TítuloDiseño y realización de la cabeza de un robot humanoide por impresión 3D
117
0
0
Texto completo
(2) TFM Francisco Javier Rodríguez García. Septiembre 2018. Muchas gracias a Martín Naya, Juan Carlos Becerra, Félix Orjales y Moisés Bautista por su ayuda para la realización de este trabajo. .. 2.
(3) TFM Francisco Javier Rodríguez García. Septiembre 2018. Resumen. Castellano. En el presente trabajo se llevó a cabo el diseño y fabricación de una nueva cabeza para el robot humanoide llamado Poppy humanoid. Esta nueva cabeza se realizó con el objetivo de aumentar las capacidades de sensorización y actuación con respecto a la cabeza original, mediante la incorporación de nuevos elementos electrónicos. Además, es necesario también que tenga una apariencia amigable para facilitar la interacción con los seres humanos. Para el control de los sensores y actuadores que se incorporarán al Poppy se emplearán un ordenador de placa reducida y una placa microcontroladora. Se establecerá un protocolo de comunicación cuya finalidad es la de permitir el control de los nuevos dispositivos agregados mediante la librería de control ya existente del robot Poppy. Finalmente se han realizado experimentos que muestran las nuevas funcionalidades de que dispone el robot gracias al diseño y fabricación de su nueva cabeza. Gallego. No presente traballo levouse a cabo o deseño e fabricación dunha nova cabeza para o robot humanoide chamado Poppy humanoid. Esta nova cabeza realizouse co obxectivo de aumentar as capacidades de sensorización e actuación con respecto á cabeza orixinal, mediante a incorporación de novos elementos electrónicos. Ademais, é necesario tamén que teña unha apariencia amigable para facilitar a interacción cos seres humanos. Para o control dos sensores e actuadores que se incorporarán ao Poppy empregaranse un ordenador de placa reducida e unha placa microcontroladora. Establecerase un protocolo de comunicación cuxa finalidade é a de permitir o control dos novos dispositivos agregados mediante a librería de control xa existente do robot Poppy. Finalmente realizáronse experimentos que mostran as novas funcionalidades das que dispón o robot grazas ao deseño e fabricación da súa nova cabeza. Inglés. In the present work, it was carried out the design and manufacturing of a new head for the humanoid robot called Poppy humanoid. This head was made with the objective of increasing the sensorizing and performing capabilities in relation to the original head by adding new electronic devices. Additionally, this new head needs to have a friendly appearance to make human interaction easier. In order to control the devices which will be added to Poppy, a single board computer and a microcontroller board will be used. A communication protocol will be established wich purpose is allowing the control of the new devices added through the already existing Poppy robot’s control library. Finally experiments were conducted which show the new robot’s functionalities thaks to the design and manufacturing of its new head.. 3.
(4) TFM Francisco Javier Rodríguez García. Septiembre 2018. Escola Politécnica Superior TRABAJO FIN DE MÁSTER CURSO 2017/18. Diseño y realización de la cabeza de un robot humanoide por impresión 3D.. Máster en Ingeniería Industrial. 4.
(5) TFM Francisco Javier Rodríguez García. Septiembre 2018. Índice. 1.. Introducción. ................................................................................................................................... 8. 2.. Objetivos. ........................................................................................................................................ 9. 3.. Antecedentes. ............................................................................................................................... 10. 4.. Fundamentos teóricos................................................................................................................... 16 4.1.. Manufacturación aditiva. ...................................................................................................... 16. 4.1.1.. 4.2.. 5.. Modelado por deposición fundida (FDM). .................................................................... 16. 4.1.1.1.. Impresión FDM con fuentes libres. ....................................................................... 17. 4.1.1.2.. Partes de una impresora FDM. .............................................................................. 18. 4.1.1.3.. Proceso de impresión 3D....................................................................................... 21. 4.1.1.4.. Buenas prácticas en la impresión 3D..................................................................... 22. 4.1.1.5.. Filamentos para impresión 3D. ............................................................................. 25. Elementos hardware y software. .......................................................................................... 27. 4.2.1.. Ordenador de placa reducida. ....................................................................................... 29. 4.2.2.. El microcontrolador y su tipología. ............................................................................... 30. 4.2.2.1.. Arquitectura interna de un microcontrolador. ..................................................... 30. 4.2.2.2.. Memorias y registros del microcontrolador.......................................................... 30. 4.2.2.3.. Comunicación con el puerto serie. ........................................................................ 31. 4.2.3.. Videocámara.................................................................................................................. 32. 4.2.4.. Pantalla. ......................................................................................................................... 34. 4.2.5.. Reproductor de audio digital......................................................................................... 35. 4.2.6.. Altavoz. .......................................................................................................................... 36. 4.2.7.. Micrófonos. ................................................................................................................... 36. 4.2.8.. Sensores capacitivos...................................................................................................... 37. 4.2.9.. Software empleado. ...................................................................................................... 38. Selección de componentes............................................................................................................ 41 5.1.. Selección del ordenador de placa reducida. ......................................................................... 41. 5.1.1.. Odroid-XU4. ................................................................................................................... 41. 5.1.2.. Raspberry Pi 3B.............................................................................................................. 42. 5.2.. Selección de la placa microcontroladora. ............................................................................. 43 5.2.1.. Adafruit Pro Trinket - 5V 16MHz. .............................................................................. 43. 5.3.. Selección de la videocámara. ................................................................................................ 45. 5.4.. Selección de la pantalla. ........................................................................................................ 46. 5.5.. Selección del reproductor de audio digital. .......................................................................... 46. 5.
(6) TFM Francisco Javier Rodríguez García. Septiembre 2018. 5.6.. Selección del altavoz. ............................................................................................................ 47. 5.7.. Selección de los micrófonos. ................................................................................................. 48. 5.8.. Selección de los sensores capacitivos. .................................................................................. 48. 5.9.. Selección del módulo FTDI. ................................................................................................... 48. 6.. Diseño y manufacturación de las piezas. ...................................................................................... 51 6.1.. Diseño 1. ................................................................................................................................ 54. 6.2.. Diseño 2. ................................................................................................................................ 57. 6.3.. Diseño 3. ................................................................................................................................ 60. 6.3.1.. Occipital. ........................................................................................................................ 61. 6.3.2.. Mandíbula. .................................................................................................................... 63. 6.3.3.. Maxilar. .......................................................................................................................... 65. 6.3.4.. Frontal. .......................................................................................................................... 67. 6.3.5.. Parietal. ......................................................................................................................... 68. 6.3.6.. Soporte. ......................................................................................................................... 69. 6.3.7.. Cuello. ............................................................................................................................ 70. 6.3.8.. Ensamblaje. ................................................................................................................... 71. 6.4.. 7.. Diseño 4. ................................................................................................................................ 74. 6.4.1.. Occipital. ........................................................................................................................ 74. 6.4.2.. Mandíbula. .................................................................................................................... 76. 6.4.3.. Ensamblaje. ................................................................................................................... 76. Programación y comunicación de los dispositivos electrónicos. .................................................. 81 7.1.. Sensores capacitivos.............................................................................................................. 81. 7.2.. Micrófonos. ........................................................................................................................... 81. 7.3.. Reproductor de audio digital y altavoces. ............................................................................. 82. 7.4.. Comunicación entre dispositivos. ......................................................................................... 83. 7.4.1.. Mensaje de estado Adafruit-Odroid/Raspberry Pi. ....................................................... 84. 7.4.2.. Movimiento de motores o cambio de tamaño de brazos. ............................................ 84. 7.4.3.. Reproducción de sonido. ............................................................................................... 84. 7.4.4.. Mensaje de configuración de periodo de envío. ........................................................... 84. 7.4.5.. Mensaje recibido Odroid/Raspberry Pi. ........................................................................ 84. 7.4.6.. Mensaje recibido Adafruit. ............................................................................................ 85. 8.. Montaje. ........................................................................................................................................ 86. 9.. Resultados. .................................................................................................................................... 92. 10.. Conclusiones.............................................................................................................................. 96. 11.. Bibliografía................................................................................................................................. 97. 12.. Anexos. .................................................................................................................................... 100 6.
(7) TFM Francisco Javier Rodríguez García. Septiembre 2018. 12.1.. Presupuesto..................................................................................................................... 100. 12.2.. Planos. ............................................................................................................................. 102. 12.2.1.. Esquema eléctrico del PCB. ......................................................................................... 102. 12.2.2.. Planos de las piezas. .................................................................................................... 104. 7.
(8) TFM Francisco Javier Rodríguez García. Septiembre 2018. 1. Introducción. Este trabajo de fin de máster (TFM) supone un primer rediseño de la cabeza y el cuello del robot humanoide Poppy por el Grupo Integrado de Ingeniería (GII) de la Universidad de La Coruña (UDC). El proyecto Poppy tiene su origen en el 2012 en el laboratorio Flowers (1) (Flowing Epigenetic Robots and Systems) del Inria (el Instituto Nacional Francés de ciencias computacionales y matemáticas aplicadas (2)), que quería construir un robot humanoide que pudiera ser impreso mediante técnicas de manufacturación aditiva (coloquialmente llamada impresión 3D) y se basara en los principios open source para llegar a una amplia comunidad. Es un robot pensado para ser usado en proyectos de investigación o proyectos educativos, pero también para que pueda ser usado por cualquier entusiasta de la robótica. Otros robots desarrollados por este laboratorio son por ejemplo los Flowers Fields (3), o el humanoide Acroban (4) (en colaboración con Rhoban Project (5)). Inicialmente el Poppy (y por tanto su cabeza) no presentaba modificaciones significativas en su morfología ni funcionalidades desde que se había adquirido en www.generationrobots.com (webstore dedicada a la venta de robots y a su desarrollo (6)). El Poppy podía ser programado para mover diferentes partes de su cuerpo gracias a los motores y a la Odroid que lleva incorporados. Pero se deseaba dotar al Poppy de mayores funcionalidades y capacidades, como por ejemplo el que fuera capaz de reconocer imágenes, responder a estímulos sonoros y táctiles o comunicarse con su entorno a través de unos altavoces. Para ello, era necesario dotarlo de un sistema de sensores y actuadores, para los que el diseño original no venía preparado debido al reducido tamaño de su cabeza. Además de eso, algunos de los componentes recomendados por los responsables del proyecto Poppy eran de difícil obtención o demasiado caros. Por lo tanto, Se trató de buscar una solución alternativa a los dispositivos indicados y que son distintos a los recomendados. Debido a todo esto, era menester redimensionar la cabeza para poder incorporar nuevos dispositivos a la cabeza y programarlos. Es dentro de estas consideraciones donde se enmarca el proyecto: 1) Selección de componentes electrónicos (sensores y actuadores). 2) Diseño mecánico de la nueva cabeza del Poppy humanoid. 3) Montaje de los componentes electrónicos (sensores y actuadores) en la cabeza y programación de diversos dispositivos electrónicos.. 8.
(9) TFM Francisco Javier Rodríguez García. Septiembre 2018. 2. Objetivos. El objetivo de este trabajo es el diseño y realización de la cabeza de un robot humanoide por FDM (Modelado por Deposición Fundida). Con esto se pretende lograr el introducir una mayor cantidad de actuadores y sensores en el interior de la cabeza y con mayor comodidad, con lo que el robot pueda aumentar su capacidad de sensorización, actuación y que permita comunicarse también de una forma agradable para el ser humano. Para lograrlo se establecen los siguientes subobjetivos: 1) Selección de componentes adecuados para constituir la cabeza del robot, desde el punto de vista mecánico, electrónico y económico. 2) Diseño y fabricación de la cabeza robótica que permita albergar dichos componentes. Se pretende que dicha cabeza sea lo más estética y amigable posible al usuario además de que permita la colocación de los componentes de una forma cómoda. 3) Montaje de los componentes electrónicos seleccionados en el interior de la cabeza y su programación para que el Poppy disponga de mayor capacidad de sensorización y actuación con su entorno. 4) Validación y pruebas de su funcionamiento.. 9.
(10) TFM Francisco Javier Rodríguez García. Septiembre 2018. 3. Antecedentes. En el presente capítulo se pretende dar una visión global del mundo de los robots humanoides. Para ello, se plasmará la evolución histórica de los robots humanoides desde sus inicios hasta la actualidad. Primeramente hay que saber qué son los robots humanoides y qué es la robótica para poder entender su evolución histórica. Un robot humanoide es una máquina o ingenio electrónico programable, capaz de manipular objetos y realizar operaciones antes reservadas solo a las personas y que además está diseñado para simular la forma y los movimientos de un ser humano (7). Uno de los tipos de robots humanoides más famosos son los androides, que se construyen para tener una apariencia estética como la humana y emular algunos aspectos de su conducta de manera autónoma. Según la RAE (Real Academia de la Lengua), la robótica se define como la técnica que aplica la informática al diseño y empleo de aparatos que, en sustitución de personas, realizan operaciones o trabajos, por lo general en instalaciones industriales (8). Las primeras referencias que se tienen al concepto de robótica provienen de la Antigüedad. En los mitos griegos relativos a Hefesto y Pigmalión se encuentran las primeras referencias a mecanismos inteligentes con forma humana. Sería en el siglo VIII a.C. donde aparece la primera mención simbólica de los robots (automatae) en la Iliada de Homero. Aproximadamente en el año 1495, Leonardo da Vinci diseñó y posiblemente construyó el primer robot humanoide en la historia de occidente. Se trataba de un robot caballero con armadura diseñado para levantarse, mover los brazos y la cabeza. En 1525 Hans Bullmann construye el que está registrado como el primer androide real con forma humana. En el siglo XVIII En Japón debutan las marionetas llamadas karakuri-ningyo, con mecanismos en su interior que las hace moverse por sí mismas. En 1725, en Alemania se crea un teatro mecánico donde 119 figuras animadas representan una obra sobre la vida rural acompañadas de un órgano movido por agua. En ese año, Jacques Vaucanson crea ángeles capaces de volar, lo que provoca que sea expulsado de la orden de los jesuitas. En 1737 crearía un androide flautista con tamaño humano. En 1753 Friedrich von Knauss desarrolló el primer autómata capaz de escribir en el mundo occidental. En 1760 Knauss crea un androide capaz de sostener una pluma y escribir hasta 107 palabras. En 1773 Pierre y Louis Jacquet-Droz inventaron el primer autómata que podía escribir. Al poco tiempo construyeron otro autómata capaz de dibujar retratos. Crearon tres muñecos, cada uno con una única función: uno podía escribir, otro tocar música y el tercero dibujar (Figura 1c).. 10.
(11) TFM Francisco Javier Rodríguez García. Septiembre 2018. En 1810 Friedrich Kauffmann construye el Trompetista Mecánico (Figura 1a y 1b), un autómata creado para tocar una canción.. Figura 1: Comenzando por la izquierda: a) vista delantera del Trompetista Mecánico de Kauffmann, b) vista trasera del Trompetista Mecánico de Kauffmann y c) muñecos de los hermanos Jacquet-Droz.. En 1818 Mary Shelley escribe Frankenstein o el moderno Prometeo, que trata sobre una terrorífica forma de vida artificial creada por el Dr. Víctor Frankenstein y que da pie al gran público a ver el peligro que tendrían las formas de vida artificial mal utilizadas. Ya en 1921 aparecería el término robot con la obra RUR (Robots Universalis de Rossum) del escritor checo Karel Capek y que se trata de una palabra checoslovaca que significa trabajador o sirviente. En 1942 se publica el cuento Círculo vicioso de Isasac Asimov, donde se menciona por primera vez la palabra robótica (9). En 1943 Warren McCulloch y Walter Pitts realizan trabajos pioneros en redes neuronales, capaces de aprender en una forma parecida a la de los seres humanos. En 1950 Alan Turing publica Maquinaria computacional e Inteligencia en el cual propone un test para determinar si una máquina ha obtenido o no la capacidad de pensar por sí misma. Este test pasa a ser conocido como el Test de Turing. Desde entonces, cada año se celebra una competición entre desarrolladores de software para determinar cómo de cerca quedaron de una Máquina de Turing. En 1973, en la Universidad Waseda, en Japón, se construye el Wabot-1 (Figura 2a), que se trata del primer robot antropomórfico de escala completa construido en el mundo. Consiste de un sistema para el control de los miembros y un sistema de conversación. El Wabot-1 es capaz de comunicarse con una persona en japonés y de medir las distancias y direcciones a los objetos usando receptores externos, ojos y oídos artificiales y una boca artificial. El Wabot1 puede caminar y es capaz de agarrar y transportar objetos con sus manos usando sensores táctiles. 11.
(12) TFM Francisco Javier Rodríguez García. Septiembre 2018. En 1980 Seymour Papert publica Mindstorms: Niños, computadores e ideas ponderosas donde se tratan los beneficios de enseñar sobre computadores en las escuelas e institutos. En 1986 LEGO y el MIT Media Lab colaboran para llevar los primeros productos educativos basados en LEGO al mercado. LEGO tc Logo es usado en las aulas por miles de profesores. En 1996 Honda muestra el P2 (Prototipo 2), un robot humanoide que puede caminar, subir escaleras y transportar cargas (Figura 2b). Un año después sacarían el P3. En 1998 Cynthia Breazeal en el MIT comienza a trabajar en el robot Kismet (Figura 2c), que puede imitar el espectro emocional de un bebé.. Figura 2: Comenzando por la izquierda: a) Wabot-1, b) P2 y c) Kismet.. En el año 2000 Honda lanza al mercado un nuevo robot humanoide, llamado ASIMO (Figura 3a), la siguiente generación de su serie de robots humanoides. En ese mismo año, Sony revela su nuevo robot humanoide, llamado Sony Dream Robot (SDR), que posteriormente sería renombrado como QRIO (Figura 3b). En 2002 Asimo fue el primer robot que pudo caminar independientemente, con movimientos relativamente suaves y que podía subir escaleras (10). En 2003 se construye a JOHNNIE, un robot bípedo autónomo capaz de caminar construido en la Universidad Técnica de Münich. El objetivo de este proyecto era conseguir una máquina andante antropomórfica con forma humana, capaz de estabilizarse dinámicamente al andar (11) . En ese mismo año aparece Actroid, un robot con “piel” de silicona desarrollado por la Universidad de Osaka junto a la compañía Kondo Kogaku (12). En 2004 comienza en el ITT (Instituto Italiano de Tecnología) el proyecto para la creación de un “niño” robot humanoide. Este robot se llamaría iCub y se creó para estudiar las capacidades cognitivas emergentes en sistemas artificiales embebidos. El robot mide 1 m y pesa alrededor de 25 kg. Dispone además de un total de 53 grados de libertad. Desde su creación se le han realizado diversas mejoras. En 2010 se lo dotó de sensorización de fuerza y torque. En 2012 se cubrió la parte superior de su cuerpo con piel artificial. En 2014 se mejoró su visión motora y calibración. En 2015 se consiguió que fuera capaz de balancearse (13). Actualmente el iCub ha sido adoptado por más de 20 laboratorios de investigación alrededor del mundo (14). 12.
(13) TFM Francisco Javier Rodríguez García. Septiembre 2018. En 2005, en Japón sale a la venta Wakamaru, un robot doméstico hecho por Mitsubishi, pensado en un inicio para hacer compañía a personas mayores y discapacitados (15). En ese mismo año sale la serie de robots ultrarrealistas Geminoid (Figura 3c), desarrollados por Hiroshi Ishiguru (16).. Figura 3: Comenzando por la izquierda: a) Asimo, b) QRIO y c) robots Geminoid.. En 2006 sale a la venta Nao (Figura 4a), un robot humanoide programable open source desarrollado por Aldebaran Robotics. Este robot es ampliamente utilizado por universidades de todo el mundo como plataforma de investigación y como herramienta educativa (17). En ese mismo año aparecerían también otros androides como pueden ser REEM-A (Figura 4b) -el primer robot humanoide bípedo europeo totalmente autónomo, y que fue diseñado para jugar al ajedrez con la máquina de ajedrez Hydra-, iCub o Mahru… (18) En 2008 destacan la fabricación de Nexi, el primer robot con capacidad de moverse y ser social y que sería presentado como uno de las invenciones del año por la revista TIME (19). En ese mismo año destaca también la aparición de Salvius (20), el primer robot humanoide open source fabricado en EE.UU. Ese mismo año aparecerían otros robots humanoides como REEM-B (21) o Surena (22). En 2010 la NASA y General Motors mostraron al Robonaut 2, un robot humanoide desarrollado para dar paseos espaciales para la NASA (23). También en ese año aparece REEM, un robot humanoide de servicio con una base rodada móvil y que es capaz de guiarse de forma autónoma, tiene voz y capacidad de reconocer caras (24). En 2011 investigadores turcos desarrollan al humanoide Auriga, tratándose del primer robot controlado a través del cerebro y pensado para ayudar a comer o tomar la medicación a pacientes con movilidad reducida (25). En ese mismo año Honda muestra su segunda generación de robots Asimo, ya con funcionalidades semiautónomas (26). En 2012 nace el proyecto Poppy en el laboratorio Flowers, en Inria Bordeaux Sud-Ouest. Al principio, el equipo de desarrollo estaba formado por Matthieu Lapeyre (mecánica y diseño), Pierre Rouanet (software) y Jonathan Grizou (electrónica). Este proyecto es un proyecto de investigación financiado fundamentalmente por el ERC Grant Explorer para explorar el papel del cuerpo y las propiedades morfológicas en la cognición, y especialmente en el aprendizaje de tareas sensoriales y motoras. Actualmente es un proyecto de robótica centrado en la comunidad. El objetivo es satisfacer las necesidades de esta comunidad multidisciplinar donde investigadores, profesores, artistas y entusiastas de la robótica puedan compartir su trabajo e ideas. Las herramientas de Poppy están diseñadas para ser modulares, fáciles de usar y fáciles de integrar proporcionando un conjunto de bloques constructivos que puedan ser fácilmente ensamblados y reconfigurados. Los robots Poppy (Figura 4c) se imprimen en 13.
(14) TFM Francisco Javier Rodríguez García. Septiembre 2018. 3D, estando los modelos CAD disponibles en el repositorio del proyecto para que cualquiera pueda descargarlos y editarlos. Los motores empleados por el robot son de la gama Robotis Dynamixel. El software empleado para controlar el robot está disponible en una librería llamada Pypot, escrita en el lenguaje de programación Python. Además, los robots del proyecto Poppy están disponibles para ser integrados en el simulador V-Rep (27).. Figura 4: Comenzando desde la izquierda: a) Nao, b) REEM-A y c) Poppy humanoid.. En 2013 se da a conocer al público al robot humanoide Atlas (Figura 5a), diseñado para llevar a cabo funciones de búsqueda y rescate (28). En 2014 SoftBank Robotics lanza su robot Pepper, robot con la capacidad de leer emociones. Además, es capaz de ejecutar el contenido existente en la App Store para el robot Nao (29). En 2015 aparece Nadine, un androide femenino capaz de llevar a cabo funciones sociales como saludar, ser amigable, hacer contacto visual o recordar las conversaciones que se mantuvieron con ella (30). En ese mismo año Hanson Robotics desarrolla a Sophia, robot humanoide modelado basándose en Audrey Hepburn que tiene inteligencia artificial, procesamiento visual de datos y reconocimiento facial (31). En 2016 OceanOne (Figura 5b) completa su primera misión recuperando objetos de La Lune, un barco hundido en 1664 en la costa francesa a una profundidad de 100 m. El robot se controla de forma remota, tiene sensores hápticos en las manos e inteligencia artificial para el reconocimiento de objetos bajo el agua (32). En 2017 un equipo de investigadores de la Universidad de Tokyo publica un estudio en la revista Science Robotics donde describen los robots que crearon, Kenshiro y Kengoro (Figura 5c). Estos robots presentan capacidades motrices y movimientos muy similares a los humanos dado que para su construcción se basaron en la anatomía humana tanto en el uso de sistemas que replican a los tendones, el peso humano y la distribución de la masa corporal. Así Kenshiro tiene 64 DOFs y Kengoro tiene 174 DOFs (un humano tiene en torno a 548 DOFs), en comparación con otros robots como Atlas que no llegan a los 30 DOFs (33).. 14.
(15) TFM Francisco Javier Rodríguez García. Septiembre 2018. Figura 5: Comenzando por la izquierda: a) Atlas, b) OceanOne y c) Kengoro.. Como se ha dicho en los párrafos previos diversos de los robots humanoides creados en los últimos años (como Nao o iCub) han acabado siendo empleados en laboratorios de investigación para el estudio y mejora de algoritmos de aprendizaje, desarrollo de mecanismos cognitivos en robots, o para fines más funcionales tales como la interacción con herramientas y entornos humanos (como Pepper, Wakamaru o Nadine). Estos robots presentan sistemas de sensorización y actuadores de los que el Poppy no disponía. Por lo tanto se dotará a Poppy humanoid de diversos sensores y actuadores para contribuir al estudio y desarrollo de algoritmos de inteligencia artificial por el GII de la UDC. Además se le dotará de una apariencia agradable para las personas para facilitar la comunicación con ellas.. 15.
(16) TFM Francisco Javier Rodríguez García. Septiembre 2018. 4. Fundamentos teóricos. 4.1.. Manufacturación aditiva.. La manufacturación aditiva (coloquialmente denominada impresión 3D) es un conjunto de tecnologías de fabricación activa en las que el modelo a construir se crea por deposición de material capa a capa a partir de un modelo 3D virtual. La forma en la que se produce la deposición del material define el tipo de tecnología de impresión 3D. Algunas impresoras depositan el material después de su calentamiento (FDM), lo funden (SLS) o lo depositan en forma de láminas delgadas y cortadas (LOM). Sus inicios se remontan a principios de los años 80 cuando Chuck Hull fundó la compañía 3D Systems y patentó la estereolitografía (stereolitography) en los Estados Unidos. A partir de entonces la evolución durante los últimos 30 años ha sido imparable gracias al vencimiento de las patentes y al aumento de los tipos de materiales disponibles. El movimiento Maker (comunidad RepRap) y la filosofía DIY (Do It Yourself) han favorecido que las universidades, las pequeñas empresas y los particulares se fabriquen sus propias impresoras a precios reducidos. En 2012 se vendieron tantas impresoras en el mundo como en el periodo comprendido entre 1980 y 2011. Actualmente, las impresoras personales se pueden adquirir a precios inferiores a 1000 euros y en prácticamente cualquier tienda de informática. La manufacturación aditiva también se conoce con otros nombres, como fabricación instantánea o de sobremesa, impresión 3D, fabricación por capas o fabricación de sólidos por formas libres. Algunas de las técnicas más importantes como la estereolitografía (STL), el sinterizado selectivo por láser (SLS) y el modelado por deposición fundida (FDM) pueden imprimir prototipos físicos mediante fotopolímeros, polvos metálicos o cerámicos y termoplásticos, respectivamente (34). Como en el GII el procedimiento que se emplea es el modelado por deposición fundida, será en el que nos centraremos a continuación.. 4.1.1. Modelado por deposición fundida (FDM). El modelado por deposición fundida (Figura 6), MDF, es un proceso de fabricación utilizado para el modelado de prototipos y la producción a pequeña escala. Utiliza una función aditiva, depositando el material en capas, para conformar la pieza. El procedimiento deposita el material fundido (ABS, PLA o PA, entre otros) sobre capas enfriadas con el fin de garantizar su rápida solidificación y su endurecimiento. La deposición del material fundido se realiza a través del cabezal del extrusor que recibe el filamento de una bobina. Es uno de los procedimientos de bajo coste más empleados y extendidos en la actualidad.. 16.
(17) TFM Francisco Javier Rodríguez García. Septiembre 2018. Las ventajas del FDM son muchas: gran variedad de materiales disponibles, impresoras económicas y pequeñas (de escritorio o sobremesa), no se producen residuos (tan solo en los soportes de impresión) y la impresión de piezas huecas o muy porosas es rápida. El principal inconveniente es la necesidad de crear soportes o estructuras de apoyo en las caras inclinadas (con voladizo), la baja resistencia de las piezas impresas en el eje Z (dirección de impresión de las capas) y su lentitud cuando se desean obtener modelos macizos y de gran tamaño (34).. Figura 6: Procedimiento de modelado por deposición fundida (FDM).. 4.1.1.1.. Impresión FDM con fuentes libres.. La impresión 3D con fuentes libres (Open Source Hardware, OSH) es una de las mejores alternativas para los pequeños usuarios, estudiantes, arquitectos o diseñadores freelance que desean invertir una pequeña cantidad económica en una impresora 3D de modelado por deposición fundida (FDM). Las impresoras 3D con licencia gratuita del movimiento Maker ponen a libre disposición todo el conocimiento tecnológico a través de información de diseños existentes, piezas, pequeños componentes normalizados y electrónicos, instrucciones de montaje de los equipos, firmware, etc. También se distribuyen de forma gratuita los programas informáticos que permiten preparar las geometrías en formato STL (formato de archivo informático de diseño asistido por computadora (CAD) que define geometría de objetos 3D, excluyendo información como color, texturas o propiedades físicas que sí incluyen otros formatos CAD (35)) para su conversión a ficheros G-Code que puedan ser interpretados por las impresoras 3D. Los ficheros G-Code tienen órdenes o comandos que indican a la máquina dónde, cómo y a qué velocidad debe moverse. G-Code es el lenguaje de programación empleado habitualmente en máquinas y herramientas de control numérico, generalmente en tornos, fresadoras, cortadoras o impresoras 3D (36). El coste final de este tipo de impresoras depende de muchos aspectos: tipo de máquina, prestaciones, tamaño, etc. No es lo mismo comprarla completamente terminada que comprarla por partes y ensamblarla. En estos casos los precios pueden oscilar entre 600 y 2000 euros en función del tipo de impresora. Lo más habitual es comprar montada la parte más delicada que hace referencia a los componentes electrónicos. La mayoría de distribuidores venden componentes preensamblados y asesoran en el proceso de montaje. Habitualmente la selección de la impresora se realiza en función de los requisitos que ha de cumplir, como: coste, tiempo de impresión, volumen de pieza… A partir de este punto se pueden descargar las piezas de la impresora deseada e imprimirlas en otra impresora 17.
(18) TFM Francisco Javier Rodríguez García. Septiembre 2018. (autorreplicación) o comprar un kit con todos los componentes y el manual de montaje e instrucciones de uso. El montaje no es complejo y junto al kit, la mayoría de distribuidores adjuntan planos de montaje de muy fácil interpretación. El firmware y el software empleados para comunicar la impresora con el ordenador y para crear el G-Code interpretable por la impresora también son gratuitos y se puede acceder a ellos a través de internet. La mayoría de distribuidores lo entregan con el kit de montaje. El software está disponible para Windows, OS X o Linux. La conexión con el ordenador se suele realizar por puerto serie, Wi-Fi, USB o por tarjetas de memoria SD (34).. 4.1.1.2.. Partes de una impresora FDM.. Las impresoras 3D de extrusión termoplástica o FDM están formadas por motores paso a paso para mover los ejes X, Y y Z de la impresora (Figura 7), motores para mover el extrusor, correas, poleas, rodamientos, varillas roscadas y lisas, tuercas, tornillos, endtops o topes para los ejes, plancha de madera o vidrio para la base y HotEnd o boquillas para la fusión del plástico.. Figura 7: Movimientos principales de una impresora 3D.. En la Figura 8 se puede ver la impresora del GII que se empleará para la impresión de las piezas de la nueva cabeza de Poppy humanoid, donde se señalarán algunas de las partes principales que la componen y que serán explicadas:. 18.
(19) TFM Francisco Javier Rodríguez García. Septiembre 2018. Marco estructural. Cabezal extrusor. Plataforma. Motores Figura 8: Partes principales de una impresora 3D.. Marco estructural. Define la estructura externa de la impresora 3D y confiere estabilidad mecánica. Se han fabricado en madera, aluminio o acrílico. La mayoría de fabricantes o usuarios ofrecen las piezas que forman la estructura en un mismo fichero CAD en formato DXF para ser cortado con chorro de agua, láser o plasma. Plataforma (bed). La plataforma de construcción es la superficie plana sobre la cual se va imprimiendo capa a capa la pieza a obtener. Se fabrican de madera, vidrio y acrílico. Las más avanzadas están calefactadas para mejorar la adhesión o pegado de la primera capa. La plataforma está guiada por varillas roscadas, poleas y por motores para facilitar su desplazamiento. En algunos tipos de impresora (Deltabot) la plataforma tiene un movimiento descendente (eje Z) y en otras la plataforma permanece siempre fija a la misma altura siendo el extrusor el que se desplaza en el eje Z, durante el proceso de impresión. Cabezal extrusor o HotEnd. Es una de las partes más delicadas de las impresoras 3D. Se encarga de depositar el plástico fundido sobre la plataforma o las capas ya depositadas a partir de la transformación de un hilo continuo en plástico fundido. Otros sistemas funcionan con jeringuilla calefactada a modo de extrusión. El complejo funcionamiento se debe a que estos cabezales deben calentar el plástico a temperatura de 190-260 °C y depositarlos en forma de hilo fino de 0,4 a 2 mm (el diámetro de la boquilla puede tener 0,4 o 0,5 mm). Están fabricados completamente de metal (all metal) o pueden contener alguna pieza de teflón u otro material plástico. Los primeros pueden calentar por encima de los 250 °C.. 19.
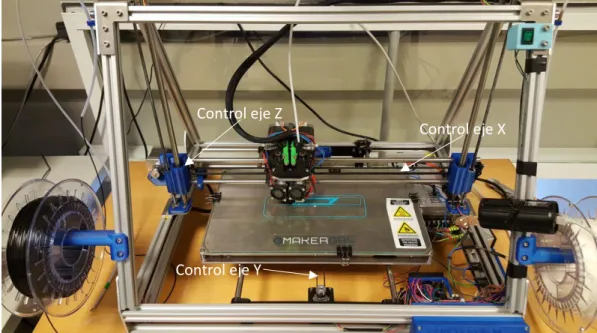
(20) TFM Francisco Javier Rodríguez García. Septiembre 2018. Controladores de los ejes X, Y, Z y extrusor (EndStop). Se requieren motores y finales de carrera para controlar el posicionamiento del extrusor durante su movimiento en el plano XY y en Z (Figura 9). Generalmente se trabaja con motores paso a paso, poleas y ejes estriados que permiten mover el extrusor o la plataforma de construcción.. Control eje Z. Control eje X. Control eje Y. Figura 9: Control de los movimientos en los ejes de la impresora.. Placa madre. Se utilizan placas Arduino o Sanguino con firmware, procesador, conectores y memoria. El objeto de la placa madre es leer el lenguaje G-Code y traducirlo en movimiento de los motores paso a paso, movimiento del extrusor, temperatura de calefacción, velocidad de deposición del hilo, etc. En algunas impresoras existe la posibilidad de introducir los archivos en formato G-Code desde una pequeña tarjeta SD. En otros casos la conexión puede ser por puerto serie, USB o Wi-Fi. En la Figura 10 se muestra dónde iría situada la placa madre (en este caso un Arduino) en la impresora. Placa madre. Figura 10: Placa madre de la impresora 3D.. 20.
(21) TFM Francisco Javier Rodríguez García. Septiembre 2018. Sensores de temperatura. Es necesario utilizar termistores para controlar la temperatura alcanzada en el HotEnd como en la cama o plataforma calefactada. De la estabilización de la temperatura se encarga la placa de Arduino que es capaz de controlar las variaciones térmicas. Los sensores de temperatura no son visibles desde el exterior en la impresora del GII. Motores paso a paso. Los más empleados por el precio y sus prestaciones son los NEMA: robustos, económicos y fáciles de montar. EndStop. Los finales de carrera (Figura 11) son indispensables para controlar los límites de impresión para cada uno de los tres ejes (34).. EndStop EndStop. Figura 11: Ejemplos de EndStops para ejes (comenzando por la izquierda): a) X, b) Y, c) Z.. 4.1.1.3.. Proceso de impresión 3D.. En la Figura 12 se presenta esquematizado el proceso de impresión 3D para ser explicado más detalladamente a continuación.. Diseño 3D. STL. Reparación malla. STL. Obtención G-Code. .gcode. Impresión. Figura 12: Etapas del proceso de impresión 3D.. Etapa 1. Diseño 3D. El modelo 3D del objeto a imprimir se puede: a) Diseñar con programas de diseño 3D. b) Descargar desde un repositorio de internet. c) Reconstrucción mediante ingeniería inversa a través de escáner o reconstrucción de imágenes médicas (DICOM). La creación del modelo 3D sigue el siguiente procedimiento: 21.
(22) TFM Francisco Javier Rodríguez García 1) 2) 3) 4). Septiembre 2018. Selección del plano de trabajo. Croquizado 2D del perfil. Acotación. Levantamiento tridimensional a partir de operaciones como la extrusión, revolución, etc. El resto de operaciones (redondeo, chaflán, taladrado, creación de nervios, barridos, recubrimientos, etc.) depende de cada uno de los aplicativos utilizados, pero la filosofía de trabajo es muy parecida en todos ellos.. Etapa 2. Obtención del G-Code. La etapa 2 consiste en traducir el fichero 3D en un fichero de texto (G-Code) con la programación adecuada para imprimir la pieza. La información obtenida consiste en un texto con los datos sobre las coordenadas de la trayectoria del extrusor donde depositará el material fundido capa a capa. El posicionamiento del extrusor se define por los motores paso a paso. Como se comentó previamente, el STL es un formato de archivo informático de CAD que define geometría de objetos 3D, excluyendo información como color, texturas o propiedades físicas que sí incluyen otros formatos CAD. El modelo STL a imprimir debe rebanarse o cortarse en múltiples secciones o capas en el sentido del eje Z o eje vertical. El archivo resultante de rebanar el STL en capas es el G-Code. El nombre G-Code es la denominación con la que se conocen los lenguajes de programación que se usan en Control Numérico (CNC). El lenguaje se creó en 1950 en el Instituto Tecnológico de Massachusetts (MIT). Su estándar internacional de programación es la programación ISO 6983. El lenguaje G-Code define las coordenadas por las que debe pasar la boquilla, su velocidad, la temperatura a la que debe dosificar el plástico, etc. Todos estos parámetros se definen de forma sencilla con software gratuito con Slice3r o Repetier-Host. Para cada una de las secciones formadas por las capas se depositará un cordón o hilo de polímero fundido que ocupa completamente el área. Una vez terminada la primera sección, y al mismo tiempo que va solidificando, la boquilla extrusora asciende en la altura Z y comienza a imprimir la siguiente sección o capa, y así de forma sucesiva. Etapa 3. Impresión. La última etapa consiste en enviar las instrucciones del G-Code a la impresora a través de Wi-Fi, USB, tarjeta SD o cable. Si no se dispusiese de una impresora, hay sitios web donde tras aceptar un presupuesto envían el modelo impreso en unos días después del encargo (34).. 4.1.1.4.. Buenas prácticas en la impresión 3D.. No todas las geometrías 3D son adecuadas para imprimir, por ello es necesario seguir una serie de prácticas que faciliten la impresión. Algunos de los defectos en la impresión de modelos 3D se deben a las condiciones de impresión, el filamento y la configuración de la propia impresora. Sin embargo, otros muchos se deben al diseño de las piezas: voladizos, tolerancias, contracciones, acabado superficial, exportación de los ficheros STL, etc. A continuación se citarán algunos ejemplos de buenas prácticas para facilitar la fabricación de una pieza mediante FDM.. 22.
(23) TFM Francisco Javier Rodríguez García. Septiembre 2018. Diseño sin material de soporte (45°). Todas las caras que no sobrepasen los 45° respecto de la horizontal necesitan soportes para facilitar su impresión. Deben evitarse diseños con voladizos. Algunos rebanadores (programas encargados de dividir el modelo 3D a imprimir en capas y generar el fichero Gcode correspondiente (37)) son capaces de crear estructuras de soporte de forma automática y optimizada para evitar el uso excesivo de materiales y el incremento del tiempo de impresión. Sin embargo, siempre que se emplean soportes, las piezas quedan marcadas. El diseño de las piezas a imprimir debe empezar de forma plana sobre la plataforma y crecer hacia arriba (diseño piramidal) para evitar zonas flotantes o en voladizo por falta de sustento. En el caso de no existir una capa debajo de la actual, el hilo depositado se caerá. Diseño de soportes. Los soportes permiten imprimir formas más complejas, pero dejan marcas superficiales. La impresión de voladizos o áreas del modelo suspendidas en el aire debe realizarse con soportes o apoyos. Modelos sólidos. Los modelos diseñados para imprimir deben ser sólidos. Además, el espesor de las paredes superficiales deben superar los valores recomendados, que van de 0,8 a 1 mm. Diseño para impresión. Es recomendable no diseñar modelos 3D con detalles que no se puedan imprimir con boquillas de 0,4 a 0,5 mm. La medida más pequeña que se puede reproducir en una impresora 3D de FDM es dos veces el ancho del hilo. Diseño modular. Se trata de diseñar el modelo 3D en varias piezas montables para facilitar su impresión. Tolerancias. La impresión en FDM genera modelos impresos con tolerancias generales de 0,1 %. Para imprimir conjuntos es indispensable pensar en las tolerancias, tanto para los ajustes en apriete como para los holgados (juego). -. Ajustes en apriete: tolerancias de 0,2 mm; diferencia de medidas de 0,1 mm entre el eje y el agujero (pieza encajada y encajable). Ajustes holgados: tolerancia de 0,4 mm entre el eje y el agujero.. Además, hay que tener en cuenta que la contracción del polímero depende de sus propias características (ABS, PLA, etc.) así como del tipo de impresora utilizada y de las características de impresión adoptadas. El proceso de impresión 3D puede tener diferentes resultados dependiendo de la velocidad de impresión, la altura de las capas, la suavidad de la superficie y los materiales usados. Es recomendable hacer varias pruebas para conocer el comportamiento de la impresora 3D y el filamento empleado en cuanto a las variaciones de las medidas del modelo CAD y la pieza fabricada aparte de otros problemas que pudiesen surgir.. 23.
(24) TFM Francisco Javier Rodríguez García. Septiembre 2018. Optimizar espesores en función del ancho de la boquilla. En función del ancho de la boquilla de la impresora (FDM), hay que definir el espesor de la pieza como múltiplo de esta. Grosor y caras cerradas. Todos los modelos diseñados deben tener un grosor mínimo de 0,5 mm o múltiplo del ancho de la boquilla y las caras deben permanecer cerradas. Para la mayoría de impresoras se recomienda un espesor mínimo de 1 mm con el objetivo de garantizar caras sólidas y resistentes. Dirección de impresión. La mejor resolución y acabado de una pieza impresa se da en la dirección del eje Z. Los ejes X e Y están vinculados al diámetro de la boquilla, mientras que el eje Z se puede controlar a partir de la definición del paso de capa. Por esa razón, es recomendable orientar los diseños en el eje Z. Además, la orientación de la pieza define no solo su resistencia, sino la calidad superficial. Los modelos con forma de cúpula impresos horizontalmente y capa a capa muestran el efecto de escalera, que es más o menos acusado en función de la separación en Z (Figura 13).. Figura 13: Ejemplos de efecto escalera.. Tensiones. El comportamiento mecánico de las piezas impresas por FDM es anisotrópico (comportamiento semejante en el plano XY pero distinto en el eje Z). A lo largo del eje Z (deposición de capas) las piezas son resistentes a la compresión pero muy poco a la tracción. Los mejores diseños son aquellos en los que las líneas de fuerza aplicadas a la pieza son perpendiculares a las líneas de impresión. Contracción del plástico. En la impresión FDM también se produce contracción del plástico, tal como sucede en otros procesos de transformación de plásticos, por lo que es recomendable tener en cuenta el dimensionado CAD del modelo 3D para corregir esa disminución dimensional por contracción. Las contracciones producidas dependen del tipo de filamento empleado, la forma y los espesores de la pieza, la temperatura de la plataforma y el enfriamiento sufrido por la pieza. El ABS y el níquel son los materiales que mayores contracciones experimentan (el PLA el que menos). En estos casos es recomendable aumentar la temperatura de la plataforma 24.
(25) TFM Francisco Javier Rodríguez García. Septiembre 2018. calefactada, mantener una temperatura constante durante el proceso de impresión y evitar corrientes de aire. Uno de los efectos inmediatos es el warping, que se observa cuando las esquinas de las piezas empiezan a separarse de la plataforma y terminan por deformar la geometría de la pieza impresa. Taludes y formas esféricas. Cuando se imprime por deposición capa a capa es inevitable evitar la marca de los escalones, pasos o peldaños, sobre todo en las regiones del modelo 3D donde el ángulo de inclinación aumenta. Esto conlleva una reducción de la calidad del acabado. Podría reducirse el efecto del escalonado reduciendo el espesor de la capa impresa con el consecuente incremento del tiempo de impresión. Modelos 3D huecos. Se busca que las piezas tengan el mismo espesor en todas las caras y el centro permanezca vacío. Diseño dentro de los límites de impresión. Los modelos deben diseñarse teniendo en cuenta el volumen efectivo de impresión del equipo. Acabado superficial. Depende del filamento empleado, que será el PLA. Este filamento tiene peor acabado superficial que el ABS y menos resistencia y contracción. Las propiedades de los filamentos y el por qué se eligió usar el PLA se verá en el punto siguiente (34).. 4.1.1.5.. Filamentos para impresión 3D.. El filamento que se utiliza en las impresiones 3D se vende en bobinas y en ellas se especifica el tipo de polímero, su temperatura de trabajo, la temperatura de la cama, base o plataforma calefactada y su diámetro ((1,75 o 3 mm). El filamento de 3 mm es el más ampliamente utilizado, pero poco a poco está siendo desplazado por el de 1,75 mm debido a su facilidad de arrastre. Estos datos son necesarios para configurar la temperatura del fundido del filamento a través del extrusor y la temperatura de la base en la que se van a imprimir las capas sucesivas del modelo. Es importante en este último caso regular bien dicha temperatura para facilitar el pegado de las primeras capas y evitar su desplazamiento, o evitar los problemas de warping o deformación (34). ABS (acrilonitrilo butadieno estireno). Termoplástico amorfo copolímero formado por tres monómeros distintos: acrilonitrilo, butadieno y estireno (ABS). Es el polímero empleado en la fabricación de las piezas de lego y se caracteriza por su elevada resistencia al impacto, resistencia mecánica, dureza, rigidez y tenacidad. Esta última es consecuencia de los monómeros de butadieno que, al ser un material elastomérico, proporciona tenacidad incluso a bajas temperaturas (sigue siendo tenaz a -30 °C). También presenta buen comportamiento a la abrasión y es resistente al ataque de ciertos productos químicos. Además, se puede pintar y pegar con adhesivos. No es un material biodegradable, es soluble en acetona y se degrada con la radiación ultravioleta (UV) por lo que no es adecuado para fabricar piezas de exterior. Durante el proceso de fusión del ABS, éste emite gases nocivos que obligan a tener la impresora en un lugar aireado.. 25.
(26) TFM Francisco Javier Rodríguez García. Septiembre 2018. Las temperaturas de uso están comprendidas entre 185 y 235 °C, siendo recomendable su impresión a unos 230 °C. La temperatura de la plataforma calefactada se debe configurar a temperaturas de entre 90 y 115 °C (34). PLA (ácido poliláctico). El PLA o ácido poliláctico es un termoplástico biodegradable de origen natural obtenido a partir de la fermentación del almidón, la yuca o la caña de azúcar, y se caracteriza por ser altamente biodegradable. Aunque no es mecánicamente tan resistente como el ABS, se utiliza en la impresión de modelos que vayan a estar en contacto con alimentos. El PLA comercializado para impresión 3D se pude encontrar en gran variedad de colores, en opaco y transparente. Además, es compatible con la mayoría de impresoras 3D. En general, la temperatura de trabajo se debe configurar entre 195 y 220 °C, y la temperatura de la cama debe ser de unos 60 °C, aunque depende de la variedad de PLA empleado. Otros filamentos de PLA son los que mezclan PLA con polvos metálicos: cobre, bronce, acero, fibra de carbono, hierro magnético, etc. Recientes estudios de procesado térmico de termoplásticos a temperatura moderadamente alta (e.g., 170-240 °C) a grandes equipos de extrusión a escala industrial han mostrado que tanto gases como partículas son emitidas durante la operación (incluyendo carcinógenos e irritantes respiratorios). Los productos en fase gas primarios de la descomposición térmica del ABS a muy altas temperaturas han mostrado que incluyen monóxido de carbono y ácido cianhídrico, así como una variedad de compuestos orgánicos volátiles. La exposición a los productos de la descomposición térmica del ABS ha mostrado tener efectos tóxicos tanto en ratas como en ratones (38). La FDM produce una cantidad significativa de nanopartículas emitidas, cuando se emplea ABS. El uso de PLA con la configuración recomendada por los fabricantes no produce concentraciones considerables de nanopartículas. La temperatura del extrusor juega un rol importante en la emisión de partículas y en el tamaño de las mismas. Para el proceso de manufacturación se deben tomar medidas preventivas como ventilación local, sistemas de filtrado de aire… en lugares con varias impresoras 3D como colegios, lugares de trabajo, etc (39). Existen una gran cantidad de filamentos disponibles en el mercado, como se puede ver en la tabla 1, pero el ABS y el PLA son los más usados (34).. 26.
(27) TFM Francisco Javier Rodríguez García. Filamento. Temperatura de impresión (°C). Septiembre 2018. Temperatura base (°C). Superficie de impresión. Propiedades. Resistente al impacto, Kapton dureza, rigidez y tenacidad Vidrio y Biodegradable, Kapton variedad colores Cinta de Estructuras de soporte pintor azul por ser soluble en agua Resistencia mecánica y Kapton térmica Polipropileno Reciclable Vidrio, Resistencia mecánica, Kapton desgaste y corrosión Kapton Resistencia y rigidez Garotile y Resistencia y tufnol flexibilidad Cinta de Acabado cerámico pintor azul Cinta de Acabado madera pintor azul Flexible y Vidrio biodegradable Vidrio y Flexible y transparente Kapton Vidrio Flexible Vidrio Flexible. ABS. 185-235. 90-110. PLA. 195-220. 20-60. PVA. 180-200. 50. HIPS. 220-235. 115. HDPE. 225-230. Ambiente. PET. 210-220. 20-65. PC. 280-305. 85-95. NY. 225-240. Ambiente. Laybrick. 165-230. Ambiente. LayWood. 180-220. 40-50. Soft PLA. 220-230. 25-60. Bendlay. 215-240. Ambiente. Filaflex NinjaFlex Glow in the Dark T-Glass. 220-230 200-215. Ambiente 40. 160-230. 60. Vidrio. Fluorescente. 210-224. Ambiente. Vidrio. Transparente. Tabla 1: Tipos de filamentos disponibles para la FDM.. 4.2.. Elementos hardware y software.. En el presente apartado se presentarán los aspectos teóricos relativos a los elementos que vamos a emplear en el trabajo. Se trata de: 1. 2. 3. 4. 5.. Odroid-XU4. Raspberry Pi 3B. Adafruit Pro Trinket. Cámara. Pantalla. 27.
(28) TFM Francisco Javier Rodríguez García. Septiembre 2018. 6. DFPlayer Mini. 7. Altavoz. 8. Micrófonos. 9. Sensores capacitivos. 10. Módulo FTDI. 11. Software empleado. Las arquitecturas hardware pueden clasificarse en base a: 1. La organización de la memoria y la forma conexión de la CPU y la misma. 2. La concepción del repertorio de instrucciones. Según estos dos puntos, podremos encontrar distintas arquitecturas, como se verá a continuación. Según la forma de conexión entre la CPU (Central Processing Unit) y la organización de la memoria podemos señalar dos arquitecturas principales: -. -. Arquitectura Von Neumann: toma el nombre del matemático John von Neumann y se caracteriza por la conexión directa de la CPU a una memoria única que contiene tanto las instrucciones del programa como los datos. Esta configuración limita los tiempos de acceso a ambas partes al disponer de un único bus, tanto para los datos como para las instrucciones que debe procesar. Arquitectura Harvard: toma el nombre del lugar donde Howard Aitken diseñó los ordenadores Mark I, II, III y IV. Se caracteriza por la conexión de la CPU a dos memorias diferentes por medio de buses separados. Una de las memorias se utiliza para las instrucciones del programa y la otra, para los datos. Esta arquitectura permite una mayor velocidad y menor longitud de programa al no estar relacionado el tamaño de las instrucciones con el de los datos.. Según la concepción del repertorio de instrucciones: -. -. Arquitectura RISC (Reduced Instruction Set Computer, Computadoras con un Conjunto de Instrucciones Reducido): se caracteriza por procesar un conjunto de instrucciones más reducida, por tener un hardware más sencillo y, dado que las instrucciones son más reducidas, por tener entre 2 y 4 veces la capacidad de procesamiento de un procesador CISC. Arquitectura CISC (Complex Instruction Set Computer, Computadoras con un Conjunto de Instrucciones Complejo): se caracteriza por tener un repertorio de instrucciones más potente, teniendo un hardware más complejo, haciendo necesario dedicar en el circuito integrado un gran espacio a la descodificación y ejecución de las instrucciones (40).. 28.
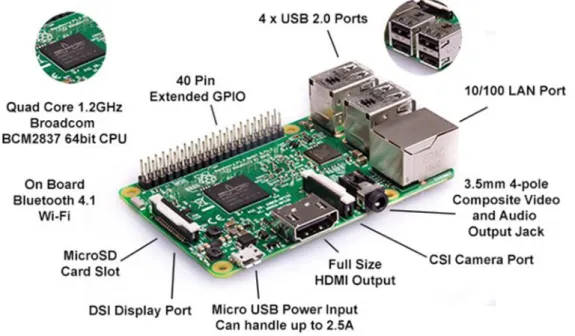
(29) TFM Francisco Javier Rodríguez García Arquitecturas Aspectos Significado. Aplicación Características. Septiembre 2018. CISC. RISC. Computadoras con un conjunto de instrucciones complejo. Aplicada en ordenadores domésticos. Instrucciones muy amplias.. Objetivos. Computadoras con un conjunto de instrucciones reducido. Utilizada para entornos de red. Instrucciones de tamaño fijo. Sólo las instrucciones de carga y almacenamiento acceden a la memoria de datos. Posibilitar la segmentación y el paralelismo en la ejecución de instrucciones y reducir los accesos a memoria. La CPU trabaja más rápido al utilizar menos ciclos de reloj, reduciendo la ejecución de las operaciones. Cada instrucción puede ser ejecutada en un solo ciclo del CPU.. Permitir operaciones complejas entre operandos situados en la memoria o en los registros internos. Ventajas Reduce la dificultad de crear compiladores. Permite reducir el costo total del sistema. Mejora la compactación de código. Facilita la depuración de errores. Microprocesadores Intel 8086, 8088, 80286, MIPS Technologies, IBM basados en… 80386, 80486. Power, Power PC de Motorola Motorola 68000, 6801, e IBM. 68020, 68030, 68040. SPARC y UltraSPARC. Tabla 2: Aspectos de las arquitecturas RISC y CISC. Tanto el microcontrolador que se emplearán como los microordenadores presentan arquitecturas RISC y Harvard.. 4.2.1. Ordenador de placa reducida. Un ordenador de placa reducida (en inglés Single Board Computer o SBC) es una computadora completa en un solo circuito, con microprocesador, memoria, entradas/salidas y otras características de un computador funcional. Los ordenadores de placa reducida fueron creados como demostraciones o sistemas de desarrollo, para sistemas educativos o para usar como controladores de computadoras embebidas. A diferencia de un ordenador personal de escritorio, los ordenadores de placa reducida no suelen tener ranuras de expansión para funciones de periféricos. Los ordenadores de placa reducida fueron posibles gracias al incremento de la densidad de los circuitos integrados. La configuración que presentan reduce el coste total del sistema al reducir el número de placas de circuitos requeridos, y eliminando conectores y circuitos de bus que serían usados de otra manera. Poniendo todas las funciones en una placa, se consigue un sistema globalmente más pequeño. Debido a los altos niveles de integración, el reducido número de componentes y conectores, estas placas suelen ser más pequeñas, más. 29.
(30) TFM Francisco Javier Rodríguez García. Septiembre 2018. ligeras, más eficientes en consumo energético y más fiables que los ordenadores multiplaca comparables. Aparte de un tamaño más reducido y una mayor eficiencia energética, estos ordenadores de placa reducida presentan unos precios muy competitivos, valiendo normalmente menos de 85 €. Algunos de los ordenadores de placa reducida son Odroid, Raspberry Pi, Orange Pi, Beagle… (41). 4.2.2. El microcontrolador y su tipología. Un microcontrolador (formado por dos palabras: micro-, pequeño, y controlador, maniobrar o procesar) es, en esencia, un computador completo, pero con prestaciones más limitadas. El microcontrolador está contenido en el chip de un circuito integrado programable, y se destina a desarrollar una tarea determinada con el programa que reside en su memoria. Los pines de entrada y salida de los que dispone soportan el conexionado de los sensores y actuadores con los que se interacciona. Las diferencias principales de un microcontrolador y un microprocesador están basadas en que el microcontrolador incluye todos los elementos del microprocesador y memoria en un solo circuito integrado. Normalmente, el coste es menor, y su arquitectura suele estar basada en la arquitectura Harvard. En el mercado hay muchos fabricantes de microcontroladores, como Atmel, Motorola, Intel, Microchip, Hitachi, Philips, Toshiba, Zilog, Siemens, National Semiconductor… (40). 4.2.2.1.. Arquitectura interna de un microcontrolador.. Un microcontrolador está constituido principalmente por una unidad central de proceso, la memoria y unidades de entrada y salida. La CPU es la responsable de ejecutar las instrucciones que están almacenadas en la memoria. Esta parte también es conocida coloquialmente como microprocesador. La memoria almacena la información que hay que procesar y las instrucciones, que indican cómo se han de procesar estos datos. La clasificación básica de la memoria distingue entre: memoria volátil, aquella que pierde la información que se almacena en ella al desconectarla de la alimentación; y la no volátil, que la mantiene. Finalmente, las unidades de entrada y salida son los sistemas encargados de comunicar al microcontrolador con el exterior (40).. 4.2.2.2.. Memorias y registros del microcontrolador.. La unidad de memoria es una parte del microcontrolador que se utiliza para almacenar los datos o el programa/instrucciones que serán procesados por el procesador. La memoria de los microcontroladores debe estar ubicada normalmente dentro del mismo encapsulado, siguiendo la idea de mantener el circuito completo dentro de un solo sistema integrado. En los microcontroladores, la memoria no suele ser abundante, a diferencia de las memorias de los ordenadores u ordenadores personales. Las memorias se direccionan, de manera que cada dirección de la memoria corresponde a una parte/situación de la misma, donde estará alojada la información que corresponda en ese momento del dato o instrucción. El contenido de cualquier localidad de la memoria se puede leer o escribir o ambas según el tipo de memoria. En general, existen varios tipos de memoria. Las dos memorias principales básicas son RAM y ROM. En el mercado se han desarrollado numerosas memorias en torno a sus fundamentos 30.
(31) TFM Francisco Javier Rodríguez García. Septiembre 2018. básicos, según la forma de acceso, la volatilidad o permanencia de la información o la forma de escribir en ellas. Las memorias RAM (Random Access Memory, Memoria de Acceso Aleatorio) se utilizan como memorias de trabajo para el sistema operativo y los programas. Se denominan memorias de acceso aleatorio porque permiten ser leídas o escritas en una posición o localización de la memoria con un tiempo de espera igual en cualquiera de las posiciones, sin necesitar seguir un orden. Esta memoria es volátil, por lo que pierde su información cuando se desconecta el equipo o se deja de alimentar. Dentro de la familia de las memorias RAM, aparece la memoria SRAM (Static Random Access Memory, Memoria Estática de Acceso Aleatorio) o RAM estática para denominar a un tipo de tecnología de memoria RAM basada en semiconductores, capaz de mantener los datos, mientras siga alimentada, sin necesidad de circuito de refresco (42). La memoria ROM (Read Only Memory, Memoria Sólo de Lectura) se utiliza en ordenadores y dispositivos electrónicos que permiten sólo la lectura de la información pero no su escritura. Normalmente los datos de una memoria ROM no pueden ser modificados. Con la memoria EEPROM (Electrically Erasable Programmable Read Only Memory, es decir, ROM Programable y Borrable Eléctricamente) se tiene la posibilidad de cambiar el contenido durante el funcionamiento, siendo similar a la RAM, pero con la diferencia de que esta información se queda permanentemente guardada después de la pérdida de la alimentación a la memoria (una vez apagado el dispositivo, es decir, qué se comporta como una memoria ROM pero modificable). Las memorias Flash, memorias no volátiles, permiten velocidades de funcionamiento muy superiores frente a la tecnología EEPROM primigenia. Se inventaron en los años 80 en los laboratorios de la compañía Intel, con la finalidad de conseguir una memoria en la que sea posible escribir y borrar el contenido prácticamente un número ilimitado de veces. Los microcontroladores disponen de unas memorias muy reducidas, pero necesarias para el desarrollo operativo de su actividad, llamadas registros. Los registros almacenan datos de operaciones o resultados de la ejecución de instrucciones. Cuando se trata de un microprocesador que es de 4, 8, 16 o 32 bits, se refiere a las operaciones con registros de datos que tienen ese tamaño y, por tanto, determina en parte su potencia, en cuanto a velocidad de ejecución (42) .. 4.2.2.3.. Comunicación con el puerto serie.. Para que dos sistemas electrónicos se puedan conectar, (sea un microcontrolador o un ordenador) tienen que ponerse de acuerdo en el sistema de comunicación que van a utilizar. Para ello, se establece un protocolo de comunicación o sistema de reglas, que permiten que dos dispositivos se comuniquen entre sí mediante la transmisión de información por variación de algún tipo de magnitud física conocida, como suele ser la tensión o voltaje. En las reglas de un protocolo se establecen la sintaxis, la semántica, la sincronización y la metodología para la recuperación de errores. Para la comunicación de este tipo de dispositivos se establecerá un tipo de comunicación, que puede ser de tipo síncrona o asíncrona. En la transmisión síncrona existe una coordinación temporal precisa entre el emisor y el receptor, por lo que cada información transmitida debe contener una señal de comienzo y de parada. La comunicación también puede clasificarse según los tipos de sincronismos, sincronismo de bit, carácter o bloque. 31.
Figure



+7





Documento similar