Optimización del circuito de flotación de la planta concentradora San Genaro de la Empresa Minera Castrovirreyna
158
0
0
Texto completo
(2) PRESENTACION. Señor Decano de la Facultad de Ingeniería de Procesos, Señor Director de la Escuela Profesional de Ingeniería Metalúrgica, Señores Miembros del Jurado, pongo a consideración de ustedes el siguiente borrador de Tesis, con el cual pretendo optar el Título Profesional de Ingeniera Metalurgista. El presente plan titulado “OPTIMIZACIÓN DEL CIRCUITO DE FLOTACIÓN DE LA PLANTA CONCENTRADORA SAN GENARO DE LA EMPRESA MINERA CASTROVIRREYNA” se desarrolla de la siguiente manera:. En el primer capítulo defino el problema, la justificación, antecedentes, hipótesis, objetivos y procedimiento, además de la ubicación, reseña histórica del asiento minero y caracterización del mineral. En el segundo capítulo se hace la descripción de las operaciones de la Planta en las diferentes etapas del procesamiento de minerales y consideraciones generales acerca de flotación. En el tercer capítulo se desarrolla las pruebas experimentales que se plantean para el circuito de flotación, analizando la significancia de las variables a fin de optimizar el proceso. En el cuarto capítulo se hace la evaluación del costo del proyecto mediante la obtención de resultados y finalmente un resumen del costo de operación. Finalmente se coloca las conclusiones, las recomendaciones, la bibliografía y anexos.. Bachiller Mireya Mariela Mamani Añamuro.
(3) DEDICATORIA A mis padres Mario Ángel Mamani Cari y Sebastiana Añamuro Callo y a mi hermana Kimberli por su apoyo incondicional para la realización del presente trabajo..
(4) AGRADECIMIENTO Agradezco a la Universidad Nacional de San Agustín por darme la oportunidad de formarme profesionalmente con valores y principios para poder afrontar el mundo laboral de hoy..
(5) INDICE DEL CONTENIDO CAPITULO I GENERALIDADES 1.1 Definición del problema……..…………………..…………………….………….....Pág. 1 1.2 Justificación…………..………………………...………………...….……………….Pág. 1 1.3 Antecedentes………..……………...…………………….………………..…………Pág. 2 1.4 Objetivos…………..….………………………….……………………………...…....Pág. 3 1.4.1 Objetivo general……………………………….…………………………………Pág. 3 1.4.2 Objetivos específicos…………………..……….…………………………........Pág. 3 1.5 Hipótesis……………………...………………………...……………………………..Pág. 3 1.6 Procedimiento…………………………..………………..……….…………………..Pág. 4 1.7 Ubicación del Asiento Minero……..…..…………………………………….………Pág. 4 1.8 Reseña Histórica………..……………………………….…………….……….........Pág. 8 1.9 Caracterización del mineral……………...…………….………………….……......Pág. 9. CAPITULO II DESCRIPCION DE LAS OPERACIONES ACTUALES 2.1 Flow Sheet de la Planta…...……………………….…………………...…………….......…Pág. 12 2.2 Descripción de las secciones del Proceso………………..………………………….........Pág. 15 2.2.1 Extracción y recepción de mineral…….....………………………..………………...Pág. 15 2.2.2 Chancado…………...…………………..................................................................Pág. 15 2.2.2.1 Reducción de tamaño………................................................................Pág. 15 2.2.2.2 Etapas de chancado..………................................................................Pág. 15 2.2.2.2.1 Chancado Primario………….………...............................................Pág. 16 2.2.2.2.2 Chancado Secundario….…............................................................Pág. 16 2.2.2.2.3 Chancado Terciario…....….…..…...............................................Pág. 16.
(6) 2.2.3 Molienda…………………….........................................................................................Pág. 16 2.2.3.1 Molienda Primaria………....................................................................Pág. 16 2.2.3.2 Molienda Secundaria……………………….…………..…...………..….Pág. 17 2.2.3.3 Molienda Terciaria y/o remolienda……………….………….…….…....Pág. 17 2.2.4 Flotación………………………………………………………..…………………….Pág. 17 2.2.5 Espesamiento y Filtrado……………...…………………………………………….Pág. 18 2.2.6 Relleno Hidráulico y Tratamiento de Relave………….……………...…………..Pág. 19 2.3 Consideraciones generales sobre Flotación……………………..………………………Pág. 20 2.3.1 Teoría de la Flotación…….......…………….………………….…………………..Pág. 21 2.3.1.1 Teoría Química……………..………………………………………...........Pág. 22 2.3.1.1.1 Xantatos………………………..………………………...........Pág. 22 2.3.1.2 Teoría de Semiconductores…………………….………….…...………...Pág. 24 2.3.1.3 Teoría de la AdsorciónFísica………………………....……...….….....…Pág. 27 2.3.2 Definición de términos……........................……………………..…………...…...Pág. 28 2.3.2.1 Flotación por espuma….………………………………………...…...……Pág. 28 2.3.2.2 Flotación bulk………..…………....................………………….…...……Pág. 28 2.3.2.3 Flotación diferencial…….….….……...………………...……….…...……Pág. 28 2.3.3 Mecanismo de Flotación…….......……………………….…….…………...……..Pág. 29 2.3.3.1 Interfase mineral_agua y la doble capa eléctrica…………………….…Pág. 29 2.3.4 Reactivos de Flotación…….......………….…..……………………….…………..Pág. 30 2.3.4.1 Colectores………………………………………………..……………...…Pág. 31 2.3.4.1.1 Colectores no aniónicos…………....……………………...........Pág. 32 2.3.4.1.2 Colectores aniónicos………….…....……………………...........Pág. 32 2.3.4.1.3 Colectores catiónicos…………………………....………...........Pág. 32 2.3.4.2 Espumantes………….…..…..…….….......…………………………......Pág. 33 2.3.4.2.1 Acción del espumante……………………....…....………..........Pág. 33.
(7) 2.3.4.3 Modificadores o reguladores…...………..…….………………..…....…Pág. 34 2.3.4.3.1 Depresores………………..……………...…....………...........Pág. 34 2.3.4.3.2 Activador…………………………..……...…....………...........Pág. 35 2.3.4.3.3 Modificador de PH……………………….…....………...........Pág. 35 2.3.4.3.4 Adsorción……………….…………...….…....……….............Pág. 37 2.3.5 Cinética de Flotación…….......………………..….….....…….…………...……..Pág. 38 2.3.5.1 Teoría de cinética de Flotación……………...…….……….……...…Pág. 38 2.3.6 Mecanismo de fijación de un sólido a una burbuja de aire……………….…..Pág. 40 2.3.6.1 Fijación por colisión…...………………….…...….………………...…Pág. 40 2.3.6.2 Germinación de gas disuelto sobre la superficie de las partículas…...……………………………………………………………...…...…Pág. 41. CAPITULO III APLICACIÓN DE LAS PRUEBAS EXPERIMENTALES. 3.1 Procedimiento experimental a escala laboratorio……..………………....……………..Pág. 42 3.1.1 Materiales y equipos………………………………..………………………..…...Pág. 45 3.1.1.1 Reducción de tamaño…………..…………..……………………..…...Pág. 45 3.1.1.2 Flotación…………………………….…..……………………….....…...Pág. 45 3.1.2 Prueba de Flotación estándar…………...…………….……………………..….Pág. 46 3.1.3 Prueba de Pre Flotación de NF……….……………………..………………….Pág. 47 3.1.3.1 Selección de variables….………...…...............……….…………….Pág. 47 3.1.3.2 Prueba de normalidad…………………..……..………….…………..Pág. 48 3.1.3.3 Diseño Plackett y Burman………………….…………….…………..Pág. 49 3.1.3.4 Modelo Matemático…………………………………………………...Pág. 51 3.1.3.5 Selección de variables significativas – Software Minitab…………Pág. 53.
(8) 3.1.3.6 Optimización de la pre flotación NF por el método de Diseño Hexagonal…………………………………………………......…Pág. 57 3.1.3.6.1 Análisis de significancia de los coeficientes…....……….….Pág. 63 3.1.3.6.2 Evaluación del modelo matemático……....…………...….....Pág. 65 3.1.3.6.3 Análisis de máximos y mínimos.….……………...……….....Pág. 68 3.1.3.6.4 Soluciones optimas……………..……………….………........Pág. 69 3.1.3.6.5 Análisis de resultados óptimos – Software Minitab………………………….…………………………….…...…...…..Pág. 71 3.1.4 Separación bulk NF – Pb…………………………….…………………..…………..Pág. 73 3.1.4.1 Selección de Variables…………..……………..…………...……..…....Pág. 74 3.1.4.1.1 Selección de variables significativas – Software Minitab…………………………………….……………………………..…Pág. 75 3.1.4.2 Optimización del proceso de separación bulk NF/Pb..…………...….Pág. 77 3.1.4.2.1 Análisis de resultados óptimos – Software Minitab…………………………………….……………………………..…Pág. 78 3.2 Procedimiento experimental a escala Piloto.………………………..…………..Pág. 79 3.2.1 Balance general……………………….…...…………...…..…………......Pág. 79 3.2.2 Balance flujo – masa………………………...…………………….….......Pág. 80 3.2.3 Evaluación del circuito de separación bulk NF/ Pb……......…….….....Pág. 81 3.3 Evaluación a escala Industrial…………………….……………………………….Pág. 83 3.4 Discusión de resultados……………….…………….…………………………..…Pág. 89 3.4.1 Evaluación de separación bulk NF/Pb a escala laboratorio….…...…...Pág. 89 3.4.2 Evaluación de separación bulk NF/Pb a escala piloto………...…...…..Pág. 90 3.4.3 Evaluación de separación bulk NF/Pb a escala industrial…....……..…Pág. 90.
(9) CAPITULO IV EVALUACION DE COSTO DEL PROYECTO 4.1 Evaluación económica…………………………..………………….……………………..Pág. 91 4.1.1 Costo de inversión…………………….……...…..……………..………………..Pág. 91 4.1.2 Consumo de reactivos y costo de operación……………………………..……Pág. 92 4.1.3 Consumo de energía………………….…………………….………………..…..Pág. 92 4.1.4 Mantenimiento y sus costos…………...………………….……………………..Pág. 92 4.1.5 Personal………………………………………………………….....……………..Pág. 92 4.2 Resumen de costos de operación…………..……………………..……………………..Pág. 93 4.3 Valor de ventas……………………………………..……………………………………...Pág. 95 CONCLUSIONES………………………………..…………..……………….....……………..Pág. 96 RECOMENDACIONES………………………..…………….…………….……...…………...Pág. 97 BIBLIOGRAFIA……………………………..………………...……………….………………..Pág. 98 ANEXOS…………………………………..…………………..……………….………………..Pág. 99.
(10) INDICE DE FIGURAS Figura N° 1 Ubicación del proyecto en coordenadas UTM…………………......................Pág. 4 Figura N° 2 Mapa de ubicación de la Compañía Minera Castrovirreyna UEA San Genaro………………………………..…………………………………………………....….Pág. 5 Figura N° 3 Rutas de acceso al proyecto…………………………...…………..…………......Pág. 5 Figura N° 4 Distancias a los poblados más cercanos………………………….……….........Pág. 6 Figura N° 5 Plano de ubicación y acceso a Mina San Genaro…………………………..…..Pág. 7 Figura N° 6 Pirita (py) incluida en gangas (GGs) y cobres grises (CGRs) reemplazados por esfalerita (ef)……………………………..……………………….................Pág. 9 Figura N° 7 Tetraedrita (td) asociada con tennantita (tnn) en porosidad de cuarzo (cz)………………..…………………………………………………………………...Pág. 10 Figura N° 8 Baumstarkita (AgSbS2) con pirita y miargirita e impurezas de As……………………...…………………………..……………….……..…........Pág. 10 Figura N° 9 Cobres grises (CGRs) con inclusiones de pirita (py) y reemplazada a su vez por sulfosales de plata (SFSs_Ag).………………………………….Pág. 11 Figura N° 10 Tetraedrita (td) y Tennantita (tnn) asociadas, con inclusiones de Pirita (py) y reemplazadas por Baumstarkita (bmst)……………..........Pág. 11 Figura N° 11 Presa de Relaves Compañía Minera Castrovirreyna UEA San Genaro……………………………..………………………………………………..…Pág. 19 Figura N° 12 Origen de la tensión superficial…………………………..………………….....Pág. 36 Figura N° 13 Esquema idealizado de la doble capa eléctrica para la galena suspendida en agua ………………………………………...…………………...…..…Pág. 37 Figura N° 14 Circuito de pre flotación NF al inicio del procesos……………...………....…Pág. 46 Figura N° 15 Grafico de probabilidad normal....................................................................Pág. 48 Figura N° 16 Diagrama Pareto del efecto de las variables significativas..........................Pág. 54.
(11) Figura N° 17 Grafica de contorno del desplazamiento de Pb vs MIBC, tiempo de acondicionamiento…………..……………………….………………………...…...Pág. 54 Figura N° 18 Grafica de contorno del desplazamiento de Pb vs tiempo de flotación, tiempo de acondicionamiento……………..…………………….………..……...…Pág. 55 Figura N° 19 Grafica de superficie del desplazamiento del Pb vs MIBC, tiempo de acondicionamiento………………..…………………………………….………......Pág. 55 Figura N° 20 Grafica de superficie del desplazamiento del Pb vs tiempo de flotación, tiempo de acondicionamiento………………..…...…….……..............Pág. 56 Figura N° 21 Diseño Hexagonal………………………………………...………………..……Pág. 57 Figura N° 22 Grafica de contorno de recuperación de Pb vs MIBC, tiempo de acondicionamiento…………………………………………………………...........Pág. 72 Figura N° 23 Grafica de superficie de recuperación del Pb vs MIBC, tiempo de acondicionamiento……………………..……………………………..……….........Pág. 72 Figura Nº 24 Circuito de separación bulk NF/Pb…….…………..……..………...…..……..Pág. 73 Figura Nº 25 Diagrama Pareto de significancia de variables en la separación bulk NF/Pb…….……………………………….…………………………...……..Pág. 76 Figura N° 26 Diagrama del circuito de separación bulk NF/Pb (I)…………………..….....Pág. 84 Figura N° 27 Diagrama del circuito de separación bulk NF/Pb (II)…………………...….Pág. 86 Figura N° 28 Diagrama del circuito de separación bulk NF/Pb (III)……………..…..….....Pág. 88 Figura N° 29 Circuito de separación Bulk NF/Pb………………..…………………....…..…Pág. 94.
(12) INDICE DE TABLAS Tabla N° 1 Tonelajes tratados, Enero 2012 a Abril 2013………….………………..……Pág. 02 Tabla N° 2 Consumo de reactivos en circuito de flotación……………………..…...…...Pág. 18 Tabla N° 3 Resultados de flotación estándar de laboratorio……………........................Pág. 46 Tabla N° 4 Los valores normales vs observaciones….………………………………......Pág. 48 Tabla N° 5 Niveles (-1) (+1) de variables a considerar…………………………….…......Pág. 49 Tabla N° 6 Resultados de efectos de las variables en la Pre flotación NF………………………………………………………………………….…....Pág. 50 Tabla N° 7 Resultados de varianza y cálculo de F de Fisher….………………..…..…...Pág. 51 Tabla N° 8 Variables significativas para el proceso de optimización del circuito de Pre Flotación NF……………….…………………………………………………Pág. 58 Tabla N° 9 Matriz de diseño a escala codificada para el diseño de optimización…………….………………..…………………………...……….......Pág. 59 Tabla N° 10 Datos del modelo a escala natural…..……….…..……...………….…......Pág. 62 Tabla N° 11 Datos del centro del diseño experimental…………..………………..……...Pág. 64 Tabla N° 12 Datos de la desviación estándar del diseño………..………………..……...Pág. 65 Tabla N° 13 Valores pre dichos o estimados de la Regresión………………..………….Pág. 67 Tabla N° 14 Resultados del modelo ajustado a los datos experimentales……………….…………………………………….………………..…Pág. 68 Tabla N° 15 Valores superiores e inferiores de las variables a considerar en la separación bulk NF/Pb………………………………………...……….....Pág. 74 Tabla N° 16 Resultados de efectos de las variables en la separación bulk NF/Pb……………………………….…………………………………………….…....…Pág. 74 Tabla N° 17 Nivel superior e inferior de las variables significativas para la optimización del proceso de separación bulk NF/Pb…………….………...…….Pág. 77.
(13) Tabla Nº 18 Matriz de Diseño a escala codificada para el Diseño de Optimización……………………………….…………….……………………………….……Pág. 77 Tabla Nº 19 Balance metalúrgico de operación con separación NF/Pb empleando solo flotación Rougher NF……………….………………………………..……Pág. 80 Tabla Nº 20 Balance Flujo – Masa en Concentrados y Relaves……………………….Pág. 81 Tabla N° 21 Efecto de tamaño de partícula sobre la ley y recuperación en separación NF-Pb……………………………………………………….…Pág. 82 Tabla N° 22 Balance del circuito separación NF/Pb (I)……………..…………...….…....Pág. 83 Tabla N° 23 Balance del circuito de separación NF/Pb (II)…………………….....….…..Pág. 85 Tabla N° 24 Balance del circuito de separación NF/Pb (III)………………………….…..Pág. 87 Tabla N° 25 Costo de inversión del circuito de separación NF/Pb……………..……….Pág. 91 Tabla N° 26 Consumo adicional de reactivos…………….…………………….…….…...Pág. 92 Tabla N° 27 Costos directos de operación………………………….…………..…….……Pág. 93 Tabla N° 28 Ingresos adicionales luego de la mejora…………….…………..……...…..Pág. 95. FLOWSHEET Flowsheet 2.1 Diagrama de flujo de recepción, chancado y molienda……………………………………..………………….……………...Pág. 13 Flowsheet 2.2 Diagrama de flujo del circuito de flotación Pb – Zn..............................Pág. 14. ESQUEMA Esquema N° 1 Prueba de Flotación Estándar de Laboratorio……………….…………Pág. 42 Esquema N° 2 Prueba de Pre Flotación NF en Laboratorio………………….…...……Pág. 43 Esquema N° 3 Prueba de Separación Bulk NF/Pb en Laboratorio…………….……...Pág. 44.
(14) CAPITULO I GENERALIDADES. 1.1. DEFINICION DEL PROBLEMA La Planta concentradora San Genaro de Minera Castrovirreyna tiene una recuperación del 65% de concentrado de Pb con una ley de cabeza del 0,48% de Pb. En la tabla N° 1 de la página 2 del presente Proyecto, se podrá apreciar que la recuperación del plomo en el circuito diferencial va decreciendo; esto se debe a la presencia de los Naturalmente Flotables NF presentes junto al mineral, tales como Cu, Fe, Sb, As, etc. que ingresan al circuito de Flotación perjudicando la recuperación adecuada del Pb; es por ello que en este trabajo, con el fin de optimizar la recuperación del Plomo aplicamos el diseño experimental en el circuito de flotación, analizando las variables más significativas en el proceso y obteniendo así el óptimo respectivo.. 1.2. JUSTIFICACION En los últimos años se ha avanzado en el balance y caracterización matemática de las operaciones de Flotación, en una Planta Concentradora. La técnica del diseño experimental desarrolla ecuaciones capaces de ejecutar estadísticas básicas y avanzadas que ayuden a entender un proceso y poder lograr resultados favorables en nuestro análisis. Si bien, el uso de técnicas de diseños experimentales es amplio, nuestro principal objetivo es su aplicación en la optimización de Procesos. En nuestro medio se han realizado diversas aplicaciones utilizando diseños experimentales, pero aun así por falta de estrategias adecuadas no se ha logrado concluir satisfactoriamente con la obtención de condiciones óptimas. En el Presente Proyecto se propone una estrategia de optimización eficiente mediante el uso adecuado de diseños experimentales con el apoyo de Software estadístico para una mejor interpretación de resultados.. 1.
(15) 1.3. ANTECEDENTES En la UEA San Genaro de la Empresa Minera Castrovirreyna, la ley de plomo mostró un descenso gradual a partir de Diciembre del 2012 habiendo alcanzado el mínimo de 0,48% en Marzo del 2013 tal como se muestra en la Tabla N° 1; mientras que en los meses de Enero y Febrero del 2013 fueron entre 0,53 y 0,49% de Pb, cercanas al mínimo de Marzo, así como la calidad de concentrado de 58,17% y la recuperación a 65,00%, cuando el estándar normalmente es de 70,31% de calidad y 67,80% de recuperación. Se dispuso un levantamiento de inventario de todas las operaciones y de allí se decidió hacer un plan de trabajo de optimización de cada una de las secciones; se inició con la sección molienda para posteriormente evaluar la sección de Flotación Diferencial de Pb – Zn. Los resultados explicaron de esta manera las bajas en los contenidos de los concentrados; esto se debía a que los compuestos naturalmente flotables (NF) deterioran la metalurgia del plomo, siendo un alto consumidor de reactivos, así como el Cu, Fe, As, Sb y sobre todo afectando el valor económico del concentrado de plomo Pb. Las leyes y recuperaciones de plomo reportadas en producción mensual se presentan en la tabla N° 1. Tabla N° 1 Tonelajes tratados, Enero 2 012 a Marzo 2 013. Fuente: Laboratorio químico de la Empresa Minera.. 2.
(16) 1.4 OBJETIVOS. 1.4.1 OBJETIVO GENERAL Optimizar el circuito de flotación a través de alternativas de solución con la implementación y aplicación del diseño experimental, evaluando la significancia de las variables que intervienen en el proceso y logrando la recuperación optima de la mena de Plomo. 1.4.2 OBJETIVOS ESPECIFICOS o Determinar la mejor opción para la optimización del circuito de flotación, a fin de mejorar la recuperación de Plomo. o Lograr la optimización del circuito de flotación diferencial Pb – Zn sin que signifique un gasto excesivo para la viabilizacion del proyecto. o Alcanzar porcentajes de ganancias a partir de la mejora realizada mediante la implementación del proyecto. 1.5 HIPOTESIS El uso de la estadística mediante la aplicación del diseño experimental en el análisis de las variables que influyen en el circuito de flotación del proceso de obtención de concentrados de Plomo (Pb) y Zinc (Zn), nos permite obtener el grado de significancia y la correspondiente optimización en el circuito de flotación generando beneficios metalúrgicos con un incremento de la recuperación del metal valioso.. 3.
(17) 1.6. PROCEDIMIENTO. Se evalúa el diagrama de flujo del circuito de flotación diferencial Pb – Zn para posteriormente realizar el planteamiento de los diseños experimentales. Luego de evaluar las alternativas de solución en el circuito de flotación a fin de determinar las variables más significativas en el proceso; procedemos aplicar el modelo de Plackett y Burman a fin de construir un diseño apropiado. Posteriormente se procede a la optimización por el Método de Diseño Hexagonal, el cual es muy utilizado por los investigadores para estimar modelos de segundo Orden; debido a que se obtienen resultados favorables con una cantidad mínima de corridas que permiten abaratar los gastos generados en un tiempo reducido. Finalmente se evalúa el modelo ya aprobado a escala industrial a fin de determinar las ventajas económicas, que se obtienen luego de la implementación. 1.7. UBICACIÓN DEL ASIENTO MINERO. La U.E.A. San Genaro se ubica en el departamento de Huancavelica, provincia de Castrovirreyna, distrito de Santa Ana, a 50 km al noreste de la localidad de Castrovirreyna y a una altitud de 4 700 msnm. El emplazamiento minero se extiende sobre un área de 3 915,825 has en 199 concesiones mineras y se encuentra delimitado por las coordenadas de ubicación UTM siguientes: N. E. 8 543,735. 485,128. Figura N° 1 Ubicación del proyecto en coordenadas UTM. 4.
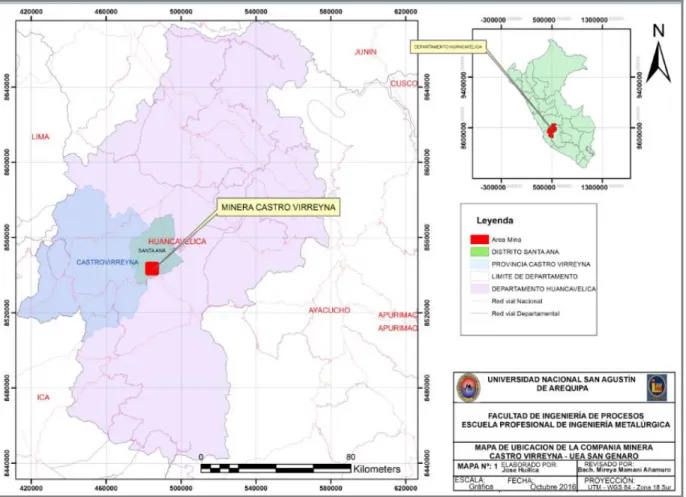
(18) Figura N° 2 Mapa de ubicación de la Compañía Minera Castrovirreyna UEA San Genaro. El acceso a la unidad se realiza por vía terrestre desde Lima mediante las siguientes rutas: RUTA. TIPO ACCESO. Lima - Pisco - Huayata – Rumichaca. Carretera Asfaltada. Santa Inés - San Genaro. Carretera Afirmada. Lima - Huancayo – Huancavelica. Carretera Asfaltada. Santa Inés - San Genaro. Carretera Afirmada. DE DISTANCIA. 445 Km. 695 Km. Figura N° 3 Rutas de acceso al Proyecto. 5.
(19) Los tramos Lima – Pisco – Rumichacay, Lima - Huancayo están asfaltados, mientras que el resto del camino es afirmado. El destino más importante desde la unidad minera, por ser capital de departamento, es la ciudad de Huancavelica ubicada a 80 km del emplazamiento. Otros pueblos cercanos a ella se muestran en la siguiente tabla: ORIGEN. Unidad Minera San Genaro. DESTINO. DISTANCIA (Km). Castrovirreyna. 50. Santa Inés. 12. Mina Caudalosa. 10. Figura N° 4 Distancias a los poblados más cercanos. 6.
(20) Figura N° 5 Plano de ubicación y acceso a mina San Genaro. 7.
(21) 1.8 RESEÑA HISTORICA. La mina San Genaro ha sido la principal productora de plata en el distrito minero de Castrovirreyna. Su producción contribuyó considerablemente a la economía del país, desde la época de la colonia, pues existen vestigios de laboreos antiguos de explotación en las vetas Quispisisa, San Julián, Bonanza y otras minas vecinas que evidencian el nivel de explotación que se alcanzó en aquella época. El mineral era beneficiado en Castrovirreyna, donde se obtenía la plata metálica motivo por el cual en el año 1 592 se fundó la ciudad de Castrovirreyna, justamente para agrupar a todos los mineros de ese entonces. En la época Republicana aparecieron los primeros pioneros de esta zona minera. Son conocidos los trabajos de Pfluker y Beartl sobre la materia. Posteriormente, en 1907, se estableció la Compañía Minera Santa Inés de Morococha S.A., actual titular de todas las propiedades mineras y con varios denuncios mineros en el área. Esta empresa, mediante contrato de exploración y explotación cede sus derechos mineros a Castrovirreyna Compañía Minera S.A., fundándose así la empresa en 1942. A partir de ese año hasta la fecha, Castrovirreyna Compañía Minera S.A., ha trabajado las concesiones cedidas, empleando mejores técnicas de explotación e impulsando la producción de metales de plata. A la fecha, se ha explotado cerca de 4 millones de toneladas de mineral, para lo cual ha sido necesario excavar más de 90 km de labores subterráneas, tanto verticales como horizontales, obteniendo más de 41 millones de onzas de plata fina. De conformidad con la legislación ambiental peruana aplicable para el sector minero, Castrovirreyna Compañía Minera S.A. elaboró el Programa de Adecuación y Manejo Ambiental de la Unidad de Producción San Genaro (PAMA) que fue presentado ante la Dirección General de Asuntos Ambientales (DGAA) en el mes de julio de 1 996 mediante recurso N° 01 080 076, y en el cual se describía las medidas destinadas a mitigar y prevenir los impactos ambientales causados por las actividades vinculadas al proceso productivo de la Unidad. Se sabe que en la zona de influencia a la unidad no existen comunidades campesinas importantes ni caseríos cercanos a ella con los cuales la empresa hubiera tenido que entablar contacto a lo largo de los años de operación por causa de problemas ambientales. En su debido momento, la empresa solo ha tenido que tomar contacto con los propietarios de los terrenos superficiales para el desarrollo de las minas Corral, Aránzazu, Rápida Milagritos, Beatricita, San Julián y Joffre.. 8.
(22) 1.9 CARACTERIZACION DEL MINERAL La UEA San Genaro pertenece al distrito minero argentífero de Castrovirreyna y está ubicada en el flanco oriental de la cordillera occidental del segmento central de los andes peruanos. Los afloramientos rocosos predominantes en la unidad son del tipo sub-volcánico y volcánico pseudo-estratificados de Edad Miocénica, Terciaria Superior (Grupo Ayacucho). Las rocas volcánicas pseudo – estratificadas poseen una disposición casi horizontal intercaladas con brechas y tufos. También se observan rocas intrusivas que afloran en forma de pequeños stocks, ocupando varios sitios de la mina San Genaro, así como la presencia de derrames andesíticos, basálticos y sedimentos continentales. En el distrito minero de Castrovirreyna, la mineralización conocida de las vetas polimetálicas es considerada del tipo LS (Low Sulfidation) de baja sulfuración (cuarzo dispuesto en todo tipo de texturas primarias, contenido de azufre total típicamente bajo 1 – 30%. Bajo contenido en metales de Pb y Zn) con notable presencia de minerales de Ag, Au, Pb, Zn, Sb, As, Fe, Cu; plata nativa, pirargirita Ag3SbS3, proustita Ag3AsS3, esfalerita ZnS, galena PbS, pirita FeS2 y calcopirita CuFeS2, estando presentes en menor cantidad minerales como argentita Ag2S, tetraedrita (Cu,Fe)12Sb4S13 y tennantita (Cu,Fe)12As4S13.. Figura N° 6 Pirita (py) incluida en gangas (GGs) y cobres grises (CGRs) reemplazados por esfalerita (ef).. 9.
(23) Figura N° 7 Tetraedrita (td) asociada con tennantita (tnn) en porosidad de cuarzo (cz).. La mineralización es más favorable en la parte céntrica de la mina y se ha emplazado en vetas, cuyo mayor valor económico es la plata y en menor cantidad el plomo y el zinc. La principal mena de plata son las especies sulfo-arseniosas y sulfoantimoniosas tales como la pirargirita, argentita y tetraedrita, todas ellas fuentes generadoras de drenaje ácido de mina. El mineral de ganga predominante es el cuarzo (de muchas variedades) pero también son comunes la rodocrosita, siderita, baritina, calcita y calizas. El estudio de los minerales se realizó por microscopia óptica a través de un Microscopio óptico Olympus de luz polarizada y un Microscopio electrónico de barrido; los cuales son fundamentales para tener una caracterización mineralógica correcta.. Figura N° 8 Baumstarkita (AgSbS2 ) con pirita y miargirita e impurezas de As. 10.
(24) Figura N° 9 Cobres grises (CGRs) con inclusiones de pirita (py) y reemplazada a su vez; por sulfosales de plata (SFSs_Ag).. Figura N° 10 Tetraedrita (td) y Tennantita (tnn) asociadas, con inclusiones de Pirita (py) y reemplazadas por Baumstarkita (bmst).. 11.
(25) CAPITULO II DESCRIPCION DE LAS OPERACIONES ACTUALES 2.1 FLOW SHEET DE LA PLANTA. 12.
(26) FLOW SHEET 2.1 DIAGRAMA DE FLUJO DE RECEPCION, CHANCADO Y MOLIENDA. 13.
(27) 14.
(28) 2.2 DESCRIPCIÓN DE LAS SECCIONES DEL PROCESO 2.2.1 EXTRACCION Y RECEPCION DE MINERAL El mineral se extrae por el Nivel 3 455 con locomotora y es recepcionado en una tolva de 80 TM de capacidad, luego por intermedio de tres fajas es transportado a una Tolva de gruesos de 2 500TM. 2.2.2 CHANCADO La operación se realiza en 3 etapas, la primera con un grizzly y una chancadora de quijada BLACK de 16”x 24” con set de 2½”; luego pasa a una zaranda vibratoria de 7' x 10' y el grueso a una chancadora cónica Symons con set de ¾”; la etapa final es un circuito cerrado con un cedazo 7' x 14' y una chancadora cónica Symons Short Head a ½”. El producto final es 95% a -½" y se almacena en un silo de 3 000TM. 2.2.2.1. REDUCCIÓN DE TAMAÑO. El mineral que llega a la planta será transportado por camiones propios y/o de terceros de 12 TM y de 20 TM, de capacidad respectivamente. El mineral proveniente de las minas será pesado y almacenado en las canchas de recepción. Los minerales gruesos serán sometidos a un proceso de reducción de tamaños menor a ½”, de tamaño antes de ingresar a la planta; de manera que los relaves a granel serán pesados y colocados en otro lugar, cerca de los tanques repulpadores, los cuales serán directamente alimentados a la planta. 2.2.2.2 ETAPAS DE CHANCADO. Los circuitos de reducción de tamaño o chancado cuenta con los siguientes equipos: . Chancadora de Quijadas BLACK de 16” x 24” Una chancadora cónica Symons Secundaria Una chancadora cónica Short Head Terciario Una Zaranda Vibratoria Dos imanes Un silo de almacenamiento de 3 000 TM Nueve fajas transportadoras de diferente longitud. 15.
(29) 2.2.2.2.1 Chancado Primario. El chancado primario la va a realizar la chancadora de quijadas de 16” x 24” que reducirá el material que tengan un tamaño máximo de 5 pulg. El producto obtenido será transportado a través de las fajas transportadoras y pasara el material por un imán, separando los materiales metálicos como uñas, clavos, pernos; para luego ser tamizado a 2½” en una zaranda Vibratoria y el grueso se hace recircular a través de una faja a la chancadora cónica Symons a chancado secundario. 2.2.2.2.2 Chancado Secundario. Luego de ser tamizado en la zaranda vibratoria a 2½”, los finos pasan a una zaranda de 3 capas para seleccionar el mineral menor a ½” y se transportan al silo de almacenamiento de 3 000 TM y los gruesos recircularan a través de la faja a la chancadora cónica en donde se tritura el mineral grueso ya chancado y a través de una faja el producto vuelve a la zaranda para ser clasificada nuevamente. Todo el material particulado previamente triturado es clasificado de acuerdo a su procedencia y muestreado antes de ingresar a la planta para saber la ley del mineral con la cual está ingresando a la Planta. 2.2.2.2.3 Chancado Terciario. El chancado terciario lo va a realizar el chancador cónico Short Head que reducirá el material que tenga un tamaño máximo de ¾” a ½”. El producto obtenido será transportado a través de las fajas transportadoras directamente al silo de almacenamiento de 3 000 TM. 2.2.3 MOLIENDA La planta cuenta activamente con 5 molinos de bolas de diferente tamaño, cuatro de 6’ x 6’ y uno de 5’ X 5’, los cuales están divididos en 3 etapas de molienda, cuya capacidad es de 180 TMD. 2.2.3.1 Molienda Primaria. Esta etapa se inicia desde el silo de almacenamiento y se trasladará el material por medio de una faja transportadora, a la etapa de molienda primaria a los molinos Marcy de 6’ x 6’, agregándole agua, para llegar a una densidad de 1 900 a 2 100 g/l y obtener un 18 % -200 malla, en la entrada de molino primario donde se agregará los reactivos en forma de solución. 16.
(30) 2.2.3.2 Molienda Secundaria. A la salida de la molienda primaria se encontrara una bomba, la cual enviara el mineral a un hidrociclón para su clasificación; el overflow será enviado a la molienda secundaria, a los molinos Allis Chalmers de 6’ x 6’ en donde se va obtener un tamaño de partícula en promedio de 55 % -200 malla a una densidad de pulpa de 1 700 g/l. 2.2.3.3 Molienda Terciaria y/o remolienda. Cabe destacar que la planta también procesa relaves pero su ingreso a la planta lo hace desde un repulpador que distribuye el material a directamente al molino terciario y/o remolienda ya que las partículas gruesas, ya tienen cierto grado de finos (60 a 70% – 200 malla). 2.2.4 FLOTACIÓN El proceso de flotación comprende los circuitos diferenciales de Pb y Zn. El circuito de plomo lo conforman: Un banco Rougher-Scavenger OK-8 “Outokumpu” de 6 celdas que hacen una capacidad total de 1 800 pies3 y, un banco Cleaner con 8 celdas Sub-A 24 de 400 pies3 dispuesto para 4 limpiezas del concentrado Rougher. El circuito de zinc comprende: Un banco Rougher-I con 4 celdas DR-180 de 700 pies3, Un banco Rougher-II con 6 celdas DR-180 de 1 050 pies3, un banco Scavenger con 8 celdas OK-8 de 1 800 pies3. Un banco Cleaner con 8 celdas Sub-A 24 arreglada para limpieza del concentrado Rougher-I y un circuito de limpieza para el concentrado Rougher-II compuesta por un banco de 8 celdas sub-A 24, una celda tanque de RCS-50 de 1 760 pies3 y 2 celdas de columna de 6’ x 45’.. 17.
(31) Los reactivos usados en los circuitos de flotación son: En el circuito de Plomo, se utiliza: . Colector Aero promotor AR-1404 Espumante H-425,. En el circuito de zinc, se utiliza como modificadores: . Cal (Modificador de PH) Sulfato de cobre (Activador de Zn) Colector el Z-11, Espumante el H-425 Quebracho (Depresor orgánico de pirita) Tabla N° 2 Consumo de reactivos en circuito de flotación REACTIVO AR –1404 H – 425 Z – 11 CuSO4 Quebracho Cal Bolas de 3” Bolas de 2” Bolas de 1”. kg/Tonelada 0,028 0,030 0,082 0,320 0,005 0,420 0,118 0,023 0,007. kg/ día 59 63 172 672 10 882 248 49 15. 2.2.5 ESPESAMIENTO Y FILTRADO El espesamiento del concentrado de zinc se hace en 01 espesador de 50’ x 10’, el rebose de este pasa a un segundo espesador 36’ x 10’ que finalmente entrega agua limpia para su reutilización. El concentrado de plomo se trata en un espesador de 20’ x 10’ el agua de rebose retorna a la flotación. El filtrado del concentrado de zinc se hace con un filtro de 8 discos x 6' de diámetro y el de plomo en un filtro de 4 discos x 6’; además se tiene en stand by un filtro de 4 discos x 9' para el zinc. La humedad final del concentrado de Zinc está en 9,5% y la del concentrado de Plomo en 9,6%.. 18.
(32) 2.2.6 RELLENO HIDRÁULICO Y TRATAMIENTO DEL RELAVE El relave de Planta es alrededor de 1 900 TMPD y se clasifica en una batería de 3 ciclones de 15” con Ápex: 2½” y Vórtex: 4”. El underflow constituye el 75% del sólido total, que se envía como relleno hidráulico a la mina, el overflow representa el 25% que se transporta por gravedad hacia la presa de relaves a través de una tubería de polietileno (HDPE) de 14”. El bombeo de relleno hidráulico a mina se hace a través de 02 bombas MARS H-180 (una de ellas instalada en interior mina) con capacidad instalada de 110 m3/hr. El volumen de almacenamiento del dique de arranque es 230 000m3 y de la presa final alcanza 792 000 m3. El dique se levanta por el método de línea central con las arenas cicloneadas del relave.. Figura N° 11 Presa de Relaves Compañía Minera Castrovirreyna UEA San Genaro. 19.
(33) 2.3 CONSIDERACIONES GENERALES SOBRE FLOTACION La Flotación es uno de los procesos más importantes en el procesamiento de los minerales, y que hacen posible la recuperación de valores de baja ley. Siempre se pensó que era un arte el lograr que una partícula se vuelva hidrofóbica, se junte a una burbuja de aire y formando un conjunto de menor densidad que el agua flote hacia la superficie. La selectividad y el desarrollo logrado finalmente en la flotación hasta nuestros días (sean la flotación de celdas de gran volumen y en columnas), hacen que estos compuestos se entiendan cada vez mejor. La flotación de minerales es un fenómeno físico-químico, usado como un proceso de concentración de minerales finamente dividido, que comprende el tratamiento físico y químico de una pulpa de mineral creando condiciones favorables, para la adhesión de partículas de un mineral predeterminado a las burbujas de aire. En este proceso que es bastante complejo, en el cual se efectúa la separación, está compuesto por tres fases: La fase líquida, generalmente agua, la cual es química y físicamente activa; la fase gaseosa, generalmente aire, la cual es relativamente simple y la fase sólida la que puede ser considerada infinitamente variable. Las partículas de aire o burbujas llevan los minerales seleccionados desde el fondo de las celdas de flotación hasta la superficie de la pulpa formando una espuma estabilizada de la cual las partículas predeterminadas son recuperadas. Para que la flotación de minerales sea efectiva, se requiere de los siguientes aspectos: Reactivos químicos.- (colectores, espumantes, activadores, depresores, pH) Componentes del equipo.- (diseño de la celda, Sistema de agitación, flujo de aire, control de los bancos de celdas, configuración de los bancos de celdas) Componentes de la operación.- (velocidad de alimentación, mineralogía, Tamaño de las partículas, densidad de pulpa, temperatura). 20.
(34) 2.3.1 TEORÍA DE LA FLOTACIÓN La flotación de minerales se ha señalado que depende de aquellas propiedades de los minerales que les permite adherirse a burbujas de aire y ser llevadas a la superficie de la pulpa. Los reactivos que se agregan a la suspensión de mineral y agua con el propósito de crear una superficie hidrófoba, se denomina colectores. Para facilitar la adhesión del colector al mineral útil y para impedir esta adhesión al mineral no valioso se agregan otros reactivos denominados activadores y depresores, estos compuestos químicos llevan el nombre genérico de modificadores. Una teoría de flotación debe explicar el mecanismo mediante el cual actúan los colectores y los modificadores, las condiciones para que un compuesto químico sea colector de un determinado mineral, y debe establecer las condiciones físico-químicas que producirán un mejor rendimiento del proceso. Los avances que se han logrado, han llevado a la concepción actual que la interacción entre el colector y la superficie del mineral, es de naturaleza electroquímica. La superficie de los sulfuros en especies oxidadas de mayor solubilidad, cumple la importante función de actuar como aceptante de electrones permitiendo la formación de disulfuros orgánicos que confieren un alto grado de hidrofobicidad al recubrimiento formado únicamente por la sal metálica del colector. De esta forma las antiguas teorías de reacción química entre el colector y el sulfuro metálico, o de simple adsorción de iones, han dejado paso a nuevas teorías, existiendo a la fecha las siguientes: - Teoría química o de oxidación superficial - Teoría de semiconductores - Teoría electroquímica - Teoría de la adsorción física.. 21.
(35) 2.3.1.1 TEORIA QUIMICA En un medio acuoso alcalino, la mayoría de los minerales sulfurados sufren un proceso de oxidación superficial. Para el caso particular de la galena, existen numerosos estudios que demuestran que en un medio acuoso su superficie estaría recubierta de especies oxidadas, especialmente de tiosulfato básico de plomo. P.L. de Bruyn and G.E. Agar [1] señalaban que la flotación es un importante ejemplo de un proceso físico-químico por el cual un sólido puede ser separado de otros sólidos que se encuentren mezclados. Si se utiliza como colector un xantato, la reacción de éste con la superficie del mineral ocurre por medio de esta capa oxidada y opera un mecanismo de intercambio iónico en la formación del xantato de plomo. Sutulov [2] señalaba que Taggar y sus colaboradores fueron los principales propulsores de esta teoría, quienes afirmaron que los colectores que se disuelven en agua reaccionan químicamente con las superficies de los minerales formando compuestos insolubles que se depositan sobre ellos hidrofobizándolas y haciéndolas susceptibles a la flotación. 2.3.1.1.1 XANTATOS:. S X- ( R. O. C. ) SNa. Reaccionan con la superficie del mineral formando un recubrimiento de Xantato de Plomo, que sería el responsable de la flotación.. 22.
(36) Al principio se pensó que ocurrirían las siguientes reacciones: Pb2+ + X- X2Pb (precipitado) Al verificar que el KpsPb es menos soluble que el KpsX2, se comprobó que no era posible el desplazamiento desde una sal menos soluble. Es decir que no es posible que el X- desplace al S-2 del PbS. Estos produjeron cambios en la teoría o mecanismo propuesto. Se consideró que: PbS + 3O2 Pb2SO3 (superficial) Se formaría un Tiosulfato de Plomo, que es más soluble que el Xantato, o sea que la superficie de la galena tiene que estar parcialmente oxidada para que haya flotación. Sin embargo esta teoría fue muy discutida, hasta 1957 en que Plaskin, publicó resultados donde flotó galena en ambiente sin oxígeno. A pesar de que el Xantato se adsorbía, la Galena no flotaba; si se permitía la entrada de Oxígeno a cierta presión, la Galena se hidrofobizaba. Ósea el Oxígeno sería un reactivo de flotación. No obstante la transformación del PbS a Tiosulfato de Plomo, no sería posible por los cortos tiempos disponibles en una celda de flotación, por lo que el mecanismo sería otro. Se propone entonces una participación de la superficie mineral en una reacción de oxidación donde: 2X- X2 + 2eO sea:. S S 2R. O. C. R S. -. O. S. C. C S. O. R. S. Se formaría un Dímero, producto de la oxidación del Xantato, el dixantógeno, que daría una oxidación del colector, que es lo que permite flotar mediante las propiedades semiconductoras del mineral.. 23.
(37) 2.3.1.2 TEORÍA DE SEMICONDUCTORES Esta teoría presenta una diferencia fundamental con la teoría química, puesto que atribuye la hidrofobización y la flotación a la formación de una especie oxidada del colector, de un disulfuro orgánico conocido como dixantógeno, que se forma directamente sobre la superficie del mineral. 2 ROCSS ( ROCSS ) 2 2e 1 O 2 2 H 2e H 2 O 2 1 PbS 2 ROCSS O 2 2 H Pb( ROCSS ) 2 S 2e 2. S S 2R. O. C. R S. -. O. S. C. C S. O. R. S. El rol del oxígeno se interpreta en el sentido que su adsorción modifica los niveles de energía de los electrones del sulfuro semiconductor, de tal forma que el semiconductor tipo n, pasaría a semiconductor tipo p. Cuando las bandas de conducción de un sulfuro semiconductor son electrones en exceso, se habla de semiconductores tipo n (negativos), mientras que cuando en las bandas están representadas por “huecos” tenemos semiconductores tipo p (positivos). Así, la absorción de especies aniónicos como el xantato estarían favorecidas sobre una superficie semiconductora tipo p. Durante la adsorción se produciría un proceso de oxidación del xantato a dixantógeno, el cual por ser una molécula neutra permanecería coadsorvida físicamente en la película de colector y de alguna forma, que aún no está muy claro, le conferiría una fuerte hidrofobización. La quimisorción de los colectores xantatos por sulfuros minerales, requiere que un electrón pase desde el ion xantato a la red del sulfuro. Esta transición es influenciada enormemente por la naturaleza de los portadores de carga eléctrica presentes en las capas superficiales del mineral.. 24.
(38) Existen dos niveles de energía especiales En y En+1 sobre los centros catódicos de los minerales sulfurados (donde E es la energía de enlace de adsorción del reactivo aniónico con la superficie del mineral); E n permite la formación de un enlace de adsorción con reactivos aniónicos, mientras que el otro nivel, E n+1 no permite el enlace químico. En otras palabras bajo condiciones similares el factor determinante en la formación de un enlace de adsorción es la estructura energética de los niveles de energía superior de los centros catiónicos de la red cristalina del mineral sulfurado. Los enlaces químicos de un sulfuro son generalmente de ambos tipos tanto covalentes como iónicos. Así, el porcentaje de componentes iónicos del enlace químico para el sulfuro de zinc ZnS es 22 %, para el sulfuro de Plomo PbS es 18 % y para el sulfuro de cobre CuS es de 15 %. Otra importante peculiaridad de los minerales sulfurados es su alta conductividad eléctrica. Los portadores de carga eléctrica pueden ser ya sea electrones libres en la zona de conductividad o tener vacancias de electrones libres (huecos o “holes”) en la zona de valencia. La concentración de la naturaleza de la carga eléctrica depende del tipo de impurezas en el retículo cristalino del mineral. Los átomos de las impurezas mismas se pueden considerar inmóviles mientras que los electrones y huecos son libres de moverse a través del volumen completo de la red cristalina. Estos portadores de carga eléctrica se mueven sobre la red con sitios catiónicos, aniónicos y modifican la estructura de los niveles de energía de estos sitios. Esto variará la probabilidad de formación de un enlace de adsorción entre un reactivo aniónico y la superficie mineral. La presencia de electrones libres en la capa superficial del retículo cristalino previene la formación de enlaces de adsorción. Estos electrones se mueven interrumpidamente en los niveles de energía de los sitios catiónicos y previenen la transición de electrones del reactivo aniónico al fondo de los niveles de energía de los sitios catiónicos. La presencia de huecos libres en un mineral sulfurado debe acelerar el proceso de unión del X- aniónico sobre las partículas de mineral. El oxígeno es un receptor de electrones y toma los electrones libres desde las capas superficiales del retículo cristalino. Otros investigadores han mostrado que el oxígeno puede tomar electrones desde la banda de valencia de los minerales sulfurados.. 25.
(39) En este caso el mineral con electrones libres (tipo n) puede convertirse a un mineral con huecos libres (tipo p) y se observa una inversión en la conductividad. Un semiconductor tipo n, o sea con exceso de electrones en las bandas de valencia sería la característica de un mineral sulfurado en ausencia del oxígeno, y pasaría al tipo p con presencia de oxígeno, el que captaría los electrones de las bandas del Oxígeno. Al haber vacancia de electrones, tomaría los electrones del Xantato, acelerando su oxidación. Se produciría los electrones del xantato, acelerando su oxidación. Se produciría una catálisis inducida por el semiconductor tipo p.. e. tipo n e e. tipo p e. O. 2. huecos de electrones Así el Dixantógeno que produciría hidrofobicidad, según la teoría de los semiconductores de Plaskin. En occidente se usa, en cambio, la teoría de Woods. En resumen la flotación de: Óxidos: Habría fenómenos de la doble capa eléctrica. Sulfuros: Ocurrirían mecanismos de fijación química. La diferencia fundamental entre 1 y 2 es el rol del Oxígeno que interviene en la hidrofobización del mineral. O2 Tipo n tipo p. El semiconductor tipo n pasa a tipo p, (aceptor de electrones), por la acción del colector, que oxida. Los p están apropiados a las propiedades semiconductoras del mineral, que vuelve a tomar electrones formando una especie de ciclo catalítico, según se indica: 2X- X2 + 2e-. 26.
(40) Esta es una reacción lenta en fase homogénea (tarda horas). Tipo p. Tipo n. El X2 es poco soluble; el colector se descompone por efecto del oxígeno. El mecanismo catalítico debe ser suficientemente rápido (segundos a par de minutos) 2.3.1.3 TEORÍA DE LA ADSORCION FÍSICA Sutulov [2] expone claramente la teoría física de la flotación resaltando que se ha observado que la fijación del colector no va acompañada por una producción de otros iones en la solución, como ocurre con la adsorción del Xantato butílico por la galena, donde el xantato es absorbido molecularmente sobre la superficie de la galena después de la hidrólisis de su sal, o sea en forma de ácido Xántico, otros investigadores han señalado que la reducida flotabilidad de la galena en un circuito de elevada alcalinidad se debe a la posibilidad cada vez menor de hidrólisis y formación de ácido Xántico en una pulpa alcalina. Se considera finalmente que los minerales con cristales de estructura atómica favorecen la adsorción física y los minerales con estructura iónica favorecen la fijación por intercambio iónico. En este último caso el potencial de la superficie del mineral no influirá la reacción, porque ella se desarrollará según la afinidad de los iones para la formación del nuevo compuesto. Sin embargo en el caso de una adsorción física. El potencial de la superficie es de gran importancia y será más activa cuando este potencial sea igual a cero. Finalmente se puede señalar que los compuestos adsorbidos se muevan sobre la superficie del mineral tratando de recubrirlo en forma pareja y este movimiento está limitado sólo a la superficie del mineral sin disolución en agua y posterior re-adsorción.. 27.
(41) 2.3.2 DEFINICIÓN DE TERMINOS. 2.3.2.1 FLOTACION POR ESPUMA Es el proceso que separa minerales que están en suspensión en agua (pulpa), atacándolos con una burbuja de aire que selectivamente, hace que el grupo de minerales, los mismos que posteriormente serán fundidos hasta lograr la mayor parte de metales. Los minerales flotables son de dos tipos: polares y no polares, se hace esta definición de acuerdo al enlace superficial. La superficie de los MINERALES NO POLARES tiene enlaces relativamente muy débiles, difíciles de hidratar. En consecuencia estos son hidrofóbicos. Los minerales no polares (que incluyen el grafito, azufre, molibdenita, carbón y talco), son todos naturalmente flotables al estado puro. Los minerales de estas menas requieren normalmente la adición de algunos colectores tipo: aceites, petróleo, kerosene y/o destilados de carbón. Estos reactivos ayudaran a incrementar la hidrofobicidad de la fracción flotable. Los MINERALES POLARES tienen superficialmente, fuertes enlaces covalentes o iones con alta energía libre. La hidratación de la superficie es muy rápida debido a la fuerte reacción con las moléculas de agua, formando rápidamente capas sobre la superficie del mineral. Así es que se hacen Hidrofílicas o mojables. Los minerales se agrupan según la magnitud de la polaridad. 2.3.2.2 FLOTACION BULK Es una flotación de una sola etapa, con desbaste y agotamiento, donde un mineral simple o un grupo de minerales valiosos son separados de las gangas. El ejemplo más simple es la flotación de diversas especies de sulfuros de cobre de una MENA que también contiene pirita e insolubles. 2.3.2.3 FLOTACION DIFERENCIAL Es el término que describe la separación de menas complejas, la separación individual de minerales de flotación similar (cobre, plomo, zinc, plata y oro de una sola mena; o molibdenita de un concentrado de cobre) justificado económicamente el proceso y que involucra el uso de reactivos (colectores, espumantes, depresores y activadores).. 28.
Figure



+7





Documento similar