Análisis de la repotenciación de una turbina tipo pelton
99
0
0
Texto completo
(2) Dedicatoria El presente trabajo está dedicado a mi familia por haber sido mi apoyo a lo largo de toda mi carrera universitaria y a lo largo de mi vida. A todas las personas especiales que me acompañaron en esta etapa, aportando a mi formación tanto profesional y como ser humano..
(3) Resumen Si usted viaja por todo el Perú apreciará muchas grandes industrias, servicios en los hogares que dependen de un suministro de energía eléctrica, esto ha sido posible gracias a sistemas capaces de generar, transmitir y distribuir este tipo de energía, existen varias fuentes en nuestro país, se utiliza principalmente el gran potencial hídrico de los ríos lagos y lagunas para generar la energía que utilizamos cuyo proceso se desarrolla en las centrales hidroeléctricas. En el Perú debido al crecimiento poblacional y la demanda energética que requiere, se está forjando en el mercado la repotenciación de centrales hidroeléctricas, como una alternativa para aumentar la capacidad de generación de energía eléctrica.. Para poder decidir un proyecto de repotenciación en necesario realizar un estudio de factibilidad donde describan aspectos técnicos, económicos y medioambientales. En esta tesis se definen los criterios que deberán ser integrados en un proyecto de repotenciación y se expone también en estudio de caso relacionado el proyecto de repotenciación en una hidroeléctrica a fin de incrementar y mejorar su potencia y eficiencia respectivamente: La central hidroeléctrica de machupicchu. El proyecto consta de repotenciar una turbina Pelton de eje vertical de 5 chorros de 26 MW de potencia nominal y a la vez mejorar el rendimiento. Esto se obtiene principalmente mediante: El aumento del caudal por aumento de la abertura de la tobera de los inyectores. El rediseño del perfil geométrico de las cucharas del rodete Pelton. Palabras clave: Rehabilitación, Análisis, Repotenciación, Rendimiento, Potencia eléctrica, Dimensiones..
(4) Abstract. If you travel throughout Peru you will appreciate many large industries, services in homes that depend on the supply of electricity, this has been possible thanks to the systems to generate, transmit and distribute this type of energy, there are several sources in our country, mainly the great water potential of the lakes and lagoons rivers is used to generate the energy that our process uses focuses on hydroelectric power plants. In Peru, due to population growth and the demand for energy it requires, the repowering of hydroelectric power plants is being implemented in the market, as an alternative to increase the capacity of electric power generation.. In order to decide on a repowering project, it is necessary to carry out a feasibility study describing technical, economic and environmental aspects. In this thesis the terms that are shown are defined, the results are integrated into a repowering project and the repowering project in a hydroelectric project and the improvement of its power and efficiency as the machupicchu hydroelectric power plant are also exposed in the related case study.. The project consists of a 5-axis vertical jet turbine of 26 MW of nominal power and at the same time improve performance. This is mainly obtained by: The increase in flow due to the increase in the opening of the nozzle of the injectors. The redesign of the geometric profile of the Pelton impeller buckets.. Key words: Rehabilitation, Analysis, Repowering, Performance, Electric power, Dimensions..
(5) Índice CAPÍTULO 1 ............................................................................................................................. 1 CONSIDERACIONES GENERALES ...................................................................................... 1 1.1.- Antecedentes .................................................................................................................. 1 1.2.- Planteamiento del Problema .......................................................................................... 1 1.3.- Objetivos ........................................................................................................................ 2 1.3.1.- Objetivo general ...................................................................................................... 2 1.3.2.- Objetivos específicos .............................................................................................. 2 1.4.- Hipotesis ........................................................................................................................ 2 1.5.- Variables ........................................................................................................................ 2 CAPITULO 2 ............................................................................................................................. 3 PRINCIPIOS TEORICOS DE LAS TURBINAS DE IMPULSO PELTON ............................ 3 2.1.- Introducción ................................................................................................................... 3 2.2.- Componentes de una Turbina Tipo Pelton .................................................................... 5 2.2.1.- Distribuidor ............................................................................................................. 6 2.2.2.- Rodete ................................................................................................................... 12 2.2.3.- Carcasa .................................................................................................................. 14 2.2.4.- Cámara de descarga .............................................................................................. 15 2.3.- Principios Teóricos ...................................................................................................... 15 CAPÍTULO 3 ........................................................................................................................... 17 CRITERIO DE REHABILITACION DE CENTRALES HIDROELECTRICAS .................. 17 3.1.- Introducción ................................................................................................................. 17 3.2.- Fundamento para Rehabilitar o Modernizar ................................................................ 18 3.3.- Consideraciones Económicas . .................................................................................... 18.
(6) 3.4.- Ventajas de la Rehabilitación ...................................................................................... 19 3.5.- Etapas de la Rehabilitación. ......................................................................................... 19 3.5.1.- El peritaje .............................................................................................................. 19 3.5.2.- Análisis técnico de los problemas y soluciones .................................................... 20 3.5.3.- Programación ........................................................................................................ 20 3.6.- Principales Operaciones de Rehabilitación en una Turbina Pelton. ............................ 21 3.6.1.- Rodete Pelton ........................................................................................................ 21 3.6.2.- Cojinetes ............................................................................................................... 22 3.6.3.- Reguladores de velocidad ..................................................................................... 22 3.7.- Monitoreo..................................................................................................................... 23 3.7.1.- Funciones a implantar ........................................................................................... 23 3.8.- La Central Hidroeléctrica en Rehabilitación del Caso Estudio .................................. 24 3.9.- Pasos a Seguir en la Repotenciación de los Rodetes Pelton de la CHM ..................... 27 3.10.- Pesaje del Rodete ....................................................................................................... 28 3.11.- Control de Aspecto .................................................................................................... 29 3.12.- Control Dimensional Total del Rodete ...................................................................... 29 3.13.- Control de Sanidad del Rodete .................................................................................. 30 3.13.1.- Control por líquidos penetrantes o por resudación. ............................................ 30 3.13.2.- Control por partículas magnéticas ...................................................................... 31 3.13.3.- Control por gammagrafía .................................................................................... 31 3.13.4.- Control por ultrasonido ....................................................................................... 31 3.13.5.- Toma de fotografías del estado del rodete .......................................................... 32 3.14.- Programación de las Actividades a Realizar .............................................................. 32.
(7) 3.15.- Marcado de la Ubicación de los Planos en las Cucharas ........................................... 33 CAPITULO 4 ........................................................................................................................... 35 PROPIEDADES DE LOS MATERIALES CONSTRUCTIVOS ........................................... 35 4.1.- Estructura de Acero Inoxidable Martensítico Cromo-Níquel ...................................... 35 4.2.- Principales Aleantes del Cromo..................................................................................... 36 4.3.- Porcentaje de Material Utilizado en los Rodetes de Turbina Pelton ........................... 37 4.4.- Características Mecánicas de los Rodetes de la Central .............................................. 38 4.5.- Composición Química y Propiedades Mecánicas de la Soldadura .............................. 38 4.5.1.- Composición química (%) .................................................................................... 38 4.5.2.- Propiedades mecánicas ......................................................................................... 38 CAPÍTULO 5 ........................................................................................................................... 40 CARACTERÍSTICAS GEOMETRICAS DE LA TURBINA PELTON ................................ 40 5.1.- Introducción ................................................................................................................. 40 5.2.- Dimensiones Principales de los Rodetes Pelton .......................................................... 40 5.3.- Características Hidráulicas de la Cuchara sin Modificar ............................................. 41 5.4.- Dimensiones del Inyector ............................................................................................ 41 5.5.- Dimensiones de las Cucharas ...................................................................................... 41 5.6.- Características Hidráulicas de la Cuchara Modificada ............................................... 48 5.6.1.- Dimensiones del inyector ...................................................................................... 48 5.6.1.- Geometría de la cuchara modificada..................................................................... 48 CAPITULO 6 ........................................................................................................................... 56 EVALUACION ENERGETICA ............................................................................................. 56 6.1.- Método Termodinámico Para las Pruebas de Eficiencia Absoluta. ............................. 56.
(8) 6.1.1.- Principio ................................................................................................................ 56 6.1.2.- Rendimiento .......................................................................................................... 57 6.1.3.- Energía mecánica específica ................................................................................. 57 6.1.4.- Energía hidráulica específica ................................................................................ 58 6.1.5.- Procedimiento operativo ....................................................................................... 59 6.2.- Aplicación de Instrumentos ......................................................................................... 60 6.2.1.- Medición de la energía mecánica especifica......................................................... 60 6.3.- Medición de la Energía Hidráulica Específica (G HN) ............................................... 65 6.3.1.- Medición del a potencia de salida ......................................................................... 65 6.3.2.- Mediciones de los auxiliares ................................................................................. 66 6.4.- Análisis de las Mediciones .......................................................................................... 67 6.4.1.- Programa del procedimiento ................................................................................. 67 6.4.2.- Incertidumbre de medida ...................................................................................... 67 6.4.3.- Reglas de transposición ........................................................................................ 67 6.5.- Resultados de los Análisis ........................................................................................... 68 6.5.1.- Ensayos de eficiencia de la turbina ....................................................................... 68 6.5.2.- Resultados de potencia neta en las barras 138 kv ................................................. 71 6.6.- Notaciones Principales ................................................................................................. 76 7.- CONCLUSIONES .............................................................................................................. 78 8.- BIBLIOGRAFIA ................................................................................................................ 79 9.- ANEXOS ............................................................................................................................ 81.
(9) Índice de Figuras Figura 2. 1. Casa de Máquinas de 1800. (Fuente Blogspot)...................................................... 3 Figura 2. 2. Rueda Pelton de Mont-Cenis. (Fuente Blogspot). ................................................. 4 Figura 2. 3. Turbina Pelton de eje Horizontal y Vertical. (Fuente Blogspot). .......................... 5 Figura 2. 4. Componentes de una Turbina de eje Horizontal, con dos Equipos de Inyección. (Fuente Blogspot)............................................................................................................................ 5 Figura 2. 5. Distribuidor, (Fuente Blogspot). ............................................................................ 6 Figura 2. 6. Turbina Pelton de 5 Inyectores. (Fuente blog. rushydro). ..................................... 7 Figura 2. 7. Turbina Pelton de 2 Inyectores. (Fuente blog. rushydro). ..................................... 8 Figura 2. 8. Cámara de Distribución. (Fuente Blogspot). ......................................................... 9 Figura 2. 9. Partes del Inyector. (Fuente Blogspot). ................................................................ 10 Figura 2. 10. Tobera. (Fuente Blogspot). ................................................................................ 10 Figura 2. 11. Aguja en forma de punta de lanza. (Fuente Blogspot). ...................................... 11 Figura 2. 12. Deflector. (Fuente Blogspot).............................................................................. 11 Figura 2. 13. Equipo regulador de velocidad. (Fuente Blogspot). ........................................... 12 Figura 2. 14. Rodete. (Fuente Blogspot). ................................................................................ 12 Figura 2. 15. Rueda motriz. (Fuente Blogspot). ...................................................................... 13 Figura 2. 16. Alabes. (Fuente Blogspot).................................................................................. 14 Figura 2. 17. Carcasa. (Fuente Blogspot). ............................................................................... 14 Figura 2. 18. Diagrama de velocidades (Fuente propia).......................................................... 16. Figura 3. 1. Características generales de la central hidroenergetica (Fuente Osinerming). .... 26 Figura 3. 2. Central Hidroeléctrica de Machu Picchu (Fuente propia). ................................... 27.
(10) Figura 5. 1. Rodete Pelton (Fuente propia) ............................................................................. 40 Figura 5. 2. Dimensiones normalizadas de la cuchara (Fuente Hernández C). ....................... 42 Figura 5. 3. Plano exterior e interior de la cuchara (Fuente ALSTOM).................................. 43 Figura 5. 4. Filo de ataque de la cuchara (Fuente ALSTOM) ................................................. 44 Figura 5. 5. Detalle de la embocadura (Fuente ALSTOM). .................................................... 44 Figura 5. 6. Dimensiones de la cuchara sin modificar. (Fuente propia) .................................. 45 Figura 5. 7. Vista cuchara original. (Fuente propia) ................................................................ 45 Figura 5. 8. Curva Potencia vs caudal, rotor original (Fuente propia). ................................... 46 Figura 5. 9. Curva de eficiencia vs potencia (Fuente propia). ................................................. 47 Figura 5. 10. Dimensiones de la nueva cuchara (Fuente propia) ............................................ 49 Figura 5. 11. Cuchara modificada (Fuente propia).................................................................. 50 Figura 5. 12. Variación de la curvatura (Fuente propia). ........................................................ 50 Figura 5. 13. Verificación del ángulo central (Fuente propia). ............................................... 51 Figura 5. 14. Proceso de control con liquido penetrante (Fuente propia). .............................. 52 Figura 5. 15. Acabado superficial (Fuente propia). ................................................................. 53 Figura 5. 16. Formato del control dimensional (Fuente EGEMSA). ..................................... 54 Figura 5. 17. Especificaciones Técnicas Dimensionales (Fuente EGEMSA). ....................... 55. Figura 6. 1. Principio de la sonda arriba. (Fuente ALSTOM). ................................................ 61 Figura 6. 2. Principio de las sondas abajo. (Fuente ALSTOM). ............................................. 62 Figura 6. 3. Diagrama de medición. (Fuente Andritz Hydro). ................................................ 64 Figura 6. 4. Curva de eficiencia vs Potencia bajo Hn=350m. (Fuente propia). ...................... 69 Figura 6. 5. Eficiencia vs Potencia, bajo Hn=345.03m. (Fuente propia). ............................... 70 Figura 6. 6. Potencia rodete versus Caudal bajo 345.03m. (Fuente propia). ........................... 72.
(11) Figura 6. 7. Potencia rodete Caudal bajo 345.03m + incertidumbre. (Fuente propia). ........... 73 Figura 6. 8. Preparativos sección de medición. (Fuente Antritz Hydro). ................................ 77.
(12) Índice de Tablas Tabla 4. 1. Evolución de los aceros en las turbinas ................................................................. 35 Tabla 4. 2. Composición química de los aceros empleados en las turbinas Pelton ................. 37 Tabla 4. 3. Características mecánicas de los aceros empleados en las turbinas Pelton ........... 37.
(13) 1. CAPÍTULO 1 CONSIDERACIONES GENERALES 1.1.- Antecedentes El Sistema Eléctrico Interconectado Nacional (SEIN) abastece al 85% de la población conectada, con varios sistemas “aislados” que cubren el resto del país. A pesar de que la inversión en generación, transmisión y distribución en las áreas urbanas es principalmente privada, los recursos para la electrificación rural provienen únicamente de recursos públicos.. Sin embargo, aún quedan muchos retos. Los principales son el bajo nivel de acceso en las áreas rurales y el potencial sin explotar de algunas energías renovables, en concreto la energía hidroeléctrica, la energía eólica y la energía solar. El marco regulador de energías renovables incentiva estas tecnologías, pero en volúmenes muy limitados ya que una mayor oferta implicaría un aumento en el costo de la energía del país.. Se propone la creación de una memoria de cálculo para repotenciar centrales hidroeléctricas con el fin de generar mayores posibilidades de calidad de vida del hombre, cuidado y protección del medio ambiente y en el marco de una política de responsabilidad social.. 1.2.- Planteamiento del Problema La repotenciación de turbinas tipo Pelton en la actualidad no está siendo acogida por la población, es por ello que se plantea optimizar turbinas hidráulicas con mayores niveles de rendimiento para así incrementar la producción de energía eléctrica e incurrir en nuevos proyectos de mejora continua..
(14) 2. 1.3.- Objetivos 1.3.1.- Objetivo general •. La modernización de una turbina Pelton a fin de incrementar su potencia en base a la modificatoria de sus cangilones.. 1.3.2.- Objetivos específicos •. Mejora de los parámetros hidro-energéticos.. •. Aumento de la productividad energética. 1.4.- Hipotesis Mejoramiento del rodete de una turbina Pelton con el fin de aumentar la potencia. 1.5.- Variables Las variables que definen a una turbomáquina desde el punto de vista energético: dependiente e independiente, las variables de tipo dimensional y adimensional, derivadas de las leyes de semejanza, que permiten realizar el diseño hidráulico..
(15) 3. CAPITULO 2 PRINCIPIOS TEORICOS DE LAS TURBINAS DE IMPULSO PELTON. 2.1.- Introducción La turbina Pelton debe su nombre a Lester Allan Pelton (1829-1908), quien, buscando oro en California, concibió la idea de una rueda con cucharas periféricas que aprovechara la energía cinética de un chorro de agua proveniente de una tubería a presión, incidiendo tangencialmente sobre la misma. Ensayó diversas formas de álabes hasta alcanzar una patente de la rueda en 1880, desde cuya fecha ha tenido gran desarrollo y aplicación. (Polo Encinas, 1975,p.193). Resucitó con éxito hacia 1880, la vieja rueda hidráulica, pero mejorándola considerablemente. Antes de ser introducida en Europa, la rueda Pelton había logrado una gran difusión en California USA. Las cucharas, sustituyen en la rueda Pelton a los palos de las antiguas ruedas hidráulicas. Cada par de cuchara adaptan la forma aproximada, de dos manos juntas para recibir en ellas un chorro de agua, con la diferencia de que las superficies de aquellas están perfectamente pulidas y calculadas de tal manera que aprovechan lo mejor posible la fuerza viva.. Figura 2. 1. Casa de Máquinas de 1800. (Fuente Blogspot)..
(16) 4. Observando el funcionamiento de una de estas turbinas, Pelton dio por casualidad con un método que hacía mucho más eficaz el mecanismo de la turbina: si el chorro, en vez de golpear en el centro de las paletas, lo hacía en su borde, el flujo de agua salía de nuevo en dirección inversa y hacía que la turbina adquiriese mayor velocidad. Entre las turbinas Pelton más grandes instaladas hasta el momento se encuentran las de MontCenis (Alpes franceses) de 272 000 HP cada una, bajo 870 m de carga.. Figura 2. 2. Rueda Pelton de Mont-Cenis. (Fuente Blogspot).. Las turbinas Pelton, conocidas también como turbinas de presión por ser esta constante en la zona del rotor, de chorro libre, de impulsión, de admisión parcial por atacar el agua sólo una parte de la periferia del rotor. Asimismo, entran en el grupo de las denominadas turbinas tangenciales y turbinas de acción. Es utilizada en saltos de gran altura (alrededor de 200 m y mayores), y caudales relativamente pequeños (hasta 10 m3/s aproximadamente). Son de buen rendimiento para amplios márgenes de variación del caudal (entre 30 % y 100 % del caudal máximo). Pueden ser instaladas con el eje en posición vertical u horizontal, siendo esta última disposición la más adecuada.
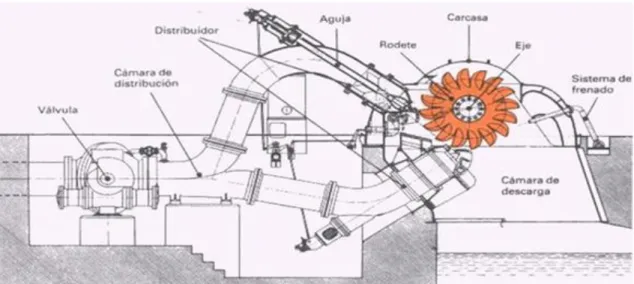
(17) 5. Figura 2. 3. Turbina Pelton de eje Horizontal y Vertical. (Fuente Blogspot).. 2.2.- Componentes de una Turbina Tipo Pelton Los componentes esenciales de una turbina Pelton, son: (Mataix, Mecánica de fluidos y máquinas hidráulicas, 2001,p.466). 1.-El distribuidor 2.-El rodete 3.-La carcasa 4.-La cámara de descarga 5.-El sistema de frenado 6.-El eje de la turbina. Figura 2. 4. Componentes de una Turbina de eje Horizontal, con dos Equipos de Inyección. (Fuente Blogspot)..
(18) 6. 2.2.1.- Distribuidor Está constituido por uno o varios equipos de inyección de agua, cada uno formado por varios elementos mecánicos.. Figura 2. 5. Distribuidor, (Fuente Blogspot).. Funciones del distribuidor: 1- Dirigir un chorro de agua (cilíndrico y de sección uniforme) hacia el rodete 2- Regular el caudal que ha de fluir hacia dicho rodete, llegando a cortarlo totalmente cuando proceda 3- Para paradas rápidas debe contar con una pantalla deflectora que desvíe el chorro a la salida 4-El número de equipos de inyección, colocados circunferencialmente alrededor de un rodete, depende de la potencia y características del grupo, según las condiciones del salto de agua..
(19) 7. Figura 2. 6. Turbina Pelton de 5 Inyectores. (Fuente blog. rushydro).. En turbinas Pelton con eje vertical pueden ser hasta seis los equipos que proyectan chorros de agua sobre un mismo rodete, derivando todos y cada uno de ellos de la tubería forzada. En turbinas Pelton con eje horizontal los inyectores instalados son normalmente uno o dos..
(20) 8. Figura 2. 7. Turbina Pelton de 2 Inyectores. (Fuente blog. rushydro).. 2.2.1.1.- Partes constitutivas del distribuidor El distribuidor está formado por los siguientes elementos:. •. Cámara de distribución. •. Inyector.
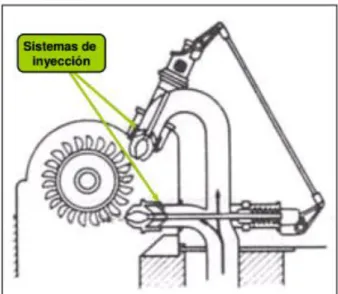
(21) 9. Cámara de distribución Consiste en la prolongación de la tubería forzada, acoplada a ésta mediante brida de unión, posteriormente a la situación de la válvula de entrada a turbina, según la trayectoria normal del agua. Tiene como misión fundamental conducir el caudal de agua. Igualmente, sirve de soporte a los demás mecanismos que integran el distribuidor. Figura 2. 8. Cámara de Distribución. (Fuente Blogspot).. Inyector. Es el elemento mecánico destinado a dirigir y regular el chorro de agua. Transforma la energía de presión en cinética (la velocidad del agua puede ser superior a 150 m/s). Está compuesto por:. 1-Tobera 2-Aguja 3-Deflector 4-Equipo regulador de velocidad.
(22) 10. Figura 2. 9. Partes del Inyector. (Fuente Blogspot).. Tobera Constituye una boquilla, con orificio de sección circular de un diámetro entre 5 y 30cm., instalada al final de la cámara de distribución. Dirige el chorro de agua, tangencialmente hacia la periferia del rotor, de tal modo que la prolongación de la tobera forma un ángulo de 90º con los radios de rotor.. Figura 2. 10. Tobera. (Fuente Blogspot).. Aguja. Es un vástago de acero muy duro situado concéntricamente en el interior del cuerpo de la tobera, guiado mediante cojinetes sobre los cuales tiene movimiento de desplazamiento longitudinal en dos sentidos..
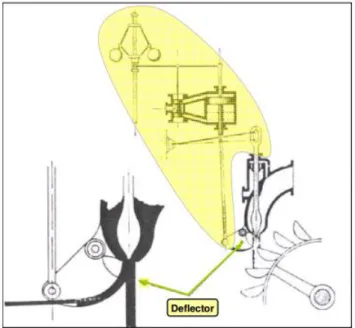
(23) 11. Figura 2. 11. Aguja en forma de punta de lanza. (Fuente Blogspot).. Deflector Es un dispositivo mecánico que, a modo de pala o pantalla, puede ser intercalado con mayor o menor incidencia en la trayectoria del chorro de agua, entre la tobera y el rodete. Sirve para evitar el embalamiento y el golpe de ariete (cierres bruscos).. Figura 2. 12. Deflector. (Fuente Blogspot)..
(24) 12. Equipo regulador de velocidad Conjunto de dispositivos electro-mecánicos, (servomecanismos, palancas, bielas,) diseñados para mantener constante la velocidad del grupo, a fin de que la frecuencia de la corriente generada tenga, en todas las circunstancias de carga, 60 Hz.. Figura 2. 13. Equipo regulador de velocidad. (Fuente Blogspot).. 2.2.2.- Rodete. Figura 2. 14. Rodete. (Fuente Blogspot)..
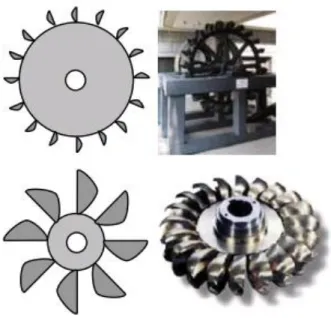
(25) 13. Es la pieza clave donde se transforma la componente cinética de la energía del líquido en energía mecánica o, dicho de otra manera, en trabajo según la forma de movimiento de rotación. Está compuesto por: • Rueda motriz • Alabes [también llamados cucharas, cazoletas o cangilones] 2.2.2.1.- Rueda motriz Está unida rígidamente al eje por medio de chavetas y anclajes adecuados. Su periferia está mecanizada apropiadamente para ser soporte de los cangilones.. Figura 2. 15. Rueda motriz. (Fuente Blogspot).. 2.2.2.2.- Alabes Pueden ser piezas independientes o constituir una pieza única, están diseñados para recibir el empuje directo del chorro de agua. Su forma es similar a la de una doble cuchara, con una arista interior afilada y situada centralmente en dirección perpendicular hacia el eje (divide al álabe en dos partes simétricas de gran concavidad). Esto permite compensar los empujes axiales..
(26) 14. Cada álabe lleva en su extremo periférico una escotadura centrada en forma de W. Con ello se consigue que las cazoletas no reciban el chorro de agua hasta que su arista se encuentre en la posición perpendicular respecto al eje del chorro, aprovechando al máximo el caudal y el impulso que éste le proporciona al acompañarle durante un corto trayecto.. Figura 2. 16. Alabes. (Fuente Blogspot).. 2.2.3.- Carcasa Es la envoltura metálica que cubre los inyectores, el rotor y los otros elementos mecánicos de la turbina. Su principal objetivo es evitar que el agua salpique al exterior cuando, luego de abandonar los cangilones.. Figura 2. 17. Carcasa. (Fuente Blogspot)..
(27) 15. 2.2.4.- Cámara de descarga La cámara de descarga, también conocida como como tubería de descarga, es la zona por donde cae el agua libremente hacia el desagüe, después de haber movido el rotor. Para evitar deterioros por la acción de los chorros de agua, y especialmente de los originados por la intervención del deflector, la cámara de descarga suele disponer de un colchón de agua de 2 a 3 m de espesor y blindajes o placas situadas adecuadamente. En la siguiente figura podemos apreciar la cámara de descarga de una turbina Pelton:. 2.3.- Principios Teóricos Número específico de revoluciones (ns).. N s = n Nu1/2 Hn –5/4. (2.1). donde ns = Número específico Nu =. Potencia útil (medida en el eje). Hn =. Altura o salto neto Pelton. 1 chorro. ns = 2 - 34. Pelton. 2 chorro. ns = 31 - 48. Pelton. 5 chorro. ns = hasta 70.
(28) 16. Potencia, Rendimiento: Considerando la inversión de los fenómenos que en la turbina ocurren, comparado con una bomba centrífuga, es que se tendrá: Na =. Nu =. Q Hn 75. H.P.. Mw 76. (2.2). (2.3). donde: Nu = Potencia útil, potencia al freno, potencia en el eje M = Torque, medido con el dinamómetro w = Velocidad angular. donde:. t =. Nu Na. t =. Mw Q Hn. t = Rendimiento de la turbina. Figura 2. 18. Diagrama de velocidades (Fuente propia). (2.4). (2.5).
(29) 17. CAPÍTULO 3 CRITERIO DE REHABILITACION DE CENTRALES HIDROELECTRICAS. 3.1.- Introducción Existen diferentes términos para hablar de rehabilitación, para una menor explicación la definiremos así: Renovación tiene por objetivo mantener el potencial de de un equipo a pesar de los ataques del tiempo. La renovación comprende las acciones preventivas sobre los órganos sensibles de una instalación, que, a causa de su desgaste o vejez, pueden dar lugar a incidentes graves y paradas de producción. Puede tratarse de una simple sustitución de una pieza deteriorada o la reparación de una parte del equipo, para restablecer su funcionamiento inicial. Modernización: consiste en poner en aplicación sobre equipos las numerosas innovaciones técnicas desarrolladas desde la puesta de servicio de la instalación. Se trata de una verdadera puesta a nivel tecnológico permitiendo, así alcanzar un nivel de resultado, una seguridad de operación y una simplicidad en el mantenimiento equivalentes a los equipos nuevos. Mejora de los resultados: los progresos logrados en el campo de desarrollo hidráulico han permitido aumento en el nivel general de los resultados. -Rendimiento -Potencia -Resistencia a la cavitación El aumento de los resultados es obtenido sustituyendo ciertos elementos tales como la rueda, los inyectores, etc. (Universidad deL Valle, 2016)..
(30) 18. 3.2.- Fundamento para Rehabilitar o Modernizar Esta pregunta se debe hacer cuando una central se acerca a los 20 años de servicio o cuando algunos de sus componentes presentan señales de fatiga o desgaste avanzado. Los trabajos de rehabilitación o modernización, se pueden justificar por varias razones. 1.-Los equipos presentan señales de fatiga 2.-Existen problemas para conseguir repuestos. 3.-Es necesario aumentar la disponibilidad o eficiencia de las unidades 4.-Para adaptar la operación de la central a las condiciones de operación del sistema interconectado. 5.-Para aumentar la capacidad de producción sin cambiar los equipos por equipos nuevos. La decisión de debe tomarse antes de que le riesgo de un accidente sea importante para evitar así perdidas por daños y limitar la incidencia de los trabajos sobre la producción de energía. (Universidad deL Valle, 2016,p.10).. 3.3.- Consideraciones Económicas . Esta claramente demostrado que, que cuanto más antigua es una máquina, más difícil su operación debido al aumento del número de incidentes y a la dificultad de realizar el mantenimiento. lo que se traduce al final por perdidas de producción importantes. Estos aumentos de incidentes generan costos de producción mayores los cuales es conveniente limitar tomado oportunamente la decisión de rehabilitar la central. Por ende, la decisión de rehabilitar una central pasa por; 1.-Seguimiento de los equipos. 2.-Un estudio detallado de los costos de operación incluyendo el mantenimiento..
(31) 19. 3.-Balance de las pérdidas de producción ligadas a los problemas de funcionamiento. Comparando los costos generados por la antigüedad de los equipos con la inversión necesaria para rehabilitarlos.. 3.4.- Ventajas de la Rehabilitación Las principales ventajas de la rehabilitación son: 1.-Tecnologia reciente y “Know How” idénticos a las que se aplica a las maquinas nuevas. 2.-Mejora de las condiciones de operación y mantenimiento (disminución de la frecuencia y duración de las operaciones de mantenimiento. 3.-Modificaciones hechas en base a la experiencia y exigencias del cliente. 4.-Posibilidad de aumentar el rendimiento y la potencia. 5.-Adaptacion de las condiciones de operación a las exigencias de la red. 6.-Costo de tiempo de realización inferiores a una instalación nueva. 3.5.- Etapas de la Rehabilitación.. 3.5.1.- El peritaje El peritaje es sumamente importante para éxito de una rehabilitación. En efecto, hay que recordarse que la resistencia de una cadena se rompe por el lado más débil (por ejemplo, de nada sirve modernizar el automatismo, si los reguladores de velocidad y de tensión no pueden ser integrados.). (Universidad deL Valle, 2016). Los principales objetivos del peritaje son:.
(32) 20. 1.-Definir el estado de los equipos, a través de la inspección visual, pruebas, informes de operación y mantenimiento de la central. 2.-Definir las necesidades del cliente. 3.-Recolectar las informaciones necesarias a la elaboración de la propuesta técnica (planos, informes de pruebas, fotos, etc.,) 4.-Definir conjuntamente con el cliente la mejor época para realizar los trabajos de manera de reducir al mínimo el tiempo de parada de la instalación. 5.-Establecer la lista de los repuestos disponibles. 6.-Enterarse las condiciones locales tanto para los equipos como para el personal.. 3.5.2.- Análisis técnico de los problemas y soluciones Los datos conseguidos durante el peritaje por el personal de proyecto para poder proponer una solución adaptada a la solución a cada problema. Durante esta etapa, se calcula de nuevo los equipos aspara verificar su adaptación a las nuevas condiciones de funcionamiento (por ejemplo, verificación de los ejes y cojinetes en caso de aumento de potencia, cálculo del empuje radial en caso de funcionamiento con un nuero parcial de inyectores Pelton). Las diferentes soluciones deben tratar de facilitar el mantenimiento futuro.. 3.5.3.- Programación La programación tiene un papel de primera importancia en el éxito de una rehabilitación. La realización de controles periódicos, permite la evolución del estado de los equipos y así poder decidir cuándo se debe rehabilitar una central..
(33) 21. El periodo para realizar la intervención será programado de tal manera que no afecte demasiado la productividad (periodo de aguas bajas o poca demanda de energía). Obviamente una rehabilitación realizada de manera preventiva es mucho menos molesta y costosa porque la decisión es tomada antes que aparezca un daño mayor. La duración de las intervenciones y por consiguiente el tiempo de inmovilización de los equipos debe limitarse exclusivamente a los trabajos de desmontaje y montaje en sitio. La programación de los trabajos de desmontaje y montaje es también importante. Las técnicas de montaje deben ser estudiadas con mucho cuidado En efecto cada decisión puede tener una consecuencia sobre el desarrollo del programa.. 3.6.- Principales Operaciones de Rehabilitación en una Turbina Pelton. La abrasión es el principal problema de mantenimiento. La reparación o mantenimiento de los inyectores nuevos combinados con el uso de material resistente (acero inoxidable 13-4. stellite) permite controlar el desgaste. Es importante resaltar que un inyector en mal estado puede provocar una pérdida de rendimiento de varios puntos. (Andritz Hydro, 1999). El otro problema que se puede encontrar es una desincronización entre la aguja y el deflector lo cual provoca una pérdida de rendimiento, además de un desgaste rápido del deflector. 3.6.1.- Rodete Pelton Los daños más frecuentes son: Grietas generalmente ubicadas entre la arista y la manzana o en los labios e la escotadura, Las principales causas son reparaciones defectuosas, defectos de la fundición, tensiones de diseño demasiado altas o fatiga de material..
(34) 22. Abrasión en todo el interior del cangilón. En este caso de una mitad del cangilón sea más desgastada que la otra, puede ser la indicación de que el chorro no está centrado en relación a la rueda. Cavitación principalmente si la turbina es de alta caída) mayor a 900m) y si las agujas y deflectores o están sincronizados. Todos los defectos pueden ser reparados por soldadura. En este caso de que sea necesario, cambiar la rueda por haber llegado al final de su vida útil, se puede aumentar el rendimiento y su potencia.. 3.6.2.- Cojinetes El deterioro del babbit es el problema más frecuente, siendo una lubricación defectuosa o una mala adherencia las principales causas. Los cojinetes pueden rehabilitarse siempre y cuando se toman las precauciones para lograr una buena adherencia. En algunos caos se recomienda cambiar el diseño para mejorar la lubricación o para tomar en cuenta el cambio de funcionamiento (ejemplo aumento de la potencia o funcionamiento con un número parcial de chorros).. 3.6.3.- Reguladores de velocidad Generalmente los reguladores de velocidad presentan problemas para regular correctamente la frecuencia. Además, es difícil conseguir repuestos para hacer un buen mantenimiento. Los antiguos reguladores mecánicos presentan adicionalmente la posibilidad de integrarlos en el automatismo en caso de modernización..
(35) 23. La modernización de los reguladores es sin duda una de las operaciones de rehabilitación más frecuentes. La instalación de reguladores digitales permite aumentar la disponibilidad y fiabilidad de una planta además de reducir los riesgos y costos de paradas no programadas. En un regulador digital solamente las piezas que deben estar en movimiento lo son, al contrario de los reguladores mecánicos donde todas las funciones eran realizadas por desplazamiento de los componentes, provocando así desgastes innecesarios.. 3.7.- Monitoreo No podemos hablar de rehabilitación sin hablar de monitoreo, actividad relativamente nueva que permite hacer un seguimiento continuo de la evolución del estado de la unidad y así poder programar las operaciones de mantenimiento. Es una ayuda al mantenimiento preventivo Es muy importante que la compañía a cargo de la instalación de la instalación del sistema de monitoreo no solamente se especialista en monitoreo sino en centrales hidroeléctricas. La ubicación, el número y el tipo de captadores deben ser escogidos con mucho cuidado para que el monitoreo sea eficiente. En efecto un captador, por bueno que sea instalado en un punto errado no dará una imagen real de la evolución del parámetro a controlar.. 3.7.1.- Funciones a implantar Dentro de las funciones que se pueden implantar podemos citar:.
(36) 24. 3.7.1.1.- Seguimiento dinámico global: Da una idea del estado mecánico global del turbogenerador a través de medición de vibraciones. Es necesario tomar en cuenta las particularidades de la turbina hidráulica o sea en: -En funcionamiento normal el nivel de vibración es bajo -Durante las fases transitorias (rechazo de carga, etc.) el nivel de vibración es muy alto. -Las frecuencias de excitación de origen hidráulico son muy bajas. 3.7.1.2.- Seguimiento de la evolución del cojinete de empuje: Permite tener una idea de la evolución del cojinete d empuje, la cual se debe basar sobre los otros parámetros de la temperatura de los patines, Para hacer eficiente el monitoreo se debe además medir: -La temperatura de agua de refrigeración -La potencia eléctrica.. 3.7.1.3.- Análisis del rendimiento hidráulico: Da una idea de la evolución del rendimiento hidráulico o sea de las partes hidráulicas a partir de la medición de: -La potencia eléctrica -La apertura de los órganos de ajuste de caudal -El nivel aguas arriba -El nivel aguas abajo. 3.8.- La Central Hidroeléctrica en Rehabilitación del Caso Estudio La Central Hidroeléctrica Machupicchu (ubicada en la provincia de Urubamba, Cusco), incrementó su potencia instalada en 102 megavatios (Mw), que sumados a los 90 Mw existentes,.
(37) 25. totaliza 192 Mw, duplicando su capacidad actual, informó el Ministerio de Energía y Minas (MEM). La obra fue posible, luego culminar la Fase II de rehabilitación de la central (C.H. Machupicchu II), Los 192 Mv alcanzados en la central hidroeléctrica Machupicchu, permitirán atender la demanda eléctrica, no sólo en la región Cusco, sino que además por su conexión al Sistema Eléctrico Interconectado Nacional (SEIN), podrá favorecer a toda la zona centro – sur del país. La inversión estimada para este proyecto, que aprovecha las aguas del río Vilcanota, fue de 150 millones de dólares, lo cual ha permitido equipar a la central con una turbina tipo Francis de eje vertical, ampliar la bocatoma, implementar un equipo hidromecánico, construir una nueva cámara de carga e instalar una tubería reforzada, entre otras obras. La concesión definitiva para generación eléctrica fue otorgada por el MEM a la Empresa de Generación Eléctrica Machupicchu S.A. (EGEMSA), empresa estatal, para poner en marcha las obras de rehabilitación. Ello luego que un aluvión de grandes proporciones sepultó las instalaciones de la Central Hidroeléctrica Machupicchu en 1998. La Fase I se concluyó en el año 2001 con 90 Mw y este año la Fase II (102 Mw), completando los 192 Mw. La obra está ubicada en una zona vulnerable geológicamente (dentro del parque arqueológico y reserva natural de Machupicchu), y se ha concluido mitigando los riesgos constructivos con soluciones de ingeniería moderna desarrollado por profesionales peruanos..
(38) 26. Figura 3. 1. Características generales de la central hidroenergetica (Fuente Osinerming)..
(39) 27. Figura 3. 2. Central Hidroeléctrica de Machu Picchu (Fuente propia).. 3.9.- Pasos a Seguir en la Repotenciación de los Rodetes Pelton de la CHM Los pasos a seguir en la repotenciación de un rodete Pelton de la CHM. son las siguientes. (ALSTOM, 2004,p57): 3.9.1.- Controles iniciales. 3.9.2.- Diagnostico del estado del rodete. 3.9.3.- Programación de las actividades a realizar. 3.9.4.- Marcado de la ubicación de los planos en las cucharas. 3.9.5.- Soldadura de aporte. 3.9.6.- Controles de soldadura. 3.9.7.- Tratamiento térmico del Rodete. 3.9.8.- Maquinado del diámetro exterior y de la embocadura. 3.9.9.- Marcado de los planos principales del rodete.
(40) 28. 3.9.10.- Esmerilado de los planos principales de las cucharas del rodete y marcado de los planos 3.9.11.- Esmerilado del rodete. 3.9.12.- Controles de esmerilado. 3.9.13.- Controles finales del rodete. 3.9.14.- Balanceo estático del rodete 3.9.15.- Tratamiento térmico del rodete. 3.9.16.- Controles finales del rodete 3.9.17.- Conformidad de la repotenciación del rodete. 3.10.- Pesaje del Rodete Es necesario determinar el peso del rodete para poder cuantificar el desgaste del rodete durante el funcionamiento, o durante los procesos de reparación o repotenciación, por lo tanto, se debe pesar el rodete en las siguientes oportunidades: - Antes de iniciar la reparación integral o total o repotenciación. - Después de culminado el proceso de soldadura. - Al culminar el proceso de reparación o repotenciación. Se debe pesar el rodete al iniciar la repotenciación y al final de la aplicación de la soldadura, para poder determinar la cantidad de soldadura aplicada. - Se debe pesar el rodete cuando se culmine la reparación integral o total o repotenciación y luego después del periodo de funcionamiento para determinar el peso perdido durante la operación del rodete, lo que permitirá llevar una estadística para análisis..
(41) 29. 3.11.- Control de Aspecto Este control tiene por objeto observar, en general el aspecto de los Rodetes Pelton, y a través de él detectar irregularidades que se presenten, ya sea en Rodetes en operación, reparados, repotenciados y también en Rodetes nuevos. En esta parte se analizarán principalmente 3 aspectos, que son el estado de la superficie, los defectos visibles al ojo y la conformidad del estado del Rodete después de las reparaciones. Estos controles consisten en una observación visual minuciosa, para detectar posibles defectos que presenta el rodete, como son fisuras, zonas de desgaste profundas, desgastes puntuales como poros, áreas de mayor desgaste, y cualquier otra irregularidad que se observe y que valga la pena tomarla en cuenta, detectada en esta etapa de observación deben quedar registrados en un documento, para posteriormente se puedan adoptar las medidas correctivas necesarias según sea el caso. Para este control, se deben utilizar las fichas que para este fin existen. Se debe emitir un informe de estas observaciones realizadas, donde se deben elaborar cartografías, en donde se detallarán todos los defectos visibles, así como las irregularidades existentes.. 3.12.- Control Dimensional Total del Rodete Cuando se va a iniciar la repotenciación de un rodete Pelton, aparte de conocer el estado del rodete es necesario realizar un control dimensional total del rodete, para conocer ya sea el grado de desgaste que sufrió durante el periodo de operación, o ya sea para conocer las dimensiones con las que iniciara su nueva operación. Otro punto importante de la realización del control dimensional es la de determinar en qué áreas sufrió mayor desgaste el rodete y a partir de allí, determinar la cantidad de soldadura a aplicar, y esta se realice en las zonas donde realimente requiera. (ALSTOM, 2004,59). El control total se realizará en los siguientes puntos:.
(42) 30. -Espesor de las cucharas en los planos transversales a las cucharas -Ancho exterior de las cucharas - Ancho de la embocadura de las cucharas 3.13.- Control de Sanidad del Rodete - Este control tiene por finalidad observar el estado del Rodete Pelton con apoyo de técnicas que permiten evaluar el estado interno y externo del Rodete. La elección de los controles deberá hacerse teniendo en cuenta la afectación del Rodete, su concepción hidráulica, así como las exigencias en servicio como acciones erosivas, riesgos de cavitación, fatiga por choque o solicitaciones alternadas, tensión de trabajo, etc. Los tipos de controles que se deben considerar son los siguientes: - Control Por Líquidos Penetrantes o por Resudación. - Control Por Partículas Magnéticas. - Control Por Ultrasonido. - Control Por Radiografía. 3.13.1.- Control por líquidos penetrantes o por resudación. El control por líquidos penetrantes se debe realizar en todas las superficies exteriores e interiores de todas las cucharas del rodete repotenciado. Todos los defectos detectados deben ser marcados y esmerilados con una lima rotativa, comprobar nuevamente con líquidos penetrantes para observar si el defecto persiste, y esmerilar hasta comprobar que este ya desapareció. Todos los defectos detectados en esta etapa, serán reparados con aporte de soldadura, en el momento en que se realice el proceso de soldadura a todo el rodete..
(43) 31. 3.13.2.- Control por partículas magnéticas El control por partículas magnéticas debe realizarse en la zona del cuello de las cucharas y en la zona de la embocadura, para detectar defectos internos Todos los defectos detectados con el control por partículas magnéticas deben ser marcados y esmerilados con una lima rotativa, comprobar nuevamente con líquidos penetrantes para observar si el defecto persiste, y esmerilar hasta comprobar que este ya desapareció. Todos los defectos detectados en esta etapa, serán reparados con aporte de soldadura, en el momento en que se realice el proceso de soldadura a todo el rodete. 3.13.3.- Control por gammagrafía El control por gammagrafía debe realizarse en la zona de la embocadura, a ambos lados de cada cuchara, para detectar defectos internos Todos los defectos detectados con el control por gammagrafía deben ser marcados y esmerilados con una lima rotativa, comprobar nuevamente con líquidos penetrantes para observar si el defecto persiste, y esmerilar hasta comprobar que este ya desapareció. Todos Los defectos detectados por gammagrafía en la zona de la embocadura, deben ser necesariamente reparados, hasta que quede toda esta zona completamente libre de defectos. En la zona de la embocadura deben realizarse el control por gammagrafía utilizando placas radiográficas de 7 cm. de ancho por 22 cm. de largo, los cuales debe seguir los siguientes pasos: - Colocar 2 placas paralelas por cada exposición en cada lado de la embocadura para abarcar toda la zona, considerando la toma de 4 placas por cada cuchara. - Completar con la toma de las placas radiográficas de las 18 cucharas del rodete. 3.13.4.- Control por ultrasonido El control por ultrasonido debe realizarse de todas maneras en la zona del cuello de todas las cucharas, especialmente en la zona de la hendidura, para poder detectar defectos internos Todos.
(44) 32. los defectos detectados con el control por ultrasonido deben ser marcados y esmerilados con una lima rotativa, o piedra esmeril hasta ubicar el defecto, comprobar con líquidos penetrantes para observar si el defecto persiste, y esmerilar hasta comprobar que este ya desapareció. Todos los defectos detectados en esta etapa, serán reparados con aporte de soldadura, en el momento en que se realice el proceso de soldadura a todo el rodete.. 3.13.5.- Toma de fotografías del estado del rodete Se debe tomar fotografías del rodete, con la finalidad de poder observar posteriormente cual era el estado del mismo al inicio de la repotenciación, y poder observar todos los defectos que presentaban, como fisuras, defectos puntuales, desgastes excesivos, etc. Las fotografías se deben almacenar en forma ordenada, con el cual se debe elaborar un historial del mismo, el cual servirá como modelo y como medio de comparación para futuras repotenciaciones. Se debe plasmar en imágenes toda irregularidad que presenta el rodete, los cuales deben ser tomados indicando claramente el número de cuchara, la fecha, la posición del mismo de modo que no quede duda de la ubicación de la fotografía en el rodete. Se debe tomar las siguientes fotografías: - Vista interior de todas las cucharas. - Vista exterior de todas las cucharas. - Vista de las embocaduras. - Vista de todos los defectos irregulares que presente el rodete.. 3.14.- Programación de las Actividades a Realizar Una vez concluido con el diagnóstico del rodete, en base a este será necesario programar las actividades a realizar en los trabajos de repotenciación., en los cuales debe aparecer la actividad a.
(45) 33. ejecutar, los materiales necesarios a usar, el personal que será destinado a cada actividad, los equipos a utilizar y herramientas a utilizar, y los periodos de trabajo. La repotenciación de un rodete Pelton de la CHM, consiste básicamente en la modificación del perfil hidráulico de las cucharas, Para que el rodete pueda generar mayor potencia, deberá recibir mayor cantidad de agua, para lo cual es necesario ampliar tanto el ancho como la longitud de las cucharas. La ampliación del ancho de las cucharas, se produce en los planos 2, 3, 5 y 6, mas no en el plano 4 donde permanece el ancho del diseño inicial. La longitud de las cucharas también se amplía, del mismo modo la profundidad de las cucharas sufrió modificación, siendo esta vez de mayor profundidad. El diámetro exterior del rodete no sufre ninguna modificación. El cambio del perfil hidráulico de las cucharas de los rodetes Pelton de la CHM. se realiza con aporte de soldadura en las zonas donde falta material y esmerilado en las zonas donde sobra material.. 3.15.- Marcado de la Ubicación de los Planos en las Cucharas En primer lugar, es necesario tener el diámetro exterior del rodete y el ancho de la embocadura, perfectamente trazados con las dimensiones nominales exactas, Estos puntos sirven de apoyo o de guía para colocar las plantillas y ubicar los cortes de los planos 2, 3, 4, 5 y 6, y de la exactitud de estos dependerá la exactitud de toda la repotenciación a realizar en el rodete. Para esto es necesario ejecutar las siguientes actividades: - Introducir el rodete en el horno de precalentamiento y calentar hasta los 150 ºC de temperatura..
(46) 34. - Soldar el diámetro exterior del rodete, a ambos lados de la embocadura, con proceso manual haciendo uso de electrodo del tipo Cr Ni 134 de 3.15 mm. de diámetro, en un espesor de 4 mm. Según el esquema N.º - Soldar el ancho de la embocadura según el esquema N.º, en un espesor de 3 mm. - Montar el rodete en el torno vertical, centrar en el plato del torno con una tolerancia máxima de 0.02 Mm. medidos en los cuatro puntos del plano horizontal y posición radial - Maquinar el diámetro exterior a un diámetro de 2215 mm. - Ubicar el centro de la cuchara, tomando como base la llanta del rodete. Se debe realizar esta acción con el cuidado necesario para obtener la mayor exactitud posible. - Maquinar el diámetro de puntas en el centro de la cuchara al inicio del filo de ataque, a un diámetro de 2175.5 +/- 0.2 mm. - Ubicar el centro de la cuchara en el diámetro de puntas maquinado anteriormente y maquinar una línea delgada para que sirva de guía como centro de la cuchara. Este maquinado debe realizarse con la debida exactitud, porque esta línea es muy importante para la exactitud del resto de las dimensiones. - Maquinar el ancho de la embocadura con una dimensión de 197.0 mm - Colocar el rodete en posición vertical en un caballete..
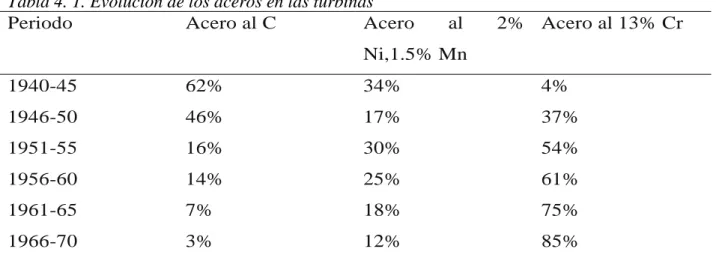
(47) 35. CAPITULO 4 PROPIEDADES DE LOS MATERIALES CONSTRUCTIVOS. 4.1.- Estructura de Acero Inoxidable Martensítico Cromo-Níquel Las aleaciones de acero inoxidable constituidas en su mayoría con diversas aleaciones al Cromo, Níquel y Molibdeno, han permitido contar con aceros de alta resistencia mecánica y características excepcionales contra la erosión y cavitación, enemigos principales de las turbinas hidráulicas. El acero inoxidable es por excelencia, el material más utilizado en las turbinas hidráulicas, pues el acero inoxidable es una aleación de hierro con grandes cantidades de Cromo, y otros aleantes tales como el Níquel y Manganeso. La Tabla Nº4.1., indica como con el transcurso del tiempo se ha ido incrementando el uso de aleaciones de acero al cromo.. Tabla 4. 1. Evolución de los aceros en las turbinas Periodo Acero al C Acero. al. 2% Acero al 13% Cr. Ni,1.5% Mn 1940-45. 62%. 34%. 4%. 1946-50. 46%. 17%. 37%. 1951-55. 16%. 30%. 54%. 1956-60. 14%. 25%. 61%. 1961-65. 7%. 18%. 75%. 1966-70. 3%. 12%. 85%. Datos obtenidos de anexos (Fuente Fisher).
(48) 36. 4.2.- Principales Aleantes del Cromo El cromo es el principal aleante del acero inoxidable. Es un metal que posee la capacidad deformar delgadas capas protectoras de óxido, evitando así que el resto del metal se siga oxidando, inclusive tiene la propiedad que al destruirse esta capa de óxido otra nueva se genere volviendo a proteger al resto del material. Este óxido es altamente resistente a la corrosión La presencia de Cromo en cantidades mayores del 11%, asegura la formación de la película protectora en el resto del material y si se alimenta gradualmente la cantidad de Cromo en el acero. Proporciona una mayor resistencia a la corrosión. Cuando sólo se requiere alta resistencia a la corrosión, comercialmente los aceros contienen hasta un 30% de Cromo. Siendo esta capa muy resistente hasta altas temperaturas donde la capa se vuelve más espesa, formando un sello hermético e impenetrable, altamente resistente.. NÍQUEL. -El Níquel se adiciona en los aceros inoxidables, de forma suplementaria al Cromo, sin embargo, estas adiciones afectan profundamente los resultados que se obtienen del acero. En los aceros inoxidables Cromo-Níquel. el Cromo varía generalmente del 14% AL 26% CARBON. -Como componente, el carbón es muy importante, ya que distintos porcentajes de este elemento afectan a los distintos aceros inoxidables. COLUMBIO. -Se agrega como estabilizador en los aceros inoxidables Cromo-Níquel por su gran afinidad al carbón. También se utiliza al Titanio. MOLIBDENO. -Se adiciona para proporcionar mayor resistencia a los medios corrosivos. Este elemento imparte mayor dureza y resistencia durante el trabajo a altas temperaturas. En aceros con un contenido mayor al 4% de Cr, cantidades entre 0,5 al 1.,0% son muy beneficiosas. En los aceros Cromos-Níquel, cantidades desde 2 al 4% son satisfactorias..
(49) 37. 4.3.- Porcentaje de Material Utilizado en los Rodetes de Turbina Pelton De acuerdo a algunas investigaciones se tiene que los porcentajes de aleación en el tipo de acero más utilizado en la fabricación de rodetes Pelton son de aceros inoxidables con una composición de 13% de Cr- 4% Ni, así como el acero inoxidable al 13% Cr-1% Ni.. Tabla 4. 2. Composición química de los aceros empleados en las turbinas Pelton Tipo d/Acero C Mn Si Cr. Ni. 13%Cr,4%Ni. 0.06. -. -. 12.5. 3.8. 13%Cr,1%Ni. 0.10. 0.5. 0.4. 12.5. 0.9. 18%Cr,8%Ni. 0.07. 0.5. 1.0. 18.0. 9.0. 2%Ni. 0.24. 0.7. 0.3. 00.2. 2.0. al 1.5%Mn. 0.24. 1.6. 0.3. 0.2. 0.4. al C. 0.21. 0.7. 0.3. 0.2. 0.4. Datos obtenidos de anexos (Fuente Oerlikon). Tabla 4. 3. Características mecánicas de los aceros empleados en las turbinas Pelton Tipos de Límites de Tenacidad Alargamiento Resist.al acero. fluencia. (Kg/mm)min. L=5d. (Kg/mm)min. impacto. HB (Kg/mm). (Kg/mm). 13%Cr4%Ni. 80. 90-105. 12. -. 220-280. 13%Cr1%Ni. 45. 65-75. 15. 4. 190-230. 18%Cr8%Ni. 15. 40-50. 30. 18. 130-170. 2%Ni. 35. 55-65. 18. 6. 155-195. al 1.5%Mn. 34. 50-60. 22. 6. 140-180. al C. 23. 45-55. 22. 6. 125-165. Datos obtenidos de anexos (Fuente Oerlikon).
(50) 38. En la tabla 4.4, se muestra la composición química del material 414 según la denominación AISI, Dicho material proporcionado por la firma Oerlikon especialistas en soldadura. 4.4.- Características Mecánicas de los Rodetes de la Central Las características mecánicas del acero 134 con el cual están fabricados los Rodetes Pelton de la CHM. cumplen en forma extraordinaria con las solicitaciones de esfuerzo a la que son sometidas los Rodetes Pelton, posee alta dureza para resistir adecuadamente los efectos de la erosión por efecto de la arena, al mismo tiempo posee alta tenacidad y altos valores de impacto. Las características mecánicas de los rodetes Pelton de la CHM. son las siguientes: · Tipo de acero: = 205 CN 12 04 N G- X5 X Cr Ni 13.4 (DIM) · Resistencia a la tracción (Rem) = 790 – 890 N/mm2 · Limite elástico (Él) = 580 N/mm2. · Alargamiento (A %) = (5d) *13 · Resiliencia (KV a 0 °C) = 32 Joules. 4.5.- Composición Química y Propiedades Mecánicas de la Soldadura . El electrodo manual y el alambre sólido deben poseer la siguiente composición química y las propiedades mecánicas siguientes: 4.5.1.- Composición química (%) - Carbono (C) = máx. 0.06. - Cromo (Cr) = 11 – 14.5. - Azufre (S) = máx... 0.03. - Níquel (Ni) = 3.5 – 5.5. -Fósforo (P) = máx. 0.04. - Molibdeno (Mo) = 0.4 – 0.7. - Manganeso (Mn) = máx... 0.90. - Silicio (Si) = máx... 0.90. 4.5.2.- Propiedades mecánicas -Resistencia a la tracción >= 760 N/mm2. - CC V 0AC >= 54 J. - Limite elástico >= 580 N/mm2,. - Elongación (L = 5D) >= 15 %. - CC V + 20AC >= 55 J o.
(51) 39. Los electrodos y el alambre sólido a utilizar en la repotenciación de los rodetes Pelton, deberán ser previamente probados para comprobar la calidad de los mismos, para lo cual se deberán realizar probetas, tanto del alambre como del electrodo. Estas probetas deben ser sometidas a un tratamiento térmico similar al que se realiza a los rodetes Pelton, luego se deben realizar las siguientes pruebas. - Pruebas de tracción, - Pruebas de impacto, - Pruebas de dureza Pruebas de Composición química, Las características mecánicas del acero 134 con el cual están fabricados los Rodetes Pelton de la CHM. cumplen en forma extraordinaria con las solicitaciones de esfuerzo a la que son sometidas los Rodetes Pelton, posee alta dureza para resistir adecuadamente los efectos de la erosión por efecto de la arena, al mismo tiempo posee alta tenacidad y altos valores de impacto. Las características mecánicas de los rodetes Pelton de la CHM. son las siguientes: · Tipo de acero: = 205 CN 12 04 N G- X5 X Cr Ni 13.4 (DIM) · Resistencia a la tracción (Rem) = 790 – 890 N/mm2 · Limite elástico (Él) = 580 N/mm2. · Alargamiento (A %) = (5d) *13 · Resiliencia (KV a 0 °C) = 32 Joules..
(52) 40. CAPÍTULO 5 CARACTERÍSTICAS GEOMETRICAS DE LA TURBINA PELTON 5.1.- Introducción El rotor Pelton de la central hidroeléctrica a repotenciar presenta características constructivas, las mismas que a continuación se detallan.. Figura 5. 1. Rodete Pelton (Fuente propia). 5.2.- Dimensiones Principales de los Rodetes Pelton Diámetro exterior = 2215 mm.. Diámetro de puntas = 2015 mm.. Diámetro Pelton = 1644 mm.. Largo exterior del cangilón = 574 mm.. Diámetro límite de llanta = 1355 mm.. Ancho exterior del cangilón = 631 mm.. Diámetro límite de cangilón = 1063 mm.. Ancho de la embocadura = 197 mm..
(53) 41. Peso del rodete. el peso de las partes del rodete repotenciado son aproximadamente los siguientes: Peso de la llanta. = 950.0 Kgs.. Peso de los cangilones. = 3114.0 Kgs.. Peso de cada cangilón. = 173.0 Kgs.. Peso total del rodete. = 4064.0 Kgs.. Desequilibrio máximo, el desequilibrio máximo permitido a los rodetes Pelton de la CHM. es la siguiente: · Desequilibrio máximo = 0.25 Kg – m.. 5.3.- Características Hidráulicas de la Cuchara sin Modificar Las variables energéticas a considerar son: a-Caudal de diseño: Q=8,5 m3/seg. b-Salto neto: H=345m. Potencia:25,992.58 Kw. (obtenido del método termodinámico). 5.4.- Dimensiones del Inyector -Diámetro del inyector. d=202mm. Angulo de la tobera: 75° Angulo de la aguja: 45° Las demás características constructivas, se presentan en los anexos. 5.5.- Dimensiones de las Cucharas Las cucharas están diseñadas para recibir el empuje directo del chorro de agua. Su forma es similar a la de una doble cuchara, con una arista interior lo más afilada posible y situada centralmente en dirección perpendicular hacia el eje, de modo que divide al alabe en dos partes simétricas de gran concavidad cada una, siendo sobre dicha arista donde incide el chorro de agua..
(54) 42. Las cucharas son conformadas por dos semi-elipsoides que forman una arista o nervio que divide el chorro de agua en dos partes, en primer aspecto se presenta la cuchara sin modificar, para las características hidráulicas del ítem,5.3.. Figura 5. 2. Dimensiones normalizadas de la cuchara (Fuente Hernández C)..
(55) 43. Figura 5. 3. Plano exterior e interior de la cuchara (Fuente ALSTOM)..
(56) 44. Figura 5. 4. Filo de ataque de la cuchara (Fuente ALSTOM). Figura 5. 5. Detalle de la embocadura (Fuente ALSTOM)..
(57) 45. Figura 5. 6. Dimensiones de la cuchara sin modificar. (Fuente propia). Figura 5. 7. Vista cuchara original. (Fuente propia).
(58) 46. Figura 5. 8. Curva Potencia vs caudal, rotor original (Fuente propia)..
(59) 47. Figura 5. 9. Curva de eficiencia vs potencia (Fuente propia)..
(60) 48. 5.6.- Características Hidráulicas de la Cuchara Modificada Las variables energéticas a considerar a fin de generar más potencia, se optó por aumentar el ancho de la cuchara dado que al trabajar hidráulicamente la turbina con más caudal el diámetro del inyector debe variar, por lo que: a-Caudal de diseño: Q=9.8. m3/seg b-Salto neto: H=345m Potencia=28,348.1295 Kw. (obtenido del método termodinámico) 5.6.1.- Dimensiones del inyector -Diámetro del inyector d=212mm Angulo de la tobera: 75° Angulo de la aguja: 45° Las demás características constructivas, se presentan en los anexos. 5.6.1.- Geometría de la cuchara modificada De acuerdo a las tablas de proporcionalidad que establecen los diseñadores de turbinas Pelton en función del diámetro(d) del inyector tenemos: 1-Ancho de cuchara: B=2.76 x d: B=587 mm 2-Ancho de ingreso del chorro ‘. b=0.97 x d: b=197mm. 3-Largo de la cuchara L=2.6 x d=550mm.
(61) 49. 4-Magnitud desde el centro de impacto del chorro hacia el borde de la cuchara . f=1.20 x d: f=255mm 5-Altura de la cuchara .h=126mm. Figura 5. 10. Dimensiones de la nueva cuchara (Fuente propia).
(62) 50. Figura 5. 11. Cuchara modificada (Fuente propia).. Figura 5. 12. Variación de la curvatura (Fuente propia)..
(63) 51. Figura 5. 13. Verificación del ángulo central (Fuente propia)..
(64) 52. Figura 5. 14. Proceso de control con liquido penetrante (Fuente propia)..
(65) 53. Figura 5. 15. Acabado superficial (Fuente propia)..
(66) 54. Figura 5. 16. Formato del control dimensional (Fuente EGEMSA)..
(67) 55. Figura 5. 17. Especificaciones Técnicas Dimensionales (Fuente EGEMSA)..
(68) 56. CAPITULO 6 EVALUACION ENERGETICA. 6.1.- Método Termodinámico Para las Pruebas de Eficiencia Absoluta. De acuerdo a las tecnologías actuales y los protocolos IEC41. (ANDRITZ Hydro, 2014,p.5), se realizaron las pruebas de eficiencia energética para las turbinas Pelton Tipo de maquina. Pelton eje vertical. Características nominales. 28670 Kw,350m. Número de unidades. 3. Unidad probada. Unidad 2. Caída neta mediana durante las pruebas 347.50m. 6.1.1.- Principio. La medición del rendimiento con el método termodinámico requiere determinar los valores siguientes:. Energía mecánica especifica Em Energía hidráulica específica E = (g Hn). (J/kg) (J/kg). Estos valores pueden se obtenidos con las siguientes medidas: -Temperatura. (“K). - Presión. (Pa). - Velocidad del agua. (m/s).
(69) 57. - Nivel. (mCA). y de las propiedades físicas del agua siguientes: Factor isotérmico “a”. (J/kg/Pa). Capacidad térmica “Cp”. (j/kg/k). Las dos constantes físicas son calculadas con la Tabla IEC-4.1 por interpolación lineal en la gama de temperatura y presión de agua que encontremos en el momento de registrar los dados.. 6.1.2.- Rendimiento Ninguna descarga, como el agua de enfriamiento, fue permitida entre las dos secciones de medición. Así, el rendimiento hidráulico de una turbina se escribe:. 6.1. Ecuación 1, rendimiento hidráulico. Con: Em : energía mecánica específica (j/kg) E. : energía hidráulica específica (J/kg). Hn : caída neta (m) g. : gravedad (m/s2). 6.1.3.- Energía mecánica específica. La energía de masa mecánica es calculada con:.
(70) 58. Em =. p. 6.2.. +. Que puede también escribirse:. 6.3. Considerando:. Em/ e =. El valor. p.. 6.4.. (lado alta presión). 6.5.. (lado baja presión). corresponde a posibles términos correctivos a tomar en cuenta como por. ejemplo la variación de temperatura. cuando se trata del tiempo y del efecto de aireación. Aca, en la central de Machu Pichu la mezcla de aire y agua y el intercambio de calor aire – agua por la pared metálica pueden ser omitidos. Entonces. 6.1.4.- Energía hidráulica específica. La energía hidráulica se puede escribir generalmente como:.
Figure


+7



Documento similar