Diseño de Microespejo CMOS de Barrido Resonante para Sistemas Endoscópicos de Tomografía óptica Edición Única
87
0
0
Texto completo
(2) Instituto Tecnológico y de Estudios Superiores de Monterrey Disisión de Tecnologı́as de Información y Electrónica Programa de Graduados. Los miembros del comité de tesis recomendamos que la presente tesis del Ing. Sergio Camacho León sea aceptada como requisito parcial para obtener el grado académico de Maestro en Ciencias en Ingenı́era Electrónica con especialidad en Sistemas Electrónicos.. Comité de tesis:. Dr. Sergio Omar Martı́nez Chapa Asesor. Dr. Alex Elı́as Zúñiga. Dr. Julio César Gutiérrez Vega. Sinodal. Sinodal. Dr. David Garza Salazar Director del Programa de Graduados. Mayo de 2006.
(3) c Sergio Camacho León, 2006 °.
(4) Diseño de microespejo CMOS de barrido resonate para sistemas endoscópicos de tomografı́a óptica. por Sergio Camacho León. TESIS. Presentada al Programa de Graduados en Tecnologı́as de Información y Electrónica Este trabajo es requisito parcial para obtener el grado académico de Maestro en Ciencias en Ingenı́era Electrónica con especialidad en Sistemas Electrónicos.. Instituto Tecnológico y de Estudios Superiores de Monterrey Mayo de 2006.
(5) A Sergio, Joselina y Getzemani, quienes con su amor y apoyo han hecho de mi vida algo especial..
(6) Agradecimientos. Al Dr. Sergio Omar Martı́nez Chapa por brindarme su confianza y asesorarme en el desarrollo de esta tesis. A mis sinodales, el Dr. Julio César Gutiérrez Vega y el Dr. Alex Elı́as Zúñiga, por el tiempo dedicado a revisar el documento y, sobre todo, por sus valiosos comentarios y sugerencias. A mis amigos del Centro de Óptica y a todos mis compañeros de equipo por compartir su tiempo dentro y fuera del Instituto. Al Tecnológico de Monterrey por brindarme una educación de calidad fundamentada en la ética.. Sergio Camacho León Instituto Tecnológico y de Estudios Superiores de Monterrey Mayo 2006. vi.
(7) Diseño de microespejo CMOS de barrido resonante para sistemas endoscópicos de tomografı́a óptica Sergio Camacho León, M.C. Instituto Tecnológico y de Estudios Superiores de Monterrey, 2006 Asesor de la tesis: Dr. Sergio Omar Martı́nez Chapa. En este trabajo se presenta el diseño y la modelación de un microescáner de barrido resonante para sistemas de imagenologı́a biomédica con énfasis en aplicaciones endoscópicas. El dispositivo óptico diseñado consiste en una lente de campo plano y un espejo microelectromecánico con 22,032 µm2 de superficie. El microespejo es impulsado por seis de actuadores térmicos bimorfos, cada uno con 200 µm de longitud y 18 µm de ancho. Los parámetros estructurales y geométricos del microespejo fueron diseñados para ser compatibles con las reglas de diseño de la tecnologı́a CMOS de 0.6 µm. Las caracterı́sticas de enfoque y exploración de este dispositivo permiten su aplicación en sistemas endoscópicos de tomografı́a óptica para realizar los barridos transversales del haz láser en el tejido biológico en estudio. Para modelar el microespejo se utilizó la teorı́a clásica de Euler-Bernoulli y se obtuvieron las ecuaciones matemáticas que determinan la dependencia de su comportamiento estático y dinámico con las dimensiones y las propiedades fı́sicas de los materiales empleados en su fabricación. A partir de los modelos obtenidos, se optimizó el proceso de diseño de manera que es posible minimizar el consumo de potencia de los actuadores térmicos y se propuso utilizar el nodo estacionario del segundo modo de vibración como un eje de rotación adicional sin translación para incrementar el ángulo de deflexión y la velocidad de exploración. Los resultados obtenidos en los modelos analı́ticos, para la deformación termomecánica generada por el efecto Joule ası́ como para los modos naturales de vibración, concuerdan con las simulaciones realizadas por métodos de elementos finitos y demuestran que el desempeño del microespejo es superior en comparación con otros diseños reportados en publicaciones previas. vii.
(8) Índice general. Agradecimientos. VI. Resumen. VII. Índice de figuras. X. Índice de tablas. XI. Capı́tulo 1. Introducción. 1. Capı́tulo 2. Antecedentes 2.1. Tomografı́a de coherencia óptica . . . . . . . . . . . 2.1.1. Alcances . . . . . . . . . . . . . . . . . . . . 2.1.2. Principio de operación . . . . . . . . . . . . 2.1.3. Criterios de desempeño . . . . . . . . . . . . 2.2. Tecnologı́a de miniaturización electromecánica . . . 2.2.1. Clasificación . . . . . . . . . . . . . . . . . . 2.2.2. Aplicaciones . . . . . . . . . . . . . . . . . . 2.2.3. Principios de excitación . . . . . . . . . . . 2.3. Procesos de microfabricación . . . . . . . . . . . . . 2.3.1. Tecnologı́a CMOS . . . . . . . . . . . . . . . 2.3.2. Tecnologı́a de micromaquinado de silicio . . 2.3.3. Integración de las tecnologı́as CMOS-MEMS. . . . . . . . . . . . .. 3 3 3 4 5 6 7 8 9 10 10 12 13. . . . .. 15 15 17 18 19. Capı́tulo 4. Diseño del microespejo resonante en tecnologı́a CMOS 4.1. Consideraciones de diseño . . . . . . . . . . . . . . . . . . . . . . . . . 4.1.1. Especificaciones del sistema . . . . . . . . . . . . . . . . . . . .. 21 21 21. Capı́tulo 3. Mecanismos de exploración óptica 3.1. Dispositivos de barrido axial . . . . . . . . . 3.2. Dispositivos de barrido transversal . . . . . 3.3. Dispositivos de barrido basados en MEMS . 3.4. Estado del arte . . . . . . . . . . . . . . . .. viii. . . . .. . . . .. . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . .. . . . . . . . . . . . .. . . . ..
(9) 4.1.2. Esquema de actuación . . . . . . . 4.1.3. Diseño estructural . . . . . . . . . 4.2. Análisis de microactuadores térmicos . . . 4.2.1. Comportamiento estático . . . . . . 4.2.2. Comportamiento dinámico . . . . . 4.3. Metodologı́a de diseño . . . . . . . . . . . 4.3.1. Optimización del patrón geométrico 4.3.2. Posición de los ejes de rotación . . 4.3.3. Flujo de diseño . . . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. . . . . . . . . .. 22 22 24 25 31 34 34 36 37. . . . . . .. 39 39 42 42 45 47 49. Capı́tulo 6. Conclusiones y Trabajos futuros 6.1. Trabajos futuros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 55 56. Apéndice A. Acrónimos. 57. Capı́tulo 5. Simulación y Evaluación del diseño en CoventorWare 5.1. Descripción del proceso de fabricación . . . . . . . . . . . . . . . . 5.2. Simulación por métodos de elemento finito . . . . . . . . . . . . . 5.2.1. Simulación electrotérmica . . . . . . . . . . . . . . . . . . 5.2.2. Simulación termomecánica . . . . . . . . . . . . . . . . . . 5.2.3. Curva de deflexión . . . . . . . . . . . . . . . . . . . . . . 5.2.4. Modos y Frecuencias naturales de vibración . . . . . . . .. Apéndice B. Solución analı́tica de la ecuación de B.1. Solución general . . . . . . . . . . . . . . . . . B.2. Solución particular . . . . . . . . . . . . . . . B.3. Temperatura promedio . . . . . . . . . . . . .. . . . . . . . . .. . . . . . .. . . . . . . . . .. . . . . . .. calor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 59 59 60 61. Apéndice C. Solución analı́tica de la ecuación de Euler-Bernoulli C.1. Solución general . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C.2. Solución particular . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C.3. Solución numérica a la ecuación de valores propios . . . . . . . . . . . .. 63 63 65 67. Apéndice D. Códigos en Matlab D.1. Raı́ces de ecuaciones no lineales . . . . . . . D.1.1. Newton.m . . . . . . . . . . . . . . . D.1.2. f.m . . . . . . . . . . . . . . . . . . . D.2. Frecuencias naturales de una viga compuesta D.2.1. FrecuenciasNC.m . . . . . . . . . . .. 69 69 69 69 70 70. Vita. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. . . . . .. 77. ix.
(10) Índice de figuras. 2.1. Diagrama esquemático de un sistema endoscópico OCT. . . . . . . . . 2.2. Clasificación de las tecnologı́as MEMS. . . . . . . . . . . . . . . . . . .. 4 7. 3.1. Dispositivos de barrido axial. . . . . . . . . . . . . . . . . . . . . . . . 3.2. Campos de exploración transversal en una estructura tridimensional. . 3.3. Dispositivos de barrido transversal. . . . . . . . . . . . . . . . . . . . .. 16 17 18. 4.1. 4.2. 4.3. 4.4. 4.5. 4.6. 4.7. 4.8. 4.9.. . . . . . . . . .. 22 23 25 29 31 33 35 36 38. 5.1. Etapa de procesamiento combinado en la fabricación del microespejo. . 5.2. Etapa de post-procesamiento en la fabricación del microespejo. . . . . . 5.3. Modelo en tres dimensiones del microespejo. . . . . . . . . . . . . . . . 5.4. Simulación electrotérmica para un voltaje aplicado de 8 V . . . . . . . . 5.5. Gradiente de temperatura a diferentes voltajes de excitación. . . . . . . 5.6. Incremento de temperatura promedio a diferentes voltajes de excitación. 5.7. Simulación termomecánica. . . . . . . . . . . . . . . . . . . . . . . . . . 5.8. Flexión del microespejo en función del incremento de temperatura. . . . 5.9. Curvatura del microespejo en función del incremento de temperatura. . 5.10. Curvatura del microespejo en función del voltaje de excitación. . . . . . 5.11. Flexión del microespejo en función del voltaje de excitación. . . . . . . 5.12. Modos naturales de vibración en el microespejo. . . . . . . . . . . . . . 5.13. Desplazamiento modal del 1er. modo transversal de vibración. . . . . . 5.14. Desplazamiento modal del 2do. modo transversal de vibración. . . . . . 5.15. Desplazamiento modal del 3er. modo transversal de vibración. . . . . .. 40 41 41 42 43 44 45 46 47 47 48 50 51 52 53. Configuración óptica del mecanismo de exploración. . . . . . . . . Diseño estructural del microespejo. . . . . . . . . . . . . . . . . . Diagrama esquemático de una viga compuesta. . . . . . . . . . . . Modelo termomecánico. . . . . . . . . . . . . . . . . . . . . . . . . Diagrama esquemático de una viga homogénea. . . . . . . . . . . Modos naturales de vibración en una viga voladiza. . . . . . . . . Modelo electrotérmico. . . . . . . . . . . . . . . . . . . . . . . . . Curva de optimización para el patrón geométrico del microespejo. Flujo de diseño en el nivel fı́sico. . . . . . . . . . . . . . . . . . . .. x. . . . . . . . . .. . . . . . . . . ..
(11) Índice de tablas. 2.1. Áreas de oportunidad de la industria BioMEMS en medicina. . . . . . .. 8. 3.1. Estado del arte en el diseño de microespejos resonantes. . . . . . . . . .. 19. 4.1. 4.2. 4.3. 4.4.. Capas de materiales empleados en el proceso CMOS de 0.6 µm. . . . . Propiedades fı́sicas de los materiales empleados en la tecnologı́a CMOS. Nodos de vibración en una viga voladiza. . . . . . . . . . . . . . . . . . Resistencias térmicas del modelo electrotérmico. . . . . . . . . . . . . .. 23 24 33 35. 5.1. Incremento de temperatura promedio para un voltaje aplicado de 8 V . 5.2. Frecuencias naturales de vibración en el microespejo. . . . . . . . . . .. 43 49. C.1. Coeficientes de vibración para una viga voladiza. . . . . . . . . . . . . .. 67. xi.
(12) Capı́tulo 1. Introducción. El diseño de mecanismos de exploración óptica, con aplicaciones en sistemas endoscópicos de imagenologı́a biomédica, implica diversos desafı́os. En primer lugar, la resolución óptica de los dispositivos está limitada por la difracción debido a que sus dimensiones son tı́picamente del orden de micrómetros. Esto implica que los sistemas de alta resolución requieren de estructuras de mayor tamaño; sin embargo, un aumento en la masa de la estructura intensifica los efectos inerciales y reduce las velocidades de exploración. Asimismo, cuando el dispositivo opera a altas velocidades, existe una tendencia a la deformación debido a que la mayorı́a de los procesos de microfabricación solo permiten definir estructuras cuyo espesor es mucho menor que su superficie. Las estrategias para corregir los problemas anteriores se basan en la optimización del diseño de la estructura o en el perfeccionamiento de los procesos de microfabricación. El objetivo substancial de esta tesis es diseñar un mecanismo de exploración óptica para realizar los barridos transversales del haz láser en un sistema endoscópico de tomografı́a óptica. Además, dicho dispositivo debe ser compatible con los procesos de microfabricación de circuitos analógicos CMOS de manera que sea posible incluir un microespejo y su circuito electrónico de control en el mismo substrato. El mecanismo de exploración propuesto consiste en una lente de campo plano F-Theta y un espejo microelectromecánico que opera en su segundo modo natural de vibración como estrategia para incrementar el ángulo de deflexión y la velocidad de exploración. Esta configuración permite el posicionamiento rápido y un enfoque preciso del haz láser en el tejido biológico en estudio. Con el propósito de examinar los aspectos involucrados en el diseño y modelación de microsistemas electromecánicos resonantes y su aplicación en sistemas endoscópicos de imagenologı́a biomédica, en el capı́tulo 2, se establecen los antecedentes más relevantes de los sistemas de tomografı́a de coherencia óptica y la tecnologı́a de miniaturización electromecánica; ası́ como los procesos de microfabricación pertinentes al diseño del microespejo. En el capı́tulo 3, se examina la situación problemática respecto a los mecanismos de exploración óptica convencionales y se presenta un resumen del progreso 1.
(13) tecnológico en el tema que permite identificar áreas de oportunidad en el desarrollo de nuevos dispositivos. En el capı́tulo 4, se utiliza la teorı́a clásica de Euler-Bernoulli para obtener los modelos matemáticos que determinan la dependencia del comportamiento estático y dinámico del microespejo con las dimensiones y las propiedades fı́sicas de los materiales empleados en su fabricación. En este capı́tulo también se explica de manera detallada la metodologı́a de diseño empleada. En el capı́tulo 5, se utiliza el método de elementos finitos para validar los resultados obtenidos en el modelo analı́tico y se presentan los resultados de la simulación en CoventorWare1 del ángulo de deflexión y de los modos naturales de vibración del microespejo. La tesis concluye en el capı́tulo 6 con un resumen de las aportaciones de este trabajo y se proponen trabajos futuros en esta área de investigación.. 1 Software de diseño de microsistemas electromecánicos propietario de Coventor. <www.coventor.com>. 2.
(14) Capı́tulo 2. Antecedentes. 2.1.. Tomografı́a de coherencia óptica. A través de la última década, la tomografı́a de coherencia óptica (OCT, por sus siglas en inglés) ha incrementado su atención debido a las innovaciones en el campo de la fotónica y a sus numerosas aplicaciones, principalmente en el área de óptica biomédica. Una de las razones por la que la tomografı́a OCT ha interesado tanto a ingenieros como a cientı́ficos en el área es que posee el potencial para volverse la primera técnica de diagnóstico médico que utiliza de manera prominente las caracterı́sticas coherentes de la luz para generar imágenes tridimensionales de estructuras biológicas.. 2.1.1.. Alcances. La tomografı́a OCT es una técnica de imagenologı́a óptica que permite obtener imágenes de diferentes capas transversales de tejido biológico inmerso en medios transparentes y semitransparentes con una resolución en el rango de 2 a 10 µm [1]. Esto implica que la resolución alcanzada por la tomografı́a OCT es superior en uno o dos órdenes de magnitud a otras técnicas de imagenologı́a como el ultrasonido (US), la tomografı́a computarizada (CT) o la resonancia magnética (MR). La baja coherencia de una fuente de luz permite a esta tecnologı́a registrar estructuras microscópicas a profundidades más allá del alcance convencional de los microscopios confocales y de campo claro. Se han demostrado profundidades que exceden los 2 cm en tejidos transparentes, como los ojos y embriones [2], [3]; mientras que en tejidos altamente dispersivos como la piel, se pueden registrar pequeños vasos sanguı́neos y otras estructuras a profundidades de 1 a 2 mm bajo la epidermis [4]. El éxito en el desarrollo e implementación de esta tecnologı́a como una nueva modalidad de diagnóstico médico, depende en gran medida de la investigación conjunta de análisis teórico y desarrollo tecnológico. Resolver los problemas que limitan el desempeño de los sistemas actuales involucra cuestiones que se relacionan al diseño 3.
(15) y fabricación de fuentes de luz y mecanismos de exploración ópticos; a las técnicas de procesamiento electrónico de señales e imágenes; y a la generación, propagación e interferencia de campos ópticos parcialmente coherentes en diversos tipos de tejido biológico.. 2.1.2.. Principio de operación. La tomografı́a OCT es una extensión de la reflectometrı́a óptica de baja coherencia (OLCR), la cual es una técnica de detección unidimensional con alta resolución axial y alto rango dinámico. Posteriormente, la tomografı́a OCT extendió su modalidad a dos y tres dimensiones agregando barridos transversales del haz de prueba relativos a la muestra. Un sistema endoscópico OCT consiste básicamente en un interferómetro de Michelson con una fuente de luz de baja coherencia1 como se muestra en la figura 2.1.. Figura 2.1: Diagrama esquemático de un sistema endoscópico OCT. La potencia óptica de la fuente se divide en partes iguales entre los brazos del interferómetro por acción del acoplador de fibras ópticas. El haz transmitido al brazo de prueba es enfocado hacia la muestra y el haz reflejado, con información de la estructura de la muestra, se introduce nuevamente en la fibra óptica para ser combinado en el detector con el haz reflejado proveniente del brazo referencia. A continuación se realiza un barrido axial desplazando el espejo de referencia para hacer interferir los dos haces de 1. En este contexto, baja coherencia se refiere a varias decenas de nanómetros.. 4.
(16) luz. Las reflexiones individuales se pueden distinguir debido a que los haces solamente interfieren cuando la diferencia entre la longitud de camino óptico de los brazos del interferómetro es menor que la longitud de coherencia de la fuente. La señal eléctrica registrada en el detector durante la exploración es amplificada, filtrada y demodulada para ser almacenada en forma digital en una computadora.. 2.1.3.. Criterios de desempeño. Resolución axial La resolución axial de un sistema OCT está determinada por la longitud de coherencia de la fuente de luz. La longitud de coherencia se define como el ancho espacial de la función de autocorrelación del campo eléctrico en los brazos del interferómetro. El teorema de Wiener-Khinchin expresa que la envolvente de la función de autocorrelación es equivalente a la transformada de Fourier del espectro de potencia del campo eléctrico. Por lo tanto, el ancho de la función de autocorrelación, o resolución axial, es inversamente proporcional al ancho del espectro de potencia. Para una fuente con distribución espectral Gaussiana, es fácil demostrar que la resolución axial ∆z puede escribirse como ∆z = (2 ln 2/π)(λ2 /∆λ),. (2.1). donde ∆z y ∆λ son el ancho a la mitad de la altura (FWHM) de la función de autocorrelación y del espectro de potencia, respectivamente, y λ es la longitud de onda central de la fuente. La ecuación 2.1 indica que para alcanzar una resolución axial alta se necesitan fuentes ópticas con un amplio ancho de banda. Resolución transversal La definición de la resolución transversal de un sistema OCT y la resolución transversal de los sistemas de microscopı́a óptica es idéntica y está determinada por las caracterı́sticas de enfoque de un haz óptico. El tamaño mı́nimo del punto al que un haz óptico puede enfocarse es inversamente proporcional a la apertura numérica o al ángulo de enfoque del haz. La resolución transversal ∆x puede escribirse como [5] ∆x = (4λ/π)(f /d),. (2.2). donde d es el tamaño del punto en la lente objetiva y f su distancia focal. La ecuación 2.2 indica que para alcanzar una resolución transversal alta se necesita usar una mayor apertura numérica y enfocar el haz a un punto de menor tamaño. La resolución transversal también se relaciona con la profundidad de foco o parámetro confocal b, que es π∆x2 /2λ, dos veces el rango de Rayleigh. 5.
(17) Sensibilidad Los sistemas OCT pueden alcanzar una alta sensibilidad en la detección puesto que la interferometrı́a permite medir el campo eléctrico en lugar de la intensidad de la luz. Debido a que generalmente la amplitud del campo eléctrico en el brazo de referencia es mayor que la amplitud del haz en el brazo de prueba, es necesario amplificar la señal de menor intensidad y, en consecuencia, incrementar la magnitud de la señal de interferencia en la salida. De esta manera el interferómetro produce ganancia heterodina para señales ópticas débiles. En la mayorı́a de los sistemas OCT el espejo de referencia se mueve a velocidad constante, generando un corrimiento Doppler en el campo eléctrico reflejado. Esto produce una modulación de la señal de interferencia a la frecuencia de pulsación Doppler fD , que es 2v/λ, dos veces la frecuencia de modulación, donde v es la velocidad del espejo de referencia. La luz reflejada por múltiples superficies en el tejido biológico puede ser detectada filtrando y demodulando la señal eléctrica del fotodetector. El desempeño de la razón señal-a-ruido (SNR) puede escribirse como [6] ηP SN R = 10 log , 2hνN EB µ. ¶. (2.3). donde η es la eficiencia cuántica del detector, hv es la energı́a del fotón, P es la energı́a de la señal, y N EB es el ancho de banda equivalente de ruido del filtro pasabanda usado para demodular la señal. La ecuación 2.3 indica que para alcanzar altas velocidades de adquisición de imágenes o mayor resolución se necesita una energı́a óptica superior para una razón señal-a-ruido dada. El desempeño de los sistemas OCT varı́a según sus requisitos de diseño y velocidades de adquisición de datos. Sin embargo, para parámetros de medición tı́picos, puede lograrse una sensibilidad en el rango de -90 a -100 dB [6], lo que corresponde a la detección de señales retroreflejadas o retrodispersadas que son 10−9 o 10−10 veces menores que la energı́a óptica incidente.. 2.2.. Tecnologı́a de miniaturización electromecánica. El desafı́o de fabricar pequeñas máquinas operativas con piezas móviles en su estructura fue planteado inicialmente por el afamado fı́sico Richard P. Feynman en el año 1959 [7]. A la fecha, se han logrado fabricar dispositivos del orden de micrómetros, tales como motores, válvulas, engranes, vigas, diafragmas, ası́ como actuadores electrostáticos, magnéticos, electromagnéticos, neumáticos y térmicos.. 6.
(18) En el año 1989, durante una reunión del Instituto de ingenieros eléctricos y electrónicos (IEEE) en los Estados Unidos [8], se adoptó oficialmente el término MEMS para referirse a los microsistemas electromecánicos. Estos dispositivos, con dimensiones tı́picas entre 1 µm y 1 mm, combinan componentes eléctricos y mecánicos fabricados usando tecnologı́as similares a las de los circuitos integrados (IC). En la actualidad, aún hace falta una definición universal para referirnos a este campo multidisciplinario. Por ejemplo, en Europa es llamada tecnologı́a de microsistemas (MST), mientras que en Japón se utiliza el término micromáquinas para referirse a microdispositivos y estructuras nanométricas.. 2.2.1.. Clasificación. La miniaturización combinada de componentes electrónicos, mecánicos, ópticos y biológicos ha dado lugar a la formación de nuevos campos especializados de tecnologı́as MEMS. La interacción de las áreas de estudio involucradas se muestra en la figura 2.2.. Figura 2.2: Clasificación de las tecnologı́as de miniaturización.. 7.
(19) 2.2.2.. Aplicaciones. Conforme el grado de sofisticación de las tecnologı́as MEMS aumenta, surgen nuevas aplicaciones en múltiples campos del conocimiento. Su extenso rango de aplicaciones incluye sensores de presión, temperatura, flujo de masa, velocidad, sonido y composición quı́mica; actuadores para movimiento lineal y angular; componentes elementales de sistemas complejos como acelerómetros, giroscopios, resonadores, interruptores, compuertas y escáneres, por nombrar solo algunas de las más representativas. Entre las ventajas de esta tecnologı́a sobre los sistemas macroscópicos existentes podemos mencionar: miniaturización sin pérdidas de funcionalidad, integración para formar sistemas monolı́ticos, explotación de nuevos dominios fı́sicos, menor costo de fabricación, bajo consumo de potencia, mayor velocidad de operación y mejoras en la sensibilidad, selectividad y exactitud. Los atributos de los productos basados en tecnologı́as MEMS han impulsado la actividad económica en los sectores productivos. Tan solo en el año 2004, el mercado potencial a nivel mundial de la tecnologı́a BioMEMS era de 4,000 millones de dólares con tasas compuestas de crecimiento anual de 32.5 % [9]. La industria de los BioMEMS tiene tres áreas de oportunidad principales en medicina. En la tabla 2.1 se mencionan algunos ejemplos representativos basados en trabajos realizados en la Universidad de Minesota [10]. Área de oportunidad BioMEMS de diagnóstico. Ejemplo. Aplicaciones. Microviga resonante. Detección y reconocimiento de moléculas, ADN y proteı́nas.. BioMEMS quirúrgicos. Micromotor piezoeléctrico. Implantes oftalmológicos, endoscopı́a y biopsias mı́nimamente invasivas.. BioMEMS terapéuticos. Microbomba piezoeléctrica. Dispensadores de medicamentos. Tabla 2.1: Áreas de oportunidad de la industria BioMEMS en medicina. En México se han identificado dos enfoques en la investigación de tecnologı́as MEMS con aplicaciones para el sector salud [11]. Poniendo énfasis en las principales causas de mortandad por grupos de edad, se encontró que para el grupo de 0 a 14 años la investigación debe ir enfocada a impulsar la industria de los BioMEMS de diagnóstico, mientras que para el grupo de 15 años o más los BioMEMS quirúrgicos y terapéuticos. 8.
(20) 2.2.3.. Principios de excitación. Los dispositivos concebidos para generar movimiento mecánico se denominan actuadores. Estos dispositivos permiten transformar diversas formas de energı́a en energı́a mecánica lineal o rotacional. La naturaleza de los estı́mulos utilizados para producir la energı́a de excitación da lugar a una amplia gama de principios que se pueden emplear como esquemas de actuación. A continuación se describen los principios de excitación predominantes a escala micrométrica haciendo énfasis en sus principales ventajas y desventajas operativas como esquemas de actuación. Para propósitos ilustrativos, también se presentan ejemplos numéricos de actuadores en condiciones tı́picas de operación para cada esquema. Excitación electrostática: El principio de excitación electrostático se basa en la fuerza de atracción entre dos elementos mecánicos de carga eléctrica opuesta. Las ventajas de este principio como esquema de actuación incluyen una alta capacidad de repetición y un bajo consumo de potencia. Sin embargo, existe un punto de inestabilidad que limita su rango de operación cuando la separación entre los elementos es un tercio de la separación inicial. - Ejemplo: Un actuador electrostático puede generar una fuerza de 0.11 µN cuando se aplica un voltaje de 0.5 V a elementos con 1,000 µm2 de superficie y 1 µm de separación. Excitación piezoeléctrica: El principio de excitación piezoeléctrico se basa en la deformación mecánica del material a causa de un campo eléctrico aplicado. Este esquema de actuación permite operar a altas frecuencias sin perder las caracterı́sticas lineales del sistema. Su principal desventaja radica en los altos voltajes de operación requeridos. La mayorı́a de los actuadores piezoeléctricos están compuestos de titanato circonato de plomo (P ZT ), una mezcla calcinada de zirconato de plomo (P bZrO3 ) y de titanato de plomo (P bT iO3 ). - Ejemplo: Un actuador piezoeléctrico puede generar una fuerza del orden de milinewtons cuando se aplica un voltaje de 200 V a una capa de 5 µm de espesor. Excitación electromagnética: El principio de excitación electromagnético se basa en la fuerza de atracción entre dos imanes permanentes y uno o más electroimanes. Aunque este esquema de actuación proporciona fuerzas de magnitud suficiente para efectuar el desplazamiento de manera lineal y con una alta capacidad de repetición, su desempeño es bajo a altas frecuencias de operación. Además, las 9.
(21) bobinas externas necesarias para producir el campo magnético requerido pueden presentar un problema de fabricación o encapsulado. - Ejemplo: Un actuador electromagnético puede generar una fuerza de 10 µN cuando se aplica un campo magnético de 1 T a un conductor de 1 mm de longitud que transporta una corriente de 10 mA. Excitación electrotérmica: El principio de excitación electrotérmico se basa en la deflexión debida a la diferente expansión termoelástica entre de dos o más elementos a causa de un incremento en la temperatura generado por el calentamiento de Joule. Este esquema consume más potencia que los mencionados anteriormente, pero puede proporcionar fuerzas del orden de milinewtons debido a que las fuerzas de amortiguamiento son considerablemente menores. - Ejemplo: Un actuador electrotérmico puede generar una fuerza de 6.7 mN cuando se aplica un voltaje de 12 V a elementos de 5.25 mm2 de superficie y 50 µm de espesor.. 2.3.. Procesos de microfabricación. Los procesos de fabricación de las tecnologı́as MEMS se desarrollaron a partir de los procesos empleados en la industria de circuitos integrados; no obstante, estos procesos pueden variar considerablemente dependiendo de la aplicación de cada microsistema. Actualmente, los procesos de fabricación predominantes en la industria de circuitos integrados y dispositivos MEMS se basan en la tecnologı́a de semiconductores de óxido metálico complementario (CMOS) y en el micromaquinado de silicio, respectivamente. Los siguientes apartados proporcionan una reseña de los procesos de fabricación involucrados en el presente trabajo. Los libros de Katsumata [12] y Madou [13] contienen información detallada de los procesos de microfabricación complementarios.. 2.3.1.. Tecnologı́a CMOS. La tecnologı́a CMOS permite fabricar transistores tipo N (NMOS) y transistores tipo P (PMOS) en el mismo chip. Los circuitos fabricados empleando esta tecnologı́a presentan interesantes caracterı́sticas en cuanto a bajos consumos de potencia y altas densidades de integración. El material elemental de los procesos de fabricación de la tecnologı́a CMOS es el silicio monocristalino (sc − Si). Generalmente se seleccionan dos orientaciones cristalinas fundamentales para el crecimiento del silicio monocristalino, estas orientaciones 10.
(22) están denotadas por los ı́ndices de Miller2 h100i y h111i. Durante el proceso de crecimiento, los cristales se dopan con impurezas para obtener un substrato tipo P o tipo N, dependiendo de las de impurezas utilizadas3 . El substrato resultante es un material cilı́ndrico que al ser cortado transversalmente, de manera que el diámetro sea mucho mayor que la altura, da origen a estructuras que reciben el nombre de obleas. Los procesos que se aplican a la oblea de silicio para fabricar componentes semiconductores son: Oxidación térmica: La oxidación térmica es el proceso por el cual se forma una capa de dióxido de silicio (SiO2 ) en la superficie de la oblea para protegerla de la contaminación. Proporciona aislamiento entre dos capas adyacentes. Difusión térmica: La difusión térmica es el movimiento de átomos de la impureza en la superficie del silicio hacia el interior de la oblea, el desplazamiento ocurre de zonas con alta concentración a zonas de menor concentración. Las temperaturas tı́picas requeridas para este proceso van de los 800 a los 1400 ◦ C. Implantación de iones: La implantación de iones es el proceso por el cual los iones de la impureza son acelerados a altas velocidades y alojados fı́sicamente en la oblea. Este proceso requiere temperaturas más bajas que el proceso de difusión. Deposición: La deposición es el medio por el cual se colocan varios materiales sobre la oblea, por ejemplo, nitruro de silicio (Si3 N4 ), dióxido de silicio (SiO2 ), aluminio (Al) o silicio policristalino (poly−Si). Los materiales depositados usando las siguientes técnicas cubren completamente a la oblea. - Depósito quı́mico en fase vapor (CVD) - Depósito quı́mico en fase vapor a baja presión (LPCVD) - Depósito quı́mico en fase vapor asistido por plasma (PECVD) - Pulverización catódica (Sputtering) Grabado quı́mico: El grabado quı́mico es el proceso por el cual se remueve selectivamente una capa de material. El agente quı́mico puede remover porciones del material deseado, del material subyacente o de la capa de enmascaramiento. Básicamente existen dos tipos de grabado quı́mico: 2. Los ı́ndices de Miller son una notación matemática que describen en su totalidad los planos y direcciones de una red cristalina 3 Cuando una impureza aumenta el número de electrones libres en un material semiconductor, la impureza y el material resultante son de tipo N. Sin embargo, una impureza que reduce el número de electrones libres, es conocida como impureza tipo P. 11.
(23) - El grabado húmedo utiliza productos quı́micos. - El grabado seco utiliza gases ionizados quı́micamente activos. Fotolitografı́a: La fotolitografı́a es el proceso por el cual se transfiere una imagen a la oblea. Los componentes básicos de este proceso son el material fotoresistivo y la fotomáscara usada para exponer selectivamente algunas áreas del material fotoresistivo a la luz ultravioleta (UV). El material fotoresistivo es un polı́mero orgánico cuyas caracterı́sticas pueden ser alteradas cuando son expuestas a luz ultravioleta. Se clasifica en material fotoresistivo positivo y material fotoresistivo negativo. - El material fotoresistivo positivo se utiliza para crear una máscara donde existen patrones, es decir, donde la fotomáscara es opaca a la luz UV. - El material fotoresistivo negativo crea una máscara donde no existen patrones, es decir, donde la fotomáscara es transparente a la luz UV. A excepción de los procesos de oxidación térmica y deposición, los procesos mencionados anteriormente se aplican solamente a las partes seleccionadas de la oblea.. 2.3.2.. Tecnologı́a de micromaquinado de silicio. La tecnologı́a de micromaquinado de silicio permite fabricar microestructuras en dos y tres dimensiones utilizando técnicas de grabado quı́mico, maquinado fı́sico y estructuración de materiales. Esencialmente, el micromaquinado consiste en la eliminación selectiva de materiales previamente depositados en la superficie del substrato. Dependiendo de las caracterı́sticas del proceso de eliminación, esta tecnologı́a se puede clasificar a su vez en tecnologı́a de micromaquinado de superficie y tecnologı́a de micromaquinado de volumen. La tecnologı́a de micromaquinado de superficie emplea procesos de fotolitografı́a para eliminar patrones geométricos especı́ficos en los materiales depositados. Generalmente, se utiliza silicio policristalino como material estructural y dióxido de silicio como material de sacrificio. El proceso de fabricación se realiza alternando capas de material estructural con material de sacrificio hasta definir completamente la microestructura y, posteriormente, se elimina el material de sacrifico para liberar las partes móviles. Los espesores tı́picos de las capas que definen la microestructura se encuentran en el rango de 1 a 3 µm [13]. Estos valores limitan el rango de movimiento y la fuerza máxima que pueden desarrollar los dispositivos micromaquinados en superficie. Otra limitación relacionada a esta tecnologı́a es la aparición de esfuerzos mecánicos en las capas estructurales debido a las altas temperaturas utilizadas durante el proceso de fabricación. Estos esfuerzos están relacionados a las dimensiones superficiales y limitan 12.
(24) la geometrı́a de las microestructuras. La tecnologı́a de micromaquinado de volumen emplea procesos de grabado quı́mico para eliminar parcialmente partes del substrato. Debido a que el espesor del substrato es mayor que el espesor de los materiales depositados en su superficie, el grabado quı́mico del substrato presenta mayores dificultades que el grabado de los materiales depositados. Los principales métodos de grabado quı́mico para el substrato son: Grabado isotrópico húmedo: El grabado isotrópico permite remover el material de manera uniforme en todas las direcciones. El agente quı́mico de mayor uso en este método es una mezcla de ácido fluorhı́drico (HF ), ácido nı́trico (HN O3 ) y ácido acético (CH3 COOH). Grabado anisotrópico húmedo: El grabado anisotrópico húmedo utiliza las orientaciones cristalinas para remover el material en una dirección preferencial. El agente quı́mico de mayor uso en este método es el hidróxido de potasio (KOH).. 2.3.3.. Integración de las tecnologı́as CMOS-MEMS. Uno de los mayores retos de los procesos de fabricación es la integración de los dispositivos electrónicos con las estructuras micromaquinadas. La mayorı́a de los trabajos reportados utilizan procesos hı́bridos, en los cuales los dispositivos MEMS se fabrican independientemente de la interfaz electrónica. Existen varias propuestas para combinar los circuitos CMOS con los dispositivos MEMS [14], estas propuestas se pueden clasificar en tres enfoques principales: Post-procesamiento: El micromaquinado de las estructuras se realiza después de que los circuitos CMOS están completos. Se evita cualquier etapa que involucre altas temperaturas y la interfaz electrónica se protege con pelı́culas resistente a los quı́micos utilizados en la etapa de micromaquinado. Procesamiento combinado: En un proceso tradicional CMOS-MEMS se utilizan las mismas capas del proceso CMOS para la estructura del dispositivo MEMS. Pre-procesamiento: El micromaquinado de las estructuras se realiza antes del proceso CMOS en una región donde la profundidad de la oblea es igual a la altura total del pozo de grabado y la estructura del dispositivo MEMS se protege con una capa de encapsulado planar a la superficie del silicio. Para liberar la estructura se requiere eliminar la capa de encapsulamiento.. 13.
(25) 14.
(26) Capı́tulo 3. Mecanismos de exploración óptica. Los mecanismos de exploración óptica o escáneres, son dispositivos que permiten representar visualmente los componentes de una estructura a partir de una serie de barridos adyacentes de un haz de luz. Dependiendo de la dirección de exploración de la estructura, estos dispositivos se clasifican en dispositivos de barrido axial cuando la exploración se realiza en la dirección de propagación del haz de luz y en dispositivos de barrido transversal cuando la exploración se realiza en un plano ortogonal al eje de propagación. Puesto que en endoscopı́a generalmente los investigadores clı́nicos están interesados en analizar la estructura del tejido biológico presente en la sonda de exploración, los escáneres de un sistemas EOCT desempeñan una función clave en el proceso de visualización. Básicamente existen dos modalidades de barrido que se pueden utilizar para generar imágenes tomográficas. En el barrido de modo A, las velocidades de exploración en el plano ortogonal son mayores que la velocidad de exploración axial y las imágenes generadas representan cortes transversales a lo largo de la profundidad del tejido biológico. En el barrido de modo B, se da prioridad a la velocidad de exploración axial y las imágenes generadas representan cortes transversales a lo largo de las direcciones ortogonales. El resultado de la exploración, independientemente de la modalidad de barrido, es un conjunto bidimensional de datos en el cual cada barrido contiene el tiempo de retraso y la magnitud del campo eléctrico reflejado.. 3.1.. Dispositivos de barrido axial. El desarrollo de dispositivos de barrido axial de mayor rapidez ha sido el tema de numerosos estudios ([15], [16], [17], [18], [19]). La mayorı́a de los dispositivos reportados se basan en sistemas mecánicos para implementar una lı́nea de retraso óptico en el brazo de referencia del interferómetro como se muestra en la figura 3.1.. 15.
(27) (a). (b). (c). (d). (e). (f). Figura 3.1: Dispositivos de barrido axial utilizados como retardadores ópticos en los sistemas OCT. [15]-[19]. La figura 3.1(a) presenta la configuración más sencilla basada en la translación de un espejo de referencia montado sobre una plataforma conducida por un motor de corriente directa (DC); la velocidad de barrido máxima que se puede alcanzar en esta aproximación es de v = 40 mm/s operando a una frecuencia de f = 30 Hz. Con la configuración de la figura 3.1(b) se pueden lograr velocidades comparables usando un transductor piezoeléctrico [15], en lugar de un motor de DC, para conducir un sistema de espejos paralelos en el cual la luz presenta múltiples reflexiones . La figura 3.1(c) presenta una lı́nea de retraso óptico en el dominio de Fourier que consiste en un par de lentes que modifican el perfil del haz de luz; este arreglo puede lograr barridos de varios milı́metros con una frecuencia del orden de kilohertz [16]. Los dispositivos anteriores presentan dificultades para ajustar la posición de la lente objetivo en el brazo de prueba del interferómetro de manera que se conserve el enfoque en el punto de acoplamiento del camino óptico. Como consecuencia, el barrido axial queda limitado al rango Rayleigh del haz enfocado; al limitar la apertura numérica, es posible obtener un barrido de 1 mm utilizando una fuente con longitud de onda λ = 1, 300 nm [20].. 16.
(28) La figura 3.1(d) presenta un esquema donde el espejo de referencia y la lente objetivo son ubicados sobre una misma plataforma [17]; esta configuración permite barridos axiales y transversales del haz de luz, y corrige la aberración por pérdida de enfoque causada por el desacoplamiento del ı́ndice de refracción en la superficie del tejido. La figura 3.1(e) presenta una configuración diseñada para sistemas EOCT [18]; solamente requiere un movimiento en el extremo de la fibra óptica en el brazo de prueba del interferómetro para realizar barridos axiales y transversales, también es capaz de corregir la aberración por perdida de enfoque. La última configuración 3.1(f) es realmente un interferómetro autónomo basado en el arreglo de Mirau que puede acoplar objetivos con una abertura numérica grande (NA = 0,8) [19]; sus desventajas son que no corrige las aberraciones y que requiere métodos especiales de fabricación para el divisor de haz y el microespejo. Las velocidades máximas de barrido y de muestreo que se han alcanzado (v ≈ 175 m/s @ 29 KHz) [21], utilizan un sistema óptico basado en un divisor de haz rotado por una turbina de aire.. 3.2.. Dispositivos de barrido transversal. La translación del escáner durante los barridos transversales se puede realizar de manera radial o lineal dependiendo de la estructura del tejido biológico en estudio. Estos campos de exploración se muestran en la figura 3.2 para el caso de una estructura tridimensional con barrido de modo A.. Figura 3.2: Campos de exploración transversal en una estructura tridimensional. Los diferentes planos representan cortes transversales a lo largo de la profundidad de la estructura. [22]-[23].. 17.
(29) Las configuraciones utilizadas con mayor frecuencia para el barrido transversal de un campo lineal se muestran en la figura 3.3. Estos dispositivos permiten explorar solamente una dirección en el plano ortogonal, por lo que si se requieren barridos en ambas direcciones, es necesario un sistema que incorpore dos dispositivos con sus respectivos ejes de rotación orientados de manera perpendicular.. (a). (b). Figura 3.3: Dispositivos utilizados en los sistemas OCT para el barrido transversal en el brazo de prueba del interferómetro. La configuración mostrada en la figura 3.3(a) consiste en un dispositivo rotatorio que incorpora un espejo poligonal, una eje de soporte y un sistema de impulsión; los escáneres de tipo poligonal permiten obtener velocidades uniformes de exploración y altas razones de muestreo [22]. La figura 3.3(b) muestra una configuración basada en un galvanómetro de inclinación que utiliza un espejo para manipular el haz de luz; este sistema tiene menos inercia y fricción que los escáneres de tipo poligonal [23].. 3.3.. Dispositivos de barrido basados en MEMS. Los escáneres basados en tecnologı́as MEMS presentan numerosas ventajas sobre los escáneres de escala macroscópica, por ejemplo menor tamaño, menor masa y un bajo consumo de potencia. Estas caracterı́sticas permiten mayor portabilidad en los sistemas ası́ como operación a frecuencias de barrido mucho más altas. La integración de estos dispositivos se facilita pues son fabricados con el actuador y el microespejo ya integrados en el sistema. Otros componentes, tales como la electrónica de control, microlentes y fuentes de luz (diodos emisores de luz y diodos láser), también pueden integrarse en el mismo chip. Además prometen bajos costos de operación gracias a que el procesamiento por lote de las obleas permite producir simultáneamente una gran cantidad de dispositivos.. 18.
(30) 3.4.. Estado del arte. Las aplicaciones clı́nicas de los sistemas EOCT requieren que los escáneres sean lo suficientemente pequeños de manera que el diámetro de la sonda de exploración que los contiene sea comparable con el diámetro de los catéteres de un endoscopio convencional. Este requisito es de gran importancia, pues considera a los escáneres basados en tecnologı́as MEMS como el estado del arte en el diseño de mecanismos de exploración óptica. Prueba de esto es el creciente número de publicaciones que reportan el uso de esta tecnologı́a en aplicaciones de imagenologı́a biomédica. En la tabla 3.1, se presenta un resumen del progreso tecnológico en el diseño de microespejos resonantes tomando como variables de estudio tres parámetros principales: la frecuencia de exploración, el ángulo de deflexión y el principio de excitación utilizado. Frecuencia de exploración 550 Hz. Ángulo de deflexión 16◦. Principio de excitación Electrostático. Año de publicación 2000. Referencia [24]. −. 14◦ @70V. Electrostático. 2002. [25]. 165 Hz. 17◦ @1,5mA. Electrotérmico. 2002. [26]. 165 Hz. 40◦ @5mA. Electrotérmico. 2002. [27]. 20,6 Hz. 45◦ @50V. Electrostático. 2002. [28]. 445 Hz. 40◦ @15V. Electrotérmico. 2003. [29]. 321 Hz. 36◦ @7,5mA. Electrotérmico. 2003. [30]. 330 Hz. 30◦ @60mW. Electrotérmico. 2003. [31]. 45 Hz. 34◦ @55V. Electrostático. 2004. [32]. 2 KHz. 25◦ @3V. Electrotérmico. 2004. [33]. Tabla 3.1: Estado del arte en el diseño de microespejos resonantes.. 19.
(31) 20.
(32) Capı́tulo 4. Diseño del microespejo resonante en tecnologı́a CMOS. 4.1.. Consideraciones de diseño. En la primera fase del proceso de diseño es necesario considerar tres aspectos fundamentales: las especificaciones del sistema que condicionan el comportamiento del microespejo, los esquemas de actuación factibles para los elementos transductores y la estructura necesaria para que el microespejo cumpla con los objetivos para los que fue concebido.. 4.1.1.. Especificaciones del sistema. Los mecanismos que determinan la resolución axial y transversal de una imagen en los sistemas EOCT están desacoplados. Si centramos el análisis en la caracterı́sticas de enfoque del haz óptico, el desempeño de los sistemas queda determinado por los componentes ópticos del mecanismo de exploración. En una configuración tı́pica, el mecanismo de exploración óptica incluye una lente que controla la precisión del enfoque y un sistema de microespejos para el posicionamiento del haz como se muestra en la figura 4.1. En esta figura podemos observar que la lente proporciona un campo de exploración paralelo al plano de la imagen. Este tipo de lente se conoce como lente FTheta debido a que posición del punto de enfoque en el plano de la imagen es igual al producto de la distancia focal de la lente por el ángulo de deflexión del espejo superior. Una consecuencia importante de esta relación, es que la velocidad de exploración en el plano de la imagen es igual a la velocidad angular del espejo. Esta configuración permite realizar barridos de modo A y se utiliza comúnmente en la imagenologı́a de la retina [34].. 21.
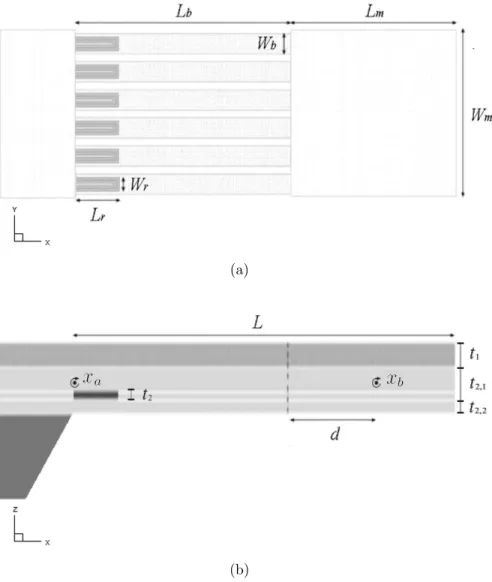
(33) Figura 4.1: Configuración óptica del mecanismo de exploración transversal para el microespejo.. 4.1.2.. Esquema de actuación. La selección del esquema de actuación depende de la naturaleza de la aplicación, de la compatibilidad con los procesos de fabricación y de la justificación del costo económico. En este trabajo, el esquema de actuación seleccionado para los microespejos se basa en la respuesta termoelástica de los materiales empleados en su fabricación y requiere que los elementos estructurales sean calentados selectivamente para flexionar el microespejo por acción de la expansión elástica de los materiales.. 4.1.3.. Diseño estructural. El diseño estructural propuesto consiste en un arreglo de microvigas paralelas que sostienen una placa reflectiva en su extremo libre como se muestra en la figura 4.2(a) y la excitación de la estructura se lleva a cabo utilizando un arreglo de resistencias, con longitud Lef = 2Lr + Wr − 2Wef y ancho Wef =5µm, embebidas en la capa inferior como se muestra en la figura 4.2(b). La separación entre las vigas permite aislar térmicamente a la estructura en la dirección ŷ, concentrando ası́ el flujo térmico en la dirección x̂. Esto garantiza que el gradiente de temperatura en la dirección transversal sea mı́nimo y, en consecuencia, que la flexión del microespejo sea uniforme. En términos de compatibilidad con los procesos de microfabricación, los parámetros estructurales del diseño están basados en la tecnologı́a CMOS de 0.6 µm. El tipo de material y los espesores de las capas empleadas en este proceso se muestran en la tabla 4.1.. 22.
(34) (a). (b). Figura 4.2: Diseño estructural del microespejo. (a) Patrón geométrico (b) Corte longitudinal. Nombre Material MET1 ILD POLY1 FOX. Aluminio Dióxido de silicio Silicio policristalino Dióxido de silicio. Sı́mbolo t1 t2,1 t3 t2,2. Espesor [nm] Mı́nimo Tı́pico 600 720 500 650 230 250 350 400. Máximo 840 750 270 450. Tabla 4.1: Capas de materiales empleados en el proceso CMOS de 0.6 µm.. 23.
(35) Las propiedades mecánicas, térmicas y eléctricas de los materiales empleados en la tecnologı́a CMOS se muestran en la tabla 4.2. Los valores mostrados en esta tabla fueron medidos a temperatura ambiente y están reportados en [35], [36], [37], [38], [39] y [40].. Parámetro Módulo de Young Coeficiente de Poisson Densidad Coeficiente de expansión térmica Calor especı́fico Resistividad térmica Resistividad eléctrica Coeficiente de resistividad térmica. Sı́mbolo. Unidades. Material. E ν. [GP a]. Al 7.20E+01 3.00E−01. SiO2 7.00E+01 1.70E−01. poly-Si 1.60E+02 2.20E−01. ρ α. [kg m−3 ] [K −1 ]. 2.70E+03 2.36E−05. 2.20E+03 5.30E−07. 2.33E+03 2.33E−06. c %T. [J kg −1 K −1 ] [m K W −1 ]. 9.25E+02 5.56E−03. 7.70E+02 7.69E−01. 7.54E+02 6.76E−03. %E. [Ω m]. 2.65E−08. 1.00E+10. 1.43E−05. CRT. [K −1 ]. 6.35E−05. 1.00E−03. 2.00E−02. Tabla 4.2: Propiedades fı́sicas de los materiales empleados en la tecnologı́a CMOS.. 4.2.. Análisis de microactuadores térmicos. La simetrı́a y periodicidad del diseño propuesto permiten segmentar la estructura para simplificar su análisis. Por ejemplo, cuando el perı́odo de separación entre las vigas es aproximadamente igual a la anchura Wb de una viga individual y mucho menor que la longitud total L de la estructura suspendida, el microespejo puede modelarse como una viga compuesta sin perder generalidad en el análisis. Una viga compuesta es una estructura que está fabricada con dos o más materiales como se muestra en la figura 4.3. Como el espesor de la capa de silicio policristalino es pequeño comparado con el espesor de la capa de dióxido de silicio que la contiene y con el espesor de la capa de aluminio superior, la viga compuesta puede analizarse como una actuador térmico bimorfo, es decir, una viga compuesta con dos materiales de diferentes coeficientes de expansión térmica.. 24.
(36) Figura 4.3: Diagrama esquemático de una viga compuesta. Como se mencionó en el apartado 2.2.3, la principal desventaja de los actuadores electrotérmicos está asociada a la cantidad de energı́a eléctrica que se debe suministrar al sistema para compensar las pérdidas de energı́a térmica debidas a los procesos de radiación, conducción y convección. Las condiciones del medio en que opera el microespejo permiten despreciar las pérdidas de energı́a por radiación y convección. En este caso, la pérdida de energı́a está determinada principalmente por la transferencia de calor entre la capa POLY1 y el resto de la estructura.. 4.2.1.. Comportamiento estático. Deformación termomecánica Cuando se incrementa la temperatura, la diferencia entre los coeficientes de expansión térmica de los materiales estructurales genera una distribución no uniforme de cargas en la sección transversal del actuador térmico bimorfo. Suponiendo que el comportamiento de los materiales es linealmente elástico y que el área de la sección transversal permanece constante, la curvatura del actuador térmico bimorfo puede estimarse calculando el módulo de rigidez a la flexión y el momento de flexión resultante de la distribución de cargas como se muestra en el siguiente desarrollo. La ecuación que relaciona el momento de flexión Mf y la curvatura Υ es Mf = (E · I) Υ,. (4.1). donde el producto E · I es una constante de proporcionalidad que representa el módulo de rigidez a la flexión. Para una viga compuesta con j número de materiales, el módulo de rigidez a la flexión puede calcularse usando. 25.
(37) E·I =. j X. Ei · Ii ,. (4.2). i=1. donde Ei es el módulo de Young del iésimo material e Ii es el momento de inercia individual de cada material respecto a un plano neutro donde el esfuerzo σ = 0. Aplicando la condición que la fuerza resultante en la sección transversal es nula, la posición del plano neutro es h 0 = Pj. 1. i=1. Ai. donde Ai = Wbi ti , dAi = Wbi dz y Wbi =. j Z X. i=1 Ai. Ei Ej. z dAi ,. (4.3). Wb .. En el caso particular de un actuador térmico bimorfo (j = 2), las ecuaciones 4.2 y 4.3 toman la forma. E · I = E 1 I1 + E 2 I2 , h0. (4.4). Z t2 +t1 Z t2 1 z dz z dz + Wb1 W b2 = W b1 t 1 + W b2 t 2 t2 0 µ. 1 = 2. Ã. ¶. E2 t22 + E1 t21 + 2E1 t1 t2 , E1 t1 + E 2 t2 !. (4.5). donde los momentos de inercia individuales son. I1 = W b =. t1 +t2 −h0 t2 −h0. z 2 dz. ´ Wb t 1 ³ 2 4 E1 t1 + 2E1 t31 E2 t2 + 4t21 E22 t22 + 6t1 E22 t32 + 3E22 t42 , 12. I2 = W b =. Z. Z. t2 −h0. (4.6). z 2 dz. −h0. ´ Wb t 2 ³ 2 4 E2 t2 + 2E2 t32 E1 t1 + 4E12 t21 t22 + 6E12 t31 t2 + 3E12 t41 . 12. (4.7). Sustituyendo I1 e I2 en la ecuación 4.4, el módulo de rigidez a la flexión del actuator térmico bimorfo es 26.
(38) 2. 2. Wb (E1 t21 ) + (E2 t22 ) + 2E1 t1 E2 t2 (2t21 + 3t1 t2 + 2t22 ) . E·I = 12 E1 t1 + E 2 t2 ". #. (4.8). Asimismo, el momento de flexión resultante de la distribución de cargas puede calcularse integrando la fuerza que actúa sobre una superficie ubicada a una distancia z del plano neutro como se muestra en la ecuación 4.9. Z. Mf =. A. z dF.. (4.9). Cuando el incremento de temperatura en el actuador térmico bimorfo ∆T̄ es uniforme, la fuerza por unidad de superficie dF/dA puede expresarse en función del coeficiente de expansión térmica a partir de la ley de Hook (Ecuación 4.10). σ = E · ε,. (4.10). ³ ´ dF ∆L = E · α∆T̄ . = E· dA L ¶. µ. (4.11). Sustituyendo dF en la ecuación 4.9, el momento de flexión del actuador térmico bimorfo es Ã. Mf = Wb ∆T̄ E2 α2. Z. t2 −h0 −h0. z dz + E1 α1. ". Z. t1 +t2 −h0 t2 −h0. z dz. !. #. Wb ∆T̄ E1 t1 E2 t2 (t1 + t2 ) (α1 − α2 ) = . 2 E1 t1 + E 2 t2. (4.12). Retomando la ecuación 4.1, la curvatura del plano neutro puede escribirse como la razón entre el momento de flexión y el módulo de rigidez a la flexión. Υ=. Mf E·I. (4.13). Sustituyendo las ecuaciones 4.8 y 4.12 en la ecuación 4.13, la curvatura del plano neutro puede escribirse en función del incremento de temperatura como ". #. 6E1 t1 E2 t2 (t1 + t2 ) (α1 − α2 ) Υ= · ∆T̄ . 2 2 2 (E1 t1 ) + (E2 t22 ) + 2E1 t1 E2 t2 (2t21 + 3t1 t2 + 2t22 ) 27. (4.14).
(39) La ecuación 4.14 describe el comportamiento termomecánico del microespejo en el caso estático. Para propósitos de simplificación, se supone que el módulo de Young y el coeficiente de expansión térmica permanecen constantes con la temperatura, mientras que el ángulo de deflexión θ y el desplazamiento en el extremo libre del microespejo δz varı́an linealmente en función de la curvatura descrita por el plano neutro de un actuador térmico bimorfo sometido a una distribución no uniforme de cargas como se muestra en las ecuaciones 4.15 y 4.16.. θ=. L Υ, 2. (4.15). δz =. L2 Υ. 2. (4.16). El modelo termomecánico del microespejo se muestra en la figura 4.4. La selección de la longitud de la estructura L depende principalmente de los requisitos impuestos por el consumo de potencia y se discute a detalle en la sección 4.3.. 28.
(40) 90 L1=250µm L =300µm 2 L3=350µm L =400µm. 80 70. 4. θ [grados]. 60 50 40 30 20 10 0. 0. 20. 40. 60. 80. 100. 120. 140. 120. 140. 160. 180. 200. _. ∆T. (a) 300 L1=250µm L2=300µm L3=350µm L4=400µm. 250. δ z [µm]. 200 150 100 50 0. 0. 20. 40. 60. 80. 100. 160. 180. 200. _. ∆T. (b). Figura 4.4: Modelo termomecánico del microespejo. (a) Ángulo de deflexión (b) Desplazamiento vertical. 29.
(41) Excitación electrotérmica Cuando se aplica una diferencia de potencial ∆V a las terminales de la resistencia de silicio policristalino R3 , la temperatura de la resistencia aumenta localmente en función de la potencia disipada en forma de calor y se genera un gradiente de temperatura en la dirección longitudinal de la estructura. El incremento de temperatura promedio en la capa de silicio policristalino puede estimarse calculando la resistencia térmica de la estructura [41]. Suponiendo que la temperatura inicial es igual a la temperatura ambiente (T0 = 296 K) y que una de las terminales de R3 se mantiene a potencial cero (V0 = 0 V ), el incremento de temperatura promedio en R3 es ∆T̄3 = R · P =. R · V 2, R3. (4.17). donde R es la resistencia térmica entre la capa de silicio policristalino y el medio ambiente, P es la potencia disipada y V es el voltaje aplicado. Para introducir el efecto no lineal relacionado a la dependencia de las resistencias con la temperatura, se definió el parámetro RT como la razón entre la resistencia térmica R y la resistencia eléctrica R3 . RT tienen unidades de K W −1 Ω−1 y puede escribirse como !. Ã. 1 + CRT · ∆T̄ R , = RT 0 · RT ≡ R3 1 + CRE3 · ∆T̄3. (4.18). donde RT 0 es la razón entre R y R3 a temperatura ambiente, CRT es el coeficiente de resistividad térmica de la estructura, CRE3 es el coeficiente de resistividad eléctrica del silicio policristalino y ∆T̄ es el incremento de temperatura promedio en R. Cuando la longitud de la resistencia R3 es mucho menor que la longitud total de la estructura (Lr ¿ L), ∆T̄ es aproximadamente el 50 % de ∆T̄3 (Apéndice B), esto es 1 ∆T̄ ' ∆T̄3 . 2. (4.19). Combinando las ecuaciones 4.17, 4.18 y 4.19, el incremento de temperatura promedio en R3 puede escribirse finalmente en forma polinomial como CRE3 · ∆T̄3. 2. RT 0 · CRT · V 2 + 1− 2 Ã. 30. !. · ∆T̄3 = RT 0 · V 2 .. (4.20).
(42) La ecuación 4.20 describe el comportamiento electrotérmico del microespejo en el caso estático. Para propósitos de simplificación, se supone que los coeficientes de resistividad térmica y eléctrica permanecen constantes con la temperatura. Analizando la ecuación 4.20 podemos observar que para un voltaje fijo, la resistencia de silicio policristalino genera más calor cuando RT 0 incrementa su valor. Esto implica que para minimizar el consumo de potencia del microespejo, es necesario diseñar una estructura cuya resistencia térmica entre la capa de silicio policristalino y el medio ambiente sea mayor que la resistencia eléctrica de la capa de silicio policristalino. Cuando los coeficientes de resistividad térmica y eléctrica dependen de la temperatura, es necesario utilizar un método iterativo para determinar el incremento de temperatura. Sin embargo, este procedimiento limita el análisis en el sentido que no es posible determinar expresiones matemáticas que relacionen las dimensiones del actuador térmico bimorfo con el incremento de temperatura.. 4.2.2.. Comportamiento dinámico. Teorı́a de Euler-Bernoulli La teorı́a clásica de Euler-Bernoulli permite describir con gran precisión el comportamiento dinámico de sistemas mecánicos en sus primeros modos de oscilación. En una primera aproximación, el microactuador térmico puede modelarse como una viga homogénea, sin deformación inicial y sujeta en el extremo x = 0; cuyas dimensiones se muestran en la figura 4.5.. Figura 4.5: Diagrama esquemático de una viga homogénea.. 31.
(43) La ecuación diferencial que determina las vibraciones mecánicas en la viga es ÊI. ∂Uz(x,t) ∂ 2 Uz(x,t) ∂ 4 Uz(x,t) + γ = F(x,t) , + ρA ∂x4 ∂t ∂t2. (4.21). donde Uz(x,t) es el desplazamiento modal en la dirección ẑ; Ê y ρ denotan el módulo de Young equivalente y la densidad de masa especı́fica del material, respectivamente. 1 I = 12 Wb t3 es el momento de inercia, A = Wb t es el área de la sección transversal, γ es el coeficiente de amortiguamiento del medio y F(x,t) representa la carga aplicada por excitación electrotérmica. La ecuación 4.21 considera que las vibraciones transversales solo ocurren a lo largo de la dirección x̂ y desprecia los efectos de inercia rotatoria, deformaciones de corte y los términos no lineales asociados a amplitudes de vibración mayores que el espesor de la estructura (Uz(x,t) À h). Modos naturales de vibración Como se demostró en el apéndice C, cuando la pérdida de energı́a del sistema por amortiguamiento es despreciable (γ = 0), la expresión matemática que describe el enésimo modo natural de vibración Un,z(x) para una viga voladiza de longitud L está dada por Un,z(x) =. U0 [cosh ξn x̄ − cos ξn x̄ + ψn (sen ξn x̄ − senh ξn x̄)] , 2. (4.22). donde U0 es la amplitud de vibración, x̄ = x/L es la coordenada normalizada a la longitud de la viga y tanto ξn como ψn son constantes adimensionales determinadas por las condiciones de frontera. El desplazamiento transversal Uz(x) de los primeros tres modos naturales de vibración se muestra en la figura 4.6. En esta figura podemos observar, que para cada modo, existen N posiciones x¯0(n) a lo largo de la longitud de la viga para los cuales se cumple que Uz(x¯0 (n) ) = 0 ∀ t.. 32.
(44) 1. Modo 1 Modo2 Modo. 0.8. 3. 0.6 0.4. Uz / U0. 0.2 0 −0.2 −0.4 −0.6 −0.8 −1. 0. 0.1. 0.2. 0.3. 0.4. 0.5 x/L. 0.6. 0.7. 0.8. 0.9. 1. Figura 4.6: Primeros tres modos naturales de vibración en una viga voladiza. El desplazamiento transversal Uz(x) está normalizado a la amplitud de vibración A y la coordenada x está normalizada a la longitud de la viga L. El número de posiciones con desplazamiento nulo, o nodos de vibración, está relacionado al número del enésimo modo natural de vibración por la siguiente expresión N = n − 1. Para determinar la posición de los nodos de vibración se utilizó el método de iteración de Newton descrito en el apéndice D. Los resultados obtenidos se muestran en la tabla 4.3. n 1 2 3. ξn 1.8751 4.6941 7.8548. ψn 0.7341 1.0185 0.9992. N 0 1 2. x¯0 (n,N ) − x¯0(2,1) =0.7834 x¯0(3,1) =0.5036 x¯0(3,2) =0.8669. Tabla 4.3: Nodos de vibración en una viga voladiza.. 33.
(45) Frecuencias naturales de vibración La enésima frecuencia natural de vibración para una viga voladiza de longitud L está dada por ωn =. Ã. v !2 u ξn u t ÊI. L. ρA. .. (4.23). Considerando una viga delgada (w À h), el módulo de Young equivalente Ê = E/ (1 − ν 2 ). Frecuencias naturales de vibración de una viga compuesta Para introducir las contribuciones de las diferentes capas estructurales a la frecuencia natural de vibración, se utilizó el módulo de rigidez a la flexión de un actuador térmico bimorfo en la ecuación 4.23 para obtener ωn =. Ã. ξn L. v !2 u u Ê I + Ê I 2 2 t 1 1. ρ̄A. ,. (4.24). donde ρ̄ = (ρ1 t1 + ρ2 t2 ) / (t1 + t2 ) es la densidad promedio de masa especı́fica.. 4.3.. Metodologı́a de diseño. 4.3.1.. Optimización del patrón geométrico. Para determinar los dimensiones óptimas de la estructura en el sentido que el consumo de potencia eléctrica sea mı́nimo, se modeló el comportamiento electrotérmico del microespejo utilizando el circuito de resistencias térmicas mostrado en la figura 4.7. Este modelo se basa en técnicas de reducción de orden [42] y considera que la disipación de calor en la resistencia R3 ocurre por conducción a través de la longitud y espesor de la estructura. Los elementos reducidos del circuito equivalente dependen de las dimensiones del patrón geométrico, ası́ como de las propiedades térmicas de los materiales y se definen en la tabla 4.4. La razón entre la resistencia equivalente del circuito térmico y la resistencia eléctrica R3 se muestra en la figura 4.8 para diferentes valores de la razón de aspecto Nb = L/Wb . En esta figura podemos observar que existen dos estrategias para incrementar el valor de RT 0 . La primera estrategia es aproximar Na al valor umbral Nbmax = 20 definido por las reglas de diseño de la tecnologı́a CMOS de 0.6 µm. La segunda estrategia es disminuir la razón entre la longitud de la resistencia de silicio policristalino L r y la longitud del actuador térmico bimorfo Lb . 34.
(46) Figura 4.7: Modelo electrotérmico del microespejo.. Capa MET1. Índice 1. R % T 1 t 1 / W b Lr. Rb %T1 (Lb − Lr ) / Wm t1. Rm %T 1 L m / W m t 1. ILD. 2,1. %T2 t2,1 / Wb Lr. %T2 (Lb − Lr ) / Wm t2,1. %T2 Lm / Wm t2,1. POLY1 3. %E3 Lef / Wef t3. %T2 (Lb − Lr ) / Wm t3. %T 2 L m / W m t 3. FOX. %T2 t2,2 / Wb Lr. %T2 (Lb − Lr ) / Wm t2,2. %T2 Lm / Wm t2,2. 2,2. Tabla 4.4: Resistencias térmicas del modelo electrotérmico.. 35.
(47) 10. N =2 1 N2=6.5 N3=11 N =15.5 4 N5=20. 9 8 7. R. T0. 6 5 4 3 2 1 0. 0. 0.1. 0.2. 0.3. 0.4. 0.5 Lr/Lb. 0.6. 0.7. 0.8. 0.9. 1. Figura 4.8: Curva de optimización para el patrón geométrico del microespejo.. 4.3.2.. Posición de los ejes de rotación. La posición del primer eje de rotación está determinada por las condiciones cinemáticas de frontera (apéndice C) y se localiza en xa = 0; mientras que la posición del segundo eje de rotación xb se propone que coincida con el nodo del segundo modo natural de vibración transversal [43]. La posición de este nodo de vibración a lo largo de la dirección x̂ de la microviga puede expresarse usando el factor de escala d como se muestra en la figura 4.2(b) y esta dado por xb = L b + f L m .. (4.25). Por definición, la posición xb = x¯0 (2,1) L, donde x¯0 (2,1) es la coordenada normalizada del nodo del segundo modo natural de vibración. Manipulando algebraicamente la ecuación 4.25, la relación entre las longitudes de cada sección de la estructura puede escribirse como Lm = L b. Ã. !. x¯0(2,1) − 1 . f − x¯0(2,1). 36. (4.26).
(48) De esta manera, cuando centramos el segundo eje de rotación a lo largo longitud de la placa reflectiva (f =0.5), Lb debe ser aproximadamente 1.31 veces mayor que Lm .. 4.3.3.. Flujo de diseño. El flujo de diseño en el nivel fı́sico es un proceso cı́clico que se realiza iterativamente hasta alcanzar los objetivos para los que fue concebido el diseño como se muestra en la figura 4.9. En este diagrama podemos distinguir las siguientes etapas: 1. Consideraciones de diseño: 1.1 Especificaciones del sistema: Fijar el rango del ángulo de deflexión y los niveles de voltaje de operación para el caso estático, ası́ como la frecuencia de exploración para el caso dinámico. 1.2 Esquema de actuación: Seleccionar un esquema de actuación compatible con la tecnologı́a CMOS. 1.3 Diseño estructural: Proponer un diseño estructural acorde con el esquema de actuación. 2. Diseño del patrón geométrico: 2.1 Longitud: Determinar la longitud necesaria para obtener la frecuencia de exploración deseada (ecuación 4.24). 2.2 Incremento de temperatura: Determinar el incremento de temperatura necesario para obtener el ángulo de deflexión deseado (ecuaciones 4.14 y 4.15). 2.3 Eficiencia térmica: Determinar la razón necesaria entre la resistencia térmica de la estructura y la resistencia eléctrica del elemento transductor para obtener el incremento de temperatura deseado (ecuación 4.20). 2.4 Optimización: Determinar la razón de aspecto y la razón entre la longitud del elemento transductor y la longitud del actuador térmico (figura 4.8). 2.5 Posición del segundo eje de rotación: Determinar la longitud de la placa reflectiva (ecuación 4.26). 3. Simulación por métodos de elemento finito: 3.1 Modelo 3D: Construir el modelo tridimensional del microespejo utilizando las etapas de proceso de la tecnologı́a CMOS (figura 5.3(b)). 3.2 Malla: Definir la malla necesaria para discretizar el modelo 3D. 3.3 Simulación FEM: Validar los resultados obtenidos en el modelo analı́tico y evaluar el desempeño del diseño. 37.
(49) Figura 4.9: Flujo de diseño del microespejo en el nivel fı́sico. 38.
(50) Capı́tulo 5. Simulación y Evaluación del diseño en CoventorWare. 5.1.. Descripción del proceso de fabricación. El proceso de fabricación considera una etapa de procesamiento combinado para la fabricación del microespejo y los circuitos electrónicos, ası́ como también una etapa de post-procesamiento que permita liberar la estructura mecánica una vez concluido el proceso CMOS. La emulación de los procesos de depósito y grabado de ambas etapas se realizó utilizando el módulo de diseño fı́sico de CoventorWare y se ilustra en las figuras 5.1 y 5.2. Para simplificar la descripción del proceso, el depósito y remoción de los materiales empleados en los procesos de fotolitografı́a ha sido omitido. La etapa de procesamiento combinado comienza con una oblea de silicio monocristalino tipo P con orientación h100i, 100 mm de diámetro y 525 µm de espesor. A continuación, se forma una capa de dióxido de silicio con 400 nm de espesor utilizando un proceso de oxidación del silicio monocristalino en vapor (figura 5.1(a)). Posteriormente, se deposita en la superficie del óxido una capa de silicio policristalino con 250 nm de espesor utilizando un reactor de depósito quı́mico en fase vapor a baja presión (figura 5.1(b)). Las dimensiones de las resistencias formadas en esta capa se definen transfiriendo el patrón geométrico de la máscara POLY1 a la superficie del silicio policristalino (figura 5.1(c)). Para proteger las regiones de contacto entre las terminales de las resistencias y los electrodos superiores, se deposita dióxido de silicio dopado con fósforo y boro para formar una capa de sacrificio de cristal de borofosfosilicato con 650 nm de espesor utilizando un reactor de depósito quı́mico en fase vapor a baja presión (figura 5.1(d)). Las dimensiones de los contactos formados en esta capa se definen transfiriendo el patrón geométrico de la máscara CONT a la superficie del cristal de borofosfosilicato (figura 5.1(e)). El proceso de depósito quı́mico en fase vapor a baja presión se extiende hasta formar una capa de dióxido de silicio con 900 nm de espesor (figura 5.1(f)). Para conectar las terminales de las resistencias a los electrodos superiores, se remueve el cristal de borofosfosilicato (figura 5.1(g)) y se deposita una capa 39.
(51) de aluminio con 720 nm de espesor (figura 5.1(h)). Las dimensiones del microespejo y los electrodos formados en esta capa se definen transfiriendo el patrón geométrico de la máscara METAL1 a la superficie del aluminio (figura 5.1(i)).. (a). (b). (c). (d). (e). (f). (g). (h). (i). Figura 5.1: Vista transversal de la estructura durante la etapa de procesamiento combinado. Una vez concluido el proceso CMOS, se procede a la etapa de post-procesamiento en donde se utiliza un proceso de grabado dieléctrico anisotrópico para remover el óxido circundante al microespejo (5.2(a)) seguido de un grabado húmedo anisotrópico para formar la cavidad inferior que libera finalmente al microespejo (5.2(b)).. 40.
(52) (a). (b). Figura 5.2: Vista transversal de la estructura durante la etapa de post-procesamiento. La figura 5.3 muestra la estructura al finalizar cada etapa de procesamiento.. (a). (b). Figura 5.3: Modelo en tres dimensiones del microespejo. (a) Vista de la estructura al finalizar la etapa de procesamiento combinado (b) Vista de la estructura al finalizar la etapa de post-procesamiento. 41.
Figure




+7





Outline
Documento similar
[r]
Porcentaje de radiación solar interceptada (RSI; 0,35 - 2,5 µm) y de radiación fotosintéticamente activa interceptada (RFAI) a lo largo del ciclo de cultivo para las
"No porque las dos, que vinieron de Valencia, no merecieran ese favor, pues eran entrambas de tan grande espíritu […] La razón porque no vió Coronas para ellas, sería
Cedulario se inicia a mediados del siglo XVIL, por sus propias cédulas puede advertirse que no estaba totalmente conquistada la Nueva Gali- cia, ya que a fines del siglo xvn y en
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Missing estimates for total domestic participant spend were estimated using a similar approach of that used to calculate missing international estimates, with average shares applied
Por lo tanto, en base a su perfil de eficacia y seguridad, ofatumumab debe considerarse una alternativa de tratamiento para pacientes con EMRR o EMSP con enfermedad activa
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
