UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERO INDUSTRIAL
ÁREA
SISTEMAS PRODUCTIVOS
TEMA
“ANÁLISIS DEL PROCESO PRODUCTIVO DE
CALZADO Y PROPUESTA DE MEJORA PARA
INCREMENTAR LA PRODUCTIVIDAD EN LA EMPRESA
DICASSO”
AUTOR
SANTANDER COSTAVALO YSAIAS ISRAEL
DIRECTOR DEL TRABAJO
ING. IND. SANTOS VASQUEZ OTTO BENJAMIN, MSc.
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL Unidad de Titulación
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado ING. IND. SANTOS VASQUEZ OTTO BENJAMIN, MSc.,
tutor del trabajo de titulación certifico que el presente trabajo de titulación ha sido elaborado
por SANTANDER COSTAVALO YSAIAS ISRAEL, C.C.: 0927852657, con mi
respectiva supervisión como requerimiento parcial para la obtención del título de
INGENIERO INDUSTRIAL.
Se informa que el trabajo de titulación: “ANÁLISIS DEL PROCESO PRODUCTIVO DE CALZADO Y PROPUESTA DE MEJORA PARA INCREMENTAR LA
PRODUCTIVIDAD EN LA EMPRESA DICASSO”, ha sido orientado durante todo el
periodo de ejecución en el programa antiplagio (URKUND) quedando el 3% de coincidencia.
https://secure.urkund.com/archive/download/48373504-346141-180491
Ing. Ind. Santos Vásquez Otto Benjamín, MSc. Director de trabajo
Declaratoria de autoría
“La responsabilidad del contenido de este trabajo de titulación, me corresponden exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial de la Universidad de Guayaquil”.
SANTANDER COSTAVALO YSAIAS ISRAEL
Dedicatoria
Agradecimiento
Índice general
1.2.2. La empresa y su Clasificación Industrial Internacional Uniforme -CIIU 4
Ecuador 3
1.2.2.1. Ubicación de la Empresa 4
1.2.2.2. Organigrama 5
1.2.3. Productos que comercializa 5
1.2.4. Delimitación de problema 6
1.2.5. Formulación del problema 6
1.2.6. Causas del problema 6
Análisis, presentación de resultados y diagnóstico
N° Descripción Pág.
2.1. Recursos Productivos 19
2.2. Distribución de planta 20
2.3. Capacidad de planta instalada 21
2.4. Descripción del Proceso 23
2.4.2. Diagrama de flujo de proceso 32
2.4.3. Diagrama de recorrido 33
2.5. Análisis FODA de la Empresa 34
2.5.1. Matriz FODA 35
2.6. Descripción específica del problema 36
2.7. Diagrama Causa-Efecto 37
2.8. Diagrama de Pareto 37
2.8.1. Técnica de lo “5 PORQUE” 38
2.8.2. Diagnóstico 40
2.8.3. Impacto económico del problema 41
Capítulo III
Propuestas, conclusiones y recomendaciones
N° Descripción Pág.
3.1. Planteamiento a solucione a problema 42
3 Análisis del espacio requerido 42
Distribución de planta propuesto 42
3.2. Costo de implementar la solución 44
3.3. Análisis y beneficios de la propuesta de solución 46
3.4. Evaluación económica y financiera 46
3.5. Plan de inversión y financiamiento 46
3.6. Evaluación financiera (TIR, VAN y tiempo de recuperación de inversión) 47
3.7. Conclusiones 49
3.8. Recomendaciones 49
ANEXOS 51
Índice de tablas
N° Descripción Pág.
1 Clasificación Industrial Internacional Uniforme. 4
2 Recursos productivos. 19
3 Área de la planta 21
4 Capacidad de planta instalada 22
5 Fortalezas, Amenazas, Debilidades y Oportunidades 43
6 Análisis FODA de la Empresa 35
7 Análisis de Causas Raíz (5 porqués) 39
8 Costo total de la propuesta 45
9 Proyección de los flujos de efectivos 47
Índice de figuras
N° Descripción Pág.
1 Ubicación de la empresa DICASSO 4
2 Organigrama de la empresa 5
3 Importancia del estudio del trabajo 11
4 Aplicación de distribución en planta 13
5 Tabla de coeficiente para calcular la superficie 14
6 Principio de la distribución en planta 15
7 Ciclo de Deming 17
8 Distribución de Planta actual 20
9 Área de corte de tiras 23
10 Máquina Corte transversales de tiras 24
11 Máquina Troquelado del contrafuerte 24
12 Área de aparado de sandalias 25
23 Diagrama de operaciones del proceso de sandalias 31
24 Diagrama de flujo del proceso de sandalias 32
25 Diagrama de recorrido actual 33
26 Diseño actual de la planta 36
27 Análisis Diagrama Causa-Efecto 37
28 Diagrama de Pareto 38
29 Diagnóstico 39
30 Cinta transportadora propuesta 42
31 Distribución de planta propuesta 43
33 Estantería propuesta para el almacenamiento de PT 45
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL Unidad de Titulación
TEMA: “ANÁLISIS DEL PROCESO PRODUCTIVO DE CALZADO Y
PROPUESTA DE MEJORA PARA INCREMENTAR LA
PRODUCTIVIDAD EN LA EMPRESA DICASSO”
AUTOR: SANTANDER COSTAVALO YSAIAS ISRAEL
DIRECTOR: ING. IND. SANTOS VASQUEZ OTTO BENJAMIN, MSc.
Resumen
El trabajo de investigación tiene como objetivo analizar el proceso productivo de calzado, identificar los problemas que afectan a la productividad en la empresa DICASSO y proponer mejoras. Mediante las herramientas Causa-Efecto y Diagrama Pareto, se determina que la mala distribución de la planta es el problema que afecta económicamente a la compañía, actualmente la planta se lo utiliza en un 75% de su capacidad diseñada, la eficiencia del proceso es del 86%, en la actualidad la producción es de 112 pares de sandalias en un turno de 8 horas. Se determina que el producto recorre 60 metros lineales desde que sale como materia prima hasta llegar como producto terminado, para cubrir con los pedidos a tiempo, la empresa mensualmente gasta $2.706,67 dólares en pagos por horas de sobretiempo. Con la propuesta, disminuye la distancia de recorrido del material a 33,5 metros, aumentando la producción de 14 a 19 pares de sandalias por hora y la productividad incrementa en un 26,3 %.
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL ESCUELA/CARRERA DE INGENIERÍA INDUSTRIAL
Unidad de Titulación
TOPIC: ANALYSIS OF THE FOOTWEAR PRODUCTION PROCESS AND A
PROPOSAL TO IMPROVE THE PRODUCTIVITY OF THE DICASSO COMPANY.
AUTHOR: SANTANDER COSTAVALO YSAIAS ISRAEL
ADVISOR: IND. ENG. SANTOS VASQUEZ OTTO BENJAMIN, MSc.
Abstract
This investigation work has as its main purpose to analyze the manufacturing process of footwear, to identify problems affecting productivity, and to propose improvements for “DICASSO” company. Using the Cause-Effect tool and Pareto's diagram, it was determined that an inefficient factory layout was the main problem affecting the company economically. Currently, the company utilizes only 75% of its capacity with an efficiency of 86% of its process in manufacturing 112 pairs of sandals in an 8-hour shift. It was determined that the product travels 60 linear meters since it starts as raw material until it finishes as the final product. In order to fulfill orders on time the company spends $2.706,67 monthly for overtime. The application of this proposal would result in a start-to-finish distance of 33,5 meters, the increasing production from 14 to 19 pairs of sandals per hour and boosting productivity to 26.3%.
Introducción
El trabajo investigativo tiene como objetivo de proponer una mejora para incrementar el nivel de la productividad en la empresa DICASSO, en su línea productiva a través de una redistribución de planta. El presente trabajo de titulación está estructurado por tres capítulos.
Capítulo I, se presenta el antecedente, la ubicación de la empresa y los productos que
Capítulo I
Introducción y Antecedentes
1.1.Antecedentes
La empresa DICASSO se constituye en el año 2008 con la convicción inspiradora de fabricar un producto de calidad inspirado en los diseños y modelo de la moda Europea de esa época y con los conocimientos y experiencia adquirida de la venta de calzado vía importación desde el continente Asiático, Panamá y Chile, debido a que los calzados importados no cumplían con las expectativas del mercado ecuatoriano surge la idea que implantar un proceso que elabore calzados que cumplan con esas expectativas y que sean de mayor calidad ya que los productos importados no lo hacían, esto se convierte en una fortaleza que aprovecho DICASSO.
Desde entonces empieza a elaborar zapatos para damas tantas sandalias en general, plataformas forradas, zapatos con tacos de diferentes medidas. Con el pasar del tiempo fue mejorando los procesos con la compra de máquinas y herramientas eficientes para la elaboración de nuevos modelos tales como zapatos para caballeros, pero bajo pedido, Slip-On tipo deportivos con suela plana para damas, caballeros, niños y niñas, las sandalias en general, calzados forrados y calzado personalizado según el cliente, en la actualidad la empresa cuenta con máquinas semiautomáticas y automáticas que garantizar la calidad del producto. La empresa tiene 20 trabajadores operativos fijos y 3 administrativos sin contar con el dueño y familiares.
Objeto de estudio
Debido a la manera en la que se sigue trabajado esto conlleva que el proceso no fluya continuamente, que haya tiempos improductivos en algunas de las estaciones de trabajo ya sea por paras imprevistas, acumulación de producto en proceso cuando pasa a la siguiente estación, ante la situación problemática se analizará el proceso productivo de calzado tipos sandalias para damas y niñas y realizara una propuesta de mejora para reducir los problemas antes mencionado y así incrementar la productividad en la empresa.
Campo de acción
que es el producto con mayor rotación y en cuestión de ventas tiene el mayor porcentaje alcanzando un 70%, el estudio se lo realizara desde que ingresa la materia prima al proceso, durante y hasta que tome la forma de un producto terminado.
1.2.Justificación
La empresa objeto de estudio se observa perdidas de tiempos, acumulación de producto en proceso, desorden en el proceso, incumplimiento en los tiempos de entregas, afectando totalmente la productividad y a la vez haciéndolo incompetente ante un mercado globalizado.
La propuesta de mejora en la línea de producción se enfoca en una redistribución de planta adecuada y estandarización de los tiempos de las actividades ya que es una forma apropiada de establecer orden, reducción de los tiempos improductivos, optimización de los recursos, espacio y costos, cumpliendo con los tiempos de entregas pactados con los clientes.
Situación problemática
La empresa DICASSO ha venido laborando durante muchos años, desde su inicio a ido mejorado constantemente en cuestión del reemplazo de máquinas manuales por automáticas para mejorar los niveles productivos, pero el incremento no es el que se esperaba debido a los tiempos perdidos o improductivos que son resultados de una secuencia de actividades tales como: la mala planificación de la ubicación de las máquinas, el desorden dentro de las estaciones de trabajo y las excesivas distancia de recorrido del flujo del material generando cuellos de botellas haciendo que el proceso productivo sea ineficiente.
La empresa y su Clasificación Industrial Internacional Uniforme -CIIU 4
Ecuador
La Clasificación Internacional Industrial Uniforme (siglas: CIIU) o, en inglés, International Standard Industrial Classification of All Economic Activities, es la clasificación sistemática de todas las actividades económicas cuya finalidad es la de establecer su codificación armonizada a nivel mundial. Es utilizada para conocer niveles de desarrollo, requerimientos, normalización, políticas económicas e industriales.
Tabla 1.- Clasificación Industrial Internacional Uniforme.
Código Descripción
C Industrias manufactureras.
C15 Fabricación de cueros y productos conexos. C1520 Fabricación de calzado.
C1520.01
Fabricación de calzado, botines, polainas y artículos similares para todo uso, de cualquier material y mediante cualquier proceso, incluido el moldeado (aparado de calzado
Información tomada de Superintendencia de Compañías. Elaborado por el Autor.
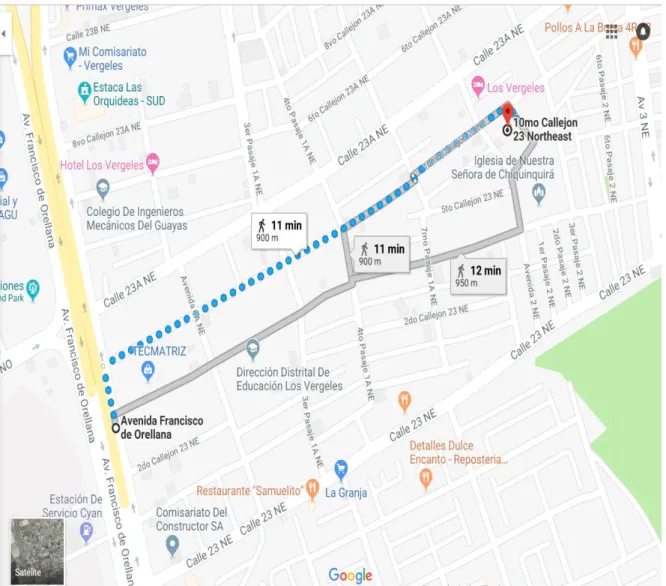
1.2.2.1. Ubicación de la Empresa
La empresa objeto de estudio se encuentra ubicada en la ciudadela los vergeles mz93 sl3 a 2 cuadras del TIA.
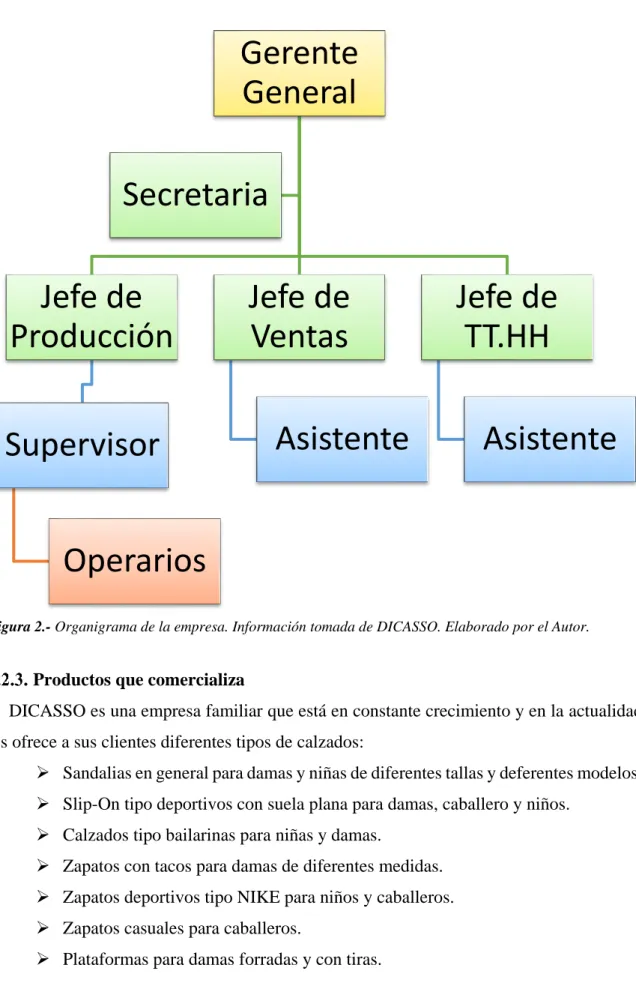
1.2.2.2.Organigrama
La empresa DICASSO tiene estructurado su organigrama de la siguiente forma:
Figura 2.- Organigrama de la empresa. Información tomada de DICASSO. Elaborado por el Autor.
Productos que comercializa
DICASSO es una empresa familiar que está en constante crecimiento y en la actualidad les ofrece a sus clientes diferentes tipos de calzados:
➢ Sandalias en general para damas y niñas de diferentes tallas y deferentes modelos.
➢ Slip-On tipo deportivos con suela plana para damas, caballero y niños.
➢ Calzados tipo bailarinas para niñas y damas.
➢ Zapatos con tacos para damas de diferentes medidas.
➢ Zapatos deportivos tipo NIKE para niños y caballeros.
➢ Zapatos casuales para caballeros.
➢ Plataformas para damas forradas y con tiras.
Gerente
General
Jefe de
Producción
Supervisor
Operarios
Jefe de
Ventas
Asistente
Jefe de
TT.HH
Delimitación de problema
El presente estudios se enfoca en la propuesta de mejora para incrementar el nivel de la productividad en la empresa DICASSO y se limita en analizar la problemática del proceso productivo actual de calzado (sandalias) para damas que comprende desde el almacenamiento de la materia prima, el corte de las tiras para las sandalias, el corte de las plantillas, el ensamble hasta producto terminada final.
Formulación del problema
¿La propuesta de mejora ayudará a incrementar la productividad en la empresa?
Causas del problema
Las diferentes causas que afectan la productividad se las describe a continuación:
➢ Falta de estandarización de los tiempos de las actividades
➢ Métodos de trabajo no estandarizados
➢ Layout deficiente por acumulación de producto en proceso
➢ Desequilibrio de capacidad
➢ Proceso deficiente y poco flexible
1.3.Objetivos
Objetivo general.
Analizar el proceso productivo y propuesta de mejora para incrementar la productividad en la empresa DICASSO.
Objetivos específicos.
➢ Analizar la situación problemática actual de la empresa DICASSO.
➢ Identificar las causas que afectan al proceso productivo
➢ Diseñar una propuesta de redistribución de planta acorde a las necesidades de la empresa.
1.4.Marco teórico
Marco referencial
(Contreras Jara & Velasquez Varga, 2017) en su trabajo de titulación de mejorar la distribución de planta mediante la metodología Six Sigma para reducir los costos de producción:
Su objetivo principal de reducir los costos de producción, para esto se
realizó el respectivo análisis del proceso de fabricación de calzado en la
empresa D´ely que cuenta con seis procesos, corte, destallado, troquelado,
hormas, armado y terminado, con una producción anual de 27,900, inferior
en un 15% -20% de la competencia, situación originada por el desorden de
cada departamento y que provocan que el flujo del material se congestione
y genere costos innecesarios de transporte de material. Al realizar el estudio
de tiempos de cada proceso en elaboración de calzado se determinó que el
tiempo estándar de producción de la empresa calzado D´ely es de 19,66
minutos por par y según el cálculo de las capacidades de producción se
establece que la producción actual es de 93 pares de zapatos por jornada,
se puede evidenciar que existen transportes de material de largas distancias
debido a que la distribución de la planta deficiente. Con el nuevo método
de trabajo se determinó que se pueden producir 108 pares diarios en el
mismo tiempo aumentando el 16.2% la productividad (pág. 67).
En el trabajo de investigación realizado por (Jussely, 2016) propone mejorar el proceso productivo para incrementar la productividad en una empresa dedicada a la fabricación de sandalias de baño.
Donde la investigación está basada en la necesidad de brindar soluciones
a Pymes manufactureras del mismo rubro (calzados), ante las pérdidas
económicas por pedidos atendidos con retraso, pérdidas económicas por
demanda insatisfecha y costos generados por tiempos ociosos. La
investigación en este proyecto busca proponer una mejora del proceso
productivo de sandalias de baño, en el diagnóstico se determinó que existe
una demanda de pedidos de sandalias que la empresa no llega a cubrir,
otras por su lado se llegan a cubrir, pero con días de retraso, se determina
que la planta trabaja a un 35% de su capacidad, dejando ver una clara
capacidad ociosa y la oportunidad de potencializar dicha capacidad para
atender la demanda insatisfecha. Los planes de mejora propuestos indican
un aumento en la capacidad utilizada en 47% aproximadamente
incrementó las actividades productivas en un 29% y consecutivamente la
producción en un 35%. El incremento de producción llevó a cubrir el 61%
de la demanda actual, entregando los pedidos a tiempo. También, la
productividad de máquina incrementó en un 35% y la productividad en
mano de obra incrementó en un 68%. Finalmente, A través del análisis
económico se determinó que la propuesta de mejora es rentable con una
tasa interna de retorno del 22% utilizando una tasa de referencia del 12%
(pág. 133).
En la investigación realizada por (Avalos Velásquez & Gonzales Vidal, 2016) en su propuesta mejorar el proceso de calzado para niños para incrementar la productividad en la empresa objeto de estudio:
El objetivo de proponer una propuesta de mejora en el proceso
productivo, para incrementar la productividad de la línea de calzado de
niños en la empresa productora y comercializadora de calzado “BAMBINI SHOES”; para lo cual se aplicó las herramientas de ingeniería industrial
tales como: estudio de tiempos y métodos de trabajo, gestión de almacén y
distribución de planta. La recolección de los datos para el diagnóstico
inicial se basó en la observación directa, la aplicación de entrevistas no
estructuradas a todo el personal y a clientes externos, así como la consulta
en diversas fuentes de información. Posteriormente se procedió a la
caracterización del proceso para determinar las fases claves del mismo,
mediante diagramas de proceso, diagrama de flujo o recorrido, diagramas
de Ishikawa, diagrama de Pareto, etc. los cuales proporcionaron
información detallada para así facilitar el estudio de cada una de las
actividades implícitas en este; permitiendo detectar las fallas e
irregularidades presentes para posteriormente mejorarlas aplicando las
diversas técnicas de la ingeniería industrial antes mencionadas.
Seguidamente, se procedió a la realización de la propuesta de mejora
mediante: aplicación de estudio de tiempo y métodos de trabajo con el fin
de estandarizar cada estación del proceso productivo y tener una base para
hacer mejoras continuas, gestión de almacén las cual incluyen:
Clasificación ABC, codificación y estandarización de los diferentes
materiales e herramientas el cual permite disminuir tiempos innecesarios
Requerimiento de Materiales; y finalmente aplicar la mejora de
distribución de planta para evitar tiempos de traslado innecesarios y
contribuir al mejor flujo del producto. En conclusión, se aplicó
satisfactoriamente la metodología seleccionada y se interrelacionaron
adecuadamente cada uno de los elementos con el fin de incrementar la
productividad del proceso productivo; obteniendo un aumento de la
productividad del 60.3% a 81.7% (pág. 140).
Estudio del trabajo
El estudio del trabajo se considera uno de los pilares importante dentro de una organización. “esto significa que el estudio del trabajo se constituye un método para el incremento de la productividad, en la optimización de los sistemas productivos el tiempo es un componente preponderante. Determinando el tiempo que toma un recurso (operario, máquina, asesor) en realizar una actividad o una serie de actividades” (López, 2018).
Medición del trabajo
Según (Salazar, 2018) que hace referencia a la medición del trabajo e indica:
Que sirve para investigar, minimizar y eliminar el tiempo improductivo,
es decir, el tiempo durante el cual no se genera valor agregado. Una función
adicional de la Medición del Trabajo es la fijación de tiempos estándar
(tiempos tipo) de ejecución, por ende, es una herramienta complementaria
en la misma Ingeniería de Métodos, sobre todo en las fases de definición e
implantación. Además de ser una herramienta invaluable del coste de las
operaciones. Así como en el estudio de métodos, en la medición del trabajo
es necesario tener en cuenta una serie de consideraciones humanas que
permitan realizar el estudio de la mejor manera, dado que estas técnicas al
principio se aplicaron con el objetivo de reducir el tiempo improductivo
imputable al trabajador, y casi que pasando por alto cualquier falencia
imputable a la dirección (IngenieriaIndustrialonline.com, 2018).
La medición del trabajo es parte o herramienta de la ingeniería de métodos que utiliza técnicas como el estudio de tiempos para identificar actividades que no agregan valor, reducir los tiempos improductivos.
Estándares de mano de obra y medición del trabajo
(Heizer & Render, 2009)indican que:
Los estándares de mano de obra modernos se originaron con los trabajos
Entonces, gran parte del trabajo era manual y el contenido de mano de
obra resultante de los productos era alto. Se sabía poco de lo que hoy
constituye una jornada de trabajo justa, de modo que los administradores
comenzaron los estudios pertinentes para mejorar los métodos de trabajo
y comprender el esfuerzo humano. Estos esfuerzos continúan en la
actualidad. Aún ahora al inicio del siglo XXI, los costos por mano de obra
suelen representar menos del 10% de las ventas, los estándares de mano de
obra todavía son importantes y siguen teniendo un papel destacado tanto
en organizaciones de manufactura como de servicio. Con frecuencia son el
punto inicial para establecer los requerimientos de personal. Debido a que
en Estados Unidos más de la mitad de las plantas de manufactura usan
algún tipo de sistema de incentivos para el trabajo, los estándares de mano
de obra adecuados se han vuelto un requisito (pág. 412).
Estudio de tiempo
(Niebel & Freivalds, 2009) indican que:
El estudio de tiempos con cronómetro (electrónico o mecánico), sistemas
de tiempo predeterminado, datos estándar, fórmulas de tiempos o estudios
de muestreo del trabajo representa una mejor forma de establecer
estándares de producción justos. Todas estas técnicas se basan en el
establecimiento de estándares de tiempo permitido para realizar una tarea
dada, con los suplementos u holguras por fatiga y por retrasos personales e
inevitables (pág. 327).
Métodos del estudio de tiempos
Existen dos métodos para la realización del estudio de tiempos, el primero es el método continuo y el segundo es método de regreso a cero.
El método continuo consiste en dejar correr el cronómetro mientras dura el estudio de tiempo de las actividades y en el método de regresos a cero consiste en que se lee el tiempo cronometro cada vez que ha terminado cada tarea, seguido a estos se vuelve a encerar de inmediato.
Importancia del estudio de tiempo
Figura 3. Importancia del estudio del trabajo. Información adaptada de (Ingeniería industrial:
Métodos, estándares y diseño del trabajo, pág. 182). Elaborado por el autor.
Estándares de tiempos
Francisco Madariaga (Madariaga, 2013) indica que. “la estandarización de los procesos es uno de los cimientos de la casa lean manufacturing ya que se encarga de la eliminación de los despilfarros y la reducción de la variación, también es la base de la mejora de la eficiencia” (pág. 59).
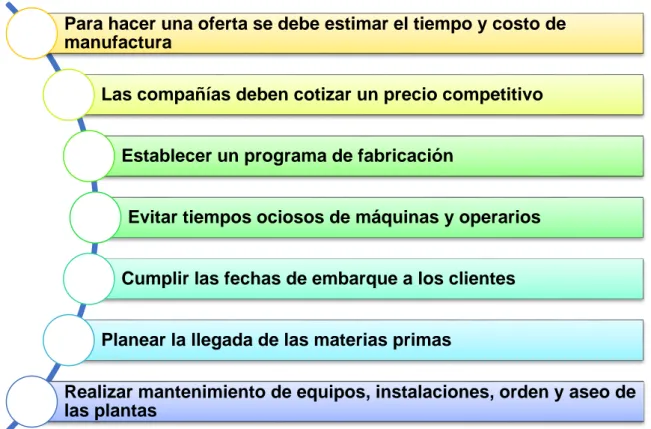
Asimismo (Fred & Matthew, 2006)indican que los estándares de tiempos son:
La información más importante que se requiere en la planeación de las
instalaciones son los estándares de tiempo o manufactura, que se usan para
distintos propósitos dentro de una empresa. Estos usos incluyen asignación
y control de costos y presupuestos; producción y planeación y
administración de inventarios; evaluación del desempeño y pago de
incentivos, donde los haya; y evaluación de métodos alternativos de
operación. Para el planeador de instalaciones, el tiempo estándar es el dato
principal para determinar el número que se requiere de personas y de
estaciones de manufactura para alcanzar la producción programada, y
para calcular el número de máquinas, celdas de manufactura, balanceo de
la línea de ensamble, y asignación de personal. En última instancia, esta
Para hacer una oferta se debe estimar el tiempo y costo de manufactura
Las compañías deben cotizar un precio competitivo
Establecer un programa de fabricación
Evitar tiempos ociosos de máquinas y operarios
Cumplir las fechas de embarque a los clientes
Planear la llegada de las materias primas
información se usa para calcular los requerimientos de espacio de todos los
centros de manufactura y los de las instalaciones comunes de la producción
(pág. 50).
Los autores describen la importancia de la medición de los tiempos de las actividades de un proceso ya que proporciona información importante para la toma de decisiones y así determinar actividades que no agregan valor, reducir los tiempos improductivos y los costos operacionales también son importantes porque permiten determinar la cantidad de máquinas y operarios, equilibrar las líneas productivas para una producción programada.
Paso para establecer un estudio de tiempo
Según (Heizer & Render, 2009) indican que el “procedimiento de un estudio de tiempo implica medir el tiempo de una muestra del desempeño de un trabajador y usarlo para establecer un estándar y que esto se lo puede hacer con una persona capacitada y experimentada siguiendo estos ocho pasos que a continuación se detallan” (págs. 413-414):
➢ Definir el propósito o actividad a medir.
➢ Dividir la tarea en elementos puntuales.
➢ Decidir cuantas veces se medirá la tarea.
➢ Medir el tiempo y registrar los tiempos elementales y las calificaciones del desempeño.
➢ Calcular el tiempo observado (real) promedio mediante la siguiente formula.
𝐓𝐢𝐞𝐦𝐩𝐨 𝐨𝐛𝐬𝐞𝐫𝐯𝐚𝐝𝐨 𝐩𝐫𝐨𝐦𝐞𝐝𝐢𝐨 =
𝑺𝒖𝒎𝒂 𝒅𝒆 𝒍𝒐𝒔 𝒕𝒊𝒆𝒎𝒑𝒐𝒔 𝒓𝒆𝒈𝒊𝒔𝒕𝒓𝒂𝒅𝒐𝒔 𝒑𝒂𝒓𝒂 𝒓𝒆𝒂𝒍𝒊𝒛𝒂𝒓 𝒄𝒂𝒅𝒂 𝒆𝒍𝒆𝒎𝒆𝒏𝒕𝒐
𝑵ú𝒎𝒆𝒓𝒐 𝒅𝒆 𝒐𝒃𝒔𝒆𝒓𝒗𝒂𝒄𝒊𝒐𝒏𝒆𝒔
➢ Determinar la calificación del desempeño (La calificación del desempeño ajusta el tiempo observado promedio a lo que se espera realice un trabajador normal).
Tiempo normal = (Tiempo observado promedio) *(Factor de calificación del desempeño)
➢ Sumar los tiempos normales para cada elemento a fin de determinar el tiempo normal de una actividad.
➢ Calcular el tiempo estándar.
Tiempo estandar = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑛𝑜𝑟𝑚𝑎𝑙 𝑡𝑜𝑡𝑎𝑙 1 − 𝑓𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 ℎ𝑜𝑙𝑔𝑢𝑟𝑎
Con estos 8 pasos indicados anteriormente se puede estandarizar los tiempos de las actividades o tareas de un proceso productivo.
Distribución en planta
La distribución en planta es una herramienta que permite la ordenación física de los elementos que son parte de una instalación industrial o de servicio.
Es el proceso de ordenamiento físico de los espacios necesarios para el
equipo de producción, los materiales, el movimiento y almacenamiento
tanto de los materiales como de los productos terminados, el trabajo del
personal y los servicios complementarios, de modo que constituyan un
sistema productivo capaz de alcanzar los objetivos fijados de la forma más
adecuada y eficiente posible, esta actividad en industria determina la
eficiencia y en algunos casos, la supervivencia de las empresas (pág. 130).
Importancia de la distribución en planta
La distribución en planta permite mejorar las condiciones y el funcionamiento de la infraestructura de una organización, se emplea cuando se necesita disponer de unos medios físicos en un lugar definido ya esté fijado o no, su aplicación puede ser tanto a procesos industriales o servicios ya que ayuda a la disminución de costos.
¿Cuándo es necesaria una distribución en planta?
(Bryan Salazar, 2018) indica que es “necesario aplicar una distribución en planta cuando se realizan mejoras continuas en los métodos o maquinarias asimismo indica que cada que se vayan a adoptar nuevos métodos o instalar nueva maquinaria, será un buen momento para evaluar nuevamente la distribución” (IngenieriaIndustrialonline.com).
Figura 4. Aplicación de distribución en planta. Información adaptada de (Ingeniería de métodos,
movimientos y tiempos, 2009, pág. 129). Elaborado por el autor.
Cálculo de la superficie
El cálculo de las superficies es un método que permite determinar el espacio total necesario de las máquinas, equipos o elementos a distribuir.
Según (Bryan Salazar, 2018) el cálculo de las superficies es la sumatoria de tres superficies parciales que contemplan la superficie estática, la superficie de gravitación y la superficie de evolución o movimientos que a continuación se detallan.
Superficie estática (Ss): esta es la superficie que corresponde a las máquinas, muebles
e instalaciones.
Superficie de gravitación (Sg): esta es la superficie que utilizan los operadores
alrededor de los puestos de trabajo por el material acumulado para las actividades en proceso. Esta área se obtiene multiplicando cada elemento de la superficie estática por el número de lados a partir de los cuales el mueble o la máquina deben ser utilizados.
Sg=Ss x N
Superficie de evolución (Se): es el área o superficie que se deja entre puesto de trabajo
el desplazamiento del personal.
Se= (Ss+Sg)(K)
Superficie total: es el resultado de todas las superficies.
K (constante): es una constante establecida que puede variar desde 0.05 a 3 dependiendo
de la razón de la empresa.
Figura 5. Tabla de coeficiente para calcular la superficie. Información adaptada de (Bryan Salazar,
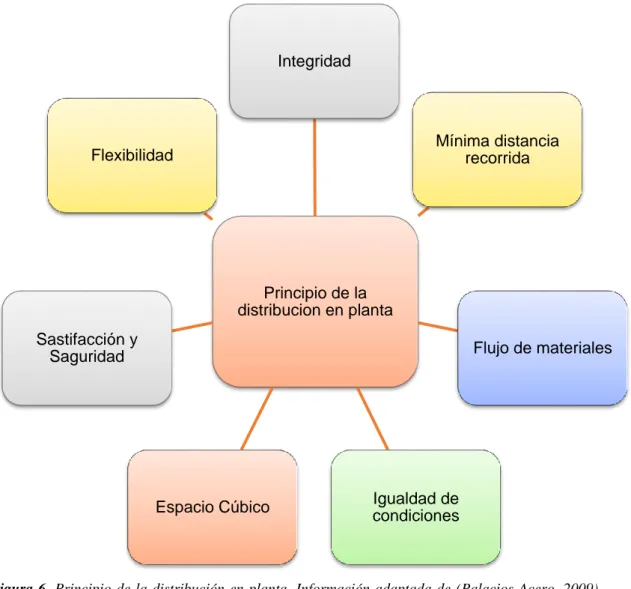
Principio de la distribución en planta
Los principios que se debe considerar al momento de realizar una distribución en planta se muestran en la figura 6.
Figura 6. Principio de la distribución en planta. Información adaptada de (Palacios Acero, 2009).
Elaborado por el autor.
Factores que afectan la distribución en planta
En la distribución de planta es importante tener en conocer los factores que la afecta, según (Palacios Acero, 2009) estos factores de influencia se dividen en ochos grupos: producto y materiales, maquinarias, personas, movimientos, espera, servicio, edificio y cambio.
1.5.Marco conceptual
Mejora continua
Según (Flores Ripoll, 2010) la mejora continua “es una filosofía que intenta optimizar y aumentar la calidad de un producto, proceso o servicio. Es mayormente aplicada de forma
Principio de la distribucion en planta
Integridad
Mínima distancia recorrida
Flujo de materiales
Igualdad de condiciones Espacio Cúbico
Sastifacción y Saguridad
directa en empresas de manufactura, debido en gran parte a la necesidad constante de minimizar costos de producción obteniendo la misma o mejor calidad del producto”.
Para (ISOTools, 2015) la mejora continua “es un proceso que pretende mejorar los productos, servicios y procesos de una organización mediante una actitud general, la cual configura la base para asegurar la estabilización de los circuitos y una continuada detección de errores o áreas de mejora”.
Otro actor como (Gutiérrez Pulido, 2014) indica que la mejora continua “es una actividad recurrente para aumentar el desempeño de la organización en relación con la calidad, productividad y conectividad” (pág. 64).
En resumen, la mejora continua es una herramienta que se dedica a mejorar los procesos, producto, talento humano satisfaciendo las necesidades de los clientes externos e internos.
Proceso de mejora continúa
(Riquelme, 2018) Indica que el proceso de mejora continua:
Es un concepto implementado en las empresas que procura mejorar los
procesos, productos y servicios. Se basa en el cambio de la actitud general
de la organización en procura de una estabilidad del proceso productivo
que contemple las posibilidades de mejora. Este proceso es la forma más
efectiva para mejorar la calidad y eficiencia de las organizaciones. En este
sentido las empresas, implementan sistemas de gestión de la calidad y
normas ISO. Algunas de las herramientas usadas incluyen el estudio de
satisfacción de los clientes, algunas acciones preventivas y correctivas para
todo el proceso. Hay que destacar que la base del éxito de dicho proceso de
mejoramiento es el establecer adecuadamente las políticas de calidad,
definir con claridad y precisión las características de los productos o
servicios que sean ofrecidos a los clientes, lo que se espera de los
trabajadores, entre otras medidas (Web Empresas).
Plan de mejora continúa
Figura 7.Ciclo de Deming. Información adaptada de. (ISOTools, 2015) Elaborado por el autor.
Esta metodología consiste analizar los problemas en cuatro etapas, la primera que es planificar consiste en establecer los objetivos que se espera conseguir, como se van a medir y evaluar los resultados en esta parte también incluye la identificación de los problemas. En la segunda etapa es la aplicación de la etapa anterior, esta debe ser de manera absoluta y metódica. En la tercera etapa de verificar consiste en comprobar los resultados obtenidos y la evaluación de las fases anteriores. En la cuarta etapa de actuar ante los nuevos desperfectos, fallos o inconvenientes que salen a la luz y que no estaban previstos.
Proceso
Proceso es comprendido como todo desarrollo sistemático que conlleva una serie de pasos ordenados u organizados, que se efectúan o suceden de forma alternativa o simultánea, los cuales se encuentran estrechamente relacionados entre sí y cuyo propósito es llegar a un resultado preciso. Desde una perspectiva general se entiende que el devenir de un proceso implica una evolución en el estado del elemento sobre el que se está aplicando el mismo hasta que este desarrollo llega a su conclusión (Bryan Salazar, 2018).
Productividad
Es el resultado de dividir las salidas (bienes y servicios) entre una o más entradas (tales como mano de obra, capital o administración) (Heizer & Render, 2009).
Planificar
Hacer
Verificar
La productividad tiene que ver con los resultados que se obtienen en un proceso o sistema o es el cociente formado por los resultados obtenidos y recursos empleados, es usual ver la productividad a través de dos componentes eficiencia y eficacia (Gutiérrez Pulido, 2014).
Eficiencia
Es la relación entre el resultado alcanzado y los recursos utilizado (Gutiérrez Pulido, 2014)
Eficacia
Es el grado en que se realizan las actividades planificadas y se alcanzan los resultados planificados (Gutiérrez Pulido, 2014).
Incremento de la Productividad
Capítulo II
Análisis, presentación de resultados y diagnóstico
2.1.Recursos Productivos
En el proceso productivo la empresa tiene veinte operarios que son fijos, cuando la demanda sube la empresa se ve obligada a contratar personal temporalmente, cuenta con un galpón grande de 200 metros cuadrados y un espacio para expandirse, a continuación, se detallan las máquinas y equipos que tiene la empresa.
Tabla 2.- Recursos productivos.
Máquinas Descripción Cantidad
Cortadoras
Cortadora automática laser está más se utiliza para modelos especiales de cortes figura para adornos, otra máquina corta las tiras según el ancho.
2
Troqueladora Realizan los cortes para zapatos con capellada
cerrada, contrafuerte y el forro de la plantilla. 2
Máquinas de coser
Estas máquinas realizan el cosido de las tiras, unir los
cortes y las plantillas. 8
Impresora
Mediante un sistema automático imprime la
información del calzado en la plantilla. 1
Cinta transportadora
Mediante esta máquina se envía las partes del calzado
al área de montaje. 1
Pegadora de plantilla
Esta máquina engoma la plantilla y luego lo pega para
hacerlo un solo elemento. 1
Desbastadora
Esta máquina desgasta las puntas de las tiras para que la goma tenga mejor adherencia y el pegado sea
seguro. 1
Secadora y reactivador
Cumple con la función de secar la goma y que quede
en un punto preciso para el pegado. 1
Pegadora de suela
Esta máquina mediante un sistema automatizado pega
la suela con la capellada. 1
Enfriadora Una vez pegado el calzado es enfriado para obtener
2.2.Distribución de planta
La planta cuenta con dieciséis áreas, de las cuales están distribuidas de la siguiente manera, como se muestra en la figura 6 a continuación. En la tabla 3 se calcula el área en metros cuadrados que ocupa cada espacio.
Tabla 3.- Distribución de planta
N.
Área
Total, m²
1 Materia Prima 15,0
2 Área de troquelado y corte automático 15,0
3 Área de Corte manual y pegado de tiras. 15,0
9 Cinta transportadora 15,0
10 Engomado de suela 6,0
11 Montaje de la capellada con la plantilla 6,0
12 Ensamble del calzado 3,0
13 Pegadora 8,0
14 Enfriado automático 8,0
15 Colocación de adornos 9,0
16 Embalaje 9,2
17 Área para otros modelos 13,5
Total 174
Información tomada de la Empresa. Elaborado por el Autor.
Se observa que el área que demanda mayor espacio es el área de aparadores 36 m², le sigue las áreas de materia prima, de corte, de troquelado manual y automático y la cinta transportadora con 15m², esto representa el 55,1% del espacio, también se observa que de los 200m² que tiene el galpón solo está ocupado para el proceso un 87%, en esto incluyendo la acumulación de productos en proceso, accesorios, cajas, perchas, etc. y el restante se ocupa en paso peatonal.
2.3.Capacidad de planta instalada
años ha comprado máquinas modernas para elaborar productos con mayor calidad y entregar a tiempo todos los pedidos, con todo esto tenía previsto producir alrededor de 200 pares diarios en un turno de 8 horas diarias, actualmente se trabajan 10.5 horas al día produciendo alrededor de 14 a 16 pares por hora y un promedio de 150 pares durante el turno.
Tabla 4.- Capacidad instalada
Información tomada de la Empresa. Elaborado por el Autor.
Utilización = Producción real/Capacidad de diseño Utilización = 147/200
Utilización = 74%
Eficiencia = Producción real/Capacidad efectiva Eficiencia = 147/170
Eficiencia = 86%
En resumen, la línea de producción es utilizada en un 74% de su capacidad y su nivel de eficiencia alcanza un 86% en un turno de 10,5 horas. Si sólo se trabajaran 8 horas, la eficiencia bajaría a un 66% y la utilización alcanzaría un nivel del 56%, cabe indicar que cuando la línea de producción labora más allá del horario normal (ocho horas) el costo de la mano de hora se incrementa al doble.
A continuación, se calcula la productividad con respecto a la mano de obra y las unidades producidas en un turno 8 horas laborables al día.
Productividad = Producción real/recurso utilizado Productividad = 112 unidades-día/20 hombres
Productividad = 5,6 unidades-hombre
2.4.Descripción del Proceso
Para la elaboración de las sandalias son necesarias las siguientes actividades que se describen a continuación.
Solitud de la materia prima.
Mediante una orden de producción y con anterioridad se solicita la materia prima (material sintético) al departamento de bodega, esta viene tanto en rollos como láminas (100x100cm).
Proceso de corte de tiras
Antes de proceder a cortarla se revisa la materia que no tenga defectos, seguido a esto el operario coloca la lámina sobre la mesa y procede a cortarlo en secciones de 50 o 60mm de ancho y 100cm de largo esto varía dependiendo de los requerimientos del modelo, la talla y el número de tiras que lleva el calzado.
Figura 9.- Corte de tiras. Toma realizada por el autor.
Las tiras que son para sandalias necesitan de otra capa o ser forradas según el modelo para que tengan un aspecto uniforme en ambos lados, para esto el operador junta varias capas de diferentes materiales, colores según el modelo.
.
Figura 10.- Corte transversales de tiras. Toma realizada por el autor
Proceso del troquelado de la tira del talón (contrafuerte)
Para realizar esta pieza es necesario hacerlo en un troquel debido a que tiene una forma especial que tiene, para la realización de esta pieza es necesario colocar tres capas de diferente material, esto le ayuda a ser más resistente.
Figura 11.- Troquelado del contrafuerte. Toma realizada por el autor.
Proceso de aparado
Figura 12.- Aparado de sandalias. Toma realizada por el autor.
Luego otro operador le coloca las hebillas y velcro según los modelos que necesiten de esta operación.
Figura 13.- Colocar hebillas y belcho. Toma realizada por el autor.
Proceso de plantilla
Figura 14.- Troquelado de plantillas. Toma realizada por el autor.
Una vez troquelada la plantilla, la siguiente actividad es pegar las piezas (plantilla y el forro), esto se lo realiza de forma manual o automática, en una máquina engomadora primero le coloca la goma en la pieza troquelada y luego se pasa nuevamente para juntar las dos partes, seguido a esto se doblan las puntas.
Figura 15.- Engomado y pegado de plantilla. Toma realizada por el autor.
Figura 16.- Impresión de plantillas. Toma realizada por el autor.
Finalmente, el operador coloca la plantilla en una de las máquinas para coser los contornos de esta y darle seguridad, además del pegado; luego son amarradas por lotes y almacenada para el siguiente proceso de ensamble.
Figura 17.- Cosido de bordes en plantillas. Toma realizada por el autor.
Proceso destalle y engomado
Figura 18.- Destalle y engomado de tiras. Toma realizada por el autor.
Proceso de armado
El operador recibe las partes del calzado en su caja respectiva y procede a armarlo, primero revisa que las piezas lleguen completas, que estén bien pegadas y que no tengan defectos, según se esté produciendo una talla específica existe un molde para armar la capellada (parte superior) del zapato con la plantilla.
Figura 19.- Armado de calzados. Toma realizada por el autor
Proceso de montaje
calor, con el fin de que los componentes adquieran una mejor adherencia, seguido a esto nuevamente se revisa que las partes estén bien pegadas y no exista algún defecto por derrame de pegamento.
Figura 20.- montaje de la suela. Toma realizada por el autor
Luego el calzado es llevado a una máquina de enfriado, esto se lo realiza para que el secado de la goma sea rápido y seguro.
Colocación de adornos y empaquetados
Según los modelos de calzado se le colocan adornos, como figuras, flores, lazos, etc. Luego se procede a empaquetarlos en las respectivas cajas individuales, se guardan en cajas grandes y son almacenadas para luego ser enviadas a los respectivos clientes.
Figura 22.-Colocar adornos. Toma realizada por el autor
Diagrama de proceso de operaciones
En este diagrama se muestra el flujo de los componentes o partes para elaborar el calzado, desde la recepción de la materia prima, el corte de las tiras, troquelado, corte y el forraje de la plantilla, el ensamble de las partes que componen el calzado, armado de la capellada con la plantilla, el pegado del zapato con la suela hasta la colocación de adornos siempre y cuando el modelo así lo requiera.
Figura 23. Diagrama de operaciones del proceso de sandalias. Información adaptada de la empresa.
Elaborado por el autor.
1.5 min. Troquelar plantillas 0.5 min. Recepción de MP
3 min. Engomar el forro con la plantilla 0.5 min Revisar La MP
2 min
5 min. Pegar la plantilla con el forro Cortar tiras grandes
2min. Juntar tiras en maquina zig zag 3 min. Coser la plantillas
3 min. Colocar Sello de la Empresa 1 min. Troquelar la tira del talón (contrafuerte)
2 min. Amarrar las plantillas según lote
5 min. Cortar y coser las tiras según la talla 3 min.
4 min.
1 min. Verificar las partes para el montaje
10 min Pegar la Suela
1 min. Revisar el pegado
1.5 min. Enfriar para secar rápido
5 min. Colocar adornos
2 min. Revisar la calidad del PT
Numero
20 2 min. Embalar los zapatos según talla
5
1 min. Almacenar el PT
Plantilla Corte de Tiras
Destalle y Colocar goma en las puntas de las tiras
DIAGRAMA DE OPERACIONES
PROCESO DE FABRICACION DE SANDALIAS - METODO ACTUAL
Reforzar y coser el contrafuerte 3 min.
Colocar goma en la plantillas para emplatarlo
Diagrama de flujo de proceso
Figura 24. Diagrama de flujo del proceso de sandalias. Información adaptada de la empresa.
Elaborado por el autor.
Área de Corte Área de Aparado Área de Plantillas Área de Montaje Área de Embalaje
DIAGRAMA DE FLUJO DEL PROCESO DE ZANDALIAS
Diagrama de recorrido
Figura 25. Diagrama de recorrido actual. Información adaptada de la empresa. Elaborado por el
En el diagrama de recorrido la flecha roja indica el flujo de la materia prima para realizar la capellada, la flecha verde oscuro indica el flujo del proceso de platillas, una vez que estas partes llegan a la estación de clasificación, donde se lo ordena según el modelo y talla son enviada en una caja mediante una banda transportadora hacia el siguiente proceso de ensamble hasta llegar como producto terminado tal como indica la flecha verde claro.
El diagrama de recorrido, mediante un esquema de la planta en un plano bidimensional permite visualizar la representación gráfica de la distribución de la planta donde se muestran las estaciones y todas las actividades que se realizan durante el proceso de sandalias, a través de este diagrama se determina el flujo del material, la cantidad recorrida que son 60 metros lineales y 68,35 minutos es el tiempo que se lleva en elaborar un lote de 15 pares de calzados (ver anexo 1).
2.5.Análisis FODA de la Empresa
Como se conoce el análisis FODA es una herramienta que sirve examinar las Fortalezas, Oportunidades, Debilidades y Amenazas que pueden presentarse en la empresa, las mismas que se muestran en la tabla 5.
Tabla 5.- Fortalezas, Amenazas, Debilidades y Oportunidades
FORTALEZAS AMENAZAS
➢ Máquinas automáticas.
➢ Personal capacitado.
➢ Productos de calidad
➢ Marca reconocida en el mercado.
➢ Infraestructura.
➢ Experiencia.
➢ Precios competitivos
➢ Precio bajo de la competencia.
➢ Elevada competencia.
➢ Crisis económica.
➢ Ingreso de productos chinos
DEBILIDADES OPORTUNIDADES
➢ Desconocimiento de herramientas de mejora continua.
➢ Problemas financieros.
➢ Procesos deficientes.
➢ Gobierno a favor de los productos locales.
➢ Créditos para microempresarios.
Matriz FODA
A continuación, en la matriz FODA se presentan las estrategias frente las Fortalezas, Oportunidades, Debilidades y Amenazas descritas anteriormente.
Tabla 6.- Análisis FODA de la Empresa
FORTALEZAS DEBILIDADES
➢ Máquinas automáticas.
➢ Personal capacitado.
➢ Productos de calidad
➢ Marca reconocida en el mercado.
OPORTUNIDADES ESTRATEGIA F.O ESTRATEGIA D.O
➢ Gobierno a favor de
AMENAZAS ESTRATEGIA F.A ESTRATEGIA D.A
➢ Precio bajo de la competencia.
➢ Elevada competencia.
➢ Crisis económica.
➢ Reducir los costos aplicando herramientas de mejora continua así cuidar la marca del producto.
➢ Realiza promociones para atraer más clientes.
Información tomada de la Empresa. Elaborado por el Autor.
INTERNO CONTROLABLE
EXTERNO NO
2.6.Descripción específica del problema
Durante el análisis del proceso se observa que existen máquinas que no están correctamente ubicadas de acuerdo a la secuencia del proceso, las estaciones de trabajo están distantes, el material en proceso tiene recorridos largos y quienes los transportan son los operadores que tienen que recorrer largas distancias, se observa que existen operadores que permanecen ociosos mientras que otros están saturados de trabajo, se visualiza acumulación de materiales (cajas, herramientas, materia prima y productos en proceso) en las estaciones de trabajo y sin ordenar, existen diferentes tipos de mesas que no son las adecuadas para el trabajo hay unas más altas y otras más bajas, hay producto que es colocado en el piso o encima de las mesas hasta porque la siguiente estación no termina su producción y para continuar con siguiente lote a fabricar se tiene que hacer esto. En resumen, esto genera tiempos improductivos y movimientos innecesarios que afectan a la productividad.
2.7.Diagrama Causa-Efecto
Mediante un diagrama Causa-Efecto se analiza el problema identificado, se registran todas las causas posibles que afectan distribución de planta, se lo clasifica de acuerdo a las variables que inciden en las entradas y las salidas del proceso (Mano de obra, Materiales, Métodos, Máquinas y Mediciones).
Figura 27. Diagrama Causa-Efecto. Información adaptada de la empresa. Elaborado por el autor.
Mediante el análisis de diagrama Causa-Efecto se considera que las causas con mayor afectación en la mala distribución de la planta son: la disposición inadecuada del centro de trabajo, tiempo de movimiento de materiales elevado, desorden en las estaciones, acumulación de materiales en proceso, no hay estandarización de tiempos, exceso movimiento del personal, no hay cultura organizacional, excesiva distancia en recorrido y la baja eficiencia de las máquinas.
2.8.Diagrama de Pareto
tiene en la mala distribución de la planta (ver anexo 2), seguido a esto se ponderó ordenando de mayor a menor tal como se observa en la figura 11.
Figura 28. Diagrama de Pareto. Información adaptada de la empresa. Elaborado por el autor.
En el diagrama de Pareto se puede observar que las causas que afectan a la mala distribución de planta son: Disposición inadecuada del centro de trabajo, Tiempo de movimiento de materiales elevado, Desorden en las estaciones, Acumulación de Material y la falta de Estandarización de tiempos.
Técnica de lo “5 POR QUE”
Tabla 7.- Análisis de Causas Raíz
En el análisis del problema se llega a la conclusión que la mala planificación de espacio físico de la planta, la falta de una metodología para colocar cada cosa en su lugar, el desorden en las estaciones, la falta de balancear la línea productiva y la falta de algún experto en el tema de mejora continua realiza los cambios que necesitan en la empresa conllevan a la mala distribución de la planta y que esto afecte económicamente a la empresa.
Diagnóstico
Durante el análisis del proceso productivo se observa que la mala en distribución del espacio físico provoca lo siguiente.
Figura 29. Diagnóstico. Información adaptada de la empresa. Elaborado por el autor.
Utilización del la planta alcanza un nivel del 75%.
Eficiencia de la linea productiva es de 86%.
La Productividad actual es de 5,6 pares por persona en un turno de 8 horas laborable.
El producto recorre 60 metros lineales desde que sale como materia prima hasta producto terminado
El tiempo que se necesita para elaborar 16 pares de sandalias es de 69 minutos.
En un turno de 10,5 horas diarias se producen 150 pares adicional para completar con los pedidos trabajan 3 o 4 sábados al mes.
La empresa paga mensualmente $2.706,67 dólares en sobretiempo.
El costo de producción actual de una par de sandalia alcanza un valor de $23 dolares.
Impacto económico del problema
Capítulo III
Propuestas, conclusiones y recomendaciones
3.1.Propuesta
La presente propuesta se enfoca en determinar el espacio necesario para redistribuir físicamente las máquinas, los equipos, materiales y los operarios, para obtener un mejor flujo del material y suficiente espacio de almacenamiento, reducir los tiempos de producción y así incrementar el nivel de la productividad.
Análisis del espacio requerido
Para calcular el espacio requerido para cada estación de trabajo de la línea productiva se utiliza el método cálculo de las superficies, este método permite determinar la superficie total necesaria según las dimensiones de las máquinas y otros factores tales como: la superficie estática, gravitacional, evolución y movimiento (ver anexo 3).
Propuesta de la Distribución de Planta
Se propone realizar una distribución en forma de U (ver figura 30), el recorrido empieza desde la recepción de la materia prima. Las estaciones y las máquinas se colocan en ambos lados (derecho e izquierdo) y en el centro va una cinta transportadora de rodillos que trasladan el material en proceso hasta las siguientes estaciones:
En el diagrama de recorrido propuesto, la flecha de color lila indica el flujo de la materia prima para realizar la capellada, la flecha amarilla indica el flujo del proceso de platilla, una vez que estas partes llegan a la estación de clasificación, donde se ordena según el modelo y talla, se envía en una caja por la banda transportadora hacia el siguiente proceso tal como lo indica la flecha verde claro hasta llegar como producto terminado.
En la nueva distribución se propone juntar las mesas de corte 1 y 2, una a lado de la otra dejando el espacio calculado mediante el método, primero se coloca la mesa grande (1,5mX0,8m) luego otra (1mx0,8m) ya que esta se lo utiliza con menos frecuencia, seguido se procede a dejar un espacio para el peatón de 50cm (ver figura 28).
Del lado derecho se colocan en forma secuencial las máquinas troqueladora 1 y 2, cosedora de plantilla, la cortadora de tiras transversal, las máquinas de coser 2, 3, 6, la estantería para almacenar producto en proceso, la mesa de clasificación y destalle, la mesa de montaje de la capellada.
Del mismo modo en el lado izquierdo de forma secuencial se distribuyen las máquinas pegadora de tiras, la cortadora de tira transversa, la engomadora y pegado de plantillas, la máquina 1, 4, 5, la cortadora de tiras longitudinal, la máquina 7, la mesa donde se coloca goma a la suela, la máquina donde se ensambla donde se coloca la suela a la sandalia, seguido mediante una cinta transportadora de 2 metros de longitud, se envía el producto a la máquina de pegado.
Por otro lado, de retorno del lado izquierdo se distribuyen la máquina automática de pegado, la máquina de enfriado rápido, la mesa de colocar los adornos y la mesa de embalaje para luego dejar almacenado el producto en las estanterías hasta que se proceda al envío hacia los clientes.
3.2.Costo de implementar la solución
Se propone solicitar la fabricación de dos bandas transportadoras una de 15 metros y otra de 2 metros.
A todas las máquinas de coser, las cortadoras de tiras en la parte de abajo se adaptará una cajonera para almacenamiento interno ya sea para herramienta, partes, entre otros tal como se observa en la figura 32.
Figura 32.Diseño de almacenamiento propuesto debajo de la máquina. Foto tomada por el autor
Se propone comprar cuatro estanterías de 4 niveles de 2 metros de largo por 0.5 metro de ancho para almacenar producto terminado ya embalado en cajas grandes. Tres estanterías de 4 niveles de 1.5 metros de largo por 0.5 metro de ancho para almacenar producto en proceso y matrices de plantillas entre otros.
Figura 33. Estantería propuesta para el almacenamiento de PT. Foto enviada por el fabricante
En la tabla 8 se describen los equipos, herramientas, mobiliarios y asesorías que son necesarios en la propuesta:
Tabla 8.- Costo total de la propuesta
Descripción Cantidad Valor Unitario Valor Total
Estanterías tipo 1 4 $250,00 $1.000,00
Estanterías tipo 2 3 $200,00 $600,00
Mesa de Trabajo estándar tipo 1 4 $150,00 $600,00
Mesa de Trabajo estándar tipo 2 3 $100,00 $300,00
Cinta Transportadora de rodillos de 15m 1 $1.700,00 $1.700,00 Cinta Transportadora de rodillos de 2m 1 $700,00 $700,00 Asesoría técnica (ing. Industrial) 1 $2.000,00 $2.000,00 Diseño de una guarda a máquinas
seleccionadas 12 $90,00 $1.080,00
Total $ 7.980,00
Información tomada de la cotización. Elaborado por el Autor.
3.3.Análisis y beneficios de la propuesta
Con la propuesta y los equipos que se plantean comprar, se obtendrá un mejor flujo de material en proceso, se reducirá la distancia de recorrido de 60 a 33,5 metros que representa un 44,2 % menos (ver anexo 5).
Se reduce el tiempo de fabricación: 16 pares de sandalias se elaboraban en 68,35 minutos, con la propuesta planteada el tiempo disminuye a 46,75 minutos, lo que representa un 31,6 % menos en base al tiempo, aumentando la producción de 14 a 19 pares de sandalias por hora.
Incremento de productividad en un 26,3 % al aumentar la producción de 112 a 152 pares de sandalias en un turno de 8 horas laborable.
Productividad = 112 unidades-día/20 hombres Productividad=5,6 unidades-hombre Productividad = 152 unidades-día/20 hombres Productividad=7,6 unidades-hombre
Mejor utilización del espacio, con la propuesta se reducirá un 18,9 % en la utilización de espacio de 174 a 141 metro cuadrados.
Se logra un orden y manejo adecuado de estaciones de trabajo, mejor utilización de las máquinas y equipos.
Con la propuesta se reducirá costo de horas extras al personal, por ejemplo, si se redujera al 50% de lo actual solo pagaría $ 1.183,01 dólares, que al año esto representa un total $14.196,10 dólares.
3.4.Evaluación Económica y Financiera
El análisis financiero y el análisis económico coinciden en asumir que las personas y las empresas pueden medir y maximizar su utilidad. A continuación, mediante análisis económico se evaluarán los costos y la utilidad de la inversión, y la evaluación financiera permitirá verificar la viabilidad del proyecto con el fin de tomar una decisión previa a la implementación de un proyecto.
3.5.Plan de Inversión y Financiamiento
3.6. Evaluación Financiera (TIR, VAN y tiempo de recuperación de inversión)
Mediante el análisis financiero se determinar el valor actual neto, la tasa interna de retorno y el tiempo en el que se recupera el capital invertido.
VAN= Valor Actual Neto TIR= Tasa Interna de Retorno
El VAN es un indicador que permite determinar si el proyecto es viable o no, trayendo al presente el valor de los flujos futuros con una tasa de interés fija y el TIR es un indicador que permite saber si el proyecto es rentable o no.
Si TIR > 0 Tasa de descuento: El proyecto es viable. SI TIR = 0 Tasa de descuento: El proyecto es postergado. Si TIR < 0 Tasa de descuento: El proyecto no es rentable.
A continuación, de acuerdo a la tasa de intereses establecida (10,21%) por el Banco Central para el sector empresarial, se proyecta el flujo de efectivo a 6 periodos tal como se observa en la tabla 9.
Tabla 9.- Proyección de los flujos de efectivos.
Información tomada de la empresa. Elaborado por el Autor.
Tabla 10.- Valor actual neto de la inversión
Información tomada de la empresa. Elaborado por el Autor
El valor actual neto es de $10.323,33 dólares, al ser un valor positivo quiere decir que el proyecto es viable.
Figura 34 Tasa interna de retorno. Elaborado por el autor.
-5.000,00
A continuación, se determina la tasa interna de retorno la cual da un valor de 42.53% tal como se observa en la figura 34, este valor dado, quiere decir que el proyecto si es rentable ya que el valor obtenido es mayor que cero.
3.7.Conclusiones
Se observa que, en la empresa, para cumplir con los volúmenes y tiempos, los colaboradores deben trabajar horas extras, lo que representa un valor mensual de $ 2.706,67, aproximadamente, de sobretiempo.
La producción en un turno de 8 horas es de 112 pares de sandalias, alcanzando un nivel de productividad de 5,6 pares-hombre.
El tiempo que se tarda en elaborar un lote de 16 pares de sandalias es de 69 minutos y el recorrido total desde que se adquiere la materia prima hasta almacenarlo como producto terminado es de 60 metros.
Se pudo observar que las causas que afectan a la mala distribución de planta son: Disposición inadecuada del centro de trabajo, Tiempo de movimiento de materiales elevado, Desorden en las estaciones, Acumulación de Material y la falta de Estandarización de tiempos.
El costo de producción de un par de sandalia es de $23 dólares.
Actualmente la línea de producción es utilizada en un 74% de su capacidad y su nivel de eficiencia alcanza un 86% en un turno de 10,5 horas. Si sólo se trabajaran 8 horas, la eficiencia bajaría a 66% y la utilización alcanzaría un nivel del 56%, esto afecta que cuando se labora más allá del horario normal (ocho horas) el costo de la mano de hora se incrementa el doble.
Con la implementación de la mejora se lograría la reducción del tiempo de fabricación en los 16 pares de sandalias se invertían 69 minutos, con la propuesta quedó demostrado que ese valor puede bajar a 46,75 minutos, esto representa un 31,6 % menos en base al tiempo, aumentando la producción de 14 a 19 pares de sandalias por hora por lo tanto el incremento de la productividad en un 26,3 % al aumentar la producción de 112 a 152 pares de sandalias en un turno de 8 horas laborable.
3.8.Recomendaciones
Se pueden mencionar las siguientes recomendaciones:
Se recomienda diseñar un sistema de almacenamiento de materia prima ya que en la actualidad los materiales no se encuentran en una aérea en específico.