UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
TRABAJO ESTRUCTURADO DE MANERA INDEPENDIENTE
PREVIO A LA OBTENCIÓN DEL TITULO DE INGENIERO
MECÁNICO
TEMA:
“ENSAYOS DESTRUCTIVOS EN CIGÜEÑALES DE MOTORES A
GASOLINA RECUPERADOS MEDIANTE EL PROCESO DE
METALIZACIÓN CON LA MÁQUINA TAFA MODELO 8830 EN LA
EMPRESA RECTIFICADORA PAZMIÑO S.A. PARA GARANTI ZAR
LA CALIDAD DEL PRODUCTO TERMINADO”
AUTOR: José Sebastián Caiza Vega
TUTOR: Ing. Alejandro Moretta
AMBATO - ECUADOR
2011
ii
APROBACION DEL DIRECTOR DE TESIS
En calidad de tutor del presente trabajo de investigación sobre el tema: “Ensayos destructivos en cigüeñales de motores a gasolina recuperados mediante el proceso de metalización con la máquina TAFA modelo 8830 en la empresa rectificadora Pazmiño S.A, para garantizar la calidad del producto terminado”, presentado e investigado por el señor egresado José Sebastián Caiza Vega, considero que esta investigación reúne los requisitos y méritos suficientes para ser sometidos a la evaluación del jurado examinador designado por el H. consejo Académico.
Ambato abril 2011
EL TUTOR
……….
iii
AUTORIA DEL PROYECTO DE INVESTIGACIÓN
Los criterios emitidos en el presente trabajo de investigación bajo el tema “Ensayos destructivos en cigüeñales de motores a gasolina recuperados mediante el proceso de metalización con la máquina TAFA modelo 8830 en la empresa rectificadora Pazmiño S.A, para garantizar la calidad del producto terminado”, como también las ideas, conclusiones, recomendaciones y propuestas son de exclusiva responsabilidad de mi persona en calidad de autor de este trabajo de investigación.
Ambato, abril 2011
EL AUTOR
………
iv
DEDICATORIA
El presente trabajo se lo dedico en primer lugar a Dios, a
los seres que siempre creyeron en mí mis padres José
Esteban Caiza Lizano y Sulema del Roció Vega Vaca, mis
hermanas Mónica y María José Caiza Vega, mis sobrinos
Carla y Jorge, a mi hermano político Oswaldo, que me
enseñaron que no hay meta inalcanzable, a creer en mí, en
alcanzar lo que yo quiero y no lo que el resto del mundo
supone que es lo único que puedo alcanzar, he aquí
plasmado lo que puedo alcanzar a llegar. Gracias por ser
ese apoyo que siempre estuvo, está y estará, mil gracias por
ser ustedes a quienes yo tengo el honor de poder llamar mi
familia.
v
AGRADECIMIENTO
A la Universidad Técnica de Ambato, a la Facultad de Ingeniería Civil y Mecánica, a los docentes que durante mi carrera universitaria supieron impartir de manera profesional sus conocimientos, un agradecimiento especial al personal que labora en Rectificadora Pazmiño Quito, por las facilidades y tiempo prestado para la realización de la presente investigación.
vi
ÍNDICE GENERAL
CONTENIDO PÁGINAS
Portada i
Aprobación Director de Tesis ii
Autoría de Tesis iii
Dedicatoria iv
Agradecimiento v
Índice General vi
Índice de Figuras Xi
Índice de Gráficos xii
Índice de Tablas xii
Resumen Ejecutivo 1
Introducción 2
CAPITULO I
EL PROBLEMA DE INVESTIGACIÓN
1.1 Tema 5
1.2 Planteamiento del Problema 5
1.2.1 Contextualización 5
1.2.2 Análisis Crítico 7
1.2.3 Prognosis 8
1.2.4 Formulación del Problema 9
1.2.5 Preguntas Directrices 9
1.2.6 Delimitación del Problema 9
1.2.6.1 De Contenido 9
1.2.6.2 Delimitación Espacial 9
1.2.6.3 Delimitación Temporal 10
1.3 Justificación del Proyecto 10
1.4 Objetivos 11
1.4.1 Objetivo General 11
vii CONTENIDO PÁGINAS CAPITULO II MARCO TEÓRICO 2.1 Antecedentes Investigativos 13 2.2 Fundamentación Filosófica 13 2.3 Fundamentación Legal 14 2.4 Fundamentación Científica 15
2.4.1 Fundamentación Científica de la Variable Independiente 15
2.4.1.1 Ingeniería de los Materiales 15
2.4.1.2 Resistencia de los Materiales 15
2.4.1.3 Propiedades Mecánicas de los Materiales 16
2.4.1.4 Motor 17 2.4.1.5 Cigüeñal 18 2.4.1.6 Herramientas 18 2.4.1.7 Proceso Industrial 21 2.4.1.8 Termorociado 22 2.4.1.9 Definición 22 2.4.1.10 Variaciones en el Proceso 23
2.4.1.11 Naturaleza de los Recubrimientos Rociados 24
2.4.1.12 Soportes o Sustratos 25 2.4.1.13 Propiedades 26 2.4.1.14 Procesos de Termorociado 27 2.4.1.15 Procesos de Combustión 27 2.4.1.16 Procesos Eléctricos 30 2.4.1.17 Componentes 31 2.4.1.18 Ensayos 34 2.4.1.19 Ensayos Destructivos 34 2.4.1.20 Ensayo de Tracción 34 2.4.1.21 Ensayo de Dureza 36 2.4.1.22 Metalografía 38
2.4.1.23 Preparación de la Superficie a Analizar 38
2.4.1.24 Pulido Metalográfico 38
2.4.1.25 Ataque Químico 39
2.4.1.26 Microscopia 40
2.4.1.27 Materiales para la Construcción de Cigüeñales 40
2.4.1.28 Proceso de Metalización 41
2.4.1.29 TAFA modelo 8833 42
2.4.1.30 Tipos de procesos de Metalización 43
viii
CONTENIDO PÁGINAS
2.4.1.32 Ventajas y Desventaja de la Metalización 44
2.4.1.33 Pasos para Metalización en la Máquina Metalizadora TAFA
modelo 8830 44
2.4.1.34 Alambre 75B (Alambre Base) 46
2.4.1.35 Alambre 60T (Alambre de Recuperación) 46
2.4.1.36 Torno 47 2.4.1.37 Rectificadora de Cigüeñales 48 2.4.1.38 Pulidora de Cigüeñales 48 2.4.1.39 Metrología 49 2.4.1.40 Calibración 49 2.4.1.41 Metrotécnia 49 2.4.1.42 Micrómetro 50
2.4.1.43 Modo de uso del Micrómetro 51
2.4.1.44 Métodos De Medición 53
2.4.1.45 PRO-SIS 54
2.4.2 Fundamentación Científica de la Variable Independiente 59
2.4.2.1 Administración 59
2.4.2.2 Producción 59
2.4.2.3 Control 59
2.4.2.4 Tipos de Control 59
2.4.2.5 Áreas de Desempeño del Control 60
2.4.2.6 Calidad 61
2.4.2.7 Tipos de Calidad 61
2.4.2.8 Objetivo de la Calidad 62
2.4.2.9 Aseguramiento o Garantía de Calidad: 62
2.4.2.10 Control de Calidad 62
2.4.2.11 Función del Control de Calidad 63
2.4.2.12 Importancia del Control de Calidad 63
2.4.2.13 Manual de Calidad 63
2.5 Hipótesis 63
2.6 Señalamiento de las Variables de la Hipótesis 64
CAPITULO III
METODOLOGÍA
3.1 Enfoque 65
3.2 Modalidad de la Investigación 65
ix
CONTENIDO PÁGINAS
3.4 Población y Muestra 66
3.5 Operacionalización de Variables 67
3.6 Plan de Recolección de Información 68
3.7 Plan de Procesamiento de La Información 68
CAPITULO IV
ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
4.1 Proceso de Análisis de Resultados 69
4.2 Análisis de Resultados 70
4.2.1 Cuantificación de Metales en Muestra de Cigüeñal 72
4.2.2 Ensayo de Dureza 77 4.2.3 Metalografía 78 4.2.4 Ensayos a Fatiga 79 4.2.5 Ensayo a Tracción 81 4.3 Verificación de la Hipótesis 87 CAPITULO V CONCLUSIONES Y RECOMENDACIONES 5.1 Conclusiones 88 5.2 Recomendaciones 89 CAPITULO VI PROPUESTA 6.1 Datos Informativos 91 6.1.1 Título 91 6.1.2 Institución Ejecutora 91 6.1.3 Beneficiarios 91 6.1.4 Ubicación 92
6.1.5 Tiempo Estimado para la Ejecución 92
6.1.6 Equipo Técnico Responsable. 92
x CONTENIDO PÁGINAS 6.2 Antecedentes de la Propuesta 93 6.3 Justificación 94 6.4 Objetivos 95 6.4.1 Objetivo General 95 6.4.2 Objetivo Específico 95 6.5 Análisis de Factibilidad 96 6.5.1 Política 96 6.5.2 Tecnológico 96 6.5.3 Organizacional 97 6.5.4 Recursos Humanos 97
6.5.5 Recurso Económico Financiero 97
6.5.6 Recurso Legal 98
6.6 Fundamentación Científica 98
6.6.1 Espectrometría de Chispa o Arco 98
6.6.2 Ensayo de Dureza 99 6.6.3 Ensayo a Tracción 99 6.6.4 Ensayo de Fatiga 102 6.7 Administración de la Propuesta 105 6.8 Previsión de la Evaluación 106 6.9 Modelo Operativo 107 6.10 Cronograma de la Propuesta 108 6.11 Presentación de la Propuesta 109 BIBLIOGRAFÍA 125 ANEXOS 127
xi
ÍNDICE DE FIGURAS
CONTENIDO PÁGINAS
FIGURA No. 1 Motor de combustión interna 17
FIGURA No. 2 Motor de combustión Externa 17
FIGURA No. 3 Motor Eléctrico 17
FIGURA No. 4 Cigüeñal 18
FIGURA No. 5 Sierra 18
FIGURA No. 6 Cortafríos 19
FIGURA No. 7 Mascara Respiratoria 19
FIGURA No. 8 Overol de protección 20
FIGURA No. 9 Rociador 20
FIGURA No. 10 Protector de oídos 21
FIGURA No. 11 Sección trasversal de una superficie recubierta por Termorrociado
22 FIGURA No. 12 Corte transversal de capa típico para ilustrar la estructura
laminar de óxidos e inclusiones
24 FIGURA No. 13 Esquema de un sistema de Termorrociado por llama con
alimentación en polvo.
28 FIGURA No. 14 Esquema de un sistema de Termorrociado por Detonación 29 FIGURA No. 15 Esquema de un sistema de Termorrociado HVOF (High
Velocity Oxygen Fuel)
30 FIGURA No. 16 Esquema de un proceso de rociado por arco eléctrico 31 FIGURA No. 17 Esquema del sistema de rociado por plasma 33
FIGURA No. 18 Maquina Metalizadora TAFA 8830 42
FIGURA No. 19 Toma de medida 45
FIGURA No. 20 Software PRO-SIS 45
FIGURA No. 21 Alambre 75B (alambre Base) 46
FIGURA No. 22 Alambre 60T (alambre de recuperación) 47
FIGURA No. 23 Torno 47
FIGURA No. 24 Rectificadora de Cigüeñales BERCO 270 48
FIGURA No. 25 Pulidora de Cigüeñales 48
FIGURA No. 26 Micrómetro 50
FIGURA No. 27 Componentes del Micrómetro 51
FIGURA No. 28 Micrómetro Uso correcto 52
FIGURA No. 29 Micrómetro Uso correcto 53
FIGURA No. 30 PRO-SIS 58
FIGURA No. 31 Hoja de Trabajo 71
FIGURA No. 32 Espectrómetro 98
xii
CONTENIDO PÁGINAS
FIGURA No. 34 Maquina Universal de Pruebas 101
FIGURA No. 35 Probetas Después del Ensayos a Tracción (SIN METALIZAR)
101 FIGURA No. 36 Probetas Después del Ensayos a Tracción (SIN
METALIZAR)
101 FIGURA No. 37 Probetas Después del Ensayos a Tracción
(METALIZADA)
101 FIGURA No. 38 Máquina de Moore para Ensayo de Fatiga 103
FIGURA No. 39 Probeta sin Metalizar (15 KG) 104
FIGURA No. 40 Probeta sin Metalizar (13 KG) 104
FIGURA No. 41 Probeta sin Metalizar (10 KG) 104
FIGURA No. 42 Probeta Metalizada (15 Kg) 104
FIGURA No. 43 Probeta Metalizada (13 KG) 105
FIGURA No. 44 Probeta Metalizada (10 Kg) 105
ÍNDICE DE GRÁFICOS
GRAFICO No.1 Proceso de Termorociado 27
GRAFICO No.2 Diagonales dejadas por el Penetrador 38
GRAFICO No.3 Descripción del Proceso de Metalizado 70
GRAFICO No.4 Curvas de Wöhler 103
ÍNDICE DE TABLAS
TABLA No. 1 Temperatura de la Fuente 25
TABLA No. 2 Velocidad Promedio de Impacto de las Partículas 25
TABLA No. 3 Materiales Comúnmente Medidos 36
TABLA No. 4 Composición química de un Cigüeñal vs Aceros 41 TABLA No. 5 Especificaciones de Metalizadora TAFA 8830 42 TABLA No. 6 Variable Independiente: Proceso de metalización de
cigüeñales de motores a gasolina
67 TABLA No. 7 Variable Dependiente Calidad del producto. 67
TABLA No. 8 Designación AISI 74
TABLA No. 9 Propiedades Fisicoquímicas y Mecánicas del Acero 709 75
TABLA No. 10 Aplicaciones del Acero 709 76
TABLA No. 11 Determinación de Carga a partir de Esfuerzo y Área para Probeta Metalizada
85 TABLA No. 12 Determinación de Carga a partir de Esfuerzo y Área para
Probeta Sin Metalizada
86
TABLA No. 13 Costo de la Propuesta 93
1
RESUMEN EJECUTIVO
El presente trabajo de investigación se llevó a cabo en la Rectificadora Pazmiño S.A. la cual se encuentra ubicada en la ciudad de Quito, el mismo que tiene por objeto el poder crear una nueva visión del proceso de metalización de cigüeñales de motores a gasolina con la máquina metalizadora TAFA modelo 8830.
Al llevar la investigación a un segmento específico del trabajo de rectificación de un motor a gasolina, se puso énfasis en la recuperación del cigüeñal mediante el proceso de metalización, el mismo que inicia cuando el cigüeñal es considerado como obsoletos a razón de que uno o más muñones de biela o bancada se encuentran fuera del límite permisible para ser rectificado con lo que se determinó que si bien el proceso de metalizado es nuevo en la empresa, es un buen método de recuperación y disminución del costo en comparación de adquirir un nuevo.
Al obtener estos resultados de valoración del proceso de metalización, se busca crear un manual que le permita a Rectificadora Pazmiño S.A, el poder entregar a sus clientes un trabajo que presente las garantías necesarias, para calificar al proceso como aceptable.
El personal de Rectificadora Pazmiño S.A, tanto el de planta como el administrativo siempre busca vías que le permitan mejorar su servicio, es así como todos están dispuestos a aplicar y respetar una guía con el cual se puede señalar una garantía real para con el cliente.
2
INTRODUCCIÓN
CAPITULO I
La primera fase empieza con el descubrimiento o planteamiento deliberado del problema, que en el presente trabajo de investigación es Ensayos destructivos en cigüeñales de motores a gasolina recuperados mediante el proceso de metalización con la máquina metalizadora TAFA modelo 8830 en la empresa rectificadora Pazmiño S.A, para garantizar la calidad del producto terminado.
El problema se concretó delimitando el objeto de estudio y estableciendo sus fronteras para ello hemos contextualizado en macro, meso y micro. También indicamos los objetivos tanto general como específicos, es decir los resultados que esperamos alcanzar mediante el proceso investigativo.
CAPITULO II
En el segundo capítulo una vez que se plantea el problema a estudiar, hemos agrupado toda la información existente que ayude a desarrollar la investigación, recopilando algunas ideas o informaciones previas, algunos referentes teóricos y conceptuales. Para la fundamentación filosófica. Indicamos que a partir del nacimiento del problema surgió la hipótesis (proposiciones explicativas, casuales y provisionales), sin saber aún si las observaciones, hechos, datos, la aprobarán o desaprobarán.
De la hipótesis se deriva la variable independiente y dependiente a estudiar, se debe fundamentar en ellas la determinación del campo de investigación, los métodos a emplear y la información a recoger.
3 CAPITULO III
La metodología del trabajo constituye la esencia del proyecto, aquí detallamos el ¿Cómo se va a realizar la investigación?, en el capítulo tercero detallamos que el tipo de investigación que se utilizó es la combinada, entre los métodos tenemos el analítico, sintético y dialéctico; las técnicas utilizadas fueron: la observación, bibliografía y encuesta. Para recolectar la información se utilizó probetas de estudio con características propias total del universo, mientras que la bibliográfica de libros relacionados con las variables.
CAPITULO IV
En el capítulo cuarto se realiza el análisis de los resultados estadísticos destacando tendencias o relaciones fundamentales de acuerdo con los objetivos e hipótesis. La interpretación de los resultados se realizó con basándonos en los resultados arrojados por el estudio de las probetas. La hipótesis de la investigación que es la respuesta tentativa del problema fue verificada y comprobada mediante el análisis de los resultados de las probetas.
CAPITULO V
El capítulo cinco fue el aporte personal a la investigación realizada sobre la base de los datos y conocimientos recolectados a lo largo del estudio, dando contestación a los objetivos e hipótesis planteada; así llegamos a la conclusión en las que el proceso de metalización de cigüeñales de motores a gasolina con la máquina TAFA 8830 es un proceso bueno y puede ser extendida una garantía sobre este trabajo.
CAPITULO VI
En el capítulo sexto nos referimos a la propuesta que se realizó sobre la base de las conclusiones obtenidas en las diferentes etapas del proceso investigativo y sobre la experiencia del investigador. En la justificación describimos las razones por las cuales se plantea la propuesta y los beneficios que se espera obtener con su aplicación, en los
4
objetivos indicamos el propósito que esperamos alcanzar con la aplicación de la propuesta.
En este capítulo elaboramos las actividades o acciones que ejecutamos para implementar la propuesta, indicamos los recursos, realizamos el cronograma el que se planificó y elaboró cuidadosamente, a fin de poder supervisar por un lado la naturaleza y secuencia de las actividades, y por otra el tiempo disponible de duración de cada una de estas. La fuente de financiamiento para la propuesta fue es el autofinanciamiento y el aporte de la empresa donde se desarrolla la investigación.
5
CAPITULO I
EL PROBLEMA DE INVESTIGACIÓN
1.1 TEMA
Ensayos destructivos en cigüeñales de motores a gasolina recuperados mediante el proceso de metalización con la máquina TAFA modelo 8830 en la empresa rectificadora Pazmiño S.A, para garantizar la calidad del producto terminado.
1.2 PLANTEAMIENTO DEL PROBLEMA
1.2.1 CONTEXTUALIZACIÓN
En Centroamérica y Latinoamérica, como es bien conocido el poder económico de adquisición de la mayoría de ciudadanos de cada país es muy limitado, razón por lo cual son el lugar del continente donde se genera el problema de vehículos con gran cantidad de años, derivando en sus respectivos problemas, como en la reparación de los motores para alargar su vida útil, lo cual con lleva a buscar las formas más accesibles y económicas para realizar el trabajo sin comprometer la durabilidad y la calidad.
En Latinoamérica cuenta con dos países donde se producen algunas partes de refacción para los motores, estos países son Argentina y Brasil.
El país con mayor desarrollo en partes para vehículos en Latinoamérica es Brasil debido a que cuenta con plantas de ensamblaje de vehículos de las marcas General Motors, Volkswagen, Mercedes, entre las más conocidas, debido a contar con estas plantas de
6
ensamblaje Brasil también se ha tornado en un productor de partes de motor como en nuestro caso investigado es el cigüeñal, para uno o varios modelos de motores, y de sus diversas casas fabricantes1.
Nuestro país se caracteriza por mantener un gran parque automotor de varios años de antigüedad y variedad ya que no es un país fabricante sino en su mayoría consumista, además que el costo de adquirir automotores o renovarlos no puede ser cubierto por cualquier ciudadano de nuestro país, la marca chevrolet tiene un gran acogida en el país por lo cual ha creado el hecho propicio para la adopción de mantener vehículos de esta marca en el parque automotor, más que por hobbie por necesidad, los mismos que por ser fabricados en otros países donde se tornan obsoletos dejan de producir elementos de reemplazo para los mismos, o por una negligencia del usuario o fabricante, tienden a averiarse antes del tiempo que se ha determinado el fabricante para una avería, lo cual conlleva a buscar una solución para solventar estos inconvenientes, dando paso a que los concesionarios de cada marca de vehículo, hacer importadores directos de repuestos.
Con lo cual los vehículos con mayor presencia en el parque automotor cuenta n con una gran red de concesionarios, localizando varios polos de comercialización de repuestos nuevos y usados a nivel nacional siendo el mayor de ellos en Guayaquil por contar con el puerto debido a que la mayoría de elementos que se reemplazan deben ser importados en un gran volumen o son en otro caso de gran peso. La provincia de Pichincha una de las más importantes de nuestro país ya que es nuestra capital y siendo el polo de desarrollo centro norte, ha dado la oportunidad de la creación y crecimiento de diferentes negocios relacionado con los motores de combustión interna a gasolina, es así que a partir de la necesidad de adquirir, fabricar o solucionar, los elementos que integran el motor de combustión interna a gasolina, que ya cumplieron su vida útil, desgaste por reparaciones anteriores o algunos sufrieron anomalía en su normal funcionamiento, y con la ventaja de contar con una gran cantidad de repuestos inmediatos a su alcance, las empresas rectificadoras de motores tuvieron una gran oportunidad para crearse o en algunos casos crecer, convirtiéndose en un sector competitivo.
1
Información proporcionada por Autolandia S.A, Jaime Nicolalde Departamento de ventas de Repuestos.
7
En Quito se concentro el crecimiento de toda la provincia debido a que es su capital y donde se concentran la mayor cantidad de ciudadanos, las empresas rectificadoras de motores ante la necesidad de solventar los problemas que presentaban sus clientes por falta de elementos de reemplazo, que no podían ser abastecidos por las concesionarias e importadores de repuestos, para sus vehículos en la mayoría por ser antiguos o en otros casos por ser demasiado nuevos, se vieron ante la encrucijada de solucionar de una u otra forma el inconveniente, con lo cual abrió una puerta para implementar nuevos servicios en cada rectificadora, es así que Rectificadora Pazmiño S.A, y su departamento de adquisición de repuestos se encontraron a su parecer que el mayor problema sobre elementos de reemplazo en los motores de combustión interna a gasolina, debido a ser un elemento muy robusto, rígido y contar con una alta vida útil según fabricantes no se cuenta con un elevado stock y mucho menos en nuestro medio se habían importado, es por esta razón que decidió implementar un servicio para que cigüeñales de motores a gasolina considerados obsoletos puedan ser recuperados mediante un proceso que no comprometa en mayor cantidad las propiedades mecánicas iníciales.
1.2.2 ANÁLISIS CRÍTICO
La empresa es mediana pero líder en su sector, posee una infraestructura en planta física y humana capaz de prestar y garantizar sus servicios, por esta razón se ha buscado el implantar controles de calidad propios de la empresa en los servicios de reconstrucción de bielas, cabezotes, blocks y cigüeñales, de los motores de combustión interna. Pero desde hace cinco años a tras la empresa se encontró en una encrucijada en relación a la inexistencia en el mercado de cigüeñales para motores a gasolina dado sea por la antigüedad o por no ser modelos comerciales nuevos, surgiendo imperiosa necesidad de encontrar alguna solución para satisfacer al cliente, siendo así la empresa decide inver tir en la compra de la máquina metalizadora TAFA modelo 8830, con lo cual da la solución a la necesidad sus clientes.
La máquina metalizadora TAFA modelo 8830 rellena los codos de biela y bancada de los cigüeñales de motores a gasolina, que son objeto de este estudio, las especificaciones de medidas son proporcionadas por el software PRO-SIS, la ventaja de contar con estas especificaciones es poder determinar el desgaste del cigüeñal de los
8
motores a gasolina y qué cantidad de material necesita ser rociado para recuperar sus medidas originales, a pesar de esto existe un incumplimiento de control de calidad en el proceso de metalización de cigüeñales de motores a gasolina razón por la cual no se puede ofrecer una garantía sobre el producto terminado, debido a que empíricamente se conoce que el cigüeñal perdió o disminuyo ciertas propiedades mecánicas por el proceso de desgaste al cual fue sometido.
La metalización que realizamos, no tiene un soporte técnico y se basa en la política interna de prueba y error, que consiste en la aplicación de cierta técnica o forma de aplicación del material y luego verificación mediante el desbaste en la rectificadora de cigüeñales donde se palpaba algún error en el proceso de metalización aplicado en determinado cigüeñal, con lo cual se determino ciertos paramentaros que influyen en el proceso, y se obtiene aparentemente una calidad aceptable. Siguiendo su rumbo de una empresa seria y de garantizar sus trabajos, decide buscar un proceso de calidad al proceso de metalizado, para implementar parámetros internos de garantía con el fin de seguir en el mercado como una empresa de calidad.
1.2.3 PROGNOSIS
En nuestro país como se menciono antes en la contextualización existe un parque automotor, con una larga vida, lo que crea la falta de piezas de remplazo, esto genero que Rectificadora Pazmiño S.A, busque la forma de recuperar una pieza de trabajo del motor como es el cigüeñal, razón por la cual adquiere la máquina metalizadora TAFA modelo 8830, con la cual ofrecen mitigar esta carencia de poder adquirir un cigüeñal nuevo y a la vez el costo del mismo por ser elevado debido a que deben ser importados, al ofrecer este servicio busca el entregar su sello de trabajo que es la calidad real en el trabajo, por lo cual ve la necesidad de investigar y generar una guía de proceso en el metalizado del cigüeñales de motores a gasolina, con el único fin de mantenerse en el mercado como una empresa seria.
Al carecer de un proceso de calidad sobre la metalización de cigüeñales de motores a gasolina incumpliremos con las políticas de calidad internas de Rectificadora Pazmiño S.A. sino también terminara con el prestigio y posicionamiento que goza en el mercado
9
al ser considerada una empresa de visión, dejando el espacio propicio para el surgimiento de este proceso en otra empresa.
1.2.4 FORMULACIÓN DEL PROBLEMA
¿La falta de un control del proceso de metalización en los cigüeñales de motores a gasolina con la máquina metalizadora TAFA modelo 8830 en la empresa rectificadora Pazmiño S.A determinara la calidad del producto terminado?
1.2.5 PREGUNTAS DIRECTRICES
¿Cuál es la factibilidad de realizar los ensayos destructivos en el cigüeñal de forma completa?
¿Qué normas son las adecuadas para realizar los ensayos destructivos en muestras de metalización?
¿Qué procedimiento es el adecuado para la realización del control de calidad del proceso de metalización?
1.2.6 DELIMITACIÓN DEL PROBLEMA
1.2.6.1. De contenido
Ensayos Destructivos Ingeniería de Materiales
1.2.6.2. Delimitación Espacial
Rectificadora Pazmiño S.A. De las Brevas E10-250 y Av. De las Palmeras, sector El Inca, Quito – Ecuador.
10
1.2.6.3. Delimitación Te mporal
El proyecto planteado se realizará en el período comprendido entre mayo a noviembre de 2010
1.3 JUSTIFICACIÓN DEL PROYECTO
El motor de combustión interna a gasolina es la unidad energética y motriz de los medios de transporte, máquinas, equipos e instalaciones estacionarias que trabajan en otras ramas productivas, después de un tiempo de servicio es necesario reparar los motores.
Durante las reparaciones el costo de los materiales y piezas de repuesto representa aproximadamente el 60 % del costo total de la reparación, lo cual justifica los esfuerzos por alargar la vida útil de las piezas mediante su recuperación2.
Es así que siendo el cigüeñal uno de los elementos constructivos más costosos del motor de combustión interna a gasolina, su recuperación por aportación de material con las propiedades necesarias, a los muñones o apoyos de los cigüeñales de los motores a gasolina, que llegan a las medidas límites permisibles, que son verificadas mediante las especificaciones técnicas proporcionadas por el programa PRO-SIS, ya sea por el rectificado sucesivo, o que sufren averías anormales en algunos de sus apoyos por diferentes causas, y por falta del stock necesario en el mercado, se procede a la recuperación de los mismo a través del proceso de metalización con la máquina metalizadora TAFA modelo 8830.
Considerando que la empresa Rectificadora Pazmiño S.A no solo busca brindar un buen servicio, sino también garantizar el mismo; además busca implementar un control sobre el proceso de metalización en cigüeñales de motores a gasolina con la máquina metalizadora TAFA modelo 8830; para normalizar un sistema de calidad sobre el producto terminado con la aplicación de una guía interna para el proceso de metalizado de cigüeñales, mediante ensayos destructivos previos que estén relacionados con las
2
11
posibles variaciones que la máquina permite efectuar para el proceso de metalización, con el objeto de entregar el mejor proceso para dar una garantía real del producto terminado.
1.4 OBJETIVOS
1.4.1 Objetivo General
Analizar y evaluar por medio de ensayos destructivos el proceso de metalización en cigüeñales de motores a gasolina con la máquina metalizadora TAFA modelo 8830 para establecer una calidad real del producto terminado.
1.4.2 Objetivos Específicos
Realizar un estudio de cuantificación de los metales presentes en el cigüeñal mediante espectrómetro de chispa
Ejecutar ensayo de metalografía para cerciorar mediante micro estructura que el cigüeñal a metalizar corresponde o no a un acero de fundición
Construir probetas con el acero disponible en el mercado el cual posea las características cercanas a las del cigüeñal.
Establecer el tipo de ensayos destructivo en cigüeñales que me permita dar una calidad real al proceso de metalización con la máquina metalizadora TAFA modelo 8830.
Aplicar normas internacionales para los ensayos: de fatiga las ASTM E 466 – E 468, en ensayos a tracción la ASTM E8, los ensayos de micro estructura ASTM E0007-03, ASTM E0003-01 y ASTM E 0045-97 y los ensayos de dureza ASTM E 18.
12
Analizar los resultados obtenidos en las diferentes prácticas de ensayos destructivos (tracción, flexión, metalográfico) realizados a los prototipos durante el proceso de metalización en cigüeñales de motores a gasolina con la máquina metalizadora TAFA modelo 8830.
Formalizar una guía de control de calidad y evaluación del proceso de metalización de cigüeñales de motores a gasolina.
13
CAPITULO II
MARCO TEÓRICO
2.1 ANTECEDENTES INVESTIGATIVOS
Rectificadora Pazmiño S.A, es una empresa que le gusta innovar y mejorar sus áreas, es así como muchos de sus procesos en sus inicios fueron realizados de manera artesanal, con la demanda creciente del mercado y el paso del tiempo desarrollo estrategias que le permiten asumir la inminente competitividad del mercado.
Siguiendo esta línea de innovación implementa el servicio de recuperación de cigüeñales de motores a gasolina con la máquina metalizadora TAFA modelo 8830, el cual no es un simple y común servicio sino es el dar una alternativa para a largar la vida útil de cigüeñales que por rectificaciones anteriores ya no cuentan con la tolerancia necesaria o por anomalías presentadas en alguna parte del cigüeñal debidas a un incorrecto cuidado por parte de sus propietarios. Es esta premisa se decide considerar el estudio técnico que busque la mejor aplicación de la metalización con el fin de poder entregar un trabajo con características similares al original.
2.2 FUNDAMENTACIÓN FILOSÓFICA
La presente investigación se enfocará en el paradigma crítico – propositivo debido a que permite una comprensión y análisis de la realidad la misma que está en constante cambio y además se puede proponer alternativas de solución al problema estudiado. El presente trabajo está basado en el paradigma naturalista, porque permite realizar una investigación cualitativa la misma que tiene como objetivo la descripción de las cualidades del fenómeno en estudio, además es crítica porque permite comparar la
14
información y obtener un criterio particular de cada individuo; tales razones hacen que dicha investigación pueda desenvolverse en diferentes realidades estableciendo un estudio más realista. Cabe recalcar que la investigación cualitativa se ha concebido últimamente como aquella en la que participan los individuos y comunidad para solucionar sus propias necesidades y problemas, bajo la guía de técnicos al respecto, pero con la participación directa de todos los interesados en su desarrollo; por tal motivo se la ha considerado como la más apropiada para este estudio. Con ello se investigará y se buscará la manera de proponer nuevas premisas que ayuden al mejor desenvolvimiento del proceso de metalización en cigüeñales de motores a gasolina.
2.3 FUNDAMENTACIÓN LEGAL3
El proceso de termorociado que se realiza con la máquina TAFA 8830 se rige bajo las siguientes normas:
Materiales
El fabricante determina la aplicación de los alambres 75B (alambre Base) y 60T (alambre de recuperación), los cuales están normados bajo para el alambre 75B las siguientes especificaciones:
PWA-36937 (PWA 271-37 Rev D), GE Manual operation number 70-49-38 as an alternate to 70-49-10, Avco M3951B, Rolls Royce OMAT #3/229, SNECMA DMR33-011, Garrett FP5045 and BF Goodrich Service Letter 1623, y el alambre
60T bajo MIL-W-6712C y la Rolls Royce MSRR 9507/103, la garantía que ofrece sobre estos alambres es la de libre de impurezas y cero defectos de fabricación (ver anexo 1-2).
Proceso.- El proceso es semiautomático ya que la máquina mediante su sistema funde los alambres a 4000oC y lo emite, este es direccionado por el operario a través de la pistola sobre los codos del cigüeñal. Por ser un proceso de soldadura se encuentra normado por la AWS (American Welding Society):
3
15
AWS C2.1-73 RECOMMENDED SAFE PRACTICES FOR THERMAL SPRAYING (Recomendaciones de Prácticas Seguras Para Termorociado)
AWS TSS-85 THERMAL SPRAYING: PRACTICE THEORY, AND APPLICATION (Teoría, práctica y aplicación del rociado térmico).
2.4 FUNDAMENTACIÓN CIENTÍFICA
2.4.1 FUNDAMENTACIÓN CIENTÍFICA DE LA VARIABLE
INDEPENDIENTE
2.4.1.1 INGENIERÍA DE LOS MATERIALES
Es la ciencia de los materiales que estudia los requerimientos, propiedades y evaluaciones de los diversos materiales utilizados por la ingeniería, por esto se hace necesario conocer de ellos su micro y macro estructura, adicionalmente las fuerzas a las que están sometidos, ya que estas generan diferentes esfuerzos (producidas por fuerzas internas de los materiales que se oponen a la fuerza exterior aplicada) dependiendo de su plano de aplicación con respecto al material.
En ingeniería se necesita saber cómo responden los materiales sólidos a fuerzas externas como la tensión, la dureza, la compresión, la torsión, la flexión o la cizalladucha. Los materiales sólidos responden a dichas fuerzas con una fuerza contraria, cuando se vence esta fuerza excedimos su límite de dureza [1] (En la que el material pierde se tamaño y forma originales cuando se elimina la fuerza externa).
2.4.1.2 RESISTENCIA DE LOS MATERIALES
La resistencia de materiales clásica es una disciplina de la ingeniería mecánica y la ingeniería estructural que estudia los sólidos deformables mediante modelos simplificados. La resistencia de un elemento se define como su capacidad para resistir esfuerzos y fuerzas aplicadas sin romperse, adquirir deformaciones permanentes o deteriorarse de algún modo. [5]
16
2.4.1.3 PROPIEDADES MECÁNICAS DE LOS MATERIALES
Propiedades mecánicas: Son los que determinan el comportamiento de los materiales, que actúan una o más fuerzas. [3,5].
.
Tracción Se denomina tracción al esfuerzo a que está sometido un cuerpo por la aplicación de dos fuerzas que actúan en sentido opuesto, y tienden a estirarlo.
Compresión El esfuerzo de compresión es la resultante de las tensiones o presiones que existe dentro de un sólido deformable o medio continuo, caracterizada porque tiende a una reducción de volumen o un acortamiento en determinada dirección.
Flexión Se denomina flexión al tipo de deformación que presenta un elemento estructural alargado en una dirección perpendicular a su eje longitudinal.
Torsión Es la solicitación que se presenta cuando se aplica un momento sobre el eje longitudinal de un elemento constructivo o prisma mecánico.
E S F U E R Z O S
Resistencia Capacidad que tiene un material que soporta golpes sin deformarse.
Elasticidad: Las deformaciones desaparecen cuando se anula el esfuerzo que las provoca
Plasticidad: Permite que el material tenga deformación permanente sin llegar a la rotura
Ductilidad: Propiedad que permite que el material se deforme antes de llegar a la rotura
Fragilidad: Opuesta a la ductilidad, el material se rompe con deformación nula o despreciable
Maleabilidad: Propiedad que permite, por procesos mecánicos, formar láminas delgadas sin fracturas.
17
2.4.1.4 MOTOR
Máquina destinada a producir movimiento a expensas de otra fuente de energía
Motor de combustión
Externa Es una máquina
que realiza una conversión de energía calorífica en energía mecánica mediante un proceso de combustión que se realiza fuera de la máquina
Motor Eléctrico
Se denomina así al motor capaz de transformar la energía eléctrica que recibe almacenada en una serie de baterías en energía mecánica capaz de mover las ruedas del automóvil.
FIGURA No 1 Motor de combustión interna Fuente: Talleres Rectificadora Pazmiño S.A
FIGURA No 2 Motor de combustión Externa MTOP “Boletín de prensa 29 diciembre 2007” Fuente: http://www.mtop.gov.ec/noticias.php ? pageNum_noticias=0&totalRows_noticias=12&mes=12
&ano=2007
FIGURA No 3 Motor Eléctrico Fuente: Máquinas Eléctricas, Juan José
M anzano Orrego
Motor de combustión
interna Es un tipo de
máquina que obtiene energía mecánica directamente de la energía química producida por una mezcla aire-combustible, que arde dentro de una cámara de combustión
18
2.4.1.5 CIGÜEÑAL
Un cigüeñal es un eje acodado, con codos y contrapesos presente en ciertas máquinas que, aplicando el principio del mecanismo de biela - manivela, transforma el movimiento rectilíneo alternativo en rotatorio y viceversa
FIGURA No 4 Cigüeñal
Fuente: Talleres Rectificadora Pazmiño S.A
2.4.1.6 HERRAMIENTAS
Objeto o aparato, normalmente artificial, que se emplea para facilitar o posibilitar un trabajo, ampliando las capacidades naturales del cuerpo humano, para el presente trabajo necesitamos las siguientes herramientas:
Sierra Herramienta que consta de una hoja de acero, uno de cuyos bordes presenta dientes afilados que al frotar una superficie dura la divide.
FIGURA No 5 Sierra
19
Cortafríos Se llama cortafrío a una herramienta manual de corte que se utiliza principalmente para cortar metal.
FIGURA No 6 Cortafríos Fuente: Talleres Rectificadora Pazmiño S.A
Mascara respiratoria La máscara filtro es el equipo más utilizado en la
protección de las vías respiratorias. La máscara filtro integral es utilizado para impedir la entrada de productos contaminantes en las vías respiratorias, entendiéndose como tales: polvo, humo, gases, vapores y nieblas. La máscara filtro es un equipo que se utiliza para eliminar los contaminantes del aire inhalado por el usuario. Las características de esta mascara es que utiliza dos pre filtro marca 3M modelo 5N11, para evitar el ingreso de las partículas que se desprende de este proceso, además cuenta con dos filtro marca 3M modelo 3011 de componente filtrante carbón activado para eliminar todo elemento contaminante presente en el aire antes de que sea inhalado por el operario.
FIGURA No 7 Mascara Respiratoria Fuente: Talleres Rectificadora Pazmiño S.A
20
Overol de protección Es una vestimenta que provee un recubrimiento total del operario para evitar que los gases producidos por el proceso de metalización se impregnen en su vestimenta de trabajo y piel expuesta, esta vestimenta está constituida de un material resistente a la temperatura, además de impermeable y ligero para que el operario pueda realizar su trabajo sin molestias.
FIGURA No 8 Overol de protección Fuente: Talleres Rectificadora Pazmiño S.A
Rociador Es un depósito que rocía sobre el cigüeñal el líquido limpiador para retirar impurezas del mismo.
FIGURA No 9 Rociador
21
Protector de Oídos Es un equipo de seguridad industrial utilizado para proteger los oídos de sonidos fuertes producidos por el proceso de metalización que pueden ocasionar enfermedades profesionales.
FIGURA No 10 Protector de oídos Fuente: Talleres Rectificadora Pazmiño S.A
2.4.1.7 PROCESO INDUSTRIAL
Un proceso de fabricación, también denominado proceso industrial, manufactura o producción, es el conjunto de operaciones necesarias para modificar las características de las materias primas. Dichas características pueden ser de naturaleza muy variada tales como la forma, la densidad, la resistencia, el tamaño o la estética. Se realizan en el ámbito de la industria.
Para la obtención de un determinado producto serán necesarias multitud de operaciones individuales de modo que, dependiendo de la escala de observación, puede denominarse proceso tanto al conjunto de operaciones desde la extracción de los recursos naturales necesarios hasta la venta del producto como a las realizadas en un puesto de trabajo con una determinada máquina-herramienta.[1]
22
2.4.1.8 TERMOROCIADO
Los rociados térmicos son especializados y, sin embargo tienen una amplia utilización en la fabricación y mantenimiento. La naturaleza de los procesos es verdaderamente sinérgica. Es decir, hay muchos componentes y variables implicadas, que, cuando trabajan juntos y se aplican correctamente, producen un efecto mucho mayor de lo que indica cuando se consideran por separado. Sin embargo cada componente y la variable deben entenderse para permitir la selección adecuada y el funcionamiento de un proceso determinado. [2, 4,10]
2.4.1.9 DEFINICIÓN
El rociado térmico es un conjunto de subprocesos en que material de revestimiento en forma de aerosol finamente dividido, metálico o no metálico son depositados en una condición fundida o semi-fundida sobre un sustrato dispuesto. El material de alimentación puede ser en forma de [10, 20]
Polvo Varilla Cable
FIGURA No 11 Sección trasversal de una superficie recubierta por Termorociado Reveron Pojan, Helen María “TERMOROCIADO”
23
La pistola de rociado térmico genera el calor necesario mediante el uso de combustibles o un arco eléctrico.
Como los materiales son calentados cambian al estado de plástico o metal fundido y se aceleran por un gas comprimido. Los torrentes confinados de partículas son trasladados al sustrato.
Las partículas golpean la superficie, se acoplan y forman plaquetas delgadas que se ajustan y adhieren a las irregularidades de la superficie preparada y entre ellas, como las partículas rociadas inciden sobre el sustrato se enfrían y se acumulan, partícula por partícula en una estructura laminar, así se forma una capa. [10,20]
2.4.1.10 VARIACIONES EN EL PROCESO
Las variaciones básicas en los procesos de rociado térmico acurren en los materiales rociados utilizados, el método de calentamiento, y el método de propulsión de los materiales hacia el sustrato. [10].
Materiales Rociados.- los materiales rociados son usados en formas de polvos, varillas y cables, en la forma de cable en primordialmente usado en Europa. [10]
Muchos metales, óxidos, cerámicos, aleaciones metálicas algunos plásticos naturales y ciertos vasos pueden ser depositados por uno o más de los varios procesos: [10]
Características
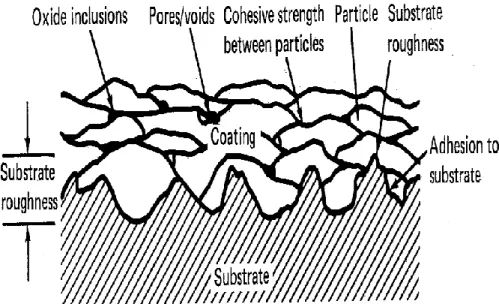
En la figura No. 12 se presenta la sección transversal, de una superficie recubierta con este método. Un aspecto crítico es la porosidad presente en el revestimiento, por lo cual se trata de conseguir el menor porcentaje posible. [10]
Dependiendo de las condiciones también pueden aparecer las partículas no fundidas, que por alguna razón no llegaron a la temperatura de fusión y fueron incorporadas al recubrimiento, esta generalmente interrumpe la continuidad del mismo y disminuye su fuerza cohesiva. [10].
24
Cuando se rochan metales o aleaciones, parte de ellos se pueden oxidar y aparecen entonces inclusiones de óxidos en el recubrimiento. Esto no siempre es malo, inclusive, un alto porcentaje de óxidos en el recubrimiento puede mejorar la dureza y resistenci a del mismo. [10]
FIGURA No 12 Corte transversal de capa típico para ilustrar la estructura laminar de óxidos e inclusiones Fuente: Thermal Spraying Practice, Theory, and Application, AWS
2.4.1.11 NATURALEZA DE LOS RECUBRIMIENTOS ROCIADOS
El éxito en el uso del revestimiento térmico con spray se basa en el cuidado de la adhesión, a procedimientos específicos del proceso. Una regla básica del rociado térmico es que cualquier desviación de los estándares de una solicitud particular o falta de atención a los detalles producirá el resultado poco confiable. La proporción de densidad de depósito de rociado de capa variará con la velocidad de partícula y la temperatura de la fuente del proceso. [10].
La velocidad de partícula para los distintos procesos, en orden decreciente es: detonación, high-velocity oxygen flame (HVOF), arco por plasma, arco por alambre y rociado por llama. La densidad también depende de la temperatura de la partícula y del tipo de gas de atomización utilizado. Tablas 1 y 2,
25
TABLA No1 Temperatura de la Fuente
Fuente: Thermal Spraying Practice, Theory, and Application, AWS
TABLA No 2 Velocidad Promedio de Impacto de las Partículas Fuente: Thermal Spraying Practice, Theory, and Application, AWS
2.4.1.12SOPORTES O SUSTRATOS
Este tipo de recubrimiento puede realizarse virtualmente en casi cualquier tipo de material: metales, cerámicas, vidrios, polímeros, materiales compuestos, etc. la característica esencial de un soporte es que debe presentar cierta rugosidad, de forma tal que el recubrimiento pueda adherirse de forma adecuada. El enlace entre el sustrato y el
26
recubrimiento puede ser mecánico, químico, metalúrgico o una combinación de estos. El método de preparación de la superficie debe seguir los siguientes pasos:
Limpiar la superficie.- ya sea con ultrasonido, utilizando solventes, o cualquier otro método, de forma tal que se asegure que la misma está libre de grasa, óxidos o cualquier otra partícula extraña a la misma. [10]
Creación de la rugosidad.- esto se hace como se dijo anteriormente para aumentar la adherencia de la capa, ya que sirve de anclaje mecánico y aumenta la superficie de contacto. Esto generalmente se hace por Granallado, proceso en el cual se proyectan partículas de un material abrasivo sobre la superficie a recubrir. En metales, a veces se realizan procesos de pasivacion en los que se crea una capa de ácido natural sobre la superficie para mejorar la adherencia. Otros materiales como compuestos y polímeros pueden necesitar preparaciones especiales. [10]
2.4.1.13 PROPIEDADES
Las propiedades del recubrimiento, dependen del material de alimentación, del proceso de Termorociado, de los parámetros de aplicación y del pos tratamiento del recubrimiento. [10]
Dureza, Densidad y Porosidad: Los recubrimientos por Termorrociado, suelen utilizarse por su alto grado de dureza relativo a los paint coatings. Su dureza y resistencia a la erosión los hace especialmente valiosos en aplicaciones del alto desgaste. La dureza y densidad de los recubrimientos por Termorrociado son usualmente menores que las del material del cual se hizo el recubrimiento. En general, a mayor velocidad de partícula más duro y denso será el recubrimiento. La porosidad también depende del tipo de proceso de termorociado de los parámetros utilizados y del material utilizado. [4,10]
Resistencia a la Corrosión: Para aplicaciones en muy altas temperaturas y para exposición química, el recubrimiento por Termorrociado debe ser muy resistente a la corrosión. Para estas aplicaciones el recubrimiento ofrece una barrera resistente a la corrosión que protege el substrato. [4.10]
27
Adhesión: Este tipo de recubrimientos puede tener muy alta adhesión, algunos recubrimientos especiales usados para aplicaciones de alto desgaste aplicados con procesos de alta velocidad de partícula pueden llegar a tener adhesiones que soportan una gran tensión. [10]
2.4.1.14 PROCESOS DE TERMOROCIADO
El proceso de termo rociado puede ser categorizado en dos grupos básicos acorde del método de generación de calor. [10]
GRAFICO No. 1 Proceso de Termorociado
Fuente: Thermal Spraying Practice, Theory, and Application, AWS
2.4.1.15 PROCESOS DE COMBUSTIÓN
Rociado por llama.- Es la forma más antigua de Termorociado, puede ser usada con una gran variedad de materiales de alimentación, incluyendo alambres de metal, barras de cerámica, polvos metálicos y no metálicos. [10,20]
Procesos
Procesos de
Combustion
Llama
Detonacion
Proceso de Alta
Velocidad (HVOF)
Procesos
Electrico
Arco Electrico
Plasma
28
El material es alimentado continuamente hacia la pistola donde es fundido en una llama de combustible gaseoso y propulsado hacia el substrato en una corriente de gas atomizado. [10,20]
Algunos gases usados como combustible son: Acetileno y Propano. El aire es generalmente utilizado como gas atomizante. [10,20]
Las llamas de oxiacetilénico son usadas extensivamente para Termorociado con barras debido al grado de control y las altas temperaturas ofrecidas por estos gases. Además esta llama puede ser ajustada para ser oxidante, neutra o reductora. [10,20]
La instalación de un sistema de rociado por llama es relativamente económica y móvil. Para una instalación simple todo lo que se requiere es una antorcha de rociado por llama y una fuente de oxígeno y gas combustible. [20]
Debido a sus bajas velocidades de proyección de partículas comparado con otros procesos de Termorrociado, este tipo de recubrimientos generalmente es de menor calidad, tienen alta porosidad y bajas fueras cohesivas y adhesivas. Una de las aplicaciones más comunes para este tipo de recubrimientos es en protección contra la corrosión. En la siguiente figura se presenta un esquema de un sistema de Termorrociado por llama con alimentación en polvo.
FIGURA No 13 Esquema de un sistema de Termorrociado por llama con alimentación en polvo.
Fuente: Thermal Spraying Practice, Theory, and Application, AWS y ReveronPojan, Helen Maria “TERMOROCIADO”
29
Rociado por Detonación.- Este proceso es diferente del rociado por llama, en el se usa
un proceso de combustión continuo con una serie de explosiones intermitentes que funden y proyectan las partículas hacia la superficie. En la cámara hay una mezcla de oxígeno, acetileno y el material en polvo del cual se hará el recubrimiento, y las detonaciones se hacen varias veces por segundo. El material es depositado a muy altas velocidades para producir recubrimientos muy densos y con altas durezas. El procedimiento se repite hasta obtener el espesor de recubrimiento deseado. El procedimiento alcanza niveles de ruido que exceden los 140 decibeles y por lo tanto debe realizarse en habitaciones a prueba de sonido y de explosiones. Los recubrimientos obtenidos con este método son de excelente calidad, pero con un costo muy alto. Algunas aplicaciones típicas son: recubrimientos de alta resistencia a la abrasión y de altas temperaturas. [10,20]
FIGURA No 14 Esquema de un sistema de Termorrociado por Detonación
Fuente:http://prof.usb.ve/hreveron/Termo.htm#Proyecci%C3%B3n%20al%20arco%20el%C3%A9ctrico.
Rociado por HVOF (High Velocity Oxygen Fuel).- Es uno de los métodos más
nuevos de Termorociado, utiliza oxígeno y un gas como combustible a altas presiones. Algunos gases combustible típicos son propano, propileno e hidrógeno. La mezcla de gases es acelerada a velocidades supersónicas y el material de alimentación en forma de polvo es inyectado dentro de la llama. El proceso minimiza la entrada térmica y maximiza la energía cinética para producir recubrimientos que son realmente densos, con baja porosidad y alta fuerza de enlace. [10,20]
30
Este proceso está íntimamente relacionado al rociado por llama., pero una diferencia esencial entre ellos es que en el rociado por llama el procesos de combustión se realiza en el aire ( ambiente), mientras que en el HVOF la combustión se realiza en una pequeña cámara. Debido a las altas presiones creadas en la cámara de combustión, los gases salen a velocidades supersónicas, y aceleran las partículas fundidas. Estas, aunque no alcanzan las velocidades de los gases, alcanzan altas velocidades con las que chocan en la superficie obteniendo un recubrimiento de alta calidad. Este tipo de rociado se usa extensivamente para aplicaciones que requieran alta resistencia a la abrasión. [10,20]
FIGURA No 15 HVOF (High Velocity Oxygen Fuel) Reveron Pojan, Helen María “TERMOROCIADO”
Fuente:http://prof.usb.ve/hreveron/Termo.htm#Proyecci%C3%B3n%20al%20arco%20el%C3%A9ctrico.
2.4.1.16 PROCESOS ELÉCTRICOS
Proyección al arco eléctrico.- Es generalmente el método de Termorociado más
económico. En este proceso se usa una corriente eléctrica para generar la energía térmica necesaria para fundir los materiales. Este proceso utiliza dos barras de metal como alimentación. Estos dos metales actúan como electrodos que son continuamente consumidos mientras se funden debido al arco eléctrico presente entre ellos. Para que esto suceda, las dos barras deben estar cargadas eléctricamente, una negativa y otra positiva y dispuestas de tal forma que el ángulo entre ellas se reduzca gradualmente. Una diferencia de potencial entre 15 y 50 voltios es aplicada y el calor que se genera
31
funde las puntas de las barras y el gas atomizante proyecta las gotas hacia el substrato. Este gas atomizante es generalmente aire comprimido, pero también se puede usar un gas inerte como Nitrógeno o Argón. La combinación de las altas temperaturas del arco (6000K) y las altas velocidades de las partículas (100 m/seg) producen recubrimientos con mayor fuerza de enlace y menor porosidad que el rociado por llama. El sistema de arco eléctrico utiliza dos alambres metálicos como material de aporte. Los dos alambres están eléctricamente cargados con polaridad inversa e ingresada a la pistola de arco eléctrico a una velocidad coordinada. Cuando los alambres llegan al punto de contacto. Las cargas opuestas crean una energía suficiente para derretir continuamente las puntas de los alambres. Aire comprimido es utilizado para atomizar el material líquido y acelerarlo contra el componente a reconstruir. El tiempo de deposición dependerá de la cantidad de material requerido. Tiene aplicaciones tan variadas como recubrimientos como muñones y en especial de grandes estructuras como puentes, postes de luz y de componentes electrónicos, etc. [10,20]
FIGURA No 16 Esquema de un proceso de rociado por arco eléctrico Reveron Pojan, Helen María “TERMOROCIADO”
Fuente:http://prof.usb.ve/hreveron/Termo.htm#Proyecci%C3%B3n%20al%20arco%20el%C3%A9ctrico.
2.1.4.17 COMPONENTES
Pistola de rociado por arco.- En una pistola de rociado por arco eléctrico los
32
son guiados por las puntas de contacto que se denominan contact tips .Hasta ser inyectadas y atomizadas por el aire comprimido el mismo que los dirige por esta zona. Los cables eléctricos aislados se unen a la pistola y la corriente continua es generada por la fuente. [10,20]
Estas pistolas también incluyen el mecanismo para alimentar el cable en una forma controlada, para esto las puntas de contacto son colocadas según el diámetro particular del cable, un botón de ON/OFF se encuentra en la parte superior de la pistola que se encarga de controlar el acceso o para de entrada de aire comprimido, otro botón controla el avance y salida del alambre. [10,20]
Fuente de energía.- La fuente de energía provee un voltaje entre 18 y 40 voltios, lo
cual permite trabajar con varios metales y aleaciones, una potencia constante es generalmente usada, un pico de voltaje produce un intervalo y aumento del tamaño de la partículas rociadas. El voltaje debe mantenerse en el nivel más bajo y manteniendo una estabilidad en el arco eléctrico, para proporcionar una capa lisa y densa. [10,20]
Unidad de control del alambre.- La unidad de control de alambre se coloca sobre la
consola de mando que consiste en dos sujetadores donde se colocan los rollos de alambre o carretes, los cuales giran a medida que el material es usado por la pistola, los alambres son conectados hacia la pistola a través del interior de cables flexibles aislados. [10,20]
Consola de Control.- La consola de control contiene todos los controles y reguladores
necesarios para controlar y monitorear la operación del circuito de energía de la pistola. [10,20]
Proyección de plasma.- Este proceso utiliza un arco eléctrico DC para generar un flujo
de plasma gaseoso ionizado con muy altas temperaturas que actúa como la fuente de calor para el rociado. El arco se forma entre dos electrodos no consumibles, el cátodo de tungsteno y el ánodo de cobre. [10,20]
33
La antorcha es alimentada con un flujo continuo de gas inerte el cual es ionizado por el arco DC y es comprimido y acelerado por la antorcha de forma tal que sale a grandes velocidades y altas temperaturas como un jet de plasma. El material de alimentación en forma de polvo es alimentado en este plasma donde es calentado y propulsado hacia la superficie a recubrir. [10,20]
Gracias a las altas temperaturas y altas energías térmicas del plasma jet, se pueden rociar materiales con alto punto de fusión tales como cerámicas y metales refractarios. Este proceso usa energías entre 40 y 100 KWatts. [10,20]
Durante este punto de recombinación, las temperaturas llegan a los 16,600 ºC, lo cual excede la temperatura superficial del sol, en este momento se inyecta el material de aporte (polvo) en la cámara de gas, el cual es fundido y disparado a alta velocidad mediante la inyección de aire comprimido. [10,20]
Un aspecto importante de mencionar es que a pesar de las altas temperaturas de este proceso, el componente a reconstruir elevara su temperatura solamente de 38 °C a 260 °C (100 °F a 500 °F). Este tipo de recubrimiento se usa ampliamente en partes de equipos como turbinas, en el área de compresores y cámaras de combustión. [10,20]
FIGURA No 17 Esquema del sistema de rociado por plasma Reveron Pojan, Helen María “TERMOROCIADO”
34
2.1.4.18 ENSAYOS
Los ensayos en ingeniería se realizan en un determinado material para determinar ciertas características ya sean físicas químicas o de forma para poder conocer la eficiencia de un determinado proceso realizado o aplicado a dicho material. [12, 14,15]
2.1.4.19 ENSAYOS DESTRUCTIVOS
Se denomina así a los ensayos que para poder ser realizados y obtener resultados en su mayoría valores se debe destruir una probeta o en el peor de los casos el mismo elemento que se está estudiando hasta poder determinar sus propiedades. Además se complementara el estudio con ensayos destructivos a tracción, compresión, flexión y el de dureza, la metalografía ayudara a este estudio también. [6, 18,19]
2.1.4.20 ENSAYO DE TRACCIÓN
El ensayo de tracción de un material consiste en someter a una probeta normalizada a un esfuerzo axial de tracción creciente hasta que se produce la rotura de la probeta. Este ensayo mide la resistencia de un material a una fuerza estática o aplicada lentamente. Las velocidades de deformación en un ensayo de tensión suelen ser muy pequeñas. [7, 9, 16]. En un ensayo de tracción pueden determinarse diversas características de los materiales elásticos:
Módulo de elasticidad o Módulo de Young, que cuantifica la proporcionalidad anterior. [5]
Donde:
35
Coeficiente de Poisson, que cuantifica la razón entre el alargamiento longitudinal y el acortamiento de las longitudes transversales a la dirección de la fuerza. [5]
Donde:
Límite de proporcionalidad: valor de la tensión por debajo de la cual el alargamiento es proporcional a la carga aplicada. [5]
Límite de fluencia o límite elástico aparente: valor de la tensión que soporta la probeta en el momento de producirse el fenómeno de la cedencia o fluencia. Este fenómeno tiene lugar en la zona de transición entre las deformaciones elásticas y plásticas y se caracteriza por un rápido incremento de la deformación sin aumento apreciable de la carga aplicada. [5]
Límite elástico (límite elástico convencional o práctico): valor de la tensión al que se produce un alargamiento prefijado de antemano (0,2%, 0,1%, etc.) en función del extensómetro empleado. [5]
Carga de rotura o resistencia a tracción: carga máxima resistida por la probeta dividida por la sección inicial de la probeta. [5]
Alargamiento de rotura: incremento de longitud que ha sufrido la probeta. Se mide entre dos puntos cuya posición está normalizada y se expresa en tanto por ciento. [5]
Estricción: es la reducción de la sección que se produce en la zona de la rotura. [5]
Normalmente, el límite de proporcionalidad no suele determinarse ya que carece de interés para los cálculos. Tampoco se calcula el Módulo de Young, ya que éste es característico del material; así, todos los aceros tienen el mismo módulo de elasticidad aunque sus resistencias puedan ser muy diferentes.
36
2.4.1.21 ENSAYOS DE DUREZA
La dureza de un material es la resistencia que opone a la penetración de un cuerpo más duro. La resistencia se determina introduciendo un cuerpo de forma esférica, cónica o piramidal, por el efecto que produce una fuerza determinada durante cierto tiempo en el cuerpo a ensayar. Como indicador de dureza se emplea la deformación permanente (plástica). En algunos casos, es necesario determinar las características mecánicas de los materiales sin llegar a su destrucción. También podemos determinar la dureza conseguida mediante un tratamiento de dureza.
DUREZA ROCKWELL
Para los materiales duros se emplea como elemento de penetración un cono de diamante de ángulo120º, y para los semiduros y blandos una bolita de acero de 1/16”, deduciéndose la fuerza Rockwell de la profundidad conseguida en la penetración. El cuerpo empleado para la penetración se hace incidir sobre la superficie de la pieza a ensayar con carga previa de 10Kg. La profundidad de penetración alcanzada constituye el valor de partida para la medición de la profundidad de la huella.
Después se aumenta en 140Kg la carga aplicada al cono (150Kg), y en 90Kg la aplicada a la bolita (100Kg), bajándose nuevamente el valor previo. Se mide la profundidad de penetración que queda y en la escala del aparato se lee directamente la correspondiente dureza Rockwell C (HRc) cono o la Rockwell B (HRb) bolita. La siguiente es una tabla simplificada de los materiales más comunes que se miden con Rockwell.
TABLA No3 Materiales Comúnmente Medidos
37
DUREZA BRINELL.
Se comprime una bola de acero templada, de diámetro (D) 2,5; 5 ó 10mm, contra el material a ensayar con una fuerza P. Después de liberar la carga se mide el diámetro (d) de la huella con un dispositivo amplificador óptico. La dureza Brinell es un valor a dimensional resultante de:
Donde:
P: carga aplicada en N (kgf) D: diámetro del balín en mm.
d: diámetro medio de la huella en mm
DUREZA VICKERS
En este caso se emplea como cuerpo de penetración una pirámide cuadrangular de diamante. La huella vista desde arriba es un cuadrado. Este procedimiento es apropiado para aceros nitrurados y cementados en su capa externa, así como para piezas de paredes delgadas de acero o metales no férreos. La dureza Vickers (HV) se calcula partiendo de la fuerza en Newton y de la diagonal en mm2 de la huella de la pirámide según la fórmula:
Donde:
P: carga aplicada en N
d: Diagonal media de la huella en mm.