TESIS
“ELABORACIÓN DE ELEMENTOS PREFABRICADOS DE CONCRETO
CON LA ADICIÓN DE PLÁSTICO RECICLADO PET”
PARA OBTENER EL TÍTULO PROFESIONAL DE INGENIERO
CIVIL
ELABORADO POR
EDER FRANKLIN FLORES GUILLEN
ASESORA
Dra. HEDDY MARCELA JIMENEZ YABAR
LIMA- PERÚ
© 2018, Universidad Nacional de Ingeniería. Todos los derechos reservados
“El autor autoriza a la UNI a reproducir la tesis en su totalidad o en parte, con fines estrictamente académicos.”
Flores Guillén Eder Franklin
[email protected]
DEDICATORIA
Al Dios de los cielos, por guiar mi camino, a mis padres Lucy y
Heraclio, por el amor incondicional, por el ánimo que me brindan cada día, por todo su esfuerzo y apoyo, por la confianza puesta en mí, gracias por ser la base sólida donde construí todo lo que soy.
A mi hermano Edson, por ser la persona que no se cansa de
AGRADECIMIENTO
Un agradecimiento especial y sincero a la Dra. Heddy Marcela
Jiménez Yabar, asesora de tesis, por su confianza y guía, por el tiempo dedicado a cada consulta e interpretación, por el ánimo
constante durante el proceso de elaboración y culminación de la presente investigación.
Al Mag.Ing. Carlos Alberto Villegas Martínez, coasesor de tesis, por
su gran apoyo, por el aporte constante en la dirección técnica para desarrollo del presente estudio.
Al Laboratorio N° 01 de Ensayo de Materiales de la FIC-UNI, centro donde se realizaron los ensayos normados para el análisis e
interpretación de las propiedades de los diferentes materiales y elementos prefabricados descritos en la presente investigación.
A mi alma mater, la Universidad Nacional de Ingeniería, por proporcionarme una formación académica y profesional del más
ÍNDICE
RESUMEN ... 9
ABSTRACT ... 11
PRÓLOGO ... 13
LISTA DE CUADROS ... 14
LISTA DE TABLAS ... 22
LISTA DE GRÁFICOS ... 23
LISTA DE FIGURAS ... 26
LISTA DE SÍMBOLOS Y SIGLAS ... 28
CAPÍTULO I: INTRODUCCIÓN ... 30
1.1 GENERALIDADES ... 30
1.2 PROBLEMÁTICA ... 31
1.3 OBJETIVOS ... 33
1.3.1 Objetivo General ... 33
1.3.2 Objetivos Específicos ... 33
1.4 HIPÓTESIS ... 33
CAPÍTULO II: FUNDAMENTO TEÓRICO ... 34
2.1 ORIGEN DEL PLÁSTICO ... 34
2.1.1 Propiedades de los Plásticos ... 34
2.1.2 Residuos de Plástico a nivel nacional ... 35
2.1.3 Proceso de reciclado en Plásticos ... 35
2.1.4 Clasificación del Plástico y sus aplicaciones ... 38
2.2 TEREFTALATO DE POLIETILENO (PET) ... 38
2.2.1 Propiedades del Plástico PET ... 40
2.3 PLÁSTICO PET Y EL IMPACTO EN EL MEDIO AMBIENTE ... 41
2.4 LA CONSTRUCCIÓN Y EL PLÁSTICO PET ... 42
CAPÍTULO III: MATERIALES DEL COMPONENTE DEL CONCRETO ... 43
3.1.1 Propiedades Físicas del Agregado Fino ... 43
3.1.1.1 Análisis Granulométrico del Agregado Fino (NTP 400.012:2013) ... 43
3.1.1.2 Módulo de Finura (NTP 400.011:2013) ... 46
3.1.1.3 Tamaño Máximo (NTP 339.047:2006) ... 46
3.1.1.4 Tamaño Nominal Máximo (NTP 339.047:2006) ... 46
3.1.1.5 Peso Específico (NTP 400.021:2002) ... 47
3.1.1.6 Peso Unitario Suelto (NTP 400.017:2011) ... 48
3.1.1.7 Peso Unitario Compactado (NTP 400.017:2011) ... 49
3.1.1.8 Porcentaje de Absorción (NTP 400.022:2002) ... 49
3.1.1.9 Porcentaje de material fino que pasa la Malla Nº 200 (NTP 400.018:2013) 50 3.2 AGREGADO GRUESO ... 51
3.2.1 Propiedades Físicas ... 51
3.2.1.1 Análisis Granulométrico (NTP 400.012:2013) ... 51
3.2.1.2 Módulo de Finura (NTP 400.011:2013) ... 53
3.2.1.3 Tamaño Máximo (NTP 339.047:2006) ... 53
3.2.1.4 Tamaño Nominal Máximo (NTP 339.047:2006) ... 53
3.2.1.5 Peso Específico (NTP 400.021:2002) ... 54
3.2.1.6 Peso Unitario Suelto (NTP 400.017:2011) ... 54
3.2.1.7 Peso Unitario Compactado (NTP 400.017:2011) ... 55
3.2.1.8 Porcentaje de Absorción (NTP 400.021:2002) ... 55
3.3 PLÀSTICO PET ... 56
3.3.1 Abastecimiento del Plástico PET reciclado ... 56
CAPÍTULO IV: DISEÑO DE MEZCLA Y ELABORACIÓN DE BLOQUES DE CONCRETO ... 59
4.1 DISEÑO DE MEZCLA DEL BLOQUE PREFABRICADO DE CONCRETO
4.1.1.2 Diseño de relación A/C=0.70 con la adición de 15% Plástico PET ... 62
4.1.1.3 Diseño de relación A/C=0.70 con la adición de 30% PET ... 63
4.1.1.4 Diseño de relación A/C=0.70 con la adición de 45% PET ... 64
4.1.2 Diseño de Concreto para la relación A/C=0.75 ... 64
4.1.2.1 Diseño patrón para el concreto con relación A/C=0.75 ... 64
4.1.2.2 Diseño de relación A/C=0.75 con la adición de 15% Plástico PET ... 66
4.1.2.3 Diseño de relación A/C=0.75 con la adición de 30% Plástico PET ... 66
4.1.2.4 Diseño de relación A/C=0.75 con la adición de 45% Plástico PET ... 67
4.1.3 Diseño de Concreto para la relación A/C=0.80 ... 67
4.1.3.1 Diseño patrón para el concreto con relación A/C=0.80 ... 67
4.1.3.2 Diseño de relación A/C=0.80 con la adición de 15% Plástico PET ... 69
4.1.3.3 Diseño de relación A/C=0.80 con la adición de 30% Plástico PET ... 69
4.1.3.4 Diseño de relación A/C=0.80 con la adición de 45% Plástico PET ... 70
4.2 PROPIEDADES FÍSICAS DEL BLOQUE DE CONCRETO ... 71
4.2.1 Medida del Tamaño (NTP 399.604: 2002) ... 71
4.2.2 Medida del Alabeo (NTP399.604: 2002) ... 72
4.2.3 Ensayo de Absorción (NTP399.604: 2002) ... 73
4.2.4 Resistencia a la Compresión (NTP399.604: 2002) ... 73
4.3 ANÁLISIS DE COSTOS DEL BLOQUE PREFABRICADO DE CONCRETO ... 78
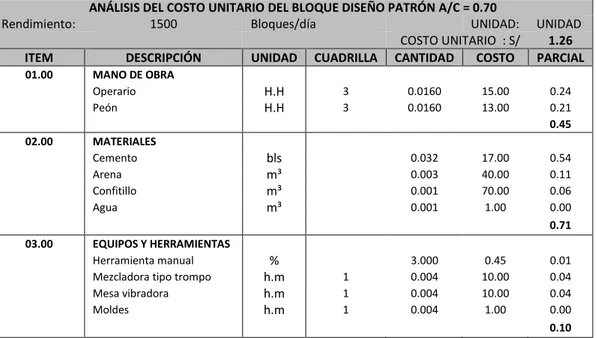
4.3.1 Análisis de Costos del Concreto para la relación A/C=0.70 ... 78
4.3.1.1 Concreto con relación A/C=0.70 sin PET ... 78
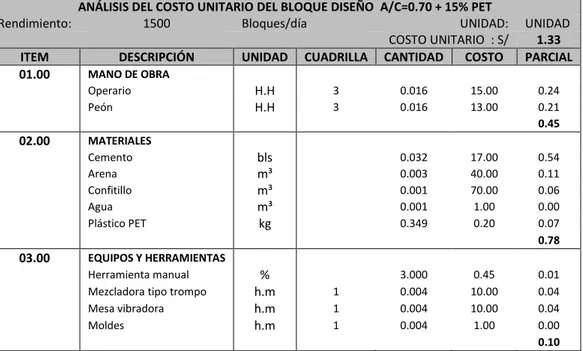
4.3.1.2 Concreto con relación A/C=0.70 y adición de 15% de Plástico PET... 79
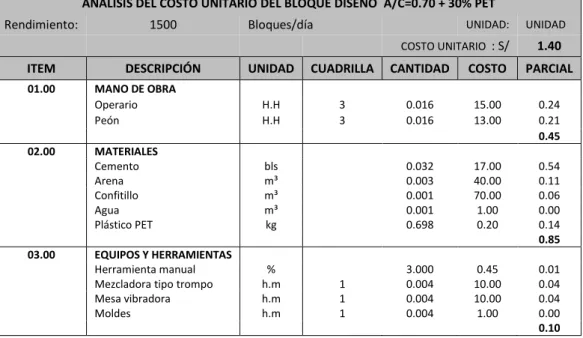
4.3.1.3 Concreto con relación A/C=0.70 y adición de 30% de Plástico PET... 80
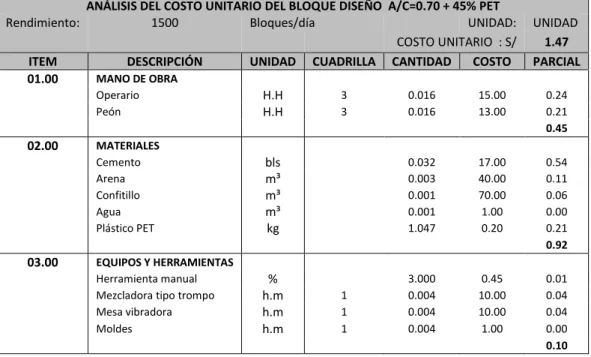
4.3.1.4 Concreto con relación A/C=0.70 y adición de 45% de Plástico PET... 81
4.3.2 Análisis de Costos del Concreto para la relación A/C=0.75 ... 82
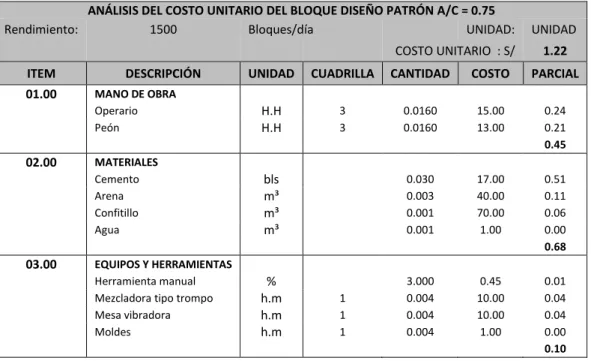
4.3.2.1 Concreto con relación A/C=0.75 sin PET ... 82
4.3.2.3 Concreto con relación A/C=0.75 y adición de 30% de Plástico PET... 84
4.3.2.4 Concreto con relación A/C=0.75 y adición de 45% de Plástico PET... 85
4.3.3 Análisis de Costos del Concreto para la relación A/C=0.80 ... 86
4.3.3.1 Concreto con relación A/C=0.80 sin PET ... 86
4.3.3.2 Concreto con relación A/C=0.80 y adición de 15% de Plástico PET... 87
4.3.3.3 Concreto con relación A/C=0.80 y adición de 30% de Plástico PET... 88
4.3.3.4 Concreto con relación A/C=0.80 y adición de 45% de Plástico PET... 89
4.4 RESUMEN DE RESULTADOS EN BLOQUE DE CONCRETO ... 90
CAPÍTULO V: DISEÑO DE MEZCLA Y ELABORACIÓN DE LADRILLOS DE CONCRETO ... 92
5.1 DISEÑO DE MEZCLA DEL LADRILLO PREFABRICADO DE CONCRETO ... 93
5.1.1 Diseño de Concreto para la relación A/C=0.55 ... 94
5.1.1.1 Diseño patrón para el concreto con relación A/C=0.55 ... 94
5.1.1.2 Diseño de relación A/C=0.55 con la adición de 10% Plástico PET ... 95
5.1.1.3 Diseño de relación A/C=0.55 con la adición de 20% PET ... 96
5.1.1.4 Diseño de relación A/C=0.55 con la adición de 30% PET ... 97
5.1.2 Diseño de Concreto para la relación A/C=0.60 ... 97
5.1.2.1 Diseño patrón para el concreto con relación A/C=0.60 ... 97
5.1.2.2 Diseño de relación A/C=0.60 con la adición de 10% Plástico PET ... 99
5.1.2.3 Diseño de relación A/C=0.60 con la adición de 20% Plástico PET ... 99
5.1.2.4 Diseño de relación A/C=0.60 con la adición de 30% Plástico PET ... 100
5.1.3 Diseño de Concreto para la relación A/C=0.65 ... 100
5.1.3.1 Diseño patrón para el concreto con relación A/C=0.65 ... 100
5.1.3.2 Diseño de relación A/C=0.65 con la adición de 10% Plástico PET ... 102
5.1.3.3 Diseño de relación A/C=0.65 con la adición de 20% Plástico PET ... 102
5.2.1 Medida del Tamaño (NTP 399.604: 2002) ... 104
5.2.2 Medida del Alabeo (NTP399.604: 2002) ... 105
5.2.3 Ensayo de Absorción (NTP399.604: 2002) ... 106
5.2.4 Resistencia a la Compresión (NTP399.604: 2002) ... 106
5.3 ANÁLISIS DE COSTO DEL LADRILLO PREFABRICADO DE CONCRETO ... 111
5.3.1 Análisis de Costos del Concreto para la relación A/C=0.55 ... 111
5.3.1.1 Concreto con relación A/C=0.55 sin PET ... 111
5.3.1.2 Concreto con relación A/C=0.55 y adición de 10% de Plástico PET... 112
5.3.1.3 Concreto con relación A/C=0.55 y adición de 20% de Plástico PET... 113
5.3.1.4 Concreto con relación A/C=0.55 y adición de 30% de Plástico PET... 114
5.3.2 Análisis de Costos del Concreto para la relación A/C=0.60 ... 116
5.3.2.1 Concreto con relación A/C=0.60 sin PET ... 116
5.3.2.2 Concreto con relación A/C=0.60 y adición de 10% de Plástico PET... 117
5.3.2.3 Concreto con relación A/C=0.60 y adición de 20% de Plástico PET... 118
5.3.2.4 Concreto con relación A/C=0.60 y adición de 30% de Plástico PET... 119
5.3.3 Análisis de Costos del Concreto para la relación A/C=0.65 ... 120
5.3.3.1 Concreto con relación A/C=0.65 sin PET ... 120
5.3.3.2 Concreto con relación A/C=0.65 y adición de 10% de Plástico PET... 121
5.3.3.3 Concreto con relación A/C=0.65 y adición de 20% de Plástico PET... 122
5.3.3.4 Concreto con relación A/C=0.65 y adición de 30% de Plástico PET... 123
5.4 RESUMEN DE RESULTADOS EN LADRILLOS DE CONCRETO ... 124
CAPÍTULO VI: DISEÑO DE MEZCLA Y ELABORACIÓN DE ADOQUINES DE CONCRETO ... 125
6.1 DISEÑO DE MEZCLA DEL ADOQUIN PREFABRICADO DE CONCRETO ... 126
6.1.1 Diseño de Concreto para la relación A/C=0.35 ... 127
6.1.1.1 Diseño patrón para el concreto con relación A/C=0.35 ... 127
6.1.1.3 Diseño de relación A/C=0.35 con la adición de 20% PET ... 129
6.1.1.4 Diseño de relación A/C=0.35 con la adición de 30% PET ... 129
6.1.2 Diseño de Concreto para la relación A/C= 0.40... 130
6.1.2.1 Diseño patrón para el concreto con relación A/C=0.40 ... 130
6.1.2.2 Diseño de relación A/C=0.40 con la adición de 10% Plástico PET ... 132
6.1.2.3 Diseño para una relación A/C=0.40 con la adición de 20% Plástico PET 132 6.1.2.4 Diseño para una relación A/C=0.40 con la adición de 30% Plástico PET 133 6.1.3 Diseño de Concreto para la relación A/C=0.45 ... 133
6.1.3.1 Diseño patrón para el concreto con relación A/C=0.45 ... 133
6.1.3.2 Diseño de relación A/C=0.45 con la adición de 10% Plástico PET ... 135
6.1.3.3 Diseño de relación A/C=0.45 con la adición de 20% Plástico PET ... 135
6.1.3.4 Diseño de relación A/C=0.45 con la adición de 30% Plástico PET ... 136
6.2 PROPIEDADES FÍSICAS DEL ADOQUIN DE CONCRETO ... 137
6.2.1 Medida del Tamaño (NTP 399.604: 2002) ... 137
6.2.2 Medida del Alabeo (NTP399.604: 2002) ... 138
6.2.3 Ensayo de Absorción (NTP399.604: 2002) ... 138
6.2.4 Resistencia a la Compresión (NTP399.604: 2002) ... 139
6.2.5 Flexión en Adoquines (NTC 2017 Colombia) ... 144
6.3 ANÁLISIS DE COSTO DEL ADOQUIN PREFABRICADO DE CONCRETO ... 146
6.3.1 Análisis de Costo del Adoquín para la relación A/C=0.35 ... 147
6.3.1.1 Concreto con relación A/C=0.35 sin PET ... 147
6.3.1.2 Concreto con relación A/C=0.35 y adición de 10% de Plástico PET... 148
6.3.1.3 Concreto con relación A/C=0.35 y adición de 20% de Plástico PET... 149
6.3.2.2 Concreto con relación A/C=0.40 y adición de 10% de Plástico PET... 152
6.3.2.3 Concreto con relación A/C=0.40 y adición de 20% de Plástico PET... 153
6.3.2.4 Concreto con relación A/C=0.40 y adición de 30% de Plástico PET... 154
6.3.3 Análisis de Costo del Adoquín para la relación A/C=0.45 ... 155
6.3.3.1 Concreto con relación A/C=0.45 sin PET ... 155
6.3.3.2 Concreto con relación A/C=0.45 y adición de 10% de Plástico PET... 156
6.3.3.3 Concreto con relación A/C=0.45 y adición de 20% de Plástico PET... 157
6.3.3.4 Concreto con relación A/C=0.45 y adición de 30% de Plástico PET... 158
6.4 RESUMEN DE RESULTADOS EN ADOQUINES DE CONCRETO ... 159
CAPÍTULO VII: INTERPRETACION DE RESULTADOS ... 160
7.1 MATERIALES ... 160
7.1.1 Agregado Grueso ... 160
7.1.2 Agregado Fino ... 160
7.1.3 Plástico Reciclado PET ... 160
7.2 PROPIEDADES DE ELEMENTOS PREFABRICADOS DE CONCRETO 160 7.2.1 Bloque de Concreto ... 160
7.2.1.1 Absorción (%) (NTP399.604: 2002) ... 160
7.2.1.2 Resistencia a la Compresión (NTP399.604: 2002) ... 161
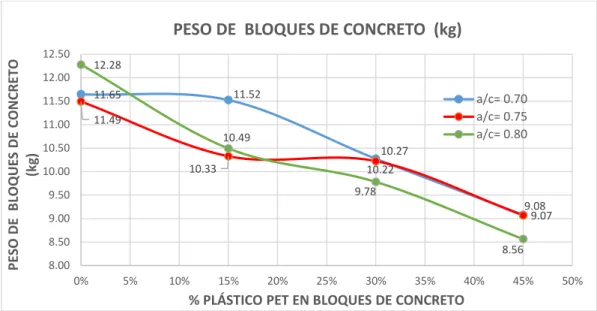
7.2.1.3 Peso del Bloque de Concreto ... 164
7.2.2 Ladrillo de Concreto ... 166
7.2.2.1 Absorción (%) (NTP399.604: 2002) ... 166
7.2.2.2 Resistencia a la Compresión (NTP399.604: 2002) ... 166
7.2.2.3 Peso del Ladrillo de Concreto ... 170
7.2.3 Adoquín de Concreto ... 171
7.2.3.1 Absorción (%) (NTP399.611: 2002) ... 171
7.2.3.2 Resistencia a la Compresión (NTP399.604: 2002) ... 172
7.2.3.4 Peso del Adoquín de Concreto ... 177
7.3 INTERPRETACIÓN DE COSTO DE ELEMENTOS PREFABRICADOS DE CONCRETO ... 178
7.3.1 Bloque de Concreto ... 178
7.3.2 Ladrillo de Concreto ... 180
7.3.3 Adoquín de Concreto ... 181
CONCLUSIONES ... 183
RECOMENDACIONES ... 185
REFERENCIAS BIBLIOGRÁFICAS ... 186
RESUMEN
El objetivo primordial del presente informe resultante del trabajo de investigación, fue el de describir y determinar los valores cuantificables de la variación de propiedades en los elementos de concreto prefabricado, sustituyendo en forma parcial el agregado grueso por Plástico PET (Tereftalato de Polietileno) reciclado a partir de botellas descartables.
Los materiales utilizados en la presente investigación fueron: cemento Sol portland tipo I, arena como agregado fino y el confitillo como agregado grueso, ambos fueron utilizados como componentes de las muestras patrón. El Plástico PET reciclado se obtuvo del proceso mecánico de trituración de botellas descartadas y recicladas.
En el procedimiento para realizar el diseño concreto se utilizó como referencia de diseño las tablas dadas por el comité ACI y las referencias del método de diseño del agregado global. Para tal efecto se determinaron y analizaron las propiedades físicas de cada agregado utilizado en el diseño patrón de cada uno de los elementos prefabricados, asimismo se utilizaron diferentes dosificaciones en el diseño del concreto patrón, con las relaciones agua/cemento 0.70, 0.75, y 0.80 y diseños derivados del concreto patrón con reemplazo parcial de 15%,30% y 45% de plástico PET reciclado como sustituto en peso del agregado grueso para la elaboración de bloques de concreto.
Para la elaboración de ladrillos de concreto se utilizó las relaciones agua/cemento 0.55, 0.60, y 0.65, y diseños de concreto derivados del concreto patrón con reemplazo parcial de 10%,20% y 30% de PET reciclado como sustituto en peso del agregado grueso o confitillo, para la elaboración de adoquines de concreto se utilizó las relaciones agua/cemento 0.35, 0.40, y 0.45, y los diseños derivados del diseño patrón con la adición de 10%,20% y 30% de plástico PET reciclado como sustituto parcial del agregado grueso.
Se determinaron las propiedades físicas de los elementos prefabricados de concreto, ensayando los especímenes en estado endurecido, siguiendo los parámetros de la Norma Técnica Peruana.
Para el elemento prefabricado de concreto, el valor numérico de la resistencia a la compresión disminuye con incremento del porcentaje de Plástico PET como reemplazo parcial del agregado grueso, además de la variación de la resistencia se logró producir un espécimen más ligero comparado con el diseño patrón.
El porcentaje de absorción de los especímenes se ve incrementado de forma proporcional al incremento del porcentaje de PET incorporado en la mezcla.
El costo unitario del espécimen se ve incrementado de manera proporcional al incremento en el porcentaje de PET.
ABSTRACT
The main objective of this research is to describe and determine the quantifiable values of the variation of properties in the elements of prefabricated concrete, partially replacing the coarse aggregate by PET plastic (polyethylene terephthalate) recycled from disposable bottles.
The materials used in the present investigation were: portland sun type I cement, sand as fine aggregate and confectionery as coarse aggregate, both were used as components of the standard samples. The recycled PET plastic was obtained from the mechanical crushing process of discarded and recycled bottles.
The procedure used to design the concrete mixture used as a base guide the tables given by the ACI-211.1-91 committee in addition to the global aggregate method. For this purpose, the physical properties of each aggregate used in the design of each of the prefabricated elements were determined, and different dosages were used in the design of the concrete, with water / cement ratios 0.70, 0.75, and 0.80, and mixtures of concrete with partial replacement of 15%, 30% and 45% of PET plastic recycled in weight of the coarse aggregate for the production of concrete blocks. For the construction of concrete bricks, the water / cement ratios 0.55, 0.60, and 0.65 were used, and concrete designs with partial replacement of 10%, 20% and 30% of recycled PET by weight of the coarse aggregate or confectionery, for the construction of concrete paving stones used water / cement ratios 0.35, 0.40, and 0.45, in concrete designs with 10%, 20%, and 30% replacement of recycled PET by weight of the coarse aggregate.
The physical properties of the prefabricated concrete elements were determined, testing the specimens in a hardened state, following the parameters of the Peruvian Technical Standard.
In the following paragraphs the description of the main results obtained in the investigation is given:
The percentage of absorption of the specimens is increased proportionally to the increase in the percentage of PET incorporated in the mixture.
The unit cost of the specimen is increased proportionally to the increase in the percentage of PET.
PRÓLOGO
La presente investigación es de suma relevancia puesto que desarrolla una nueva alternativa en la composición de diseño de elementos prefabricados de concreto, tal es el caso del Plástico reciclado PET como un componente de reemplazo parcial del agregado convencional en la elaboración de elementos prefabricados de concreto.
La referencia que impulsó el inicio del presente estudio fue la necesidad actual de la sociedad de buscar nuevas alternativas de materiales eco amigables que permitan el cuidado y conservación del medio ambiente mediante la disminución del volumen de extracción de agregados en canteras y la reutilización de materiales que no son biodegradables.
El presente estudio tiene como punto de referencia la tesis de investigación
titulada “ESTUDIO DEL COMPORTAMIENTO DEL CONCRETO
INCORPORANDO PET RECICLADO” de Miller Roberto Morales Carhuayano, donde se recomienda impulsar la investigación en la elaboración de elementos de concreto prefabricado con la adición del Plástico reciclado PET que sean más livianos y económicos, que cumplan con los parámetros de las normas establecidas en país.
En los capítulos del presente estudio se darán alcances generales de los objetivos, así como la descripción de los materiales y sus propiedades, el diseño del concreto para elaboración de los elementos, su comportamiento en los ensayos y finalmente, el análisis de costo de los elementos prefabricados de concreto. Los elementos deberán cumplir con los parámetros exigidos por la Norma Técnica Peruana.
La interpretación de los resultados será dada en el último capítulo, así como las conclusiones y recomendaciones, las cuales alientan a profundizar con nuevas investigaciones en nuevos elementos y nuevos materiales ecológicos y no convencionales, así como su desempeño en procesos constructivos que permitan obtener materiales más ecológicos, más económicos y más livianos.
Asesora.
LISTA DE CUADROS
Pág
Cuadro N° 1.1: Composición porcentual de Residuos Sólidos en el Perú.
32
Cuadro Nº 3.1: Granulometría del agregado fino 45
Cuadro Nº 3.2: Módulo de finura del agregado fino 46
Cuadro Nº 3.3: Tamaño Máximo del agregado fino 46
Cuadro Nº 3.4: Tamaño Máximo Nominal del agregado fino 46
Cuadro Nº 3.5: Peso específico del agregado fino 48
Cuadro Nº 3.6: Peso Unitario Suelto del agregado fino 48
Cuadro Nº 3.7: Peso Unitario Compactado del agregado fino 49
Cuadro Nº 3.8: Porcentaje de Absorción del agregado fino 50
Cuadro Nº 3.9: Porcentaje que pasa la malla Nº 200 50
Cuadro Nº 3.10: Granulometría del agregado grueso 52
Cuadro Nº 3.11: Módulo de finura del agregado grueso 53
Cuadro Nº 3.12: Tamaño Máximo del agregado grueso 53
Cuadro Nº 3.13: Tamaño Nominal Máximo del agregado grueso 53
Cuadro Nº 3.14: Peso específico del agregado grueso 54
Cuadro Nº 3.15: Peso Unitario Suelto del agregado grueso 55
Cuadro Nº 3.16: Peso Unitario Compactado del agregado grueso 55
Cuadro Nº 3.17: Porcentaje de Absorción del agregado grueso 56
Cuadro Nº 3.18: Porcentaje de Absorción del agregado de Plástico
PET 57
Cuadro Nº 4.1: Diseño de Mezcla patrón A/C=0.70 62
Cuadro Nº 4.2: Diseño de Mezcla A/C=0.70 + 15% Plástico PET 63
Cuadro Nº 4.3: Diseño de Mezcla A/C=0.70 + 30% Plástico PET 63
Cuadro Nº 4.4: Diseño de Mezcla A/C=0.70 + 45% Plástico PET 64
Cuadro Nº 4.5: Diseño de Mezcla patrón A/C = 0.75 65
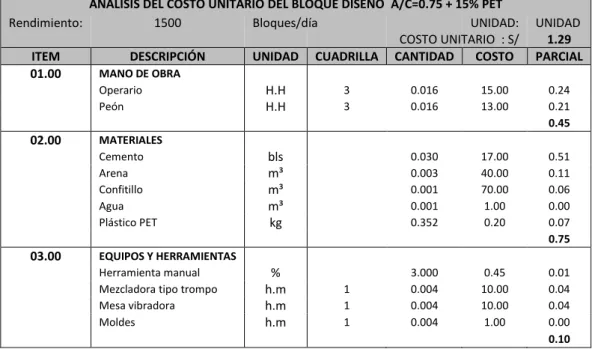
Cuadro Nº 4.6: Diseño de Mezcla A/C=0.75 + 15% Plástico PET 66
Cuadro Nº 4.7: Diseño de Mezcla A/C=0.75 + 30% Plástico PET 66
Cuadro Nº 4.8: Diseño de Mezcla A/C=0.75 + 45% Plástico PET 67
Cuadro Nº 4.9: Diseño de Mezcla patrón A/C=0.80 68
Cuadro Nº 4.10: Diseño de Mezcla A/C=0.80 + 15% Plástico PET 69
Cuadro Nº 4.13: Resumen diseño de concreto patrón más Plástico
PET de Bloque de concreto 70
Cuadro Nº 4.14: Medida del Tamaño del Bloque de Concreto 71
Cuadro Nº 4.15: Medida del Alabeo del Bloque 72
Cuadro Nº 4.16: Ensayo de Absorción del Bloque 73
Cuadro Nº 4.17: Ensayo de Compresión del bloque A/C=0.70 75
Cuadro Nº 4.18: Ensayo de Compresión del bloque A/C=0.70, en
porcentaje (%) 75
Cuadro Nº 4.19: Ensayo de Compresión del bloque A/C=0.75 75
Cuadro Nº 4.20: Ensayo de Compresión del bloque A/C=0.75, en porcentaje (%)
76
Cuadro Nº 4.21: Ensayo de Compresión del bloque A/C=0.80 76
Cuadro Nº 4.22: Ensayo de Compresión del bloque A/C=0.80, en
porcentaje (%) 76
Cuadro Nº 4.23: Resumen del Ensayo de Compresión en Bloques
de Concreto con Plástico PET 76
Cuadro Nº 4.24: Resumen de Peso de Bloques de Concreto con
Plástico PET 77
Cuadro Nº 4.25: Resumen de Dosificación para Diseño Patrón
A/C=0.70 78
Cuadro Nº 4.26: Análisis de costo para Diseño Patrón A/C=0.70 79 Cuadro Nº 4.27: Resumen de Dosificación para Diseño Patrón
A/C=0.70 + 15% PET 79
Cuadro Nº 4.28: Análisis de costo para Diseño Patrón A/C=0.70 +
15% PET 82
Cuadro Nº 4.29: Resumen de Dosificación para Diseño Patrón
A/C=0.70 + 30% PET 80
Cuadro Nº 4.30: Análisis de costo para Diseño Patrón A/C=0.70 +
30% PET 81
Cuadro Nº 4.31: Resumen de Dosificación para Diseño Patrón
A/C=0.70 + 45% PET 81
Cuadro Nº 4.32: Análisis de costo para Diseño Patrón A/C=0.70 +
45% PET 82
Cuadro Nº 4.33: Resumen de Dosificación para Diseño Patrón
Cuadro Nº 4.34: Análisis de costo para Diseño Patrón A/C = 0.75 83 Cuadro Nº 4.35: Resumen de Dosificación para Diseño Patrón A/C =
0.75 + 15% PET 83
Cuadro Nº 4.36: Análisis de costo para Diseño Patrón A/C = 0.75 +
15% PET 84
Cuadro Nº 4.37: Resumen de Dosificación para Diseño Patrón A/C =
0.75 + 30% PET 84
Cuadro Nº 4.38: Análisis de costo para Diseño Patrón A/C = 0.75 +
30% PET 85
Cuadro Nº 4.39: Resumen de Dosificación para Diseño Patrón A/C =
0.75 + 45% PET 85
Cuadro Nº 4.40: Análisis de costo para Diseño Patrón A/C = 0.75 +
45% PET 86
Cuadro Nº 4.41: Resumen de Dosificación para Diseño Patrón A/C =
0.80 86
Cuadro Nº 4.42: Análisis de costo para Diseño Patrón A/C = 0.80 87 Cuadro Nº 4.43: Resumen de Dosificación para Diseño Patrón A/C =
0.80 + 15% PET 87
Cuadro Nº 4.44: Análisis de costo para Diseño Patrón A/C = 0.80 +
15% PET 88
Cuadro Nº 4.45: Resumen de Dosificación para Diseño Patrón A/C =
0.80 + 30% PET 88
Cuadro Nº 4.46: Análisis de costo para Diseño Patrón A/C = 0.80 +
30% PET 89
Cuadro Nº 4.47: Resumen de Dosificación para Diseño Patrón A/C =
0.80 + 45% PET 89
Cuadro Nº 4.48: Análisis de costo para Diseño Patrón A/C = 0.80 +
45% PET 90
Cuadro Nº 4.49: Resumen de resultados en bloques de concreto 91
Cuadro Nº 5.1: Diseño de mezcla patrón A/C=0.55 95
Cuadro Nº 5.2: Diseño de Mezcla A/C=0.55 + 10% Plástico PET 96
Cuadro Nº 5.3: Diseño de Mezcla A/C=0.55 + 20% Plástico PET 96 Cuadro Nº 5.4: Diseño de Mezcla A/C=0.55 + 30% Plástico PET 97
Cuadro Nº 5.7: Diseño de Mezcla A/C=0.60 + 20% Plástico PET 99
Cuadro Nº 5.8: Diseño de Mezcla A/C=0.60 + 30% Plástico PET 100
Cuadro Nº 5.9: Diseño de mezcla patrón A/C=0.65 101
Cuadro Nº 5.10: Diseño de Mezcla A/C=0.65 + 10% Plástico PET 102
Cuadro Nº 5.11: Diseño de Mezcla A/C=0.65 + 20% Plástico PET 102
Cuadro Nº 5.12: Diseño de Mezcla A/C=0.65 + 30% Plástico PET 103
Cuadro Nº 5.13: Resumen diseño de concreto patrón más Plástico
PET de Ladrillo de concreto 103
Cuadro Nº 5.14: Medida del Tamaño del Ladrillo de Concreto. 104
Cuadro Nº 5.15: Medida del Alabeo del Ladrillo. 105
Cuadro Nº 5.16: Ensayo de Absorción del Ladrillo 106
Cuadro Nº 5.17: Ensayo de Compresión de Ladrillo A/C=0.55 108
Cuadro Nº 5.18: Ensayo de Compresión de Ladrillo A/C=0.55, en
porcentaje (%) 108
Cuadro Nº 5.19: Ensayo de Compresión en Ladrillo A/C=0.60 108
Cuadro Nº 5.20: Ensayo de Compresión de Ladrillo A/C=0.60, en
porcentaje (%) 109
Cuadro Nº 5.21: Ensayo de Compresión de Ladrillo A/C=0.65 109
Cuadro Nº 5.22: Ensayo de Compresión de Ladrillos A/C=0.65, en
porcentaje (%) 109
Cuadro Nº 5.23: Resumen del Ensayo de Compresión en Ladrillos
de Concreto con Plástico PET 109
Cuadro Nº 5.24: Resumen de Peso de Ladrillos de Concreto con
Plástico PET 110
Cuadro Nº 5.25: Resumen de Dosificación para Diseño Patrón A/C =
0.55 111
Cuadro Nº 5.26: Análisis de costo para Diseño Patrón A/C = 0.55 112 Cuadro Nº 5.27: Resumen de Dosificación para Diseño Patrón A/C =
0.55 + 10% PET 113
Cuadro Nº 5.28: Análisis de costo para Diseño Patrón A/C = 0.55 +
10% PET 113
Cuadro Nº 5.29: Resumen de Dosificación para Diseño Patrón A/C =
0.55 + 20% PET 114
Cuadro Nº 5.30: Análisis de costo para Diseño Patrón A/C = 0.55 +
Cuadro Nº 5.31: Resumen de Dosificación para Diseño Patrón A/C =
0.55 + 30% PET 115
Cuadro Nº 5.32: Análisis de costo para Diseño Patrón A/C = 0.55 +
30% PET 115
Cuadro Nº 5.33: Resumen de Dosificación para Diseño Patrón A/C =
0.60 116
Cuadro Nº 5.34: Análisis de costo para Diseño Patrón A/C = 0.60 116 Cuadro Nº 5.35: Resumen de Dosificación para Diseño Patrón A/C =
0.60 + 10% PET 117
Cuadro Nº 5.36: Análisis de costo para Diseño Patrón A/C = 0.60 +
10% PET 117
Cuadro Nº 5.37: Resumen de Dosificación para Diseño Patrón A/C =
0.60 + 20% PET 118
Cuadro Nº 5.38: Análisis de costo para Diseño Patrón A/C = 0.60 + 20% PET
118
Cuadro Nº 5.39: Resumen de Dosificación para Diseño Patrón A/C =
0.60 + 30% PET 119
Cuadro Nº 5.40: Análisis de costo para Diseño Patrón A/C = 0.60 +
30% PET 119
Cuadro Nº 5.41: Resumen de Dosificación para Diseño Patrón A/C =
0.65 120
Cuadro Nº 5.42: Análisis de costo para Diseño Patrón A/C = 0.65 120 Cuadro Nº 5.43: Resumen de Dosificación para Diseño Patrón A/C =
0.65 + 10% PET 121
Cuadro Nº 5.44: Análisis de costo para Diseño Patrón A/C = 0.65 +
10% PET 121
Cuadro Nº 5.45: Resumen de Dosificación para Diseño Patrón A/C =
0.65 + 20% PET 122
Cuadro Nº 5.46: Análisis de costo para Diseño Patrón A/C = 0.65 + 20% PET
122 Cuadro Nº 5.47: Resumen de Dosificación para Diseño Patrón A/C =
0.65 + 30% PET 123
Cuadro Nº 5.48: Análisis de costo para Diseño Patrón A/C = 0.65 + 30% PET
Cuadro Nº 6.1: Diseño de mezcla patrón A/C=0.35 128
Cuadro Nº 6.2: Diseño de Mezcla A/C=0.35 + 10% Plástico PET 129
Cuadro Nº 6.3: Diseño de Mezcla A/C=0.35 + 20% Plástico PET 129
Cuadro Nº 6.4: Diseño de Mezcla A/C=0.35 + 30% Plástico PET 130
Cuadro Nº 6.5: Diseño de mezcla patrón A/C = 0.40 131
Cuadro Nº 6.6: Diseño de Mezcla A/C=0.40 + 10% Plástico PET 132
Cuadro Nº 6.7: Diseño de Mezcla A/C=0.40 + 20% Plástico PET 132
Cuadro Nº 6.8: Diseño de Mezcla A/C=0.40 + 30% Plástico PET 133
Cuadro Nº 6.9: Diseño de mezcla patrón A/C = 0.45 134
Cuadro Nº 6.10: Diseño de Mezcla A/C=0.45 + 10% Plástico PET 135
Cuadro Nº 6.11: Diseño de Mezcla A/C=0.45 + 20% Plástico PET 135
Cuadro Nº 6.12: Diseño de Mezcla A/C=0.45 + 30% Plástico PET 136
Cuadro Nº 6.13: Resumen diseño de concreto patrón más Plástico PET del Adoquín de concreto
136
Cuadro Nº 6.14: Medida del Tamaño del Adoquín de Concreto. 137
Cuadro Nº 6.15: Medida del Alabeo del Adoquín. 138
Cuadro Nº 6.16: Ensayo de Absorción en Adoquines 139
Cuadro Nº 6.17: Ensayo de Compresión del Adoquín A/C=0.35 141
Cuadro Nº 6.18: Ensayo de Compresión de Adoquines A/C=0.35, en
porcentaje (%) 141
Cuadro Nº 6.19: Ensayo de Compresión en Adoquines A/C=0.40 141
Cuadro Nº 6.20: Ensayo de Compresión de Adoquines A/C=0.40, en
porcentaje (%) 141
Cuadro Nº 6.21: Ensayo de Compresión en Adoquines A/C=0.45 142 Cuadro Nº 6.22: Ensayo de Compresión de Adoquines A/C=0.45, en
porcentaje (%) 142
Cuadro Nº 6.23: Resumen del Ensayo de Compresión en Adoquines
de Concreto con Plástico PET 142
Cuadro Nº 6.24: Resumen de Peso de Adoquines de Concreto con
Plástico PET 143
Cuadro Nº 6.25: Flexión en adoquines de concreto 145
Cuadro Nº 6.26: Relación de Flexión en porcentaje (%) en
adoquines de concreto 146
Cuadro Nº 6.27: Resumen de Dosificación para Diseño Patrón A/C = 0.35
Cuadro Nº 6.28: Análisis de costo para Diseño Patrón A/C=0.35 147 Cuadro Nº 6.29: Resumen de Dosificación para Diseño Patrón
A/C=0.35 + 10% PET
148 Cuadro Nº 6.30: Análisis de costo para Diseño Patrón A/C=0.35 +
10% PET 148
Cuadro Nº 6.31: Resumen de Dosificación para Diseño Patrón
A/C=0.35 + 20% PET 149
Cuadro Nº 6.32: Análisis de costo para Diseño Patrón A/C = 0.35 +
20% PET 149
Cuadro Nº 6.33: Resumen de Dosificación para Diseño Patrón
A/C=0.35 + 30% PET 150
Cuadro Nº 6.34: Análisis de costo para Diseño Patrón A/C=0.35 +
30% PET 151
Cuadro Nº 6.35: Resumen de Dosificación para Diseño Patrón
A/C=0.40 151
Cuadro Nº 6.36: Análisis de costo para Diseño Patrón A/C=0.40 152 Cuadro Nº 6.37: Resumen de Dosificación para Diseño Patrón
A/C=0.40 + 10% PET 152
Cuadro Nº 6.38 : Análisis de costo para Diseño Patrón A/C=0.40 +
10% PET 153
Cuadro Nº 6.39: Resumen de Dosificación para Diseño Patrón
A/C=0.40 + 20% PET 153
Cuadro Nº 6.40: Análisis de costo para Diseño Patrón A/C=0.40 +
20% PET 154
Cuadro Nº 6.41: Resumen de Dosificación para Diseño Patrón
A/C=0.40 + 30% PET 154
Cuadro Nº 6.42: Análisis de costo para Diseño Patrón A/C=0.40 +
30% PET 155
Cuadro Nº 6.43: Resumen de Dosificación para Diseño Patrón
A/C=0.45 155
Cuadro Nº 6.44: Análisis de costo para Diseño Patrón A/C=0.45 156 Cuadro Nº 6.45: Resumen de Dosificación para Diseño Patrón
A/C=0.45 + 10% PET 156
Cuadro Nº 6.47: Resumen de Dosificación para Diseño Patrón
A/C=0.45 + 20% PET 157
Cuadro Nº 6.48: Análisis de costo para Diseño Patrón A/C=0.45 +
20% PET 158
Cuadro Nº 6.49: Resumen de Dosificación para Diseño Patrón
A/C=0.45 + 30% PET 158
Cuadro Nº 6.50: Análisis de costo para Diseño Patrón A/C=0.45 +
30% PET 159
LISTA DE TABLAS
Pág
Tabla N° 2.1: Código SPI de los Plásticos reciclables. 38
Tabla Nº 3.1: Límites granulométricos para el agregado fino 44
Tabla Nº 3.2: Límites granulométricos para el agregado grueso 51
LISTA DE GRÁFICOS
Pág
Gráfico Nº 3.1: Curva granulométrica del agregado fino 45
Gráfico Nº 3.2: Curva granulométrica del agregado grueso 52
Gráfico Nº 3.3: Curva granulométrica del Plástico PET 58
Gráfico Nº 4.1: Variación de la Resistencia a Compresión de los Bloques de Concreto
77 Gráfico Nº 4.2: Variación del Peso(kg) de los Bloques de
Concreto con Plástico PET
78 Gráfico Nº 5.1: Variación de la Resistencia a Compresión de
los Ladrillos de Concreto
110 Gráfico Nº 5.2: Variación en Peso(kg) de los Ladrillos de
Concreto con Plástico PET
111 Gráfico Nº 6.1: Variación de la Resistencia a Compresión de
los Adoquines de Concreto
143 Gráfico Nº 6.2: Variación en Peso(kg) de los Adoquines de
Concreto con Plástico PET
144 Gráfico Nº 6.3: Variación del Módulo de rotura (Mr) de los
Adoquines de Concreto con Plástico PET
146 Gráfico Nº 7.1: Porcentaje de Absorción en diferentes diseños
de mezcla para bloques de concreto
161 Gráfico Nº 7.2: Relación comparativa de la Resistencia a la
Compresión en bloques de concreto con relación A/C=0.70 para 7 y 28 días.
162 Gráfico Nº 7.3: Relación comparativa de la Resistencia a la
Compresión en bloques de concreto con relación A/C=0.75 para 7 y 28 días.
163 Gráfico Nº 7.4: Relación comparativa de la Resistencia a la
Compresión en bloques de concreto con relación A/C=0.80 para 7 y 28 días.
164 Gráfico Nº 7.5: Resumen de peso promedio en bloques
prefabricados de concreto.
Gráfico Nº 7.6: Relación de peso promedio en porcentaje de bloques prefabricados de concreto.
165 Gráfico Nº 7.7: Porcentaje de Absorción en diferentes diseños
de mezcla para ladrillos de concreto
166 Gráfico Nº 7.8: Relación comparativa de la Resistencia a la
Compresión en ladrillos de concreto con relación A/C=0.55 para 7 y 28 días.
167 Gráfico Nº 7.9: Relación comparativa de la Resistencia a la
Compresión en ladrillos de concreto con relación A/C=0.60 para 7 y 28 días.
168 Gráfico Nº 7.10: Relación comparativa de la Resistencia a la
Compresión en ladrillos de concreto con relación A/C=0.65 para 7 y 28 días.
169 Gráfico Nº 7.11: Resumen de peso promedio en ladrillos
prefabricados de concreto.
170 Gráfico Nº 7.12 : Relación de peso promedio en porcentaje de
ladrillos prefabricados de concreto.
171 Gráfico Nº 7.13: Porcentaje de Absorción en diferentes diseños
de mezcla para adoquines de concreto
172 Gráfico Nº 7.14: Relación comparativa de la Resistencia a la
Compresión en adoquines de concreto con relación A/C=0.35 para 7 y 28 días.
173 Gráfico Nº 7.15: Relación comparativa de la Resistencia a la
Compresión en adoquines de concreto con relación A/C=0.40 para 7 y 28 días.
174 Gráfico Nº 7.16: Relación comparativa de la Resistencia a la
Compresión en adoquines de concreto con relación A/C=0.45 para 7 y 28 días.
175 Gráfico Nº 7.17: Relación comparativa en Flexión, en adoquines
de concreto a los 28 días
176 Gráfico Nº 7.18: Relación de Mr en porcentaje para adoquines
de concreto a los 28 días
176 Gráfico Nº 7.19: Resumen de peso promedio en adoquines
prefabricados de concreto.
Gráfico Nº 7.20: Relación de peso promedio en porcentaje de adoquines prefabricados de concreto.
178 Gráfico Nº 7.21: Relación de precios por diseño de mezcla en
bloques prefabricados de concreto.
179 Gráfico Nº 7.22: Relación de porcentaje en precios de bloques
prefabricados de concreto.
179 Gráfico Nº 7.23: Relación de precios por diseño de mezcla en
ladrillos prefabricados de concreto.
180 Gráfico Nº 7.24: Relación de porcentaje en precios de ladrillos
prefabricados de concreto.
181 Gráfico Nº 7.25: Relación de precios por diseño de mezcla en
adoquines prefabricados de concreto.
181 Gráfico Nº 7.26: Relación de porcentaje en precios de
adoquines prefabricados de concreto.
LISTA DE FIGURAS
Pág
Figura Nº 2.1: Fórmula química del polietileno tereftalato 39
Figura Nº 2.2: Símbolo del polietileno tereftalato 40
Figura Nº 3.1: Ensayo granulométrico del agregado fino. 44
Figura Nº 3.2: Ensayo de Peso Específico en agregado fino 48
Figura Nº 3.3: Ensayo del Peso Unitario Compactado 49
Figura Nº 3.4: Ensayo del Peso Específico para Agregado Grueso 54
Figura Nº 3.5: Reciclado industrial del Plástico PET 57
Figura Nº 4.1: Molde Metálico Manual. 59
Figura Nº 4.2: Máquina para triturar Plástico PET 59
Figura Nº 4.3: Diseño de Mezcla Resultante 60
Figura Nº 4.4: Bloque terminado 60
Figura Nº 4.5: Ensayo de Medida del Tamaño del Elemento. 72
Figura Nº 4.6: Ensayo de Medida del Alabeo del Elemento. 73
Figura Nº 4.7: Ubicación de la muestra para ensayo de Compresión 74
Figura Nº 4.8: Capeo de espécimen para ensayo de Compresión 74
Figura Nº 4.9: Capeo de espécimen para ensayo de Compresión 74
Figura Nº 5.1: Molde Metálico Manual para Elaboración del Ladrillo. 92
Figura Nº 5.2: Máquina para triturar Plástico PET 92
Figura Nº 5.3: Diseño de Mezcla Resultante 93
Figura Nº 5.4: Ladrillo desmoldado y terminado 93
Figura Nº 5.5: Ensayo de Medida del Tamaño del Ladrillo. 105
Figura Nº 5.6: Ensayo de Medida del Alabeo del Ladrillo. 106
Figura Nº 5.7: Preparación de la muestra para ensayo de Compresión
107
Figura Nº 5.8: Capeo de espécimen para ensayo de Compresión 107
Figura Nº 5.9: Capeo y acondicionamiento de espécimen para ensayo de Compresión
107
Figura Nº 6.1: Molde Metálico Manual para Elaboración del Adoquín. 125
Figura Nº 6.2: Máquina para triturar Plástico PET 125
Figura Nº 6.5: Ensayo de Medida del Tamaño del Adoquín. 137 Figura Nº 6.6: Preparación de la muestra para ensayo de
Compresión
139 Figura Nº 6.7: Acondicionamiento del espécimen para ensayo de
Compresión
139
Figura Nº 6.8: Máquina de Compresión 140
Figura Nº 6.9: Ensayo de Compresión 140
Figura Nº 6.10: Adoquín acondicionado para ensayo 145
LISTA DE SÍMBOLOS Y SIGLAS
SÍMBOLO:
%: Porcentaje.
σ: Desviación estándar.
”: Pulgada.
+/-: Más o menos
∑: Suma
SIGLA:
A%: Contenido de finos del agregado grueso
Ab: Absorción del agregado grueso.
A/C: Relación agua/cemento.
ACI: American Concrete Institute.
ASTM: American Society for Testing and Materials.
bls.: Bolsas
cal: Calorías.
CV: Coeficiente de variación.
CH Contenido de humedad
cm2: Centímetros cuadrados
CO2: Dióxido de carbono
COP20: Vigésima Conferencia de las Partes
m3: Metro cúbico.
min: Minutos
MF: Módulo de finura
NTC: Norma Técnica Colombiana
NTP: Norma Técnica Peruana
f`c: Resistencia a la compresión.
gr: Gramo.
hr. Hora.
h.m Hora máquina
lt. Litro.
O2: Oxígeno
P.E: Peso Específico
P.U.C: Peso Unitario Compactado
P.U.S: Peso Unitario Suelto
kg: Kilogramo
kg/cm2: Kilogramo por centímetro cuadrado
kg/cm3: Kilogramo por centímetro cúbico.
PET: Polietileno Tereftalato
PEAD: Polietileno de alta densidad
PP: Polipropileno
PS: Poliestireno
Psi: Libra por pulgada cuadrada.
pulg2: Pulgadas cuadradas.
PVC: Policloruro de vinilo
Ret: Retenido
SPI: Society of the Plastics Industry
CAPITULO I
CAPÍTULO I: INTRODUCCIÓN
1.1 GENERALIDADES
Durante los últimos años, los residuos producidos por actividades humanas han traído consigo la contaminación del medio ambiente y la degradación de la calidad de vida en la sociedad, generando alarma y preocupación en la actualidad.
Para contrarrestar los problemas de contaminación ambiental, se ha propuesto la reutilización de los residuos de Plástico PET como componentes de materiales de construcción eco amigables, solución que disminuiría el volumen de residuos en un nivel considerable y también aportaría en la producción de nuevos materiales de construcción, ligeros, eficientes y con el objetivo de ayudar a la conservación de medio ambiente.
La sobreexplotación de los recursos del medio ambiente está generando problemas que se verán incrementados en un futuro si no se realizan controles y evaluaciones para realizar las correcciones necesarias. Una de las alternativas propuestas es el reciclado de los materiales como el Plástico PET y su utilización como componentes en la elaboración de elementos prefabricados de concreto evitando de esta forma incurrir en la sobreexplotación de recursos mediante el uso de materiales reciclados, los cuales tendrán un nuevo uso y darán una nueva luz de esperanza a generaciones futuras en el manejo de elementos amigables con la naturaleza.
A consecuencia del problema expresado en el párrafo anterior, profesionales e investigadores ambientalistas se encuentran en la búsqueda constante de nuevos métodos y procesos para la reutilización de desperdicios. La política ambiental está impulsando el desarrollo de nuevas investigaciones en el campo de la reutilización de elementos que son de difícil descomposición y degradación natural.
En el ámbito internacional se ha realizado estudios e investigaciones acerca de la utilización del Plástico reciclado PET, principalmente adquirido de envases para líquidos consumibles, países como Holanda promueven su aplicación en nuevas vías pavimentadas para ciclistas, México promueve su aplicación en viviendas eco amigables, Argentina investiga nuevas propuestas arquitectónicas con la participación de los desperdicios de Plástico PET en procesos constructivos; y se puede seguir enumerando diversos casos de innovación en otros sectores diferentes a la construcción.
En el país no existen muchas investigaciones acerca el uso del Plástico PET y su aplicación en la construcción nacional, actualmente los materiales suministrados a la población tienen una fabricación convencional, cuyos componentes son obtenidos en canteras que son sobreexplotadas y dejadas en total abandono una vez extraído todo el material, sin contar una fiscalización adecuada de cierre de canteras que pueda afectar en menor porcentaje a los pobladores y viviendas aledañas.
1.2 PROBLEMÁTICA
En el informe que el Perú presentó a la Convención Marco de las Naciones Unidas sobre Cambio Climático (UNFCCC), el MINAM (Ministerio del Ambiente) reconoció que el 70% del volumen de desperdicio recolectado a nivel nacional es depositado en botaderos no autorizados o incinerado directamente, lo cual propicia la emisión de dióxido de carbono (CO2) y de gas metano (21 veces más contaminante que el CO2).
Cuadro N° 1.1: Composición porcentual de Residuos Sólidos en el Perú.
Tipos de residuos Porcentaje (%)
Materia orgánica 50.4
Material inerte 8.07
Residuos sanitarios 6.89
Bolsas 4.41
Papeles 3.96
Plástico PET 3.63
Cartón 3.48
Vidrios 3.05
Madera Follaje 2.97
Metales 2.64
Plástico duro 2.48
Telas, textiles 1.61
Caucho, cuero y jebe 1.25
Tecnopor y similares 0.78
Restos de medicina, focos 0.55
Fuente: Quinto informe Nacional de Residuos Municipales y no Municipales (MINAM 2013).
El Plástico PET puede ser acopiado para su reutilización, si se realiza una adecuada campaña de educación en la población se puede optimizar la recolección de residuos plásticos y de esta forma lograr incrementar la vida útil de los rellenos sanitarios además de evitar la proliferación de botaderos informales.
La reducción en la producción de residuos, el reciclado de los materiales reutilizables y la correcta disposición final de los residuos no pueden aplicarse para un nuevo uso, se proyectan como las mejores soluciones posibles dentro de esta problemática. El reciclado es además la mejor forma de minimizar la extracción y sobreexplotación de materias primas.
La necesidad de un adecuado programa de reciclado y la búsqueda de materiales más ligeros y con mejor rendimiento en la construcción, impulsan la necesidad de realizar una investigación para ver el comportamiento del concreto con la adición de Plástico PET reciclado y su aplicación en elementos prefabricados. La mayor parte de las investigaciones realizadas no se han enfocado en el comportamiento de elementos prefabricados de concreto con la incorporación de Plástico PET como sustituto parcial del agregado.
El Perú no cuenta con un programa eficiente de reutilización de materiales PET, situación que contribuye a que estos desechos terminen en rellenos sanitarios donde el compactado y tratamiento de los mismos no es adecuado, ocupando un volumen innecesario que podría ser destinado para otros productos.
para la construcción, más livianos, más económicos y con propiedades físicas que cumplan los requisitos mínimos exigidos por las normas de construcción.
Ante el panorama anterior y dado que la población necesita viviendas más accesibles se requiere contar con materiales de construcción más livianos, ecológicos y económicos, con una resistencia térmica suficiente; una alternativa para ello es la utilización de material Plástico PET desechado como agregado en la elaboración de prefabricados tales como bloques de construcción ecológicos, obteniendo un producto útil para la sociedad, contribuyendo a disminuir el déficit habitacional e impulsando las tecnologías ambientalistas dentro de la industria de la construcción buscando contribuir con la descontaminación el medio ambiente.
1.3 OBJETIVOS
1.3.1 Objetivo General
Elaborar elementos prefabricados de concreto utilizando material reciclado de Plástico PET para el uso en edificaciones, a fin de lograr el objetivo, se tomará en cuenta cada uno de los resultados de diseño que cumplan con los estándares del mercado.
1.3.2 Objetivos Específicos
Determinar las propiedades físicas y mecánicas del producto elaborado, para efectos de aplicar nuevas tecnologías en la construcción.
Evaluar la relación costo beneficio como material de construcción frente a los materiales convencionales.
Determinar el análisis de costo del elemento prefabricado propuesto en la investigación.
1.4 HIPÓTESIS
CAPÍTULO II
CAPÍTULO II: FUNDAMENTO TEÓRICO
2.1 ORIGEN DEL PLÁSTICO
El Plástico fue presentado en un concurso realizado en Estados Unidos en 1860 como un nuevo material para reemplazar el uso del marfil en fabricación de bolas de billar, un material resistente y maleable con una variedad de usos para la industria automotriz, electrodomésticos, utensilios, industria óptica y demás áreas.
A principios del año 1900 se descubren nuevos elementos Plásticos derivados del petróleo cuyas cadenas están compuestas por moléculas más básicas llamadas monómeros, sin embargo no hasta 1953 que Karl Ziegler descubre que al añadir a la mezcla de monómeros sales de metales como el titanio o el circonio podían actuar como catalizadores los cuales aceleraban el proceso de reacción química en la cadena, es por este descubrimiento que en el año 1973 Ziegler y Natta recibieron el premio Nobel de química por sus aportes en el área de la química y tecnología de los polímeros.
Hasta mediados del año 1970 los envases contenedores de productos y bebidas comerciales eran de vidrio, sin embargo, su alto costo de producción y la fragilidad de estos envases impulsó la búsqueda de nuevos sustitutos componentes para la fabricación de envases, que fueran flexibles, resistentes y con bajo costo de producción, es en este punto donde el Plástico PET inicia un crecimiento sostenido de producción como reemplazo del vidrio tradicional.
El Plástico PET pertenece al grupo de los polímeros, los cuales están definidos como macromoléculas compuestas y que contienen Hidrógeno y Carbono como parte de estructura. La estructura básica de un polímero es la de una cadena de monómeros que son unidades químicas más pequeñas.
2.1.1 Propiedades de los Plásticos
Al ser un grupo derivado del petróleo y tener como componente principal en su estructura al Carbono, se encuentra una amplia gama de productos de Plástico con diferentes propiedades en su estructura tales como los termoestables y los termoplásticos, por mencionar dos ejemplos.
Suelen ser impermeables.
Buenos aislantes eléctricos, gracias a que no tienen una estructura iónica.
Baja conductividad térmica y acústica, aunque un gran porcentaje de estos no resisten temperaturas elevadas.
Resistentes a la corrosión, gracias a la ausencia de poros y a la falta de reacciones iónicas, por esta razón tienen mucha resistencia al ataque de microorganismos.
Un gran porcentaje de los Plásticos poseen resistencia al fuego, así como una dificultad grande para biodegradarse.
2.1.2 Residuos de Plástico a nivel nacional
De acuerdo con la Dirección General de Gestión de Residuos Sólidos del Minam, solo en Lima Metropolitana y el Callao se producen 886 toneladas de desperdicios Plásticos cada día, y la cifra va incrementándose cada año debido al crecimiento de la población y al dinamismo económico de consumo en el país. Estos materiales no justifican su uso y utilidad con la degradación que tarda entre 100 y 500 años, además del hecho de que muchos de los desperdicios terminan en el litoral y son arrastrados por las corrientes marinas que forman remolinos y acumulan grandes formaciones de desperdicios Plásticos en el hemisferio como sucede en el caso de una isla ubicada entre las costas de Hawái y California, isla de desperdicios Plásticos con más de 1.6 millones de km2, una extensión de casi tres veces el tamaño de Francia.
En el cuadro Nº 1.1 se observa que la producción de residuos Plásticos equivales al 11.30% del total de residuos generados a nivel nacional en año 2013.
En el año 2016 según el Minam (Ministerio del Ambiente) dentro de la producción de residuos sólidos se tuvo una producción diaria de 886 toneladas de residuos Plásticos dentro de los cuales un 43% son de bolsas plásticas, 25% de botellas de bebidas, lácteos y productos químicos de limpieza, 7% de envases de Tecnopor y el 25% de Plásticos utilizados en el hogar y la industria.
2.1.3 Proceso de reciclado en Plásticos
próximos cinco años (Fuente: Comité de Plásticos de la Sociedad Nacional de Industria).
Es visible el crecimiento de la industria del Plástico en el país, no sucede lo mismo con el acondicionamiento de rellenos sanitarios en el Perú, un país donde se desecha el 85% de los residuos sólidos a comparación de otros países donde el 55% de los residuos son reutilizados y reciclados, según OEFA (Organismo de Evaluación y Fiscalización Ambiental), el Perú solo cuenta con doce rellenos sanitarios a nivel nacional hasta el año 2014, de los cuales cuatro se encuentran ubicados en el Departamento de Lima, teniendo un déficit de 270 rellenos sanitarios a nivel nacional al año 2017.
El déficit de acondicionamiento de rellenos sanitarios incentiva la aparición de botaderos ilegales que según cifras del Ministerio del Ambiente llegan a ser 1200 botaderos informales a nivel nacional. La producción de residuos Plásticos en el país alcanza el 11.30% de los residuos totales producidos a nivel nacional, de todos los desperdicios Plásticos solo el 15% de este volumen logran ser recolectados y reciclados.
El reciclaje permite la reutilización de los residuos materiales en nuevas actividades, aportando a la conservación y cuidado del medio ambiente gracias a que se elimina la explotación de materias primas y permite un nuevo uso a esos residuos procesados en nuevas aplicaciones. Para poder reciclar estos desperdicios Plásticos se utilizan cuatro procesos conocidos y estandarizados los cuales son:
a) Reciclaje primario:
Este proceso consiste en la conversión final de los desperdicios Plásticos en productos y artículos con idénticas propiedades físicas y químicas que el material reciclado original. Usualmente este proceso es aplicado en materiales termoplásticos como el PET (Polietileno Tereftalato), PS (Poliestireno) y otros materiales de esta categoría.
parecidos a las escamas de un pez. Después de este proceso se procede con la limpieza de los gránulos para luego ser fundidos y cortados en pequeñas partículas llamadas pellets.
b) Reciclaje secundario
En este tipo de reciclaje secundario el tratamiento que se da a los residuos Plásticos es el de mezclarlos todos, eliminando el proceso de disgregación y limpieza e iniciar directamente con el proceso de granulado, para luego fundirlos y obtener como resultado productos y artículos con diferentes formas y una mayor variedad de aplicaciones, con propiedades que son inferiores al producto original, un ejemplo de este tipo de reciclaje secundario son los Plásticos termoestables, que se caracterizan por tener un color opaco y poca acción con el aumento de temperatura, en contraparte del grupo de los termoplásticos, que presentan maleabilidad o comportamiento Plástico con temperaturas elevadas. Este proceso de reciclaje es muy popular en la industria automotriz y se estima que el 20% de estos Plásticos pueden ser reciclados de esta forma.
c) Reciclaje terciario
Este proceso de reciclado terciario o químico degrada el polímero a compuestos químicos más cortos y con naturaleza combustible. Es distinto a los dos primeros procesos puesto que, además de los cambios físicos en los dos primeros, requiere de cambios químicos en la estructura del residuo.
Se presentan dos métodos principales en la aplicación de este reciclaje terciario: La pirolisis y la gasificación. En la pirolisis se recupera el material inicial o primario de los Plásticos, de manera de que se puedan volver a reagrupar a los polímeros y monómeros componentes con menos contaminación y propiedades similares; y en la gasificación se busca obtener gases mediante el calentamiento de los residuos que puedan ser usados en la generación de electricidad, obtención del metanol y del amoniaco como ejemplo común,
d) Reciclaje cuaternario
de energía, sin embargo, una consecuencia es la producción de gases altamente contaminantes para el medio ambiente como es el caso del CO2.
2.1.4 Clasificación del Plástico y sus aplicaciones
Los Plásticos tienen grupos definidos y clasificados por los componentes agregados a su estructura, por mencionar algunos como el PET, utilizado en la producción de envases para líquidos, el PVC utilizado en la construcción como componentes de las redes de saneamiento en ciudades y viviendas, el Poliestireno utilizado para la fabricación de envases para productos alimenticios y otros. A continuación, se presenta la tabla Nº 2.1, que presenta un resumen de la clasificación de grupos, su simbología y las aplicaciones de estos Plásticos en los diversos sectores industriales, dados por la Sociedad de la Industria del Plástico cuyas siglas en ingles es SPI.
Tabla Nº 2.1: Código SPI de los Plásticos reciclables.
NOMBRE SÍMBOLO CLAVE PRINCIPALES APLICACIONES
Polietilen-tereftalato
PET o
PETE 1
Envases para bebidas, electrodomésticos, industria textil.
Polietileno de alta densidad
PEAD o
HDPE 2
Envases y empaques, aislantes, industria eléctrica, sector automotriz, entre otros .
Policloruro de
vinilo PVC 3
Tubería, botellas , película y lámina, calzado, película, recubrimiento de cable, loseta, etc.
Polietileno de
baja densidad LDPE 4 Películas y bolsas transparentes, tuberías.
Polipropileno PP 5
Película, rafia, productos médicos, juguetes,
recipientes para alimentos, cajas, hieleras,
automotriz, electrodomésticos, entre otros.
Poliestireno PS 6 Envases de productos alimenticios, edificación,
carcazas, juguetes, etc.
Otros Otros 7
Todas las demás resinas y material son
multilaminados. Son utilizados en productos que no tienen grandes especificaciones (Defensas de autos, postes, etc.)
Fuente: http://www.plastico.com/temas/America-Latina-muestra-avances-en-reciclaje-de- Plásticos-recuperados
clasificaron el producto como un polímero para la manufactura de fibras sintéticas, debemos recordar que era una época de guerra y se buscaba el sustituido ideal del algodón proveniente de Egipto. Sin embargo, su principal mercado fue la fabricación de envases Plásticos para bebidas gaseosas impulsando la industria del Plástico PET (Tereftalato de Polietileno) a partir del año de 1976, y desde ese año esta industria ha presentado un crecimiento sostenido y con mayor presencia a nivel mundial.
Por su color transparente es el material preferido para ser usado en la producción de bebidas gaseosas, envases de alimentos, limpiadores químicos, y a partir del año 2000 se inició una campaña de promoción en la venta de cerveza contenida en botellas de Plástico PET.
El Plástico PET es un polímero resultante del proceso de poli condensación entre el etilenglicol y el ácido tereftálico. Es un material termoplástico, y como tal puede ser procesado mediante la extrusión, inyección y soplado, y termo conformado.
La ilustración de la fórmula del Tereftalato de Polietileno (PET) se ve resumida en la Figura Nº 2.1
Figura Nº 2.1: Fórmula química del Tereftalato de Polietileno Fuente: http://www.quiminet.com/pr2/botellas%2Bpet.html.27
Figura Nª 2.2: Símbolo del tereftalato de polietileno Fuente: http://www.quiminet.com/pr2/botellas%2Bpet.html.27
El Plástico PET reciclado es obtenido fundamentalmente de la recolección de envases de las botellas plásticas las cuales son populares debido a su bajo costo de producción y practicidad de uso, lo que impulsa su crecimiento en volumen año a año en todo el planeta tierra.
2.2.1 Propiedades del Plástico PET
El plástico PET tiene características físicas que lo hacen atractivo para la industria de las bebidas, y en general para los sectores de distribución masiva de productos líquidos, puesto que dentro las especificaciones técnicas del plástico PET, se pueden encontrar propiedades como buena resistencia, es un material inerte para muchas reacciones químicas debido a su naturaleza orgánica y no iónica, conserva los sabores originales sin contaminar ni reaccionar con el producto, y quizá la cualidad más importante de este material es su bajo costo de producción.
El plástico PET presenta algunas características positivas y apreciadas como un material de bajo costo de producción:
Debido a que no posee poros en su estructura, tiene un buen desempeño frente a gases como el CO2, O2 y la humedad externa.
Su brillo y aspecto cristalino, ideal para la preferencia visual del consumidor cuando se desea mostrar el producto primario.
Alta resistencia a esfuerzos y desgaste permanente por su rigidez y dureza.
No toxico, puesto que no suele reaccionar con el contenido líquido, logrando conservar el aroma y sabor del producto.
Alta resistencia al plegado.
Posee impermeabilidad.
Baja densidad, que es conveniente para el usuario final puesto que casi elimina el peso muerto en el producto.
Es un material reciclable y reutilizable si se aplican los procedimientos correctos.
Y como todo producto, también cuenta con algunas desventajas como, por ejemplo:
Tiene un periodo largo de degradación en el ambiente, con lapso de 500 años para biodegradarse.
Es un contaminante visual importante debido al inadecuado tratamiento y deficiencias en el proceso de reciclado.
2.3 PLÁSTICO PET Y EL IMPACTO EN EL MEDIO AMBIENTE
La producción de botellas de plástico PET a nivel mundial ha crecido 12 veces desde su aparición en los años 70, y la proyección a futuro no es nada alentadora, según la agencia Green Peace cada minuto se fabrican un millón de botellas de plástico en todo el mundo. Solo en el año 2016 se vendieron más de 480 mil millones de botellas de plástico para bebidas a nivel mundial, y se pronostica que para el año 2021 los porcentajes de crecimiento actual podrían llegan a ser 583 mil millones de botellas de plástico PET de acuerdo al estudio realizado por Euromonitor International.
Se prevé que en el año 2050 el residuo plástico vertido en los océanos pesará más que el peso de los peces contenidos en ellos. En el ámbito latinoamericano, el país con mayor crecimiento de la industria del plástico PET es México, se calcula que cada habitante realiza un desperdicio anual de 6.5 kg de PET lo equivale al peso de 195 botellas de plástico, con una producción mensual de 7000 toneladas de plástico PET, lo que se convierte en un problema para ese país.
2.4 LA CONSTRUCCIÓN Y EL PLÁSTICO PET
Debido a los grandes volúmenes de residuos plásticos se han realizado investigaciones con diversos enfoques para tratar de dar una solución a este problema que crece año a año.
En Colombia, como un ejemplo, un estudio de la Pontificia Universidad Javeriana plantea como una alternativa de construcción a la falta de viviendas el uso de botellas de plástico PET con relleno de tierra, como un método para aprovechar las propiedades físicas de los residuos de plástico PET. Estas construcciones aprovechan la dureza, el aislamiento térmico y bajo costo del plástico PET, sin embargo, una de las limitaciones más importantes que presenta es la falta de reglamentación para determinar el comportamiento del sistema.
En Argentina, una investigación llevada a cabo en el Centro Experimental de la Vivienda Económica de Córdoba, desarrolló elementos con composición de diferentes tipos de plástico a base de cemento, los elementos a estudiar fueron placas y ladrillos para cerramientos no portantes en viviendas de bajo costo. Las conclusiones finales de la investigación establecen que, un prefabricado con la adición de plástico PET cumple con los requisitos de la norma argentina a diferencia de los elementos con adición de plástico de envolturas, esto se debe a diversidad de espesores y características en sus propiedades. Esto no sucede con el plástico PET, puesto que presenta un comportamiento homogéneo en cada una de las partículas.
En Filadelfia, la Universidad de Temple inició una investigación para asfalto a base de residuos de plástico PET combinado con tierra, el resultado fue un material duro y permeable, este invento recibió por nombre “Plastisoil”, la investigación busca masificar su producción y así aportar más alternativas en la reutilización de los residuos plásticos.
CAPÍTULO III
CAPÍTULO III: MATERIALES DEL COMPONENTE DEL CONCRETO
En el capítulo se determinarán y analizarán las propiedades físicas de agregados mediante ensayos establecidos en la Norma Técnica Peruana (NTP) y las características y propiedades del Plástico PET reciclado.
3.1 AGREGADO FINO
La Norma NTP 339.047:2006 describe que el agregado fino es un agregado artificial que resulta de la disgregación natural de las rocas, estas partículas poseen un diámetro menor al tamiz normalizado 9.50 mm (3/8 pulg.) además de cumplir los límites que se encuentran establecidos en la norma ASTM C33:2011 para el huso granulométrico.
El agregado fino utilizado en el presente trabajo proviene de la cantera de Trapiche, por la gran aceptación y homogeneidad del material proveniente de esta cantera.
3.1.1 Propiedades Físicas del Agregado Fino
Las propiedades físicas en el agregado fino serán identificadas y analizadas bajo ensayos y procedimientos estipulados dentro de la norma técnica peruana.
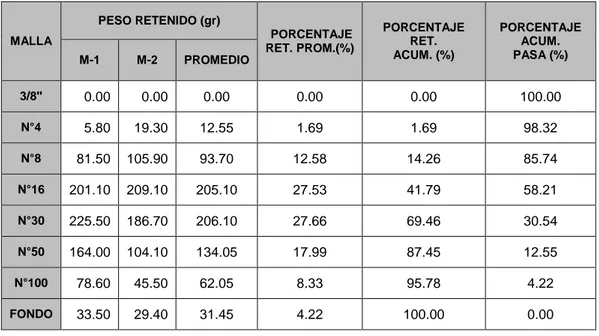
3.1.1.1 Análisis Granulométrico del Agregado Fino (NTP 400.012:2013)
Figura Nº 3.1 Ensayo granulométrico del agregado fino.
Si existen variaciones muy pronunciadas en la granulometría de los agregados finos, pueden ocasionar alteraciones en la homogeneidad del concreto de diseño. El agregado fino no deberá superar el 45% del peso total en dos tamices consecutivos. La ASTM C33:2011 brinda las fronteras porcentuales entre las cuales debe de encontrarse la curva granulométrica del agregado fino como se observa en la tabla Nº 3.1.
Tabla Nº 3.1: Límites granulométricos para el agregado fino
Tamiz Porcentaje que Pasa (%)
9,5 mm (3/8 pulg) 100
4,75 mm (No. 4) 95 a 100
2,36 mm (No. 8) 80 a 100
1,18 mm (No. 16) 50 a 85
600 µm (No. 30) 25 a 60
300 µm (No. 50) 05 a 30
150 µm (No. 100) 0 a 10
Fuente: ASTM C33:2011.