Propiedades de materiales termoplásticos y diseño de molde de inyección mediante el software inventor
96
0
0
Texto completo
(2) UNIVERSIDAD CENTRAL “MARTA ABREU” DE LAS VILLAS FACULTAD DE INGENIERÍA MECÁNICA DEPARTAMENTO DE INGENIERÍA MECÁNICA. TRABAJO DE DIPLOMA. PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.. Autor: RANDOLPH LÁZARO JIMÉNEZ SANTANA Tutor: Dr.C. YUDIESKI BERNAL AGUILAR. Santa Clara 2014.
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Mecánica, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Tutor. Firma del Jefe de Departamento donde se defiende el trabajo. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(4) PENSAMIENTO. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(5) PENSAMIENTO. ¨La adquisición de cualquier conocimiento es siempre útil al intelecto, que sabrá descartar lo malo y conservar lo bueno.¨ Leonardo Da Vinci.. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(6) DEDICATORIA. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(7) DEDICATORIA. Por haber creado en mí cualidades como la sencillez, honradez y disciplina dedico este trabajo a mis padres Minerva y Francisco, a ellos que tanto han dado por mí. También a mi abuelo Roberto que aunque no está presente me dio lecciones para la vida. A toda mí familia y amigos por su aliento y estímulo.. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(8) AGRADECIMIENTOS. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(9) AGRADECIMIENTOS. A Dios en ti confío. Mi sincera gratitud a mi tutor y amigo Dr.C. Yudieski Bernal Aguilar por su contribución y asesoría para la realización de este proyecto. A mis padres Minerva y Francisco por su cariño y estimulo con que siempre me alentaron tanto para la creación de este trabajo como para cualquier dificultad en mi carrera. A mi novia y amiga Danay González por apoyarme cuando más lo necesite. A mi familia y amigos por estar siempre presente. A mis compañeros de trabajo y a la corporación Copextel por permitirme realizar este sueño. Al personal del INPUD 1ero de Mayo por su ayuda y preocupación. A la Facultad de Ingeniería Mecánica y sus profesores por el esfuerzo realizado cada día en las aulas para con nosotros. A todas las personas que han dedicado parte de su tiempo para intercambiar ideas, ofrecerme oportunas sugerencias y brindarme su apoyo. El mundo es amplio y no faltan en él personas maravillosas. A TODOS MUCHAS GRACIAS. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(10) RESUMEN. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(11) RESUMEN El diseño con plásticos exige una gran experiencia debido a la diversidad de materiales, procesos y aplicaciones. Los primeros plásticos se elegían como sustitutos de otros materiales con suerte desigual dependiendo de la aplicación. Se deben seleccionar materiales que posean las propiedades adecuadas para satisfacer las condiciones de diseño, economía y servicio. Generalmente, el cliente marca las especificaciones en un documento que resume los requisitos a satisfacer por el producto. Conviene tener en cuenta al seleccionar un material, que los plásticos dependen de la temperatura más que los demás materiales, con lo que se debe considerar el material final. El presente trabajo aborda el estado actual sobre el diseño de moldes plásticos y teniendo en cuenta el análisis de la bibliografía consultada se caracteriza los diferentes materiales que se utilizan para el diseño de estos moldes, y se profundiza en los diferentes ensayos que se utilizan para determinar el comportamiento de los materiales, además se propone una propuesta de guía metodológica para la realización de los ensayos en los distintos materiales plásticos. Como resultado importante a destacar, se determina el diseño del molde de una pieza de plástico usando el software Inventor 2014. Palabras Claves: Diseño, Moldes Plásticos, Materiales, Ensayos. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(12) ABSTRACT. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(13) ABSTRACT The design with plastics demands a great experience due to the diversity of materials, processes and applications. The first plastics were chosen as substitutes of other materials with unequal luck depending on the application. Materials should be selected that possess the appropriate estates to satisfy the design conditions, economy and service. Generally, the client marks the specifications in a document that summarizes the requirements to satisfy for the product. He suits to keep in mind when selecting a material that the plastics depend on the temperature more than the other materials, with what should be considered the final material. The present work approaches the current state on the design of plastic molds and keeping in mind the analysis of the consulted bibliography is characterized the different materials that are used for the design of these molds, and it is deepened in the different rehearsals that are used to determine the behavior of the materials, he also intends methodological guide's proposal for the realization of the rehearsals in the different plastic materials. As a result important to highlight, the design of the mold of a piece of plastic is determined using the software Inventor 2014. Passwords: Design, Plastic Molds, Materials, Rehearsals. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(14) ÍNDICE. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(15) ÍNDICE DE FIGURAS Figuras Figura 1.1 Figura 1.2 Figura 1.3 Figura 1.4 Figura 1.5 Figura 1.6 Figura 1.7 Figura 1.8 Figura 1.9 Figura 1.10 Figura 1.11 Figura 1.12 Figura 1.13 Figura 1.14 Figura 1.15 Figura 1.16 Figura 2.1 Figura 2.2 Figura 3.1 Figura 3.2 Figura 3.3 Figura 3.4 Figura 3.5 Figura 3.6 Figura 3.7 Figura 3.8 Figura 3.9 Figura 3.10. Título Pág. Descripción del proceso de inyección…………………………………... 12 Partes de un molde de inyección………………………………………... 12 Curvas de temperatura-tiempo en diferentes lugares del molde: a) 14 superficie………………………………………………………………... Efectos del grosor de pared no uniforme sobre las piezas moldeadas….. 15 Comportamiento de la pieza…………………………………………….. 16 Efecto del incremento del radio en la resistencia al impacto…………… 18 Aplicaciones comunes de los plásticos…………………………………. 19 Monocristales de Polímeros (Polietileno)………………………………. 23 Nanómero de la poliamida (Nylon 6.6)…………………………………. 24 Poliamida 6……………………………………………………………… 27 Poliamida 66…………………………………………………………….. 27 Aplicación de las Poliamidas…………………………………………… 28 Aplicación de los Policarbonatos……………………………………….. 29 Aplicaciones del Acetal…………………………………………………. 31 Diferentes tipos de Termoplásticos……………………………………... 32 Aplicaciones de los Termoplásticos…………………………………….. 32 Extensómetro de vídeo avanzado en un sistema de ensayo 5969………. 36 Durómetro Shore………………………………………………………... 37 Pieza caso de estudio para la elaboración del molde plástico………………….. 53 Pieza de plástico elaborada en el software CAD Inventor 2014……………….. 54 Ajuste de las direcciones de la pieza……………………………………. 55 Vista del núcleo y cavidad……………………………………………………... 57 Punto de inyección y ubicación de la compuerta………………………… 58 Portamolde de la pieza caso de estudio………………………………………... 59 Pasadores de expulsión………………………………………………………… 60 Casquillo de inyección de bebedero y una anilla de centrado…………………. 61 Canales de refrigeración……………………………………………………….. 61 Componentes de refrigeración…………………………………………………. 62. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(16) ÍNDICE DE TABLAS Tablas. Título. Pág.. Tabla 1.1 Descripción y características de los Aceros para moldes de inyección….. 22. Tabla 2.1 Ensayos utilizados en los materiales plásticos…………………………... 39. Tabla 2.2 Toma de datos del ensayo de combustión……………………………….. 46. Tabla 2.3 Resultados del ensayo de combustión………………………………….... 46. Tabla 2.4 Toma de datos del ensayo de densidad………………………………….. 48. Tabla 2.5 Resultados teóricos del ensayo de densidad……………………………... 48. Tabla 2.6 Toma de datos del ensayo de flexibilidad……………………………….. 49. Tabla 2.7 Toma de datos del ensayo de dureza…………………………………….. 50. Tabla 2.8 Toma de datos del ensayo de Solubilidad……………………………….. 51. Tabla 3.1 Distancias de las aristas para cada uno de los canales de refrigeración………... 62. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(17) LISTA DE ABREVIATURAS Y SIGLAS EINPUD EMI FAR DIN PEAD PS3 PS2 PA PP CA CAB EC KU SAN ABS PMMA PV2 PC PVCh PVCc PVCw PUR PCTFE CD DVD PET PE PVC PS TR ISO ASTM AVE SVE DSC DMA MFI HDT VICAT PEBD POM CAD. Empresa Industrial Nacional Productora de Utensilios Domésticos “1ero de Mayo Empresa Militar Industrial de Manicaragua Fuerzas Armadas Revolucionaria Deutsch International Norm Polietileno de alta densidad Poliestireno antichoque Poliestireno anticalórico Poliamida Polipropileno Acetato de celulosa Acetobutirato de celulosa Etilcelulosa Resistencia al impacto Coopolinuro estireno-acrilonitrito Acrilonitrilo-butadieno-estireno Polimetil-metacrilato Polivil-carbazol Policarbonato Cloruro de polivinilo rígido Cloruro de polivinilo posclrado Cloruro de polivinilo flexible Poliuretano Politrifluorcloroetileno Disco Compacto Disco para Dividid Politereftalato Polietileno Policloruro de vinilo Poliestireno Termoplástico International Standard Organization American Society of Testing and Materials Extensómetro de video avanzado Extensómetro de video Standard Calorimetría de rastreo diferencial Análisis de mecánica dinámica Índice de fluidez del proceso Temperatura de distorsión térmica Temperatura de reblandecimiento Polietileno de baja densidad Polióxido de metileno Diseño Asistido por Computadora. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(18) ÍNDICE PENSAMIENTO DEDICATORIA AGRADECIMIENTOS RESUMEN ABSTRACT INTRODUCCIÓN................................................................................................................................. Pág. 1. CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PLÁSTICOS 1.1.1.2.1.3.1.4.1.5.-. Generalidades………………………………………………………………………………… Clasificación de moldes de inyección………………………………………………………... Requisitos fundamentales para el diseño de moldes plásticos……………………………….. Materiales para la construcción de moldes plásticos…………………………………………. Conclusiones parciales……………………………………………………………………….. CAPÍTULO. 2.1.2.2.2.3.2.4.2.5.-. 3.1.3.2.3.3.3.4.3.5.3.6.3.7.3.8.-. II:. 6 9 14 18 32. ENSAYOS PARA LA DETERMINACIÓN DEL COMPORTAMIENTO DE LOS MATERIALES PLÁSTICOS.. Generalidades……………………………………………………………………………….... Máquinas estáticas para el ensayo de materiales plásticos…………………………………… Ensayos físicos para determinar las características de los polímeros y plásticos…………….. Propuesta de guía metodológica para la realización de los ensayos en los materiales plásticos………………………………………………………………………………………. Conclusiones parciales………………………………………………………………………... 34 34 38 43 52. CAPÍTULO III: DISEÑO DE MOLDE PLÁSTICO PARA UNA PIEZA CASO DE ESTUDIO Generalidades………………………………………………………………………………… Definición de los parámetros de molde………………………………………………………. Definición de la superficie de partición………………………………………………………. Bocetos del sistema de canal de alimentación………………………………………………... Creación del portamolde……………………………………………………………………… Canales de refrigeración……………………………………………………………………… Documentación del ensamblaje del molde…………………………………………………… Conclusiones parciales……………………………………………………………………….. Conclusiones Generales.............................................................................................................. 53 54 56 58 59 61 62 63 64. Recomendaciones....................................................................................................................... 65. Bibliografía................................................................................................................................. 66. Anexos........................................................................................................................................ _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(19) INTRODUCCIÓN. _____________________________________________________________________________________________________________________________ ___________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(20) INTRODUCCIÓN. 1. ____________________________________________________________________________________________________________________________ ____________________. El presente trabajo constituye una importante guía que analiza el desarrollo de la industria del plástico y particularmente del moldeado en Cuba y el mundo, generando expectativas presentes y futuras que sientan las bases donde el diseño de moldes se reafirma como parte de la ingeniería mundial y las nuevas tecnologías. Podemos afirmar que los materiales plásticos constituyen una línea a seguir en investigaciones en todo el mundo y son realmente una fuente inagotable de estudio en la cual ya se han obtenido logros de relevancia a escala global. Como parte de esos estudios se plantea que el moldeado en sí mismo es un tema que está ya ante nosotros como una posibilidad y que a la vez forma parte de las líneas de estudio de los grandes Institutos Científicos de reconocida fama internacional.[1] Normalmente el costo del acero de un molde representa sólo entre el 5 y el 10% del costo total de la herramienta. Es incluso una parte todavía más pequeña del costo total de fabricación. El costo excesivo del mantenimiento del molde hay que tenerlos en consideración Todo ello incrementa los paros de trabajo y los costos. En el peor de los casos conllevaría a posibles problemas de incumplimiento de plazo de entrega, pérdida de confianza del cliente, etc. [2] Es importante destacar que el plástico ha marcado una era, de hecho la ha demostrado. El empleo de este material no se puede desvincular de ninguna manera de esferas tan importantes como la producción de bienes de consumo, equipos electrodomésticos, industria automovilística y en la industria alimenticia por solo citar algunas. Es por ello que la comunidad científica a nivel mundial en cada una de sus ramas se proyecta para el futuro, teniendo en cuenta las materias primas plásticas atendiendo a su. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(21) INTRODUCCIÓN. 2. ____________________________________________________________________________________________________________________________ ____________________. bajo costo de producción en comparación como lo sería con el acero el aluminio u otro material convencional. Situación Problémica. Hoy en la industria existen dificultades con el diseño de los moldes plásticos, en el país se han realizado pocas investigaciones para determinar el diseño de moldes plásticos, así como obtener los materiales a utilizar en la fabricación de piezas plásticas y determinar los ensayos de los distintos tipos de materiales para ver su comportamiento. Resultaría necesario alcanzar solidez en esta línea de investigación para contribuir al mejor entendimiento por la industria cubana de los beneficios del uso de estos diseños en la industria del plástico. Problema de Investigación: ¿Cómo incidir de manera favorable en la obtención de ensayos para determinar las propiedades físico-mecánico de los materiales a través del diseño de moldes plásticos? Preguntas de Investigación: 1. ¿Cómo se emplean los materiales para el diseño de moldes plásticos? 2. ¿Qué ensayos se pueden aplicar para obtener las propiedades físico –mecánica de los materiales plásticos? 3. ¿Cuáles son los tipos de moldes que se utilizan y cuáles son los tipos de ensayos de materiales de plástico? Novedad Científica: Una exhaustiva revisión bibliográfica, con el fin de determinar los diferentes materiales para el diseño de moldes plásticos, así como los diferentes ensayos que se utilizan para determinar el comportamiento del material en la industria del plástico. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(22) INTRODUCCIÓN. 3. ____________________________________________________________________________________________________________________________ ____________________. Objetivo General Caracterizar las propiedades de los materiales termoplásticos y diseñar mediante el software Inventor el molde de una pieza sencilla por inyección. Objetivos específicos 1.. Realizar un estudio bibliográfico acerca del diseño de moldes plásticos.. 2.. Caracterizar los distintos tipos de materiales que se utilizan en los artículos de plásticos.. 3.. Describir los distintos ensayos que se realizan en los materiales para predecir su comportamiento.. 4.. Obtener el diseño del molde de una pieza caso de estudio usando el software inventor.. Principal Resultado a Obtener: Como principal resultado es la obtención de los diferentes ensayos de materiales para determinar el comportamiento de los mismos y las propiedades físico-mecánicas que hay que tener en cuenta para el diseño de los artículos de plásticos a través de la revisión bibliográfica realizada y la obtención del diseño de un molde sencillo para una pieza caso de estudio mediante el software Inventor 2014. Hipótesis del trabajo: Si se establece una correcta revisión bibliográfica se podrá incidir favorablemente en los diferentes ensayos de materiales para determinar su comportamiento en el diseño de artículos plásticos.. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(23) INTRODUCCIÓN. 4. ____________________________________________________________________________________________________________________________ ____________________. Justificación: Los resultados de esta investigación le brindarán a la comunidad científica-técnica Villaclareña una herramienta que agilizará el diseño de piezas plásticas mediante la utilización de diferentes moldes. Con esta investigación se contribuye a ampliar el horizonte cognoscitivo sobre este tema en los profesionales de la Ingeniería Mecánica en la provincia de Villa Clara, lo cual sería un elemento favorecedor para la introducción del campo en la industria del plástico. Viabilidad de la Investigación: La investigación es viable ya que se cuenta con profesionales y estudiantes de la Universidad Central “Marta Abreu de Las Villas” y la EINPUD “1ro de Mayo” de Villa Clara y la EMI de Manicaragua capacitados para llevar a cabo la investigación. La dirección de la EINPUD y la EMI de Manicaragua se encuentran abiertos a la cooperación para llevar adelante este estudio. Estructura del Trabajo: El trabajo consta de una síntesis o resumen, introducción, tres capítulos, así como conclusiones, recomendaciones, bibliografía y anexos. Capítulo I: Se realiza una revisión bibliográfica en cuanto al estado del arte, la actualidad nacional e internacional del diseño de moldes para artículos de plásticos. También se realiza un estudio acerca del moldeado por inyección, su clasificación, ventajas, y perspectivas futuras de diseño y materiales utilizados en el diseño de los artículos de plásticos. Capítulo II: Trata acerca de los materiales y procesos utilizados en la fabricación de moldes. Asimismo se aborda sobre las características y propiedades de ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(24) INTRODUCCIÓN. 5. ____________________________________________________________________________________________________________________________ ____________________. estos materiales, así como los distintos ensayos que se realizan para predecir su comportamiento. Además se propone una guía metodológica paso a paso para determinar los ensayos en los diferentes materiales plásticos. Capítulo III: Aborda el diseño de una pieza sencilla de plástico teniendo en cuenta las características del material en el software Inventor 2014, así como la obtención de la documentación del ensamble del molde de forma automática en un dibujo en 2D mostrando las vistas básicas, cotas, listas de piezas y el diseño del molde general incluyendo su núcleo y la cavidad.. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(25) CAPÍTULO I ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(26) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 6. ____________________________________________________________________________________________________________________________ ____________________. CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS El objetivo de este capítulo es realizar un estudio bibliográfico acerca del estado actual de los distintos tipos de moldes plásticos, así como lo referente al moldeado por inyección, su clasificación, ventajas, y perspectivas futuras de diseño. 1.1. Generalidades V.Balakrishnan, segundo ministro de comercio e industria de Singapur plantea que el diseño de moldes plásticos es mucho más que agregar color y formas al producto y no solo es un gran lujo ni una reflexión en el desarrollo del producto. Formando por la sofisticación y las necesidades de consumidores que creciendo constantemente y evolucionando rápidamente, un buen diseño ha llegado a ser un ingrediente para el éxito en el mercado Según el criterio de Santi Soto David y Daniel, [1] acerca del desarrollo de moldes plásticos, afirman que este es un tema que alcanza mayor relevancia a diario en el mundo, a medida que aumentan las posibilidades de aplicación de estos materiales en todas las esferas de la sociedad. Cuba tiene posibilidades de proyectarse con nuevas tecnologías para el desarrollo del diseño de moldes plásticos. Un ejemplo tangible de esto es la Unidad Básica de Artículos Plásticos Polígono del Este. En esta unidad se está llevando a cabo una modernización de las máquinas y una implementación de nuevas tecnologías. Esta está diseñada para la producción de artículos plásticos de pequeño, mediano y gran tamaño y empaques flexibles obtenidos por los procesos de: recuperación de materias primas, retomoldeo, pulverizado, extrusión, bolseado, soplado e inyección. (Ver anexo 1) ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(27) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 7. ____________________________________________________________________________________________________________________________ ____________________. Todos estos procesos han permitido fabricar productos con destino a las FAR y a la economía nacional contribuyendo en gran medida a la sustitución de importaciones, el cual ahorra al país un promedio de 1300.00 CUC por tonelada de materia prima que se consume.[3] El diseño del molde puede contribuir de forma significativa en la obtención de una economía pensando un poco de forma «Standard», es decir, utilizando calidades de acero standard, medidas y placas mecanizadas standard por lo que es necesario tener en cuenta principales requisitos para que se ofrezca una producción fiable y económica de la pieza concebida por el diseñador del producto. Los moldes pueden contener una o más cavidades, las cuales dependerán sobretodo de la productividad que deseemos tener con el molde. Hay que tener en cuenta, que aunque a mayor cantidad de cavidades reduciremos el coste de fabricar nuestro producto, encareceremos el precio del molde.[4] En el mercado existe una amplia variedad de moldes, con grandes diferencias aparte que también existen varios métodos de inyección, lo cual también afecta seriamente al diseño del molde. En este apartado trataremos de explicar simplificadamente los principios básicos de diseño y utilización de moldes de inyección de plástico. Tipos de moldeos García Alguacil, Ma del Pilar [4], plantea que el moldeo por inyección no es más que un proceso semicontinuo que consiste en inyectar un polímero en estado fundido (o ahulado) en un molde, que contiene la forma de la pieza a obtener, cerrado a presión, a través de un orificio pequeño (boquilla de colada). Dentro del molde el material se solidifica,. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(28) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 8. ____________________________________________________________________________________________________________________________ ____________________. comenzando a cristalizar en polímeros semicristalinos. Al cristalizar el plástico adopta la forma de la cavidad del molde. Existen muchos procesos de fabricación de plásticos. Los procesos pueden ser divididos en dos: Proceso de Presión y Proceso de poca Presión •Proceso de Poca presión: vaciado, infusión, insulado, •Proceso de Presión (Termoplásticos) Moldeado de compresión: El molde es abierto, llenado con una gran cantidad de material para el moldeado, y es cerrado bajo presión, causando que el material fluya dentro de la cavidad de moldeado. La presión requerida depende del material a moldear y la geometría del molde. El molde se mantiene cerrado hasta que el material se cure, después el molde es abierto, la parte es retirada y se repite el ciclo. Moldeado por inyección: es el proceso más práctico, la operación es fácil, pero el equipo no. Un material Termoplástico, que es viscoso a temperaturas elevadas y es estable a temperaturas del ambiente, se mantiene caliente. El material es forzado desde el reservorio hasta un molde que es mantenido a bajas temperaturas, el molde es abierto tan pronto como el material se enfría, la velocidad del ciclo es determinada por la rapidez con que el material usado se enfría, esto depende en la conductibilidad térmica del material. El 60% de las máquinas de transformación de plástico son máquinas de inyección. Extensión: El proceso de extensión consiste en estirar el plástico derretido. La aplicación de este método es en la producción continua de largos filamentos, etc. Termoformas: Consiste en calentar una hoja de plástico; la forma de la pieza se da con la forma que tenga el molde, tanto como por diferentes presiones de aire o por métodos mecánicos. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(29) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 9. ____________________________________________________________________________________________________________________________ ____________________. 1.2.- Clasificación de moldes de inyección La clasificación de moldes de inyección se rige lógicamente por las características principales de construcción y función. Estas son: . El tipo de colada y su separación,. . El tipo de expulsión de las piezas inyectadas,. . La existencia o no de contrasalidas exteriores en la pieza a inyectar,. . El tipo de desmoldeo [5]. La norma DIN E 16 750 «Moldes de inyección para materiales plásticos» contiene una división de los moldes según el siguiente esquema: . Molde estándar (molde de dos placas),. . Molde de mordazas (molde de correderas),. . Molde de extracción por segmentos,. . Molde de tres placas,. . Molde de pisos (molde sándwich),. . Molde de canal caliente.. Análogamente a los moldes de canal caliente para la inyección de materiales termoplásticos existen moldes de canal frío para la inyección sin colada de materiales termoestables. Si no es posible la disposición de canales de distribución en el plano de partición, o si se han de unir centralmente las piezas de un molde con cavidades múltiples, se requiere un segundo plano de separación para el desmoldeo del distribuidor solidificado (molde de tres placas) o una alimentación del material a través de un sistema de canal caliente. En moldes de pisos se montan prácticamente dos moldes en serie en el sentido de cierre, sin ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(30) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 10. ____________________________________________________________________________________________________________________________ ____________________. que se requiera el doble de fuerza de cierre. La condición previa para este tipo de moldes es una elevada cantidad de piezas relativamente fáciles, como por ejemplo piezas de forma plana.[2] Como ventaja esencial se han de mencionar los bajos costos de producción. Los moldes de pisos hoy se equipan sin excepción con sistemas de canal caliente con extremas exigencias, sobre todo en lo que al equilibrio térmico (homogeneidad térmica) se refiere. Otras de las ventajas fundamentales que tienen estos tipos de moldes son las siguientes: . Proporciona piezas muy precisas,. . Hay un alto aprovechamiento del material por su exactitud en la dosificación,. . El ritmo de producción es muy alto,. . Produce una gran variedad de formas complejas que de otra forma sólo podrían fabricarse con procesos caros de fabricación a máquina.. Algunos autores afirman que un molde para inyección de plástico de calidad, es muy costoso, ya que requiere una gran cantidad de mano de obra, y numerosas horas de mecanización por parte de maquinaria de alta precisión. Estos costes, se pueden reducir significativamente si ponemos atención tanto en el diseño del producto, como en el del molde. El molde, nos sirve para poder fabricar en serie gran cantidad de objetos; y con una amplia variedad de materiales plásticos. El uso de uno u otro plástico, dependerá de la función de la pieza a inyectar. El costo de un molde para inyección de plásticos, está principalmente determinado por: . Forma de la pieza de plástico, tamaño y complejidad. . Producción. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(31) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 11. ____________________________________________________________________________________________________________________________ ____________________. . Número de cavidades (Según la producción). . Material. . Complejidad de la línea de partición. . Uso de correderas para sacar contrasalidas y agujeros fuera de la línea de partición. . Calidad de la pieza y acabados. . Texturizados. . Tratamientos. . Acabados con insertos metálicos o cerámicos en la pieza de plástico. . Función de la pieza resultante. . Otros. Principio de inyección de una pieza El principio de inyección de una pieza consiste en inyectar a presión el material termoplástico fundido, a través de una boquilla, al interior de un molde frío, donde se solidifica. La máquina consta de dos partes: una extrusora en la cual el husillo, además de girar, tiene un desplazamiento axial accionado por un sistema hidráulico o neumático, y una unidad de moldeo que abre y cierra un molde.[5] El tornillo gira y al mismo tiempo se desplaza hacia atrás hasta que una cantidad determinada de plástico está en la posición A. Entonces es empujado hacia delante por un ariete hidráulico, que fuerza la masa fundida a entrar en el molde como se muestra en la figura 1.1. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(32) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 12. ____________________________________________________________________________________________________________________________ ____________________. Figura 1.1:Descripción del proceso de inyección Las partes de un molde para inyectar piezas de plástico con dos platos se muestra en la figura 1.2. Figura 1.2: Partes de un molde de inyección La figura 1.2 muestra un molde para inyección básico, con dos platos; Plato macho y hembra, y una cavidad. La parte hembra es por la que entra el material plástico fundido, el cual es guiado a través del bebedero. Esta parte está amarrada en la parte fija de la máquina de inyección. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(33) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 13. ____________________________________________________________________________________________________________________________ ____________________. La parte macho, es la parte móvil del molde, contiene, por decirlo de alguna manera, los salientes del producto, por lo que la pieza al abrir el molde, se queda en este lado. Para permitir que salga, está el sistema de expulsión; este sistema es accionado una vez y se abre la máquina de inyección, para expulsar la pieza de plástico. En este caso, se utilizan expulsores, que expulsan el macho fuera del molde. Cálculo de la fuerza de cierre Según Donald y Dominick plantean que el plástico se inyecta dentro del molde a alta presión (que puede ser incluso superior a los 2.000 bar). El molde debe realizar una fuerza opuesta a la presión de inyección para mantener el molde cerrado y obtener así piezas de buena calidad. La unidad de cierre proporciona la fuerza de cierre y las máquinas de inyección se clasifican por su fuerza de cierre Temperatura de inyección Douglas M afirma que una de las misiones de la unidad de inyección es la plastificación del material Por tanto ha de calentar el material para “fundirlo” y homogeneizarlo. Si es demasiado baja la temperatura del plástico será demasiado viscoso y si es muy alta se puede degradar y aumenta el tiempo de ciclo. Materiales más viscosos requerirán de una temperatura de transformación mayor. La temperatura del plástico es diferente a la temperatura que marca la sonda de temperatura. Lo ideal es medir la temperatura del plástico fundido a salida de la unidad de inyección con un pirómetro. Asegurarse que los sensores de temperatura midan correctamente (cuidado con las acumulaciones de aire, suciedad o quemados entre las sondas y el cilindro). Una temperatura de inyección más baja proporciona: ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
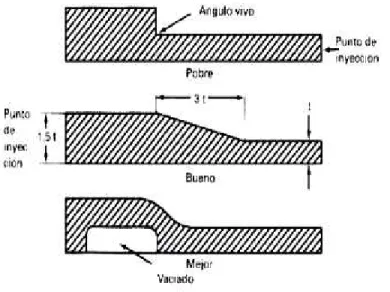
(34) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 14. ____________________________________________________________________________________________________________________________ ____________________. •Ahorro de energía •Menor tiempo de ciclo El suministrador de la granza sugiere una temperatura de molde óptima. La temperatura media de la cavidad será mayor que la temperatura del refrigerante durante la producción, en general 10 a 20ºC. Si supera los 40ºC puede ser necesaria la utilización de placas aislantes en el molde para ahorrar energía y estabilizar el proceso como se muestra en la figura 1.3. Figura 1.3: Curvas de temperatura-tiempo en diferentes lugares del molde: a) superficie de la cavidad, b) pared del canal refrigerante, c) Temperatura del refrigerante. 1.3.- Requisitos fundamentales para el diseño de moldes plásticos. Para que el diseño de molde sea satisfactorio y se diseñe con la calidad requerida es de gran importancia tener en cuenta algunos requisitos de diseño dentro de estos requisitos tenemos que las paredes del molde tienen que ser uniformes, pues la uniformidad del grosor de pared es crítica en el diseño de una pieza de plástico. El diseño de pared no ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(35) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 15. ____________________________________________________________________________________________________________________________ ____________________. uniforme puede provocar serios problemas de alabeo y control dimensional. Si se necesita una mayor resistencia o rigidez, es más económico utilizar nervios que aumentar el grosor de pared ver figura 1.4. Figura 1.4: Efectos del grosor de pared no uniforme sobre las piezas moldeadas. En las piezas que requieran un buen acabado superficial, deberá evitarse el empleo de nervios, ya que seguramente aparecerán rechupes o depresiones superficiales marcadas sobre la superficie. Si el empleo de nervios fuese necesario en dicha pieza, a menudo se puede evitar la depresión superficial mediante el diseño de algún detalle sobre la zona de la pieza donde aparece el rechupe, tal como un nervio opuesto, relieve o estructurado de la superficie, etc.[6] Cuando se desea un grosor de pared uniforme, se debe prestar atención a los detalles para evitar secciones inadvertidamente gruesas, las cuales no solamente pueden originar rechupes, sino también, por poros, y una contracción desigual. Por ejemplo, un ángulo estructural sencillo con una esquina interior adecuadamente redondeada, puede presentar problemas debido al aumento de grosor de pared en el ángulo. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
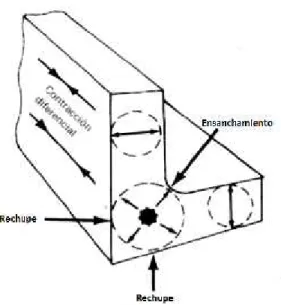
(36) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 16. ____________________________________________________________________________________________________________________________ ____________________. La colocación de machos es otro método utilizado para conseguir un grosor de pared uniforme. Cuando se pueden evitar diferentes espesores de pared, el proyectista debe llevar a cabo un cambio gradual de un grosor a otro, ya que los cambios bruscos tienden a aumentar la tensión. Además, si ello fuese posible, el molde debe inyectarse por la sección más gruesa para asegurar un llenado idóneo.[7] Como regla general, se debe emplear el mínimo grosor de pared que proporcione un comportamiento en servicio de la pieza satisfactorio. Las paredes de sección fina solidifican más rápidamente (se enfrían) que las de sección gruesa. Ver figura 1.5. Figura 1.5: Comportamiento de la pieza . Conicidad y espigas extractoras. La conicidad es esencial para la expulsión de las piezas del molde. Cuando se desea una conicidad mínima, un buen pulido de la zona de desmoldeo ayudará a la expulsión de la pieza del molde. Cuando se utilizan extractores para sacar las piezas del molde, es importante el emplazamiento de las espigas para evitar la deformación de la pieza durante la expulsión. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
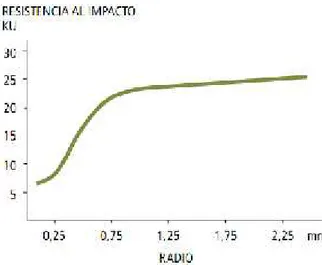
(37) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 17. ____________________________________________________________________________________________________________________________ ____________________. También es necesario que la espiga tenga un área superficial apropiada para evitar la perforación, distorsión o marcado de las piezas. En algunos casos son necesarias placas extractoras o anillos para suplementar o sustituir las espigas. La causa principal de rotura de las piezas de plástico son los ángulos internos y las entallas. Esto se debe al cambio brusco de tensión en los ángulos vivos y es función de la geometría específica de la pieza, y a lo marcado que esté el ángulo o la entalla. La mayoría de los plásticos son sensibles a la entalla y el aumento de la tensión en la misma, conocido como “efecto entalla”, se traduce en una iniciación de la fisuración. [6] Para que el diseño específico de una pieza esté entre los límites de seguridad de tensión, se pueden calcular los factores de concentración de tensión en todas las zonas con ángulos vivos. Otro aspecto importante a tener en cuenta son las tolerancias estrechas, pues estas pueden afectar directamente el grado de resistencia al desgaste y otras propiedades solicitadas en el material del molde. También hay que evitar los cantos y las esquinas agudas siempre que sea posible ya que evitándolas se pueden mejorar la vida del molde e incrementar la productividad.[8] Las esquinas agudas en las piezas moldeadas, y en consecuencia en el molde, son puntos potenciales de iniciación de tensiones (grietas). Puntos críticos que pueden ser causantes de grietas o roturas tanto en la pieza como en el molde, mostrándose así en la figura 1.6.. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(38) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 18. ____________________________________________________________________________________________________________________________ ____________________. Figura 1.6: Efecto del incremento del radio en la resistencia al impacto Aumentando el radio de las esquinas de la pieza moldeada, se puede mejorar de forma significativa la resistencia al impacto del molde. El resultado es un molde más resistente, con gran capacidad de soportar grandes presiones tanto de cierre cómo de inyección. 1.4.- Materiales para la construcción de moldes plásticos Los plásticos se encuentran entre los materiales de uso industrial que han tenido un mayor crecimiento en este último siglo. La gran variedad y sus propiedades los hacen materiales más adaptables en términos de aplicación, ya que estos proporcionan el balance necesario de propiedades que no pueden lograrse con otros materiales como por ejemplo: color, poco peso, tacto agradable y resistencia a la degradación ambiental y biológica. Es fácil percibir como los desechos plásticos como envases de aceite de cocina, no son fáciles de descomponer, porque su material tarda aproximadamente 500 años en degradarse, ver figura 1.7 [1]. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(39) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 19. ____________________________________________________________________________________________________________________________ ____________________. Figura 1.7: Aplicaciones comunes de los plásticos. Vulgarmente se conocen estos materiales como plásticos, cuando la forma correcta de llamarlos es polímeros, poli- significa muchos, y –mero: unidad estructural básica (Ver anexo 2). Estos materiales están compuestos principalmente de carbono, silicio, azufre, oxigeno, hidrógeno, nitrógeno entre otros. Al ser los polímeros en su mayoría materiales sintéticos, su obtención es derivada de la reacción química de determinadas sustancias como los nanómeros, estas subsustancias deben contener moléculas que al unirse den como resultado una macromolécula, por lo que estas moléculas tienen una configuración muy similar a la presentada por la unidad estructural del polímero. (Ver anexo 3). Diferentes autores plantean que para la elaboración de altos polímeros por el proceso de inyección, son indispensables moldes de gran calidad, con una elaboración muy precisa, y que deben presentar una elevada duración. Estos moldes se fabrican actualmente en acero, metales no férricos, y materiales de colada no metálicos, obtenidos ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(40) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 20. ____________________________________________________________________________________________________________________________ ____________________. galvánicamente; en el futuro quizá también se construyan a base de materiales cerámicos. El tipo de molde a elegir para una pieza que se haya de fabricar viene determinado esencialmente por consideraciones de rentabilidad, que dependen de: . Las exigencias impuestas a la pieza fabricada,. . Los costos de fabricación del molde,. . Del tiempo del ciclo,. . Y del número de piezas a fabricar con el molde, es decir, de duración.. Estas condiciones no van incondicionalmente unidas con las propiedades térmicas y mecánicas, ni tampoco con la facilidad de elaboración de los materiales. Así, por ejemplo, los materiales con buenas propiedades térmicas presentan generalmente propiedades mecánicas menos buenas. Los tiempos de ciclos cortos significan, con estos materiales, duraciones de vida menos elevadas.[9] Materiales para la construcción de moldes más usados en la industria cubana. La industria nacional encuentra en las materias primas plásticas y su procesamiento una fuente importante de mercado así como una alternativa más de sustitución de importaciones que sin lugar a dudas repercuten en la posibilidad para la construcción de piezas poliméricas o coopoliméricas. Es por ello que ofrecemos a continuación una relación de materiales más comunes, su uso así como sus características más generales que pudieran ayudar al conocimiento de los que se inician en estas ramas del saber. Aceros Las exigencias que deben satisfacer un acero para la construcción de moldes destinados al moldeo por inyección proceden, por una parte, de las condiciones impuestas a la pieza. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(41) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 21. ____________________________________________________________________________________________________________________________ ____________________. terminada y, por otra, de los esfuerzos a los que se ve sometido el molde. De ello se desprende que los aceros deben poseer las siguientes propiedades: . Buenas condiciones para su elaboración (mecanibilidad, facultad de troquelado en frío, templabilidad). . Resistencia a la compresión, temperatura y abrasión,. . Aptitud para el pulido. . Suficiente resistencia a la tracción y tenacidad,. . Tratamiento térmico sencillo,. . Deformación reducida,. . Buena conductividad térmica,. . Buena resillencia. . Y resistencia a los ataques químicos.[8]. En el anexo 4 y anexo 5 se muestran los distintos tipos de aceros, su composición química y propiedades mecánicas y térmicas para moldes de inyección.[4] Existen otros tipos de aceros que dependen del material a inyectar y la función que tienen en el molde se elige un tipo de acero u otro. En la siguiente tabla 1.1 podemos ver diversos materiales para la fabricación de moldes:. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(42) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 22. ____________________________________________________________________________________________________________________________ ____________________. Tabla 1.1: Descripción y características de los Aceros para moldes de inyección. PRODUCTOS. El DENOMINACIÓN MATERIAL DIN. ESTADO DE ENTREGA. CARACTERISTICAS APLICACIONES. PARA QUE CLASE DE PLÁSTICO?. Aceros de uso general St 52-3. S 355 JO. Rm = 490 630 N/mm2. Acero de construcción. Proporción de carbono muy pequeña. Acero utilizado por el oxicorte.. Placas base para máquinas especiales. Conjuntos mecanosoldados.... Aceros sin alear 1.1730. C 45. Normalizado max. 223 HB. La parte superficial de la placa se puede templar hasta la dureza 55 Hrc.. Porta moldes y herramientas sujetos a bajas solicitaciones, moldes de soplado, placas base.. Aceros pretratados. 1.2311. 1.2738. 1.2312. 40 Cr Mn Mo 7. Templado y revenido 280-325 HB. 40 Cr Mn Ni Mo 8.6.4. Templado y revenido 280 - 325 HB ~ Rm 950 - 1100 N/mm². 40 Cr Mn Mo S8-6. Templado y revenido Rm = 950 1050 N/mm² 280-325 HB. Acero para moldes, buena maquinabilidad; apto para pulido, cromado duro y texturizado. Utilizado en dimensiones Inferiores a 400 mm de espesor. Acero apropiado para nitruración; dureza superficial (0,3 mm) mini a 600HV/3 Kg. Acero para utillajes por la construcción de moldes para materias plásticas, más particularmente por matrices de grandes dimensiones. buena aptitud para pulido y texturizado - buena soldabilidad - buena maquinabilidad resistente hasta 1100 N/mm² buena aptitud a la nitruración y al cromado duro Acero para moldes, de muy buena maquinabilidad, no es apropiado para pulido, texturizado. Matrices para moldeos por compresión e inyección hasta una sección de acero de 400 mm de espesor.. Moldes para prensado e inyección para plásticos, de grandes tamaños para producir parachoques, sillas, contenedores de basuras, cajas para botellas, cajas de televisores,. Placas para huellas de moldes, herramientas para moldeos por compresión. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR. Termoplásticos, grandes piezas moldeadas en ABS. Resinas termoestables.. Resinas termoestables, por el caso de moldeo por compresión. Termoplásticos,.
(43) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 23. ____________________________________________________________________________________________________________________________ ____________________. A continuación ofrecemos una relación de materiales más comunes, su uso así como sus características más generales que pudieran ayudar al conocimiento de los que se inician en estas ramas del saber. Polietileno de alta densidad. PEAD: alta rigidez, estabilidad a la temperatura así como de forma, buena dureza superficial, destacadas propiedades dieléctricas, insípido e inodoro, resistente a la ebullición y esterelizable. Polietileno de baja densidad: alta flexibilidad, buena resistencia térmica, baja dureza superficial, buenas propiedades dieléctricas, insípido e inodoro. Ver figura 1.8. Figura 1.8: Monocristales de Polímeros (Polietileno) Poliestireno (antichoque) PS3: alta rigidez, buenas propiedades dieléctricas, resistentes al choque, duras y tenaces, poca tendencia a la corrosión por tensiones por lo que es apropiado para inserción de piezas. Insípido e inodoro. Poliestireno (anticalórico) PS2: estabilidad de forma al calor especialmente alta, estabilidad de dimensiones y frente a la humedad, buenas propiedades dieléctricas reducida tendencia a formación de grietas e insípido e inodoro. Poliestireno (Normal): Gran rigidez y exactitud de las medidas, valores dieléctricos favorables, resistente a la humedad y estables al agua, Insípido e inodoro, tiende a formar grietas. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
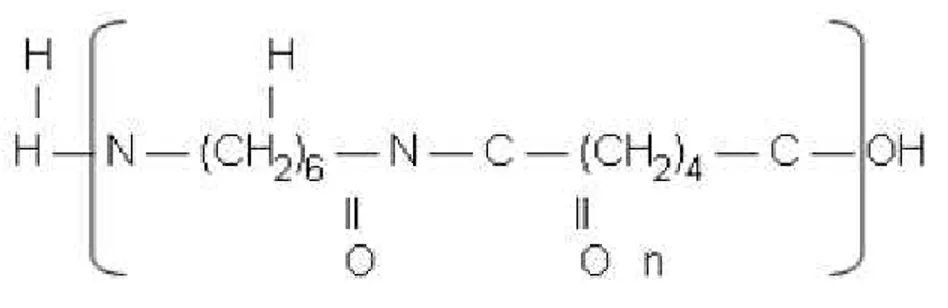
(44) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 24. ____________________________________________________________________________________________________________________________ ____________________. Poliamida (PA): elevado alargamiento y tenacidad, bajos coeficientes de frotamiento, reducido desgaste (resistencia al desgaste), buena estabilidad de forma al calor, alta capacidad de absorción de agua, buena capacidad de vaporización, se torna quebradizo al secarse. Ver figura 1.9. Figura 1.9: Nanómero de la poliamida (nylon 6.6) Polipropileno PP: elevada estabilidad de forma al calor, resistencia a la tracción y al choque, rigidez, buena dureza superficial sin tendencia a la corrosión por tensiones, esterelizable hasta 1200C, prácticamente sin absorción de H 2O se hace quebradizo a temperaturas inferiores a 00C. Acetato de celulosa (CA): Elevada tenacidad, apropiada para piezas con inserciones metálicas, tacto agradable, poco sensible al sudor y a las raspaduras, buen brillo, atrae poco al polvo, estable al sonido, estabilidad de forma limitada por influencia de humedad y calor. Acetobutirato de celulosa (CAB): buena resistencia mecánica, resistencia al calor y a la humedad, muy resistente a la intemperie, buena lisura superficial, sin tendencia a la formación de grietas, apropiadas para la inyección con inserciones metálicas, incluso grandes, estable al sonido, reducida carga electrostática (poca atracción al polvo).. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(45) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 25. ____________________________________________________________________________________________________________________________ ____________________. Etilcelulosa (EC): tenacidad especialmente alta, pero reducida estabilidad de forma al calor. Masas SAN (Coopolímero estireno – acrilonitrito) SAN: dureza, tenacidad, resistencia a las raspaduras y al desgaste de las superficies, muy estable al clima, intemperie y envejecimiento, fisiológicamente inocuo. Masas ABS (Acrilonitrilo – butadieno – estireno) ABS: tenacidad, gran resistencia, rigidez y dureza, estable al sonido (sin resonancia), muy estable al clima, intemperie y envejecimiento, buenas propiedades dieléctricas, fisiológicamente inocuo. Polimetil – metacrilato (PMMA): alta resistencia mecánica, dureza superficial, estabilidad a la intemperie, transparente como el vidrio. Polivil – Carbazol (PV2): estabilidad al calor extraordinariamente elevado. Buenas propiedades dieléctricas, rígidas y quebradizas. Policarbonato (PC): Alta resistencia mecánica dentro de un amplio campo de temperatura, alta estabilidad de dimensiones y al calor, buena propiedades dieléctricas, estabilidad al envejecimiento, reducida absorción de agua. Cloruro de polivinilo (PVC- RIGIDO) PVCh: buena resistencia, dureza y tenacidad, buenas propiedades dieléctricas, difícilmente combustible. Cloruro de polivinilo (PVC posclorado) PVCc: elevada estabilidad de forma hasta 1050C, buena resistencia, dureza y tenacidad, buenas propiedades dieléctricas, difícilmente combustible. Cloruro de polivinilo (PVC Flexible) PVC w: muy elástico, carácter semejante a la goma, debido a los efectos del plastificante no es apropiado para embalajes de productos alimenticios. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
(46) CAPÍTULO I: ESTADO ACTUAL SOBRE EL DISEÑO DE MOLDES PARA ARTÍCULOS DE PLÁSTICOS. 26. ____________________________________________________________________________________________________________________________ ____________________. Poliuretano (PUR): alta resistencia y exactitud de medidas, resistencia a la tracción al desgaste y al desgarre. Buenas propiedades dieléctricas, bajo absorción de agua. Politrifluorcloroetileno (PCTFE): estabilidad química y térmica especialmente elevada, gran resistencia y dureza, muy buenas propiedades de deslizamiento, buenas propiedades dieléctricas, fisiológicamente inocuo, no es inflamable. Óxido de Polifenileno: destacada estabilidad al calor, excelente resistencia mecánica, ventajosas propiedades dieléctricas en un gran intervalo de temperatura.[1] Otros de los materiales utilizados se encuentran la Poliamidas, Policarbonatos, Acetal y los Termosplásticos. Poliamidas: Se designan con las siglas PA una poliamida es un tipo de polímero (macromoléculas, generalmente orgánicas, formadas por la unión de moléculas más pequeñas llamadas monómeros), que contiene enlaces de tipo amida. Las poliamidas se designan con las siglas PA. La más conocida es el nylon. Puede presentarse de diferentes formas aunque los dos más conocidos son la rígida y la fibra. Es duro y resiste tanto al rozamiento y al desgaste como a los agentes químicos. En su presentación rígida se utiliza para fabricar piezas de transmisión de movimientos tales como ruedas de todo tipo (convencionales, etc.), tornillos, piezas de maquinaria, piezas de electrodomésticos, herramientas y utensilios caseros, etc. En su presentación como fibra, debido a su capacidad para formar hilos, se utiliza este plástico en la industria textil y en la cordelería para fabricar medias, cuerdas, tejidos y otros elementos flexibles.. ________________________________________________________________________________________________________________________________________________ PROPIEDADES DE MATERIALES TERMOPLÁSTICOS Y DISEÑO DE MOLDE DE INYECCIÓN MEDIANTE EL SOFTWARE INVENTOR.
Figure

+7




Documento similar
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
You may wish to take a note of your Organisation ID, which, in addition to the organisation name, can be used to search for an organisation you will need to affiliate with when you
Where possible, the EU IG and more specifically the data fields and associated business rules present in Chapter 2 –Data elements for the electronic submission of information
The 'On-boarding of users to Substance, Product, Organisation and Referentials (SPOR) data services' document must be considered the reference guidance, as this document includes the
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
