplicación práctica puesto en obra dentro de la
industria.
En el capítulo III, se da a conocer la aplicación pedagógica a través de una sesión
de aprendizaje que va acompañado de una hoja de aplicación y una hoja práctica, en esta
últimas se explica lo que se va a realizar, como por ejemplo: la secuencia del proceso en
Tabla de Contenidos
Pág.
Portada i
Designación de jurado ii
Dedicatoria iii
Introducción iv
Tabla de contenidos vi
Índice de figuras ix
CAPÍTULO I: MARCO TEÓRICO 11
1.1 Definición del PLC´s. 11
1.2 Partes de un controlador lógico programable 14
1.2.1 Módulo de entrada 15
1.2.2 Módulo de salida 17
1.2.3 CPU 18
1.2.3.1 Memoria ROM 19
1.2.3.2 Memoria RAM 19
1.3 Periféricos de entrada y salida 20
1.3.1 Sensores o captadores 20
1.3.1.1 Captador discreto, digital, binario lógico 21
1.3.1.2 Captador análogo 21
1.3.2 Controladores 22
1.3.3 Actuadores 22
1.3.4 Órgano de trabajo 22
1.4 Ventajas y desventajas de los PLC´s. 23
1.4.1 Ventajas 23
1.4.2 Desventajas 24
1.5 Tipos de PLC´s. 24
1.5.1 PLC en base a su número de entradas o salidas 24
1.5.2 PLC de acuerdo a su nivel 26
1.5.3 Tipos de PLC industriales según su arquitectura 26
1.5.3.1 PLC compacto 26
1.6 Tipos de programación para PLC´s 28
1.6.1 Lenguajes gráficos 28
1.6.2 Lenguajes textuales 31
1.7 Aplicación del PLC en la industria moderna 32
1.7.1 Importancia 32
1.7.2 En la industria 33
1.7.3 Ejemplos de aplicación 34
1.7.4 Ventajas de usos de PLC hoy en día 36
1.7.5 Control del PLC 37
1.7.5.1 Clases de control 38
1.7.5.2 Control por procesos 39
1.8 Ejemplo de aplicación del PLC en procesos básicos 43
1.8.1 Activación de válvula de vapor de una planchadora 43
1.8.2 Aplicación control de lámpara de sirena con temporizador 45
1.8.3 Aplicación con contador de botellas 47
1.8.4 Aplicación de encendido de resistencia con controlador de temperatura 49
1.8.5 Aplicación control de cambio de giro de motor 51
1.8.6 Aplicación de mezclador de productos 53
1.8.7 Aplicación de control proceso de clasificación de cajas 56
CAPÍTULO II: APLICACIÓN PRÁCTICA 59
2.1 El docente frente a su labor formadora. 59
2.2 Algunas recomendaciones para seleccionar el método, las técnicas y los
procedimientos 60
CAPÍTULO III: APLICACIÓN PEDAGÓGICA 62
Plan de sesión: “Encendido del motor trifásico con temporizadores utilizando
PLC Siemens S7 200 63
3.1 Datos generales 63
3.2 Objetivos 63
3.3 Descripción de la clase 64
Hoja de información: Encendido del motor trifásico con temporizadores
utilizando PLC Siemens S7 200 67
Hoja de práctica: Encendido del motor trifásico con temporizadores
utilizando PLC Siemens S7 200 73
Hoja de evaluación: Encendido del motor trifásico con temporizadores
utilizando PLC Siemens S7 200 79
Resumen 81
Conclusiones 82
Recomendaciones 83
Referencias Bibliográficas 84
Apéndice 85
Anexo 1: Verificación de materiales usados para la construcción del módulo
demostración de aplicación con PLC 86
Anexo 2: Conexionado de los distintos elementos en el módulo de aplicación con PLC 87
Anexo 3: Módulo terminado de aplicaciones con PLC Siemens S7200 88
Índice de Figuras
Pág.
Figura 1. Revisión de dispositivos y aparatos de control 13
Figura 2: El PLC 14
Figura 3: Funcionamiento interno del PLC 14
Figura 4: Unidad de entrada 15
Figura 5: Tipos de captadores 15
Figura 6. Conexión de captadores al PLC 15
Figura 7. Módulo de salida 17
Figura 8. Ejemplo de módulo de salida 18
Figura 9. CPU 18
Figura 10. Los periféricos del PLC 20
Figura 11. Conexión de potencia y mando 22
Figura 12. Modelos de PLC 25
Figura 13. Arquitectura compacta 26
Figura 14. Arquitectura de PLC modular 27
Figura 15. Ejemplo de programación LADDER 28
Figura 16. Ejemplo de programación FBD 29
Figura 17. Ejemplo de programación SFC 30
Figura 18. Ejemplo de programación AWL 31
Figura 19. Ejemplo de programación ST 31
Figura 20. Aplicación del PLC 32
Figura 21. Ejemplo de proceso industrial 33
Figura 22. Ventajas del PLC en la industria 36
Figura 23. Control debido a la señal que manejan 38
Figura 24. Control lazo abierto 39
Figura 25. Control de bucle abierto en el proceso. 40
Figura 26. Control de lazo cerrado 40
Figura 27. Control de proceso de bucle cerrado 41
Figura 28. Control PID 42
Figura 29. Planchadora industrial 43
Figura 30. Programación LADDER proceso de mezclado 44
Figura 32. Programación LADDER con temporizador 46
Figura 33. Contador de botellas 47
Figura 34. Programación LADDER en contador de botellas 48
Figura 35. Control de temperatura de horno. 49
Figura 36. Programación LADDER control de temperatura 50
Figura 37. Control cambio de giro de motor 51
Figura 38. Programación LADDER cambio de giro de motor 52
Figura 39. Esquema de proceso de mezclado. 54
Figura 40. Programación LADDER de mezcladora de productos 55
Figura 41. Proceso clasificador de cajas por tamaño 57
Figura 42. Esquema de programación LADDER clasificadora de cajas 58
Figura 43. Tabla de modelos de contactores y relay térmico 69
Figura 44. Conexión de motor trifásico 70
Figura 45. Transferencia de PC hacia PLC 70
Figura 46. Programación FBD funciones AND, OR, NOT 71
Figura 47. Ejemplo de programación LADDER 72
Figura 48. Línea programa LADDER 72
Figura 49. Operación serie paralelo 72
Figura 50. Ventana principal de herramientas de programación 75
Figura 51. Tabla de símbolos 75
Figura 52. Programación de práctica 76
Figura 53. Transferencia al CPU 76
Figura 54. Simulación de programación 77
Figura 55. Conexionado de entradas y salidas 77
CAPÍTULO I MARCO TEÓRICO 1.1 Definición del PLC´S.
Es un dispositivo de control que anteriormente no era adquirido por la pequeña y
mediana industria por sus elevados costos y su complicada programación; no paso
mucho tiempo antes de darnos cuenta todas las bondades en su utilidad; es por ello
que se fue capacitando al personal tanto en su programación como en su manejo; hoy
en día saber que significa y el beneficio en su producción es indispensable en la
industria (ver figura 1).
Un controlador lógico programable, más conocido por sus siglas en inglés PLC
(Programable Lógico Controller), se trata de una computadora, utilizada en la
ingeniería automática o automatización industrial, para dar continuidad a procesos
electromecánicos, tales como el control de la maquinaria en líneas de montaje, faja
transportadora, etc. (1)
El PLC tienes bondades y características diversas, muchas de ellas son las que
detallo a continuación.
Dentro de las ventajas que estos equipos poseen, se encuentra la posibilidad de
realizar operaciones en tiempo real, debido a su disminuido tiempo de reacción.
Además, son dispositivos que se adaptan fácilmente a nuevas tareas debido a su
flexibilidad a la hora de programarlos, reduciendo así los costos adicionales a la
hora de elaborar proyectos. Son fácilmente programables por medio de lenguajes
de programación bastante comprensibles. Sin embargo, presentan ciertas
desventajas como la necesidad de contar con técnicos calificados para ocuparse de
su buen funcionamiento (2)
Hoy en día hay una gran variedad de modelos con características muy similares,
pero con ciertos detalles que lo diferencian unos modelos de otros. Prestar mucha
atención a esos detalles que nos va ahorrar múltiples dolores de cabeza, pérdidas
económicas y tiempo esencial en el proceso.
Las garantías del servicio posventa nos ayuda a tener una mayor confianza en el
producto que deseamos adquirir, ya que, sin estas asesorías, tal vez tendríamos un
problema adicional en cuanto a hardware o software del PLC que no está demás
tenerlo a disposición.
Hay un PLC para cada aplicación, desde los muy compactos que se utilizan para
pequeños proyectos: máquinas herramientas, control de bombas de agua, molino de
viento y claro también PLC con más entradas ya sean digitales o analógicas para una
aplicación más compleja que requiere memoria, capacidad del procesador del PLC y
que pueda tener la opción de ir implementando más módulos de entrada o salida a
medida que el proceso industrial lo requiera.
Por tal motivo se tiene que realizar una planificación detallada al momento de
escoger un tipo de PLC para un trabajo especifico sin olvidar futuras ampliaciones y
costos.
1.2 Partes de un controlador lógico programable.
La forma como este componente se comunica con su medio necesita de una
estructura interna que sea de fácil reconocimiento, módulos que estén separados
eléctricamente, para así no estar expuesto a posibles fallas eléctricas tanto en las
entradas como en su salida, tal como se observa en la siguiente figura. (ver figura 2).
Figura 2: El PLC
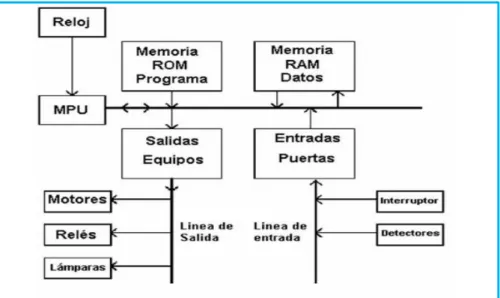
Se puede diferenciar tres partes muy importantes por la cual el PLC recibe la
información; la primera donde ingresa la información, la segunda donde proceso y el
tercer módulo la salida (ver figura 3).
1.2.1 Módulo de entrada.
El módulo de entrada encargado de recibir las señales exteriores del sistema
de trabajo, como puede ser un interruptor o un pulsador, contactos abiertos o
cerrados de termostatos, infrarrojos entre otros. Muchas de estas señales vienen
con su propio nivel de voltaje o corriente que puede ser peligroso y lo convierte
en niveles con la cual el CPU puede tratarla sin peligro. (ver figura 4)
Los datos recibidos del módulo de entrada provenientes de captadores
pasivos o activos son procesadas por el CPU del PLC y estos a su vez son
procesados de acuerdo a la programación ya instalada en el sistema de trabajo
(ver figura 5)
Captador Pasivo. Elemento de control con dos posiciones de trabajo bien diferenciados, abierto o cerrado y no depende un voltaje para llevar a cabo estas
opciones, sino a movimiento mecánicos para dar una posición lógica de cero o
uno hacia el CPU.
En este grupo tenemos a los siguientes componentes tales como fin carrera,
interruptores y pulsadores.
Captador Activo. A diferencia de lo anterior este elemento si necesita de una alimentación o fuente de energía externa o interna. Cabe señalar que son
electrónicos y cuando captan una variación eléctrica externa cambia su estado
lógico de cero o uno.
En este grupo de captadores pasivos encontramos a la mayoría de sensores
tales como los inductivos, capacitivos, fotoceldas, sonoros, ópticos, humedad,
ácidos, magnéticos, etc. (ver figura 6).
1.2.2 Módulo de salida.
El módulo de salida es quien sirve de enlace entre el CPU del PLC y la
respuesta lógica hacia los actuadores externos, no utiliza contactos mecánicos
como los relay de control sino más bien sus contactos son de estado sólido,
ganando con ello el mantenimiento cero de los contactos y una mayor
velocidad de cambio de estado lógico (ver figura 7).
Este tipo de conexión es posible para que el CPU no está conectado
eléctricamente a los contactos de salida sino más bien mediante acopladores
ópticos que le den esa versatilidad y gran aislamiento.
Cabe anotar que esa misma forma de conexión esta presente tanto en el
módulo de entrada y el módulo de salida del PLC.
Figura 7. Módulo de salida
Por ejemplo, si el amplificador de salida 02 recibe un 01 digital del procesador,
responderá a ese 01 digital aplicando 120 v de AC a la terminal 02 del módulo
de salida, encendiendo por tanto el foco. A la inversa, si el procesador envía un
0 digital al amplificador de salida 02, el amplificador no aplica potencia a la
1.2.3 CPU.
El módulo central de procesamiento es donde se lleva acabo todas las
variaciones, comparaciones y operaciones complejas que llevan en si la
programación ya contenida en el procesador del CPU.
El CPU es la parte principal del equipo, se puede considerar como el
cerebro del PLC, gracias a sus componentes internos, muy aparte del
procesador, cuenta con memoria del tipo RAM y ROM en la cual se apoya el
procesador para llevar acabo su proceso de control y ejecución del PLC. (ver
figura 9)
Figura 8. Ejemplo de Modulo de salida.
1.2.3.1 Memoria ROM
También llamada memoria de sólo lectura con su sigla en inglés (Read
Only Memory). Dicha memoria contiene programas de fábrica, programas
básicos que activan el sistema interno del CPU, este tipo de programación
queda siempre grabada en el CPU y no puede ser modificada por el usuario ni
por los cortes de energía que pueda sufrir el PLC en su trabajo diario.
1.2.3.2 Memoria RAM
Memoria de acceso aleatoria también conocido con sus siglas en inglés
(Random Access Memory) cabe indicar que dicha memoria a comparación de
la memoria ROM, que guarda su información básica de fábrica, ésta lleva los
programas que pueden ser leídos y modificados por el usuario en cualquier
momento dentro de la ejecución del programa, es en la memoria RAM donde
se guarda todas las instrucciones del proceso de trabajo.
Otra diferencia que encontramos en la memoria RAM es que necesita de
una fuente interna instalada en la CPU, ya que sin ella toda la programación
que se ha cargado se borraría, además si desconectemos la fuente de energía
externa del PLC, se perdería información.
Muchos de estos programas pueden ser cargados a la memoria RAM del
CPU utilizando también memorias externas como son las memorias micro
En la sección READ ONLY MEMORY con siglas RAM se encuentra:
Control de tiempo.
Memoria del operador terminal.
Contadores generales.
Memorias internas.
1.3 Periféricos de entrada y salida 1.3.1 Sensores o captadores.
Los sensores son para los PLC como los sentidos para el ser humano, son
elementos electrónicos con lo cual el PLC puede recibir todo ese cúmulo de
información de distintas variables físicas y convertirlas a una unidad eléctrica
que puede ser: voltaje, corriente y resistencia.
Dichos elementos cuentan con la particularidad de dar ese valor eléctrico,
porque han sido diseñados para hacer la conversión tanto física como eléctrica y
existe una gran variedad de sensores para cada tipo de conversión y medición
que uno necesite. (ver figura 10)
1.3.1.1 Captador discreto, digital, binario lógico.
Dicho componente electrónico es usado para darnos una determinada
información de la presencia de un objeto.
Para esto solo se envía dos tipos de estados que puede ser uno o cero
lógicos con la cual el CPU del PLC puede procesar esta información.
Muchas de estas señales pueden ser percibidas como un nivel de voltaje
o corriente eléctrica que puede ser uno lógico y la ausencia de él se
puede considerar como cero lógico.
Cabe indicar que las señales eléctricas de voltaje o corriente pueden ser
de tipo continua (VCD) o alterna (VCA).
Ejemplo. Pulsadores, interruptores, fin de carrera, detector óptico,
contactos NA o NC de termostatos o presostatos, entre otros.
1.3.1.2 Captador análogo.
Dichos sensores a diferencia de los sensores discretos radican en la
toma de dos posiciones de trabajo: abierto y/o cerrado; cero o uno; dan
una variedad de magnitudes eléctricas ya sea de voltaje o corriente y
pueden trabajar en rangos de voltaje como de 0 a 5 voltios y también en
corrientes 0 a 20 mA, estos datos son tomados por el CPU para un
control más preciso de variables utilizados en todo momento del trabajo
como se puede observar la temperatura de hornos, control de
velocidades y demás.
Ahora daremos algunos ejemplos de dichos sensores como:
1.3.2 Controladores.
Dispositivos que reciben las señales de los sensores, lo compara con una
referencia y da una señal de salida de corrección para la actuación de los
órganos de trabajo. Ejemplo PLC´s,
1.3.3Actuadores.
Son aquellos dispositivos encargados de recibir la orden de los
controladores y ejecutar las acciones solicitadas. Dichos dispositivos son de
tipo discreto y analógico.
- Actuadores discretos, contactor, relé, electroválvula, etc. - Analógicos, válvulas hidráulicas y neumáticas proporcionales. 1.3.4Órgano de trabajo.
Aparato que realiza trabajo físico o neumático en un sistema de control y
puede ser: (ver figura 11).
- Motor eléctrico, neumático o hidráulico.
- Pistón o cilindro neumático o hidráulico.
1.4 Ventajas y desventajas de los PLC´s.
El alto ruido eléctrico de un sistema de plantas industriales, minería, entre otros;
necesitan un dispositivo que soporte estas condiciones de trabajo. Los PLC´s están
capacitados para cumplir dicha condición, están diseñados para el duro entorno del
trabajo industrial, esto implica soportar un rango de temperatura elevada,
perturbaciones eléctricas, vibraciones e impactos. Sin embargo, también hay algunas
desventajas que vale la pena mencionar con respecto a estos dispositivos, en cuanto a
sus ventajas.
1.4.1 Ventajas.
- La robustez del equipo permite instalar en lugares expuestos a ruidos
eléctricos.
- Por lo compacto permite automatizar procesos, usando pocos elementos
para el control y fuerza en tableros eléctricos, ya que todos los
temporizadores, contadores, relays y demás ya lo contiene el PLC y solo
falta programarlo.
- Por su fácil instalación y la estandarización en su lenguaje de programación
es posible aprender a programarlo en pocas horas, dicho lenguaje como el
LADDER tiene similares símbolos eléctricos que utilizan los electricistas,
así como también el lenguaje FBD cuyos símbolos son similares a la
simbología eléctrica
- Por su versatilidad al cambio de su programación, es muy fácil realizar
nuevos programas de procesos sin la necesidad de realizar nuevas
conexiones eléctricas, ahorrando con ello mano de obra, materiales y
- Al ser un equipo compacto y programable es muy fácil de ubicar las fallas
dentro del sistema de proceso, utilizando su propia pantalla digital que viene
con el equipo o ser visualizados vía red en una central de monitoreo en la
planta industrial o en su defecto en cualquier parte del mundo vía conexión
internet.
1.4.2 Desventajas.
- La primera desventaja sería la gran planificación que se tiene que realizar
para automatizar un proceso y plantear futuras ampliaciones, de acuerdo a
esto se tiene que adquirir un PLC que tenga los requerimientos que se
necesite.
- Para hacer una programación se tiene que invertir en la capacitación del
personal técnico, además la contratación de personal profesional para la
elaboración de la programación de trabajo.
- Contar con una buena planificación al inicio; para que no se realicen las
compras de módulo de PLC innecesarios; ya que la compra innecesaria
demandaría una inversión inútil a corto plazo.
1.5 Tipos de PLC’s.
Hoy en día el mercado nos permite tener una variedad de modelos PLC´s que se
pueden agrupar de acuerdo a la cantidad de entradas o salidas. (ver figura 12)
1.5.1 PLC en base a su número de entradas o salidas.
Micro PLC: Es un tipo de PLC que puede comprender desde 1 hasta 64 entradas y salidas (3)
PLC: Este tipo de PLC puede comprender desde 256 hasta 1023 entradas y salidas (4)
_________________________________________________________________________________
1.5.2 PLC de acuerdo a su nivel. PLC de primer nivel.
La clasificación está en el tipo de variables que maneja. Este tipo de PLC
controla preferiblemente variables discretas, y una que otra analógica (5)
PLC de segundo nivel.
La diferencia con el anterior está en el manejo de variables más complejas
Este tipo de PLC controla cualquier tipo de variables, ya sean discretas o
analógicas, constituidas con entradas y salidas inteligentes (6)
1.5.3 Tipos de PLC industriales según su arquitectura. 1.5.3.1PLC compacto.
Hoy en día los PLC se están haciendo más populares y a la vez más
compactos donde un pequeño dispositivo tiene todo integrado.
La fuente de alimentación, el CPU y los módulos de entrada y salida, que
se encuentran en un módulo principal (7)
Este tipo de configuración se hace más atractivo en pequeños proyectos.
(ver figura. 13)
Figura 13. Arquitectura Compacta
1.5.3.2PLC modular.
_________________________________________________________________________________
1.5.3.2PLC modular.
No todos los proyectos son tan básicos, la industria hoy en día es
creciente y pujante, es por tal motivo que se necesita que los PLC
puedan adaptarse a nuevos cambios. (8)
Un PLC más complejo que puede soportar miles de entradas y salidas,
tiene muchos beneficios, pero su desventaja en este tipo de dispositivo
es su costo de adquisición con referencia al anterior PLC compacto
(ver figura. 14)
Figura 14. Arquitectura de PLC Modular
_________________________________________________________________________________
1.6 Tipos de programación para PLC’s
Como cualquier producto, cada empresa busca diferenciar un producto de otro y a
la vez crear un lenguaje de programación distinto al de otras marcas, pero a medida
que la popularidad del PLC va creciendo también surge la necesidad de estandarizar
los lenguajes que a continuación presentamos:
1.6.1 Lenguajes Gráficos
Es un lenguaje sencillo de manejar para personal profesionales o
aficionados que comprende los símbolos eléctricos convencionales.
Muchos autómatas nos permiten ver el programa en ejecución, podemos
visualizar las variables en cada momento incluso forzar algunas variables
o dar un valor que nosotros deseemos. (9)
Al ser tan parecidos a los símbolos eléctricos, su manejo se hace más
práctico por técnicos electricistas (ver figura. 15)
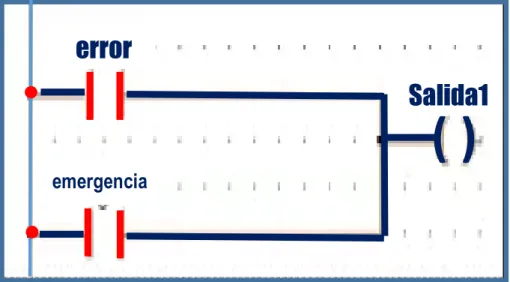
Lenguaje de programación de bloques de funciones. Figura 15. Ejemplo de programación LADDER.
(9) https://www.drouiz.com/blog/2014/11/26/tipos-de-programacion-para-plc/
( )
Salida1
error
Lenguaje de programación de bloques de funciones.
Lenguaje de programación llamado también como (FBD), así como
el lenguaje de programación Ladder es muy familiar para los técnicos
electricistas, también hay parecidos para los que están familiarizados con
compuertas lógicas y este es el tipo de lenguaje de bloques de funciones.
(ver figura 16)
En muchos aspectos es similar al LADDER solo que en lugar de relés
usamos funciones que realizan funciones concretas (and, or, mayor que) es
más similar a un lenguaje de programación de alto nivel, pero con gráficos.
(10)
Decir que solo es manejado por técnicos especialistas en electrónica
no es de todo cierto, ya que la programación tiene la misma lógica que los
lenguaje de escaleras.
.
Figura 16. Ejemplo de programación FBD
Carta de Funciones (SFC) o Grafcet.
Como todo en la vida nada es perfecto, también en los procesos
industriales surgen nuevas necesidades de visualización de procesos que en
todo momento sea visto no solo por profesionales capacitados en lenguaje
de programación, sino también figuras que sean muy intuitivas para
cualquier operador de la planta industrial, que al solo verlo conozca lo que
se está indicando y la vez hacer ciertas correcciones en el momento, por
ejemplo: el control de temperaturas. (ver figura 17)
GRAFCET, era un diseño para programar PLC que consiste en realizar un
diagrama de flujo de secuencias que debe hacer la máquina, posteriormente
se convirtió en un lenguaje propio (11)
En este tipo de programación se puede observar en todas las etapas
del proceso y ver el estado que sigue una operación de proceso en cualquier
instante e indicar cual es el siguiente; si hay un problema, que sea capaz de
detectarlo a tiempo y en qué punto está la falla.
Figura 17. Ejemplo de programación SFC
1.6.2Lenguajes textuales
Este tipo de lenguaje surgió en la práctica diaria y de programar PLC con un
lenguaje mediante instrucciones; un intento de ser diferenciado con otras marcas
de PLC para ser manejado por profesionales más familiarizados usando una lista
de órdenes. (ver figura 18)
Este tipo de lenguaje se refiere básicamente al conjunto de instrucciones
compuesto de letras, códigos y números de acuerdo a una sintaxis establecida (12)
Figura 18. Ejemplo de programación AWL
Lenguaje de programación ST
Este lenguaje es mejor para crear funciones complejas, los informáticos que
no tienen nociones de electricidad o electrónica suelen ser los que mejor lo
manejan (13)
Como se puede observar en la figura, no es tan intuitivo como los
anteriores lenguajes de programación, es por tal motivo que no es tan usado
por profesionales dedicados a la programación de PLC.
Figura 19. Ejemplo de programación ST 1.7 Aplicación del PLC
_________________________________________________________________________________
(12) https://www.drouiz.com/blog/2014/11/26/tipos-de-programacion-para-plc/ (13) https://www.drouiz.com/blog/2014/11/26/tipos-de-programacion-para-plc/
1
LD
AND
error
emergencia
ST
salida1
If (temperatura < 21) then
salidaCaledera = true;
end_if;
If (temperatura > 23) then
salidaVentilador = true;
1.7 Aplicación del PLC en la industria moderna. 1.7.1 Importancia
Hablar de la importancia del PLC hoy en día y su gran aporte no solo a la
industria sino al comercio y ahora también en instituciones, hogares y cada vez
se va haciendo más conocido no solo por profesionales técnicos dedicados al
rubro de la programación sino por personas de diferente profesiones que
entienden que es un dispositivo que se puede programar como un cerebro y darle
distintas instrucciones para un determinado trabajo, muchos profesionales que
antes le tenían un poco de temor por su complicada programación y la poca
información que se tenía de ellos, los elevados costos y conseguir personal
adecuado que lo programe, lo hacía cada vez más inaccesible; pero con la
estandarización del lenguaje y la similitud en el manejo de símbolos eléctricos,
hizo posible operar diferentes procesos como: las luces de una planta, el motor
de una bomba contra incendio, el aire para climatización de hogares, así como
trabajos más complejos controlando como: fajas transportadoras, grúas, puentes,
entre otros (ver figura 20)
1.7.2 En la industria.
Se puede observar que los primeros lenguajes de programación tienen
dispositivos que permitan una mayor flexibilidad de cambio de procesos sin la
necesidad de hacer cambios significativos en toda la conexión eléctrica; frente a
esta inquietud se dio el surgimiento del PLC; donde ofrece todas esas
necesidades de mejoramiento continuo, cambio de proceso en marcha, aunque
todavía el proceso de cambio se estaba adaptando en este tipo de tecnología aún
los empresarios eran reacios al cambio, pero no se podía ignorar todas sus
bondades técnicas, como reducir el tiempo de mantenimiento, hacer más
pequeños los tableros de control y facilitar su mantenimiento; entonces el PLC
cumplía todos estos requerimientos, al tener todos los temporizadores,
contactores, relays, etc., en un solo dispositivo; haciendo que la ubicación de las
fallas así como su mantenimiento sea más reducido (ver figura 21).
Así hoy en día contamos con procesos productivos industriales con un
considerable ahorro de costos, pero también de tiempo, ya que al reducir el
mantenimiento y alargar la vida útil, se logra que trabajen brindando un
rendimiento mucho mayor. (14)
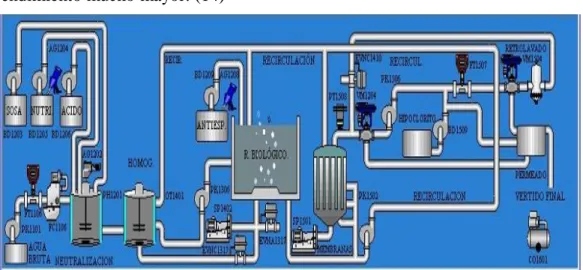
Figura 21. Ejemplo de proceso industrial.
1.7.3 Ejemplos de aplicación.
En esta nueva oportunidad veremos distintos usos de PLC en diferentes
áreas de la minería, industria, comercio, instituciones, hasta hogares; renombrar
cada uno de ellos sería bastante tedioso, pero nombraremos algunos de ellos
ordenándolos en distintos grupos.
Cabe indicar que se tiene que escoger un tipo de modelo de PLC para un
trabajo determinado, si no se toma en cuenta cada detalle, tanto de la maniobra,
ampliaciones, tipos de ambientes tendremos pérdidas económicas considerables.
Máquinas.
Tendremos una variedad de PLC para cada caso:
Extrusoras
Llenadores de líquidos.
Amasadoras de panes
Cortadoras de bolsas
Selladoras de costales
Máquinas herramientas
Contadoras de vehículos.
Instalaciones
Ahora que todo se automatiza veremos algunos ejemplos:
Control de luces de estadios
Manejo de calefacción de ambientes
Construcción de automóviles
Abarca varias áreas donde se aplica los PLC en la construcción de
vehículos:
Controlando brazos robóticos de ensamblado, pintura, sujeción
de piezas en el espacio vectorial.
En el secado de pinturas, hornos de extractores, impulsores y
otros.
Industria de hidrocarburos.
El uso de PLC en esta industria, es muy importante ya que todo su
proceso está automatizado y el control en cada punto de elaboración debe
ser supervisado no solo por los operadores en planta sino por personal fuera
de él, en la elaboración de nuevos procesos productos ya no es necesario
estar en planta solo enviar los requerimientos desde cualquier parte y el
proceso inicia al instante.
Dosificadores, calentadores, contadores.
Control de aberturas de válvulas de oleoductos, de líquidos y
gases combustibles.
Todo el control de llenados de cisternas en planta y control de
seguridad ante cualquier falla.
Otros sectores.
Las nuevas industrias que surgen hoy en día ya están adquiriendo PLC,
he aquí algunos ejemplos:
Panificadoras:
Avícolas:
Control de peso de aves, cadena de suministros, etc.
Mueblerías
Cortadoras, fajas de transporte, extractoras, surtidoras, etc.
Generadores de energía
Tanto como manejo de turbinas de centrales hidráulicas, control de
velocidad de centrales eólicas, plantas de calderos de centrales
térmicas, suministro de gas natural, manejo de cargadores de
baterías de paneles solares.
Control de tránsito
Manejo de semáforos, control de vías de accesos, peajes.
1.7.4 Ventajas de usos de PLC hoy en día.
Después de todo lo expuesto sobre los diferentes usos del PLC en cada
ámbito de la industria, en distintos sectores se puede ver cómo ha ido el PLC
progresando; su uso se hace cada vez más masivo porque nos ayuda a mejorar
procesos de cambios durante la marcha y la realización de nuevos pedidos sin
estar ubicados en la misma planta industrial. (ver figura 22)
Después de evaluar los costos se deduce que el uso de PLC por su utilidad
y beneficios satisface a la industria.
El diseño de programación tiene la posibilidad de cambiar y reprogramar
en el mismo momento, eso es una gran ventaja.
Al no realizar cambios eléctricos de cableado ahorrándonos tiempo, mano
de obra y materiales diversos.
El mantenimiento al tener pocos elementos de control y fuerza en el
mantenimiento se realiza muy rápido en los tableros de control.
Al ser todo compacto, podemos tener más espacios para nuevos tipos de
maquinarias y liberar áreas de trabajos.
Cada vez hay más industrias pequeñas, medianas que se están acoplando y
modernizando sus plantas, maquinarias, instalaciones, control de procesos y
además al uso de este equipamiento que al inicio puede ser un poco más caro
que los sistemas de control convencional pero las alternativas de cambios,
mantenimientos, ahorro de tiempos lo van a compensar en el futuro.
Sobre el ahorro de energía es bastante sustancial ya que para hacer la misma
operación de proceso se requiere menos elementos de control involucrados ya
que el PLC contiene muchos de ellos en su memoria, listo para entrar en
funcionamiento.
1.7.5 Control con PLC
Al momento de hacer el control de procesos, el PLC ofrece estabilidad,
eficiencia, confiabilidad e incluso con perturbaciones tanto eléctricas como
Esto lo hace ideal para trabajar en industrias como la minería o construcción
donde la exigencia de equipamiento requiere el mínimo de errores, porque no
solo pararía el proceso de producción sino pondría en peligro el capital de la
industria.
1.7.5.1 Clases de Control Analógicos.
El manejo de este tipo de control en el manejo de
variables de tipo analógicas.
Como se sabe este tipo de variable no solo toma un valor
especifico sino un rango de valores.
Digitales.
Dicho de otra forma, a diferencia del anterior la variable
que maneja son dos: cero o uno.
Híbridos.
Ahora nos encontramos con aquellos tipos de control que
manejan los dos tipos de variables.
Hoy en día es común encontrar procesos con señales
analógicas y digitales trabajando juntos (ver figura 23).
1.7.5.2 Control por procesos Control abierto:
Es aplicado en procesos muy básicos de poco presupuesto, de
fácil control, no se tiene que tener una exactitud en el producto
terminado (ver figura 24).
Ejemplo: Amasadoras de panes, mezcladoras, conteos de vehículos, etc.
También podemos ubicar otras formas de aplicación de
este tipo de control. (ver figura 25)
Activar una escalera mecánica al detectar la presencia de
una persona, abrir una puerta de garaje al recibir la señal de
un mando a distancia, entre otros. (15)
Figura 25. Control de bucle abierto en el proceso Control cerrado:
Tipo de control que permite tener supervisión del proceso
tanto al inicio como al final, y gracias a esta información
recibida, realiza ciertos ajustes que el sistema crea
pertinente en el momento. (ver figura 26)
Figura 26. Control de lazo cerrado.
La forma como se realiza el control del proceso
permite hacer correcciones y manejo de cambios en
todo momento.
Al tomar esta forma de supervisión permite tener un
proceso más estable. (ver figura 27).
Figura 27. Control de proceso bucle cerrado
Los ejemplos de aplicación del sistema de control de
ciclo cerrado son diversos.
Este sistema es el más usado en la mayoría de
industrias por su estabilidad y confiabilidad.
Ejemplos: tostado de granos, horneado de piezas
cerámicas, llenado de productos líquidos, pesado de
Proporcional (P)
La señal de salida del compensador es proporcional a la señal de
entrada al mismo (señal de error). Hace el efecto de amplificador
con una ganancia constante. (16)
Integral (I)
La señal de salida es proporcional a la señal integral de error. La
salida es proporcional a la acumulación de los efectos de los
errores pasados. (17)
Derivativo (D)
La señal de salida es proporcional a la razón de cambio con el
tiempo del error (derivada) (18)
Para tener un mejor entendimiento lo veremos en la siguiente
figura (ver figura 28)
Control PI, PD, PID
Figura 28. Control PID
1.8 Ejemplo de aplicación del PLC en procesos básicos.
1.8.1 Activación de válvula de vapor de una planchadora.
El sistema trata de una industria que realiza el proceso de planchado
utilizando vapor de agua a una cierta temperatura de trabajo.
a. Descripción tecnológica
Para este proceso la planchadora abre las válvulas de vapor por toda la
mesa de planchado, para ello las dos mesas de planchado se cerrarán,
realizando el planchado y las manos del operador deben estar fuera de la
mesa de prensado, para esto hay un sistema de control donde la mesa se
juntan cuando el operario presione dos pulsadores al mismo tiempo.
Evitando así accidentes ya que no se expone las manos del operario en la
mesa de trabajo (ver figura.29)
b. Programación LADDER de activación de válvula de vapor de una planchadora.
1.8.2 Aplicación control de lámpara de sirena con temporizador. El sistema trata del encendido de la lámpara con sirena para avisar la
demora en el cierre de la cabina de frio de un ambiente con alimentos.
a. Descripción tecnológica
Par este proceso inicia cuando un usuario ingresa al ambiente
presionado el pulsador de abertura de puerta desde el momento del pulso se
inicia un conteo del tiempo permitido para que la puerta se cierre y no dejar
el frio del ambiente se pierda. (ver figura31)
b. Programación LADDER de control de lámpara de sirena con temporizador
1.8.3 Aplicación con contador de botellas
El sistema trata de un conteo de botellas dentro de una faja transportadora
para luego ser empaquetado en las cajas de cartón ubicadas en la siguiente faja
trasportadora.
Descripción tecnológica
Para este proceso el conteo de botellas se realiza mediante sensor
inductivo que va detectando para luego enviar esa información al PLC para
que realice el proceso de conteo y llenar las cajas con la cantidad que uno
ha programado. (ver figura.33)
Programación LADDER en contador de botellas.
1.8.4 Aplicación de encendido de resistencia con controlador de temperatura. Trata de horno industrial que controla su funcionamiento mediante la
activación de resistencia para elevar la temperatura del horno.
a. Descripción tecnológica
Para este proceso el control de la temperatura se realizada con un
controlador de temperatura conectado al Plc y un termostato de seguridad,
el PLC recibe la señal del controlador y activa o desactiva las resistencia y
a la vez enciende un ventilador de ventilación forzada haciendo que el aire
caliente recorra todas de secciones del motor.(ver figura.35)
b. Programación LADDER de control de temperatura.
1.8.5 Aplicación de control de cambio de giro de motor.
Trata de un sistema de cambio de giro de motor para llevar una carga de del
punta A al punto B. y luego el proceso inicia nuevamente el proceso.
a. Descripción tecnológica
Para este proceso de movimiento del motor: de llevar una carga del
punto A hacia el punto B, esperando la activación del fin carrera, una vez
llegado al punto B el motor se detiene mediante los fines de carrera S3 y
S4 ubicados un cada extremo por donde se desliza el motor. (ver figura
37)
b. Programación LADDER de cambio de giro de motor.
1.8.6 Aplicación de mezclador de productos.
El sistema trata al inicio de unir dos productos que luego son vertidos en un
tanque para luego ser mezclados con agua y ser entregado a un sistema proceso
industrial mediante las tuberías conectada a la válvula 3.
Los contenedores A y B son llenados por un operario mediante cisternas, el
tanque inferior es llenado mediante válvula 1.
a. Descripción Tecnológica
El contenido del producto A se vierte a la tolva medición mediante la
abertura de la válvula VA hasta que alcance el peso SP1 y luego se vierte el
Producto B en la Tolva de medición mediante la válvula VB hasta que
alcance el peso total SP2.
b. Funcionamiento:
Al inicio se llena el contenedor inferior con agua que es medido el
nivel del agua mediante dos sensores de nivel, uno para el nivel bajo DV y
otro para el nivel alto DL.
Cuando el agua alcance el nivel alto se abre el válvula VA del producto
A que ingresa el producto a en la tolva de medición hasta alcanzar el peso
SP1, luego se abre la válvula B del producto B hasta alcanzar el peso total
SP2.
Una vez alcanzado el peso SP2 se abre válvula V2 que vierte el
producto mezclado de tolva de medición durante 10 segundos en el inferior
donde será mezclado con el agua mediante un mezclador M durante 30
El producto final se vertido al sistema mediante la abertura de la
válvula V3 hasta que el nivel del tanque alcance el nivel inferior detectado
por el DV y se da inicio nuevamente el proceso. (ver figura. 39)
c. Esquema tecnológico.
d. Programación mediante PLC de mezcladora de productos.
1.8.7 Aplicación de control proceso de clasificación de cajas.
Es una banda transportadora que trasporta cajas de diferentes tamaños y
durante su traslado se va clasificando de acuerdo al tamaño de las cajas
mediante separadores enviándolas hacia otras estaciones de trabajo luego
después de un tiempo si no hay ninguna caja en la banda trasportadora el sistema
se detendrá hasta nuevo inicio.
a. Descripción tecnológica
Para ser posible este sistema necesitaremos de dispositivos que detecte
el tamaño de las distintas cajas y la posición durante su traslado, para esto
se necesitara un motor principal, que moverá la banda, luego de 2 pistones
que se activaran de acuerdo al tamaño de las cajas y enviarlo a las mesas.
b. Funcionamiento
- El funcionamiento inicia pulsando el pulsador de marcha.
- Cuando el motor principal es activado da inicio al movimiento de la
banda transportadora haciendo con ello el traslado de las cajas.
- Cada detector determina el tamaño de cada caja y va enviando dicha
información al PLC.
- El PLC recibe la información que le da los detectores y va activando
los pistones que dirigen cada caja a una mesa distinta de trabajo.
- Los detectores D4 informa al PLC que la presencia de una caja y luego
cuando es retirada por la acción del pistón 1.
- El detector D5 realiza la misma operación que la del detector D4
informar al PLC la precia de la y luego su posterior retiro hacia la mesa
- El proceso de clasificación se puede interrumpir en cualquier instante
pulsando el pulsador de Stop.
- Si los detectores ya no detecten la presencia de ninguna caja de distinto
tamaño el sistema se detendrá luego de 15 segundos. (ver figura. 41)
c. Programación mediante PLC de clasificadora de cajas
CAPÍTULO II
APLICACIÓN PRÁCTICA
2.1 El docente frente a su labor formadora.
La formación profesional exige al docente una vocación pedagógica, que articule
aptitudes específicas con una preparación especializada y una serie de habilidades
profesionales. Debe entender en su visión formadora tener convicciones de que su
labor es importante para la transformación de la sociedad peruana.
En la realidad su labor tendrá siempre dos caminos a escoger libremente; cumplir
con exactitud y afecto las obligaciones que su profesión le impone buscando su propio
perfeccionamiento y el desarrollo de sus estudiantes o limitarse a una simple ejecución
rutinaria, fría y sin cambios de actitud, despojando de todo ideal. El docente como
educador debe tener consistencia en sus conocimientos que genere seguridad personal
y garanticen la voluntad de servir al educando.
El objetivo del docente debe apuntar a lograr que sus alumnos sean individuos
capaces e independientes; para lograr todo el docente llevar todo ese conocimiento de
una forma fácil de comprender para alumno en la cual se dirige, la información que
lleva hacia el aula debe resumida, pero sin perder lo más importante de la que desea
El docente debe adquirir habilidades necesarias para:
- Planear su acción con investigación permanente a cerca de los resultados que
desea obtener.
- Seleccionar, manejar y utilizar hábilmente los criterios.
- Identificar y utilizar los estímulos y motivaciones de la conducta humana.
2.2 Algunas recomendaciones para seleccionar el método, las técnicas y los procedimientos.
Conocer distintos métodos y técnicas es muy importante para poder llegar al
alumno y sobre todo información que ellos reciban lo tomen como suya, de esta forma
quedara como una impresión imperdible en el tiempo:
La manera más eficaz para aprender, son con ejemplo reales, vivenciales del
educando, que se sienta motivado para ser parte del cambio.
Cuando el desarrollo de una clase es más practico o palpable involucra más
sentidos por ende la adquisición de conocimiento es da a mayor velocidad y
muy difícil de olvidar.
Para aprender, el alumno debe practicar; una de las acciones a emplear es la
investigación; donde el alumno es capaz no solo de realizar el proyecto sino de
mejorarlo; otro de las actitudes a utilizar es la repetición, pero debe constante y
cada vez darle un aumento paulatino de dificultad.
El alumno es participativo; se convierte en un sujeto activo de su propio
aprendizaje. Cada vez que siente el alumno siente que capaz de realizar una obra
Aprender por interés es más propicio que estudiar por obligación se da en
cualquier etapa de la vida del estudiante.
Cuando el docente llega al punto de lograr el alumno muestre interés en lo que
el desea enseñar, por lo poco que este sea es un gran inicio para llevar al alumno
a aprender por su propia iniciativa.
Si el alumno llega al punto de buscar más información de lo que el docente le da
en clase, pues enseñarle la forma que siga ese proceso de una forma ordenada y
no al azar para así se haga mas especialista en lo que desea conocer sin importar
el área interés.
Se aprende mejor cuando se utiliza métodos, recursos, técnicas y procedimientos
adecuados. Recomendamos que cuando más sentidos se comprometen en el
proceso de aprender, más perdurará lo que se aprende.
La perfecta organización de métodos, recursos, técnicas y procedimientos por
parte del docente en el proceso de formación; es esencialmente la clave del éxito
en los resultados obtenidos. Es posible que durante los primeros meses el
desempeño del docente se tropiece con dificultades y le sea necesario hacer
esfuerzos para lograr eficiencia. La perfección no se logra de la noche a la
mañana; se requiere de mantener siempre un deseo de superación y muy buena
voluntad para desarrollar día a día mejores aptitudes. Es importante hacer una
evaluación permanente de la metodología en todos sus aspectos aprovechando
CAPÍTULO III
APLICACIÓN PEDAGÓGICA
En esta parte explicaré de manera detallada como el PLC realiza un acción
secuencial mediante el programa Micro Win Step 7 v. 4 en el Lenguaje LADDER; la
acción a realizar es el encendido de un motor trifásico con temporizador utilizando el PLC
modelo Siemens S7 200; la programación se realiza de manera secuencial; y el tiempo que
se le da al temporizador puede ser cambiado según ordenes que ingrese el programador
dentro de la ventana Micro Win Step 7 v. 4
Cada secuencia del programa tiene que ser compilado antes de la ejecución así el
programa verifica los errores en la digitación de los comandos; cuando finaliza el
compilado se puede ejecutar desde la plataforma de la PC al PLC para que realice la
PLAN DE SESIÒN
ENCENDIDO DEL MOTOR TRIFÁSICO CON TEMPORIZADORES UTILIZANDO PLC SIEMENS S7 200
3.1 Datos generales
Carrera profesional : Electrotecnia Industrial
Módulo Profesional : Aplicaciones de PLC en proceso básicos.
Unidad Didáctica : PLC y Periféricos.
Institución Educativa : Instituto Manuel Seoane Corrales
Semestre Académico : V
Docente : Quispe Flores Jhon Peter
Fecha : Semana Nº 8: 09 de Setiembre del 2018
Duración : 1 Hora Pedagógica.
Actividad de Aprendizaje : Control de motor con temporizador.
3.2 Objetivos.
Al término de la sesión, el alumno será capaz:
a. Trabajar con PLC S7 200 CPU 215, motor y pulsadores.
b. Trabajar con el programa Microwin Step 7.
c. Programar en lenguaje LADDER usando operadores como temporizadores.
d. Reconocer el uso de herramientas herramienta compilado en búsqueda de errores
de programación.
e. Transferencia de la programación desde PC al CPU del PLC y viceversa.
3.3 Descripción de la clase.
Consolidamos la parte teórica para empezar con la parte práctica.
Empezamos mostrando sobre la utilidad del PLC hoy en día en aplicaciones
industriales y comerciales; continuamos impartiendo conocimiento del tema para luego
preguntar o recibir comentarios de los estudiantes, a continuación mostraremos
herramientas y materiales a utilizar seguidamente se realizara una práctica demostrando la
utilidad del PLC.
Se harán las pruebas respectivas se evaluara en el laboratorio y finalmente se hará una
SITUACIÓN DE
APRENDIZAJE ACTIVIDAD ESTRATEGIAS RECURSOS
INDICADORES DE EVALUACIÓN
INSTRUME
NTOS TIEMPO
Situación de inicio
1. Se inicia revisando todos los componentes que se van utilizar en el laboratorio.
2. Hacer un recordatorio de charla de seguridad e higiene en el trabajo. 3. Que los alumnos
cuenten con los EPP (Elementos de Protección Personal) básicos para realizar sus prácticas.
4. Los estudiantes toman atención a la teoría sobre PLC.
5. Luego, escuchan las aplicaciones del PLC.
Hacer charla inducción de seguridad.
Hacer recordatorio que el código de color para la revisión de herramientas y equipos se encuentren ya revisados.
Se mostrara dibujos y diapositivas de lo que se va a realizar.
Que es el PLC, una breve reseña.
Tipos de lenguajes.
Diagrama de contactos.
Lista de instrucciones.
Papelotes
Plumones de pizarra.
Pizarra acrílica.
PC y equipo multimedia.
Diapositivas con gráficos.
Materiales de talles y herramientas.
Muestra interés en el tema.
Participa activamente en clase.
Mantiene el orden en la clase.
.
Lista de Cotejo.
80 minutos
Situación de proceso
6. Los estudiantes
comprenden de manera práctica como está compuesto un PLC, cuáles son sus funciones y aplicaciones.
7. Los estudiantes prestan atención a los
diferentes ejemplos
Se explicara gráficamente la teoría y los esquemas con la práctica de taller.
Se muestra en la computadora de laboratorio ejemplos de programación real acerca de aplicaciones con PLC.
Se realizan las prácticas de programación de 2 alumnos por
PC y equipo multimedia.
Hojas de
información y de trabajo.
Dispositivos electrónicos y eléctricos.
Cable de puerto serial de PLC Siemens S7 200.
Aporta un
conocimiento general relacionado con el tema.
Responde a las preguntas planteadas por el docente. Participa en las prácticas de taller. Realiza sus prácticas
de forma ordenada y
Hoja de Informaci ón del tema. Hoja de
planteados por el docente.
8. El estudiante realiza practica de
programación usando el programa Microwin Step 7 del PLC Siemens. 9. El estudiante realiza la
programación y
trasfiere su programa al PLC.
10. El estudiante realiza las pruebas respectivas en módulo de aplicación de PLC.
computadora para que pueda realizar su programación.
Conectan el cable de puerto serial del PLC hacia la computadora para realizar la trasferencia del programa.
Con el modulo del PLC realizan las practicas programación activando pulsadores y viendo las respuestas de encendido de lámparas led.
PLC Siemens S7 200 con con CPU 215.
Fuentes de
balotaje de 24VDC.
Contactor, relay, cable de conexión.
Instrumentos de medición como multitester y amperímetro.
respetando las normas de seguridad. Tiene conceptos claro
el uso del programa Microwin Step 7. Utiliza correctamente
la programación y verificación de en los programas de simulación de PLC. Pone en servicio el
programa en el módulo creado para dichas aplicaciones. Crea sus propios
conceptos y nuevas formas de optimizar el proceso de programación.
Situación de final
11. Podrá ejecutar prácticas en el taller para comprobar problemas teóricos.
Se hará preguntas a los estudiantes sobre el tema.
Se realizara prácticas con los materiales de taller y los estudiantes.
Se realizara conexiones.
Esquema de Practica. Hoja de
información. Herramientas.
Ejecuta sus conexiones correctamente. Participa en la
práctica de taller.
HOJA DE INFORMACIÓN
ENCENDIDO DEL MOTOR TRIFÁSICO CON TEMPORIZADORES UTILIZANDO PLC SIEMENS S7 200
1. Datos generales
Carrera profesional : Electrotecnia Industrial
Módulo Profesional : Aplicaciones de PLC en proceso básicos.
Unidad Didáctica : PLC y Periféricos.
Institución Educativa : Instituto Manuel Seoane Corrales
Semestre Académico : V
Docente : Quispe Flores Jhon Peter
Fecha : Semana Nº 8: 09 de Setiembre del 2018
Duración : 1 Hora Pedagógica.
Actividad de Aprendizaje : Control de motor con temporizador.
2. Objetivos
a. Proporcionar información rigurosa, sistemática acerca de las aplicaciones de PLC en
la automatización de procesos básicos, teniendo en cuenta que la electrotecnia
industrial es la base fundamental para el desarrollo de las tecnologías, la industria y
la sociedad.
b. Reconocer que el uso del PLC es parte importante de la automatización y necesarios
3. Contenido.
Conoceremos el funcionamiento para controlar el encendido y apagado de un motor
trifásico con retardo de tiempo, para ello utilizaremos una programación que utilice
temporizadores en lenguaje LADDER.
La aplicación a desarrollar consta un PLC Siemens de S7 200 de CPU 215 que controlara
accionamiento de un motor con tiempos de parada y arranque una vez que se pulse el
botón STAR de inicio de programa y se detendrá presionando el botón Stop de parada.
a. Conocimiento específico del tema de la sesión. La Lógica programada en diagrama de contactos en un PLC siemens S7 200 con CPU 215 usando el método de
programación LADDER mediante la PC. En esta programación hace referencia al
control motor trifásico programado con tiempos de parada y arranque.
b. Aplicaciones. Sobre las aplicaciones del PLC en es muy diverso ya se ha
argumentado sobre los distintos tipos de trabajos que se puede realizar usando un PLC
lo compacto para poder instarlo en cualquier ubicación ya en pequeñas maquinarias y
sin perder ninguna virtud de sus capacidades más aun hoy en día los PLC más
compactos vienen con conexión vía red donde podemos programarlo sin la dificultad
de usar cables extraños y caros a la vez
Estas características se aprecian fundamentalmente en:
Son confiables ya que pueden trabajar en ambientes muy perturbadores de
interferencias eléctricas.
Su Fácil adaptabilidad para encontrar un PLC para cada tipo de proceso
especifico.
La particularidad que el caso que nuestra necesidad de puntos de entradas o
salidas aumente podemos también adquirir módulos adicionales ya se discretas o
4. Desarrollo del tema
Contactores
El contactor no realiza funciones de protección. Existen diferentes modelos de
contactor que hay que tener cuenta al momento de su elección (ver figura 43).
Relay térmico.
Muy poco conocido, por la particularidad de estos elementos de protección de
cargas, cuando se aumenta la temperatura en los cables la cual protegen. Hay tener
una principal atención en la elección del tipo de relay para cierto tipo de trabajo ya
que las cargas a proteger tienen una particularidad muy distinta. (ver figura 43)
Motor Trifásico
Es una máquina eléctrica rotativa, capaz de convertir la energía eléctrica
trifásica suministrada, en energía mecánica. Debido a la versatilidad de maquina
es necesario conocer el tipo de conexión que se va hacer al motor dependiendo
del voltaje y el tipo de arranque para esto revisar placa de características del
motor antes de conectar. (ver figura 44)
Figura 44. Conexión de motor trifásico.
Trasferencia desde PC Hacia PLC
Dicha forma de transferir la programación desde una computadora hacia el
módulo de PLC es mediante un cable que todavía algunas marcas poseen un tipo
de cable especial para cada PLC que tiene.
Esta forma de transmisión gracias ha dios esta cambiando al usar cables de
transmisión de datos más estandarizados y no llenarse de cables de distintas
marcas de forma innecesaria.(ver figura 45)
Programación FBD
Instrucciones tipo BIT. Funciones generales: AND, OR, NOT (ver figura 46)
Lenguaje de programación LADDER.
Comparación entre esquema eléctrico y plano de contactos. (ver la figura 47).
Figura 47. Ejemplo de programación LADDER. Líneas de programación.
Dan información clara, precisa y ordenada de todas las instrucciones que
hemos programado para cada línea de programación. Cabe indicar que la forma
de lectura siempre se realiza de izquierda para luego seguir hacia la derecha y
continuar hacia abajo hasta terminar de leer toda la programación. (ver figura 48)
.
Figura 48. Línea programa LADDER. Programación en serie o paralelo
Como se puede observar en la figura cada una de ellas lleva consigo una
traducción del tipo de lenguaje a usar. Se puede visualizar que no es tan
complejo entender la comparación entre un lenguaje Ladder o un bloque de
funciones tal como muestra la figura. (ver figura 49)
HOJA DE PRÁCTICA
ENCENDIDO DEL MOTOR TRIFÁSICO CON TEMPORIZADORES UTILIZANDO PLC SIEMENS S7 200
1. Datos generales.
Carrera profesional : Electrotecnia Industrial
Módulo Profesional : Aplicaciones de PLC en proceso básicos.
Unidad Didáctica : PLC y Periféricos.
Institución Educativa : Instituto Manuel Seoane Corrales
Semestre Académico : V
Docente : Quispe Flores Jhon Peter
Fecha : Semana Nº 8: 09 de Setiembre del 2018
Duración : 1 Hora Pedagógica.
Actividad de Aprendizaje : Control de motor con temporizador.
2. Activación de motor con tiempo de temporización.
Desarrollar el siguiente automatismo, de acuerdo a la respectiva tabla de funcionamiento
y tomando en cuenta lo siguiente:
- Uso de software micro win step 7.
- Uso de leguaje de LADDER.
- Direccionamiento, programación.
- Trasferencia de programa de PC a PLC y de PLC a PC
3. Objetivos:
a. Conocer el uso de programación para la activación de motor trifásico usando
temporizadores.
b. Realizar la programación siguiendo las normativas indicadas por el fabricante del PLC.
c. Programar en lenguaje LADDER y los direccionamiento de las entradas y salidas del
PLC’s
d. Transferir el programa del PC hacia el PLC y desde PLC hacia la PC.
e. Conexionado y puesta en servicio de la aplicación: así como realizar la práctica en el
laboratorio, siguiendo las medidas de seguridad e higiene industrial.
4. Instrumentos, herramientas, materiales:
4.1 Instrumentos - Multitester
4.2 Herramientas
- Un motor trifásico de 220 VAC, potencia 1/2 Hp.
- Interface de comunicación PC/PPI con puerto serial RS232 o USB
- PC, con puerto serial RS232 y/o USB
- Software de Programación Step 7 MicroWin V4.0 SP9
- PLC Siemens, modelo Simatic S7-200
- Alicate universal.
- Destornilladores planos y estrella.
- Destornillador perillero plano.
4.3 Materiales
- 1 llave termo magnética Trifásica. de 3 x 25 amperios.