Manual de elaboración del queso paipa
52
0
0
Texto completo
(2) T2a. 3 -. CEQK1. •. iQN a1o.3 JNO. /1. (,Ot c 44(. UNIVERSIDAD NACIONAL DE COLOMBIA' Instituto de Ciencia y Tecnolog(a de Alimentos 1CTA. JUNTA DEL ACUERDO DE CARTAGENA Programa Andino de Desarrollo Tecnológico para el Medio Rural - PADT - RU RAL. INVENTARIO Y DESARROLLO DE LATECNOLOGIA DE PRODUCTOS LACTEOS CAMPESINOS EN COLOMBIA. MANUAL DE ELABORACION DEL QUESO PATA. Biblioteca Agropecuaria de Colombia - BAC. I. 010100030632. Y.
(3) INDICE GENERAL PRESENTACION DESCRIPCION GENERAL........................... 1.1 Caracterización 1.2 Tipo........................................... 1.3 Apariencia externa ................................. 1.4 Apariencia interna.................................. 1.5 Aroma y Sabor ................................... 1.6 Edad en el momento del consumo..................... 1.7 Composición Química............................... 2.. CARACTERISTICAS DE LAS MATERIAS PRIMAS. 2.1 2.2 2.3 2.4 2.5. La Leche ......................................... El Cuajo ......................................... La Sal ........................................... El Calcio ......................................... El Cultivo ........................................ 3.. TECNOLOGIA DE LA ELABORACION. 3.1 Filtración de la leche................................. 3.2 Enfriamiento de la leche .............................. 3.3. Estandarización de la materia prima .................... 3.4 Pasteurización ..................................... 3.5 Premaduración de la leche............................ 3.6. Adición del cuajo ................................... 3.7 Corte de la cuajada ................................. 3.8 Agitación de los gránulos............................. 3.9 Desuerado de la cuajada ............................. 3.10 Amasado ......................................... 3.11 Salado ........................................... 3.12 Moldeado y Preprensado ............................. 3.13 Prensado ......................................... 3.14 Maduración ....................................... 3.15 Empaque......................................... 3.16 Almacenamiento .................................... 3.17 Rendimiento ....................................... 4.. GUlA DE ELABORACION. 1 3 4. 5 6 7. 9. lo 11 13 15 20 23 26 28 30 31.
(4) 36. S. CONTROL DE CALIDAD. 5.1 Las materias Primas.................................. 5.2 Control durante el proceso ...........................38 5.3 Control del Producto Final ............................39. 5.4 Algunos Defectos del Queso Paipa. 40. 6. RECOMENDACIONES SOBRE INSTALACIONES Y EQUIPOS PARA PRODUCCION DE QUESO PAIPA. 42. 7 REFERENCIAS BIBLIOGRAFICAS. .................4:6.
(5) INDICE DE CUADROS. Cuadro. 1 Composición del Queso Paipa. 4. Cuadro. 2 Características de la leche utilizada en la elaboración del Queso Paipa.. 6. Cuadro. 3 Pauta de Elaboración del Queso Paipa con leche pasteurizada.. 35. Cuadro. 4 Determinaciones que deben efectuarse a las materias primas. 37. Cuadro. 5. Cuadro. 6 Puntos críticos durante la elaboración del Queso Paipa.. 39. Cuadro. 7 Determinaciones para realizar al producto terminado.. 40. Cuadro. 8 Areas Equipos y materiales necesarios en una planta de Queso Paipa.. 43. Determinaciones para realizar a la leche del proveedor.. 38.
(6) INDICE DE FIGURAS. Figura 1 Observación de la temperatura antes de la adición del cuajo.. 12. Figura 2 Adición del cuajo.. 14. Figura 3 Observación del momento óptimo para el corte.. 16. Figura 4 Introducción de la lira horizontal.. 18. Figura 5 Moviendo la lira vertical en la tina.. 19. Figura 6 Agitación de la cuajada después de cortada.. 21. Figura .7 Retirando la cuajada para ser amasada.. 22. Figura 8 Amasado de la cuajada.. 24. Figura 9 Niño "calentando" un queso.. 25. Figura io Prensado del Queso Paipa.. 27. Figura 11 Quesos madurando.. 29.. Figura 12 Queso Paipa defectuoso.. 41. Figura 13 Distribución de una planta de Queso Paipa.. 45.
(7) PRESENTACION. El presente manual , parte de una serie de publicaciones producidas en el marco del Proyecto de Investigación "INVENTARIO Y DESARROLLO DE LA TECNOLOGIA DE PRODUCTOS LACTEOS CAMPESINOS EN COLOMBIA", ejecutado por el Instituto de Ciencia y Tecnología de Alimentos - ICTA, de la Universidad Nacional de Colombia, como parte del Programa Andino de Desarrollo Tecnológico para el Medio Rural PADTRURAL, de la junta del Acuerdo de Cartagena, con los auspicios de la Comunidad Económica Europea. El proyecto de Investigación contó con la participación de las siguientes personas: Carlos Espinal Gómez ¡ng. Agrícola MS. Jefe Técnico Nacional JUNAC - PADT - RURAL Fabritzio Almanza Ing. Agrónomo - Investigador Eduardo Alberto Barrera Sierra Zootecnista - Investigador Pilar Meléndez Mejía Microbióloga - Investigadora Yolanda Niño de Onshuus Química MS Investigadora. 1.
(8) Alvaro Rodríguez Calderón Ing. Agrícola MS-Investigador Con la colaboración de: Antonio Betancourt W. Angel Augusto Castro Margarita María Jaramillo Jairo Moreno O Omar Arnoldo Rivera Pineda Blanca Schroeder Carmenza de Solórzano El presente manual fué escrito por Yolanda Niño de Onshuus. 2.
(9) 1. DESCRIPCION GENERAL. 1.1. Caracterización. El Queso Paipa es el único queso típico Colombiano que incluye algo de maduración, está elaborado con leche fresca y su proceso inicial es muy similar al de la elaboración del Queso Prensado. Se produce en el Departamento de Boyacá, específicamente en las regiones correspondientes a los municipios de Paipa, Belén, Santa Rosa, Socha y Cerinza. 1.2 Tipo El Queso Paipa se puede clasificar como un queso semimadurado, esta característica lo hace más duradero que los otros quesos típicos colombianos. Presenta un contenido promedio de grasa en base seca de 40.8 0 / 0 y de humedad en el queso desengrasado de 604 0 /0• De acuerdo a la clasificación FAO / OMS (de junio 1978) corresponde a un queso semiduro con contenido mediano de materia grasa. 1.3 Apariencia Externa Al final del tiempo de maduración, el queso Paipa se presenta como un producto de color amarillo pálido, levemente brillante, con corteza algo corrugada que puede medir hasta 5 milímetros de espesor. La forma tradicional del queso Paipa es la cilíndrica de 20 Kg; pero también se encuentran la rectangular de 15 kg y cilíndricas pequeñas de 1, 2 y 5 kg.. 3.
(10) 1.4 Apariencia Interna. -. Este queso presenta una textura semidura, seca, ligeramente friable (que no se deshace fácilmente cuando se frota entre los dedos), sin arenosidad, con ojos que pueden ser de tipo mecánico, de levadura (pequeños e irregulares) o de coliformes (pequeños, de superficie lisa y de forma alargada o redonda). 1.5 Aroma y Sabor El Queso Paipa se caracteriza por presentar un aroma ácido y rancio relativamente fuertes. El sabor predominante es el ácido en intensidad moderada, le siguen en importancia el salado y el amargo. 1.6 Edad en el Momento del Consumo Por lo general el Queso se consume entre la tercera y la cuarta semana de producido. El queso tradicional era mantenido en bodega madurando durante este lapso de tiempo. Con el propósito de bajar costos, los fabricantes en la actualidad están ensayando disminuír este tiempo a una o dos semanas. 1.7 Composición Química Los análisis de ocho muestras de queso Paipa llevados a cabo entre los días 12 y 20 de maduración dieron en promedio los resultados presentados enelcuadro 1. CUADRO 1 Composición Promedio del Queso Paipa Contenido de grasa Grasa en materia seca b/01 Humedad % Humedad en Queso desengrasado % Sólidos totales % Proteína % Proteína en base seca Contenido de sal % Acidez (como ácido láctico) % pH 4. Valor Promedio 21.46 40.82 47.43 60.39 52.57 24.30 46.22 2.1 1.1 5.21.
(11) 2- CARACTERISTICAS DE LAS MATERIAS PRIMAS. 2.1 La Leche Como sucede con la producción de cualquier tipo de queso, si se desea obtener un producto de buena calidad, se debe utilizar leche proveniente de vacas sanas, bien alimentadas, ordeñadas higiénicamente, recibida en recipientes limpios y transportada lo más pronto posible a la planta procesadora, si no se dispone de manera de enfriarla. El fabricante de quesos debe saber que además de las buenas condiciones higiénicas, la calidad de la leche está también muy influenciada por su composición, la cual él debe conocer. Por ejemplo, si la leche es rica en proteínas, el rendimiento del producto obtenido será mayor y por lo tanto las ganancias. Un alto contenido de grasa, hará posible la producción de crema o de mantequilla, lo cual también mejorará sus ingresos. El Queso Paipa se elabora con leche de vacas de la región, de diferente contenido de materia grasa. De las visitas realizadas a las plantas, se llegó a la conclusión de que la leche materia prima para la producción del Queso Paipa presentó en promedio las características expresadas en el cuadro 2.. 5.
(12) CUADRO 2 Características de la Leche Utilizada en la Elaboración del Queso Paipa Característica. Promedio. Acidez en grados Thorner (° Th) ) Contenido de materia grasa % Sólidos totales % Proteína % pH Células somáticas Reductasa (horas). 17.8 3.28 11 .54 3.12 6.52 1.2 x 10 1.1. 0 T = mililitros de soda O. 1N necesarios para neutralizar 100 ml. de leche.. 2.2 El Cuajo El cuajo es básicamente úna enzima, o compuesto de tipo proteínico, obtenida del cuarto estómago del ternero lactante: la renina. Las preparaciones modernas inclu yen otras enzimas que son capaces de producir la coagulación de la leche, tales como la pepsina del bovino adulto y del cerdo y otras producidas por microorganismos, como la renilasa. En las plantas visitadas se encontró que utilizaban el cuajo en forma sólida, sea en polvo o pastillas y también en forma líquida. Las pastillas son disueltas en agua con una cantidad de sal aproximadamente igual al peso del cuajo. La cantidad de cuajo a utilizarse, depende de la fuerza del mismo, la cual debe ser analizada en las plantas, antes de dosificarlo a la leche. Porque si se adiciona exceso, el producto puede resultar con sabores amargos y si la cantidad es insuficiente, el tiempo de cuajado demora demasiado. La técnica para efectuar esta determinación, se encuentra indicada en el Manual de Control de Calidad de esta misma serie. En ninguna de las plantas visitadas llevaban a cabo esta determinación.. 6.
(13) El cuajo es inactivado a las temperaturas normales de pasteurización, muestra su mayor estabilidad a un pH de 4.0 y es inestable a la luz, por lo que debe ser guardado en recipientes oscuros y protegido del sol. 2.3 La Sal La sal es importante en el Procesamiento de quesos porque inhíbe el crecimiento de muchos microorganismos, ayuda en el control de la acidez y la humedad y mejora el sabor, la textura y la apariencia. 2.4 El Calcio. Aún cuando la leche cruda normal, contiene suficiente cantidad de calcio en solución, para producir una coagulación apropiada, en la elaboración de quesos, algunas veces, cuando la leche se pasteuriza una parte del calcío se precipita y se inhabilita para formar la cuajada; entonces se hace necesario adicionarlo a la leche en forma de alguna sal, como el cloruro de calcio en una concentración inferior al 0.02% 2.5 Cultivo Láctico La calidad sanitaria de los quesos se mejora, cuando se utiliza para su producción leche pasteurizada en lugar de leche cruda. Para el productor de quesos es importante conocer que el proceso de pasteurización afecta de diferentes maneras las características de la leche utilizada en la producción de quesos. Uno de los efectos está en la solubilidad del calcio que fué mencionado en el parágrafo 2-4. Otro efecto de la pasteurización en la leche utilizada para la producción de quesos madurados es que además de destruír la flora patógena presente en ella, elimina también algunos de los microorganismos responsables de la maduración y por lo tanto es necesario adicionarlos, si se quiere obtener un producto con las características organolépticas deseables. De los estudios realizados en el ICTA se deduce que las características del queso Paipa son producto de la acción entre otras, de microorganismos del tipo Streptococcus, Lactobacillus y Leuconostoc que se encuentran en la leche, los utensillos y el ambiente donde se produce. Sinembargo todavía es necesario estudiar más profundamente este tema para poder llegar a una conclusión definitiva. 7.
(14) Pero el productor actual de queso Paipa puede preparar su cultivo de la siguiente manera: -- Guardar un poco de la leche de la cual haya obtenido un queso de buena calidad. - Dejarla acidificar al ambiente y tomarla como cultivo inicial. - Esterilizar leche descremada para hacer el cultivo industrial e inocularla con un poco (1 - 2%) del cultivo inicial. - Con el cultivo anterior fresco se puede inocular la leche para la producción del queso, utilizándolo en una cantidad de aproximadamente el 1%.. 8.
(15) 3. TECNOLOGIA. 3.1. La Filtración. Debido a las malas prácticas higiénicas durante el ordeño, la leche se contamina con estiércol tierra y pelos de la vaca. Todas estas partículas llevan consigo bacterias que contaminarán más la leche, mientras mayor tiempo estén en contacto con ellas. Es por esto que se recomienda realizar un filtrado de la leche en la misma finca para disminuir la contaminación. De todas formas, al llegar la leche a la planta procesadora se realiza una nueva filtración y esta vez se pueden utilizar filtros más finos, con el fin de retener las partículas más pequeñas que pasaron en el filtrado previo. Después de la filtración, la leche se recibe en tanques de acero inoxidable o de madera y se procede a su estandarización. En la mayoría de las plantas visitadas utilizan para filtrar, telas de nylon, plástico o acero inoxidable. Los filtros deben lavarse y desinfectarse por lo menos una vez al día. Las lonas y lienzos de algodón tienen el inconveniente deque pueden enmohecerse y dificultar su desinfección. 3.2 Enfriamiento y Almacenamiento de la Leche Si la producción del Queso no se va a efectuar tan pronto se recibe la leche, es necesario enfriarla para que no haya degradación de ella sea por los microorganismos que contiene o por las enzimas propias del productc.. 9.
(16) No es muy conveniente, desde el punto de vista técnico el enfriamiento de la leche cruda porque el rendimiento disminuye debido a la solubjjjzacjón del calcio y el fósforo. Además, la producción de enzimas proteolíticas y lipolfticas resistentes al calor, de las bacterias sicrófilas, hace que éstas actuén sobre el queso, desmejorando sus características sensoriales. 3.3. Estandarización de la Materia Prima Con el fin de obtener un producto de características constantes, es necesario trabajar siempre con leche de las mismas características o por lo menos muy similares. En las visitas realizadas se observó que la leche para producir el queso Paipa era estandarizada en cuanto a su contenido de grasa entre 2.8 y 3%. La leche de la región tiene por lo general, mayor contenido de grasa, por lo que se requiere un descremado que puede hacerse con la ayuda de una descremadora o manualmente, retirando la crema que sube naturalmente a la superficie cuando la leche se mantiene en reposo durante algún tiempo, fenómeno que se denomina cuchareo. Las descremadoras por lo general están estandarizadas en litros / hora de leche que descreman. Entonces, de acuerdo a la cantidad de grasa que se debe extraer se pasa leche por la descremadora durante cierto tiempo, suponiendo siempre que la eficacia del aparato para descremar es del 100%. Por ejemplo: Se tienen 1.200 litros de leche con un contenido del 3.4% de materia grasa para elaborar queso Paipa y una descremadora de 400 litros/hora. El contenido de grasa que estos 1.200 litros deben tener es del 3%;o sea que se deben retirar: 1.200/100 13,4 - 3,0) = 4,8 kilos de grasa. Esta cantidad de grasa está contenida en: 100 x 4,8/3,4= 141,2 litros de leche, los cuales demoran: 60x141.2/40021,18 minutos en pasar, y este es el tiempo que la leche debe descremarse. 3.4 Pasteurización La pasteurización e el proceso mediante el cual se eleva la temperatura con el fin de matar o inactivar los microorganismos indeseables en las produetos alimenticios.. 10.
(17) Algunas veces, especialmente si la temperatura es demasiado alta, la pasteurización afecta la calidad de la leche para la producción del queso. Un ejemplo es la inhabilidad que presentan los iones calcio para formar caseinato de ca l cio en la formación de la cuajada. Esta es la razón por la cual se aconseja aplicar la técnica de la pasteurización lenta (63 1' U durante 30 minutos), a la leche destinada a la producción de quesos o adicionar calcio en la forma de cloruro para suplir la deficiencia de iones calcio que pudo haberse producido durante el proceso. De acuerdo a FAO (2), la pasteurización tiene las siguientes ventajas en la elaboración del Queso: - "Destruír el l00%de las bacterias patógenas que existen en la leche y el 99% de las saprófiticas. - Destruír las bacterias del grupo E coli, las levaduras y algunas enzimas de la leche. Controlar más fácilmente los métodos de producción y la velocidad de maduración -- Producir Queso estandarizado todo el años - Obtener productos de más larga conservación - Aumentar ligeramente el rendimiento Dism mu fr a preciahiemen te la producción de queso de inferior calidad''. 3.5. Premaduración de la Leche 1 ,7,11 la cia horación técnica del queso madurado, existe un paso en el proceso que se denomina PREMAD URA ClON. Consiste en a) adicionar el cultivo, que es el que produce las características propias del queso y h) llevar la leche a una teiliperamura óptima para Cl crecimiento de los microorganisiflos adicionados \ mantenerla hasta el desarrollo de cierta acidez. F.s necesario agitar 1111.1Y hien el CLIII ivo antes de adicionarlo para evitar que queden grumos, porq Lic estos pueden aparecer en el queso. formar una fermentación dispareja en la cuajada y afectar el color del producto. Después de adicionar el cultivo, también es necesario agitar la leche, para asegurar que quede bien d istru ibu ído. 11.
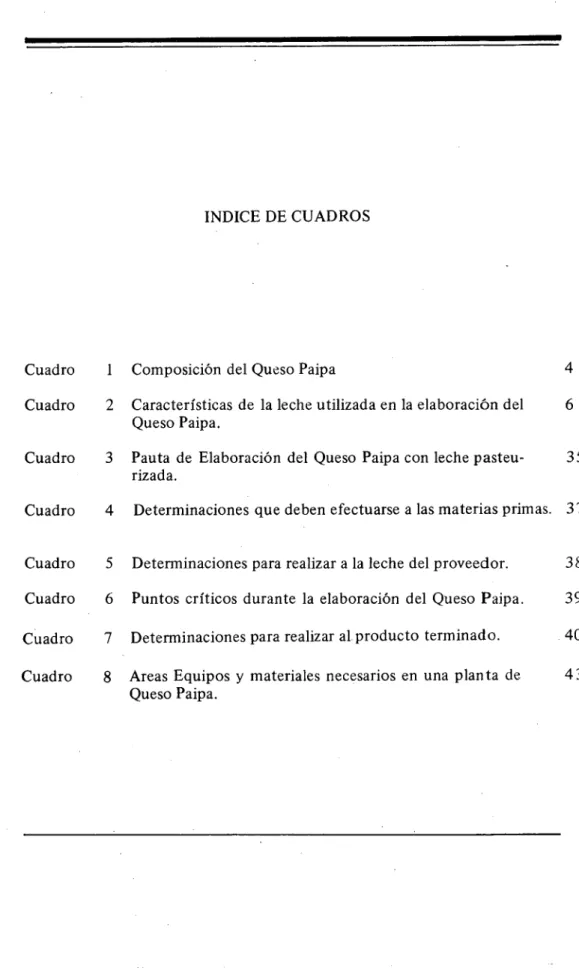
(18) -,. Fig. 1. 12. 1. 1. Observación de la temperatura antes de la adición del cuajo.
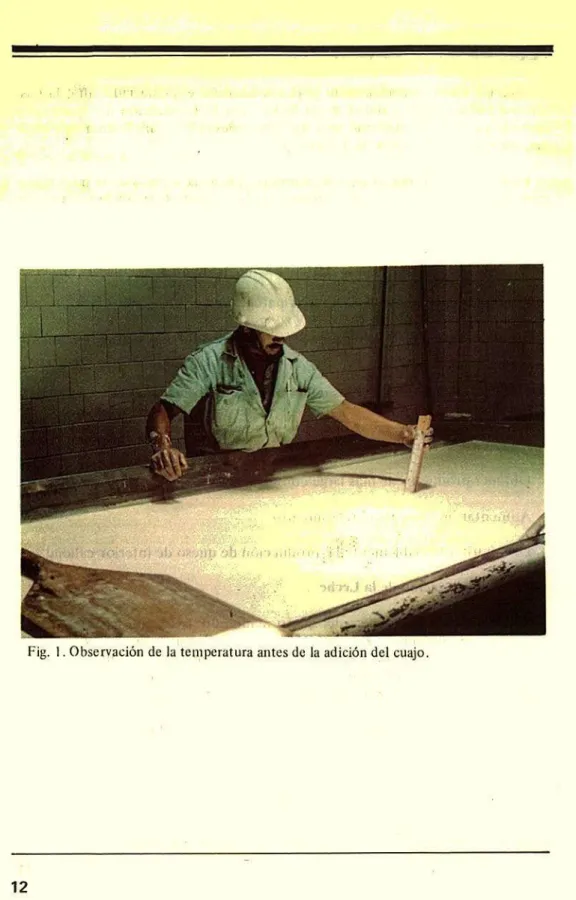
(19) En las visitas realizadas se observó que en la eh boración de Queso Paipa este paso es denominado "calentamiento de la leche" y para ello utilizan o bombillas de alto voltaje o agua caliente a través de las camisas de las tinas, en las más tecnificadas. La temperatura es llevada hasta aproximadamente 32° C el tiempo requerido es de 30 minutos y la acidez de la leche llega a 18 - 190 Th. 3.6. Adición del Cuajo y Coagulación de la Leche Una vez que la leche tenga la temperatura y acidez recomendadas se procede a adicionar el cuajo. Antes de adicionar el cuajo a la leche, es necesario controlar varios factores importantes que influyen en la tecnología de la elaboración del queso, tales como la fuerza o actividad del cuajo. FAO (3) aconseja: - "Verificar con exactitud la cantidad de leche - Verificar rigurosamente la temperatura de la leche - Pesar o medir la cantidad exacta del cuajo - En el caso de cuajo líquido agregar 4 o 5 veces su volumen de agua limpia y fría. Cuando se usa cuajo en polvo, éste se diluye en 40 6 50 veces su peso de agua, y se agrega igual peso de sal qúe de cuajo (la sal facilita la dilución del cuajo), asegurándose asf una buena distribución de él en la tina. La dilución del cuajo debe hacerse justo antes de agregarlo a la leche; ya que las enzimas pierden rápidamente su fuerza de coagulación estando diluídas, especialmente si por casualidad el recipiente presenta restos de detergente o colorante que suben el pH de la solución a más de 9.0". En las visitas realizadas se observó que no se tuvo cuidado con relación a la cantidad de cuajo agregado. De acuerdo a la fuerza del cuajo utilizado, unas veces agregaron menos y otras veces más de la cantidad necesaria, porque ellos no evalúan la potencia. Como margen de seguridad se puede agregar más del cuajo necesario pero debe tenerse presente que el exceso puede producir sabores amargos y aumenta los costos de producción. Cuando la cantidad de cuajo es insuficiente el tiempo de coagulación se aumenta. Inmediatamente después de agregar el cuajo, se debe agitar la leche para que su distribución sea uniforme. Se aconseja continuar el movimiento durante 4 a 6 minutos. 13.
(20) 4 -'-. Fig. 2. Adición del cuajo.. 14. nqik4. -' -..
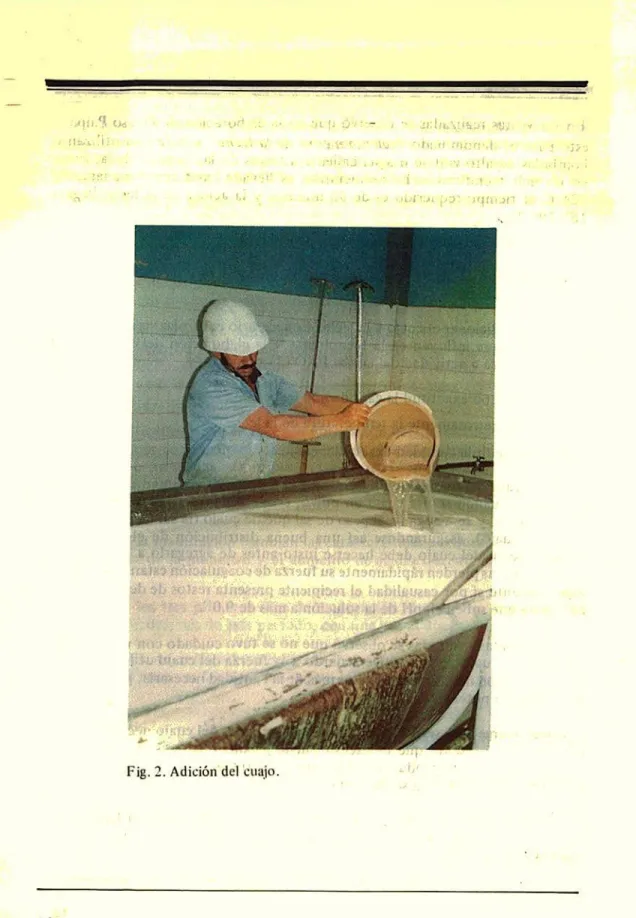
(21) Después de este período la leche debe mantenerse quieta pees se ha con)probado que aún las vibraciones de maquinaria pesada en movimiento, en las cercanías, puede evitar el desarrollo de una cuajada compacta y hongnca. En las visitas realizadas a las plantas se observó que el tiempo de coagulación se encontraba entre 45 y 60 minutos. La temperatura de coagulación influye en la dureza de los quesos. Quesos blandos requieren temperaturas más bajas y los duros temperaturas ni5s altas. Con el fin de obtener un producto uniforme es importante que la librica, de acuerdo a las especificaciones de dureza establecidas, defina la temperatura de cuajado óptima deseada y siempre trabaje con ella. En las plantas visitadas se encontraron temperaturas de cuajado que variaron entre 28 0 y 37°C. 3.7 Corte de la Cuajada El momento óptimo de iniciación del corte, es cuando el gránulo tiene la firmeza adecuada; porque los gránulos débiles producen dispersión de la cuajada y menores rendimientos, mientras los gránulos demasiado duros son difíciles para cortar haciendo más difícil su uniformidad. Para este tipo de queso el momento en que está lista la cuajada para ser cortada es "cuando la cuajada presenta un corte limpio con aspecto de porce-. lana, sin adherencia de partículas y el suero que salga debe ser casi transparente "(3). Se puede observar al insertar un termómetro (5) o hacer el corte con un cuchillo y levantar la cuajada abriéndolo (3). También se puede evaluar observando '?a forma y aspecto que presenta la cuajada que se despega de. la tina por la presión de la mano: La cuajada debe separarse con facilidad, dejar partículas adheridas a la pared ".. Este control lo efectúan algunos técnicos, en la producción del queso Paipa. "El corte prematuro de la cuajada o su desmenuzamiento en vez de corte, aumenta la pérdida de grasa y caseína en el suero" (2). 15.
(22) Fig. 3. Observación del momento óptimo para el corte.. 16.
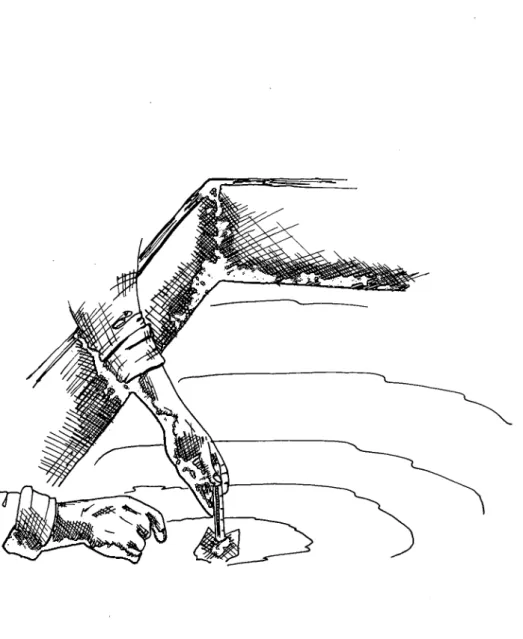
(23) El tamaño del grano en que es cortada la cuajada tiene una influencia definida en la velocidad de salida del suero y por lo tanto en la humedad fi-' nal del queso. Los Quesos húmedos se cortan en gránulos grandes y los secos, normalmente en gránulos pequeños. "Cuando el tamaño de los gránulos no es uniforme, parte de ellos, los de menores dimensiones, quedan con menos humedad, más elásticos y con menor acidez final; mientras que los de mayor tamaño quedan nás blandos, más llenos de suero y presentarán al final, acidez más alta. El queso entonces podrá presentar centros ácidos y puntos de exagerada fermentación coi color blanco y textura friable" (2) En las visitas efectuadas a las plantas elaboradoras de queso Paipa, se observó que el tamaño de los gránulos no podía ser uniforme porque la lira vertical utilizada era movida en diferentes sentidos sin tener cuidado de que el corte fuese en ángulo recto, de allí que el queso obtenido presentara puntos de diferente composición y distintas características sensoriales. Se observó en las visitas efectuadas que el tamaño del espacio entre alambres en las liras variaba de 0.5 a 1 cm. Para cortar la cuajada en una tina de queso rectangular se puede proceder como lo describe Kosikowski (5): -'Insertar cuidadosamente una lira horizontal en el extremo largo de la tina hasta que llegue al fondo de ella con un movimiento de rotación (ver fig. 4) - Sostener la lira recta y empujar con firmeza hacia el extremo opuesto tocando el fondo de la tina. Sacar la lira, correrla una anchura, e introducirla de nuevo sobreponiendo un poquito el anterior carril. - Continuar cortando toda la masa hasta que toda quede cortada en tiras. La lira horizontal se usa para cortar en un sólo sentido, no se utiliza para cortar transversalmente. - Después insertar la lira vertical y moverla de la misma forma cuidadosa, a lo largo de la tina, sacar y volver a insertar hasta que se ha cortado toda la masa (ver fig. 5) Remover la lira e introducirla para cortar transversalmente la cuajada. De esta manera la cuajada queda cortada en cubos de tamaño igual al espacio entre los alambres de las liras utilizádas. -. 17.
(24) Fig. 4. Introducción de la lira horizontal.. 18.
(25) Fig. 5. Moviendo la lira vertical en la tina.. 19.
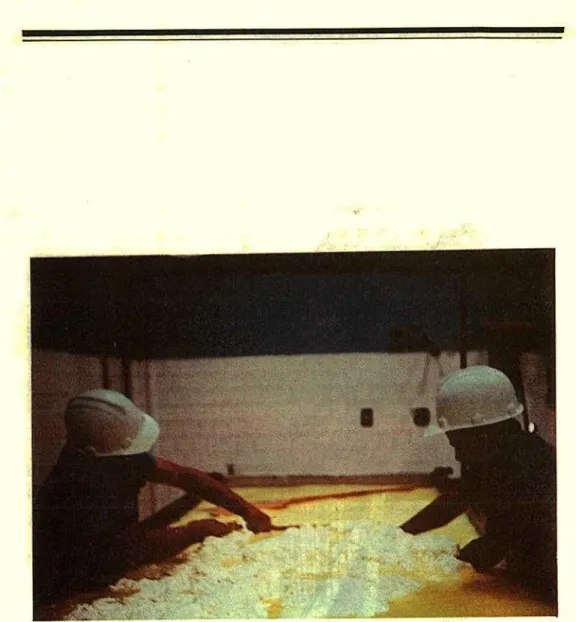
(26) 3.8 Agitación de los Gránulos Agitación propiamente dicha no se efectúa en el proceso de elaboración del queso Paipa: pero el mover la cuajada cortada para agruparla en el fondo de la tina, empujando suavemente con cestillos (ver fig. 6) hace que se produzca en efecto similar al producido con los agitadores mecánicos. Las temperaturas después del corte afectan la textura del queso porque influyen en el desarrollo de la acidez y la eliminación del agua. Se observó en las visitas que el tiempo utilizado en esta operación variaba entre 20 y 30 minutos y la temperatura entre 28 y 36°C 3.9 Desuerado de la Cuajada El suero puede ser separado de la cuajada de diferentes maneras: a) sacando el suero, después de sentada la cuajada, utilizando un sifón o baldes; b) abriendo la salida del fondo del tanque que la posea, después de colocar un tamiz que impida la pérdida de cuajada; o c) retirando la cuajada por medio de palas. Es más apropiado técnicamente disponer de tanques con salida en el fondo (b),pues la operación es más rápida y sencilla. La acidez del suero determina el momento de iniciar la separación, ya que ella va a influir en la calidad de la textura de la cuajada. Se ha obervado que la temperatura utilizada en esta operación influye en el drenaje del suero. En las visitas realizadas a las fábricas de queso Paipa se observó que retiraban el suero con ayuda de un sifón y a veces con baldes y la cuajada con canastos o lienzos. El suero retirado presentaba una acidez que varió entre 12 y 15 0 Th y contenía entre 0.5 y 0.7% de.materia grasa. La temperatura observada en este proceso estuvo entre 28 y 36 °C y el tiempo utilizado fué de 20 - 30 minutos.. 20.
(27) Fig. 6. Agitación de la cuajada después de cortada.. 21.
(28) Fig. 7. Retirando la cuajada para ser amasada.. 22.
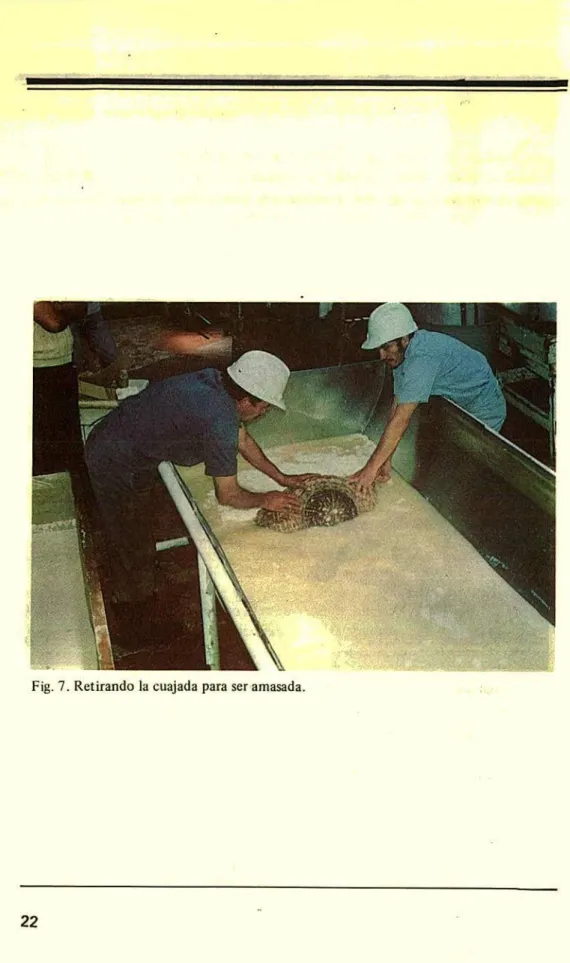
(29) 3.10 Amasado El amasado de la cuajada incluye un tratamiento del producto durante un período de tiempo después del desuerado, que permite la acumulación de ácido láctico para cambiar la cuajada químicamente. Según sea manejado el producto este período influye definitivamente en su textura final y en el desarrollo de las características químicas y microbio lógicas apropiadas para la maduración. En la elaboración del queso Paiia, la cuajada colocada en mesas de madera, es cortada en tiras grandes (aproximadamente de 20 cm. de ancho), con la ayuda de un machete, para luego desmenuzarla con las manos. En esta operación se libera suero, con alto contenido de grasa (1.3 1.4%) y una acidez titulable de 18 1 Th, el cual se recoge para ser utilizado más tarde de diferentes maneras. El tiempo total utilizado se encontró ser de 20 minutos. 3.11 Salado El salado del queso, mejora el sabor, la textura y la apariencia. La sal reduce la fermentación ácida que debe haber llegado a su cantidad óptima y suprime el crecimiento de microorganismos de descomposición. También reduce la humedad y sirve para controlarla en el producto final. La sal debe adicionarse uniformemente para evitar apariencia veteada. El salado en la fabricación del queso Paipa se efectúa simultáneamente con el amasado, rociándola sobre la cuajada cuando esta es molida con las manos. La cantidad agregada de sal en las plantas visitadas varió entre 250 y 6 11 gramos por cada 100 litros de leche procesada con un promedio de 2.15% en la cuajada. 3.12 Moldeado y Preprensado En la tecnología de elaboración del queso Paipa la cuajada amasada con sal, es colocada en moldes de madera o de pvc forrados con un lienzo, con el fin de que adquiera la forma deseada.. 23.
(30) ». ?,. Fig. 8. Amasado de la cuajada.. 24. .,. 1. ...
(31) Hg. 9. Niño "calentando" un queso.. 25.
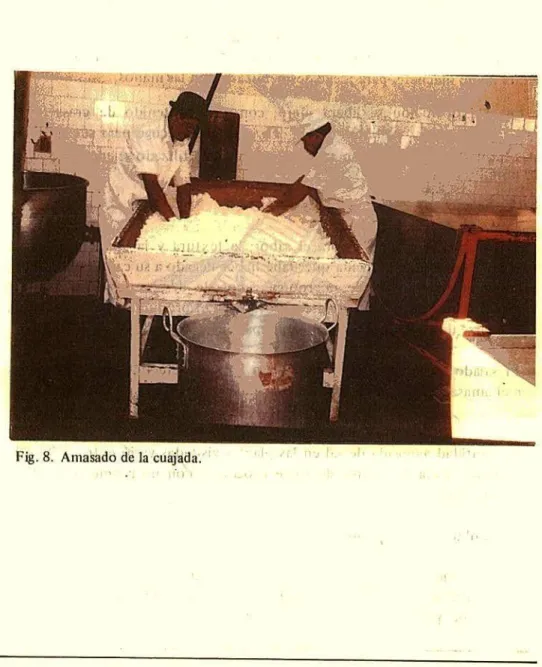
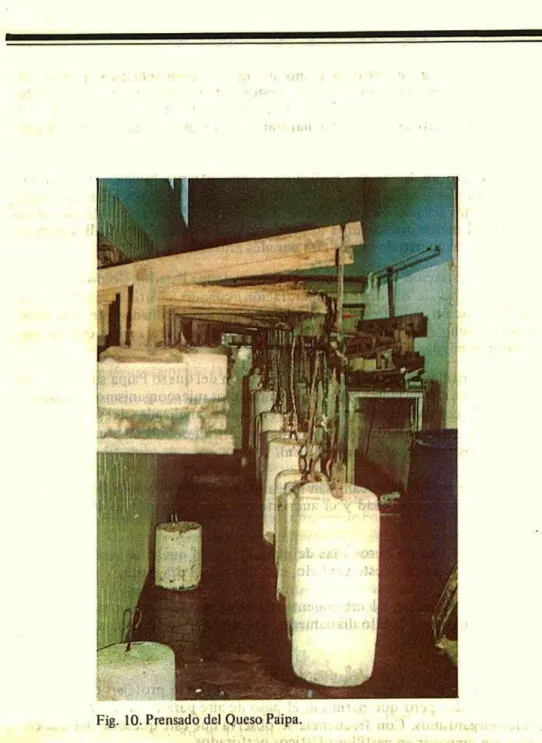
(32) La temperatura de moldeo encontrada fué la ambiental de cada fábrica. Esta técnica de moldear después de amasar la cuajada y su consiguiente enfriamiento hace que el queso terminado posea un gran número de ojos pequeños e irregulares. Al aumentar la temperatura, el queso se hace más compacto y esto parece que es lo que pretenden en las plantas visitadas con lo que llaman "calentamiento del queso". En este punto del proceso, una persona abraza un queso en molde o se sienta sobre un grupo de moldes,hasta que el producto adquiera "corteza" (entre 1 5 y 20 minutos por cada caray En una de las fábricas visitadas se reemplazó, el anterior procedimiento, por un calentamiento del queso moldeado, con suero o agua caliente y su co locación en prensa suave (1.96 kg/dm 2 ) durante 15 minutos. 3.13 Prensado. La acción del prensado imparte al queso su forma característica y su texturatura compata, saca el suero libre y completa la unión de la cuajada. Se observó en las fábricas visitadas, que el queso Paipa se prensaba de un día para otro (12 a 18 horas) con una fuerza promedio de 33.8 kg/dm2, casi siempre con prensas mecánicas (ver fig. 10) 3.14 Maduración. Son quesos madurados aquellos expuestos a temperaturas y humedades controladas para permitir que las bacterias y las enzimas transformen la cuajada fresca en queso con sabor, textura y apariencia específica. La maduración ofrece oportunidad a los microorganismos y las enzimas, presentes en la cuajada, de hidrolizar la grasa, proteínas, lactosa y otros componentes. Este rompimiento, produce un cuerpo más suave y un olor y sabor aromáticos, a medida que la proteína rígida insoluble se cambia a formas nitrogenadas solubles, y la grasa se rompe parcialmente en glicerol y ácidos grasos. El oxfgeno disponible es pronto consumido por las bacterias y el interior pronto cambia del estado aeróbico al anaeróbico. La lactosa es convertida en otros componentes y pronto sólo hay trazas de ella.. 26.
(33) •. ;-: y. JI. Ii•-.--. Fig. 10. Prensado de) Queso Paipa.. rl. '. ji1f;. &;Iilil. -. 27.
(34) El queso Paipa se clasifica como un queso semimadurado; porque el producto ya prensado, es colocado en bodega en estantes de madera, durante un período de tiempo que varía entre 10 20 días a temperaturas (15 -20 °C) y humedades relativas (65 - 701/5) naturales de la región donde se hace su producción. Aun cuando en las visitas realizadas se encontraron bodegas de maduración en corredores abiertos, se aconseja que éstas sean lugares cerrados, con paredes lo más aisladas que sea posible. Por esta razón es entendible que se rumore que el mejor queso Paipa lo produce un fabricante que utiliza para su maduración en cuarto de adobe con paredes gruesas. La Administración de Alimentos y Drogas de los Estados Unidos exige un tiempo mínimo de 60 días de maduración, cuando se utiliza leche cruda en la fabricación del queso. Parece que tienen comprobado que este es el tiempo mínimo que necesitan las bacterias lácticas para acabar con las patógenas que puedan estar presentes. Como se utiliza leche cruda en la fabricación del queso Paipa su tiempo de maduración es demasiado corto para eliminarlos microorganismos patógenos y esto pudo comprobarse porque en las muestras analizadas del producto, se encontraron microorganismos coliformes en el orden de 10 por gramo y en algunos casos éstos eran de origen fecal. Durante la maduración cambian las características del queso. Es notoria la disminución de la humedad y el aumento de acidez durante las dos primeras semanas. Durante los tres primeros días de maduración el queso se voltea dos vedes -cada día; después de este período, con una vez al día basta. Con el fin de evitar el crecimiento de hongos o de otros organismos indeseables,el queso es lavado diariamente con suero fresco o agua salada. 3.15 Empaque El queso se debe comercializar en empaques que lo protejan del polvo y otras suciedades pero que permitan el paso de aire para evitar el crecimiento de microorganismos. Con frecuencia se observa que este queso se maneja colocado sin empacar en cestillos plásticos perforados. Con las formas pequeñas, se está iniciando la práctica de envolverlas en polietileno, pero hasta el momento no se tienen datos acerca de la evaluación de esta técnica.. 28.
(35) Fig. 1 1 Quesos madurando.. 29.
(36) 3.16 Almacenamiento Una vez el queso haya alcanzado el grado óptimo de maduración, debe colocarse a temperatura de nevera (40 - 100 C) con el fin de inhibir el desarrollo de los microorganismos y la acción de las enzimas. 3.17 Rendimiento En el estudio realizado se encontró un rendimiento promedio del 9% con datos que varian entre el 7.1%, y el 11.3%. El rendimiento se puede mejorar si se utilizan liras en las dos direcciones (horizontal y vertical) para efectuar el corte cuidadosamente, evitando la formación de gránulos muy pequeños ' y de diferente tamaño.. 30.
(37) 4- GUlA DE ELABORACION Teniendo en cuenta las bases técnicas y las prácticas observadas durante las visitas a las plantas, se presentan dos guías para la elaboración del Queso Paipa, con el fin de ofrecer a los fabricantes la oportunidad de mejorar la calidad sanitaria de su producto y posiblemente mejorar sus ingresos. Para mayor facilidad las cantidades establecidas se dan por 100 litros de leche. 4.1 Diagrama de Flujo del Proceso para elaboración de Queso Paipa con leche Pasteurizada.. FLUJO. PARAMETRO DE PROCESO. 1.. LECHE CRUDA FRESCA. Acidez , 16 - 18 0 Th. pH-6.6.-6.7 Materia grasa % 3.3. t 0.4. 2.. FILTRACION. 3.. 4.. 6. 1. SEPARACION. ESTANDARIZACION. Materia grasa %: 3.00.1. PASTEURIZACION. Temperatura: 60 0 - 630C Tiempo: 30 minutos. ENFRIAMIENTO. INOCULACION DE CULTIVO 7 ADICION DEL CLORURO DE CALCIO. Temperatura: 30 - 320C Cantidad de cultivo 1% 10 - 20 gr. de cloruro de Calcio. 31.
(38) 8.1 9.. io.. MEZCLADO. Acidez 18- 190Th pH 6.5 -6.7. MADURÁCION DE LA LECHE. L. ADICION DEL CUAJO. 1 a 1.5 g. de fuerza: 1: 100.000... LAGITACION. 12. REPOSO PARA EL CUAJADO. 13. CORTE. 14. L. Tiempo: 4-6 minutos. Temperatura: 32 0 C Tiempo: 45 -60 mm.. Suero liberado: acidez: 13 0 Th pH: 6.5 Materia grasa: 0,40% Tamafio del espacio entre los hilos: 1.0cm. Temperatura: 32±1 0 C Suero Materia grasa.menos de 0.50% Acjdez1O.5 - 11.5 0 Th. pH 6.4 -6.5. AGITACION Y DESUERADO. Tiempo: 30 minutos.. 15.. AMASADO Y SALADO. 16.. MOLDEADO. 17.. ler. PRENSADO T-. 18.. 32. 2do. PRENSADO. Sal: 2,0 Temperatura 30 t 2 0 C. Tiempo: 20 minutos.. Temperatura: 30 0 C. 1. Fuerza: aprox 5 kg/dm2 Tiempo 15 minutos en cada cara,. Fuerza: aprox 12kg/dm2.
(39) 19,. 20,. 3er. PRENSADO. Fuerza: 34 kg/dm2 Tiempo 12 horas. MADURACION. Temperatura: 15 - 200 C; Humedad Relativa 65-70% Tiempo: mínimo 15 días; Dos volteos/día los primeros tres días, después 1 volteo/día. -. 4.2 Diagrama de flujo del Proceso para la elaboración de Queso Paipa con leche cruda. PARAMETROS DEL PROCESO. FLUJO 1.. Acidez: 16- 180 Th. pH: 6.6. - 6.7. LECHE CRUDA FRESCA. 2. 1. FILTRACIO?. 3. 1. SEPARACION. 4.. ESTANDARIZACION DE LA MATERIA GRASA. S.. INOCULAC ION DEL CULTIVO -. 6.. MEZCLADO. 7. MADURACION. 8.. ADICION DEL CUAJO. Materia grasa %:3.0. 1. Temperatura: 30-32°C Cultivo: 1%. Acidez: 18 - 19 0 Th. Tiempo 30 minutos. Cuajo: Cantidad según la fuerza 1 - 1.5 gr. para 1:100.000. 33.
(40) 9.. AGITACION. Tiempo: 4 -6 min.. 1. jof 11.1. 12.. REPOSO PARA EL CUAJADO. CORTE. AGITACION Y DESUERADO. 13. AMASADO Y SALADO. Temperatura: 320 C Tiempo 45 -60 minutos. Tamaño del espacio entre hilos: 1 cm. Suero liberado: acidez: 13 0 Th. pH:6.5 grasa: 0.5% Temperatura: 3210 C Tiempo: 30 minutos Suero: acidez 10.5 - 11.5° Th pH:6.4 -6.5 grasa: menos de 0.5% Temperatura: 30 + 20C. Cantidad de sal: 2.0 t 0.1%. 1. 14. MOLDEADO. ler. PRENSADO. 16.. 17.1. 18.. o. PRENSADO. 3er. PRENSADO. MADURACION. 34. Fuerza: 5 kg/dm.2 Tiempo: 15 minutos por cara. Fuerza: 1 !kg/dm2 Tiempo: 15 minutos en cada cara. Fuerza: 34 kg/dm2 Tiempo: 12 horas. Temperatura: 15 - 20 0 C Humedad Relativa: 65 - 10% Tiempo: 15 días. Tipo: Impermeable al agua: Vitafilm. 19.1. 20.L. Temperatura 30° C. ALMACENAMIENTO. Temperatura: 4- 6 0 C Tiempo: 45 días..
(41) CUADRO 3 Pauta de elaboración de Queso Paipa con leche pasteurizada Hora Aproximada 00:. Cantidad Temperatu- Acidez °Th ra0 C Leche cruda fresca Filtración Estandarización Materia Grasa %. 00:15. Pasteurización. 00:45. Ajuste de Temperatura y adición de cultivo Adición de cloruro de Calcio. PH. 100 L.. 26-28. 16-18. 6.6-6.7. 3. 32-35. 16-18. 6.6-6.7. 18-19. 6.5. 13. 6.5. 63 1,5L.. 30-32. 15 gr 1.5 gr. 1:30. Adición de Cuajo. 2:30. Corte después de la Coagulación. 2:45. Agitación Final. 3:15. Amasado y Salado. 3:35. Moldeo. 30. ler. Prensado y Volteo. 30. 32 324 2.10%. 30. 10.5-11.5 6.45-6.55 18. 6.2. 4:00 2do. Prensado y Volteo 5:00. Tercer Prensado y Volteo. 17:00. Maduración Mínimo 15 días. 15-20. 5.2.. Empaque almacenamiento y Distribución. 4 - 10°C. 35.
(42) 5. CONTROL DE CALIDAD Con el fin de obtener un producto con determinadas características fisico-químicas, microbiológicas y organolépticas, que garanticen un mercado y un tiempo mínimo de vida útil y a un costo que asegure cierta ganancia para el fabricante, es necesario el establecimiento del control de calidad dentro de la empresa. Con este propósito existe en esta misma serie, el Manual de Control de Calidad para una Planta de Derivados Lácteos, el cual es conveniente tener como referencia y poner en práctica su contenido. Allí se encuentran detalladas las razones para hacer las normas, las especificaciones, los controles y laL técnicas de análisis paso a paso. Como sucede con otros tipos de queso, la calidad del Queso Paipa depende de las materias primas utilizadas, de las condiciones de la planta de las medidas sanitarias y del control durante la elaboración del Producto. Siempre es necesario que cada empresa estandarice su producto. A continuación se hace un resumen de la parte de control de calidad que es específico para el queso Paipa y las determinaciones que deben efectuarse. 5.5.1. La leche cruda. El control debe iniciarse en el momento del ordeño asegurándose de que las vacas de donde procede esten sanas. Es importante tener en cuenta lo dicho en el parágrafo 2.1. para que el producto quede con las características del queso Paipa. La ubre, las manos del ordeñador y los recipientes en que se recibe la leche, deben estar limpios y en lo posible, desinfectados, puede ser con un producto como el hipoclorito de sodio (20 partes por millón); de esta manera se garantiza una microflora apropiada, libre de microorganismos patógenos u otros, que desvíen la correcta maduración. En el cuadro 4 se establece un programa para el control de la materia prima para la elaboración del Queso Paipa. Para el fabricante de productos lácteos es importante conocer las características de la leche que puede enviarle cada proveedor, porque esto le dá pautas para solucionar los más convenientes para su producción y además porque de esta manera puede fácilmente detectar, cuando se presenten, adulteraciones o deficiencias.. 36.
(43) CUADRO 4 Determinaciones que deben efectuarse a las Materias Primas Análisis. Método. Frecuencia. Especificación. A. Leche Normal. Sin obse vaciones negativas.. pariencia y olor. Organoléptico Cada lote. Acidez 0 T o. Titulación. pH. Potenciométrico. Reductasa. APHA. Cada lote. Más de 2 horas. Inhibidores. Método Rápido. Cada lote. Negativos. Cuajo Actividad. C. Cultivo. Cada lote. 16- 16 6,6-6,8. Manual de Cada mes control de Ca- si se almacena refrigerado. lidad. La especificada por el fabricante. Microscópico Cada lote. Sin contaminantes.. En el Cuadro 5 se pesenta un ejemplo de la forma como se puede hacer un control al proveedor. Sinembargo, cada empresa, de acuerdo a sus facilidades seleccionará las determiflaciones que pueda efectuar.. 37.
(44) CUADRO 5 Determinaciones para realizar a la leche del Proveedor Análisis. Método. Prueba de Alcohol Alcohol al 68% 0. Frecuencia. Cada cantina. Especificación. Negativo. Cada cantina Prueba de ebullición Apariencia y olor Organoléptico Cada cantina. Negativa Sin observaciones negativas. Densidad a 1 5 0 C Lactodensimetro. Cada cantina. Según la historia. Acidez ° Th. Titulación. Cada lote. 16- 18. Grasa %. Gerber. Muestras acumula- Según la das. Cada 2 Serna- historia nas. Proteínas %. S&ensen. Cada 2 semanas I gual o más de 3. Fermentación. FAO. Cada Semana. Positivo a las 24 hrs. Reductasa. APHA. Cada Semana. Más de 2 horas. Mastitis. FAO. Cada Semana. Negativa o Positiva +. 5.2. Control durante el Proceso Durante el proceso de elaboración de las quesos existen momentos que deben ser controlados para saber si se está trabajando de acuerdo a la norma o especificación establecida. A ellos se les denomina puntos críticos y para localizarlos es necesario hacer un seguimiento del Diagrama de Flujo del Proceso (Ver parágrafos 4.1 y 4.2). 38.
(45) En el cuadro siguiente se dan los puntos críticos, los análisis, que deben hacerse para controlarlos y las especifiçaciones para que el producto resulte con las características deseables.. CUADRO 6 Puntos críticos durante la elaboración, del Queso Paipa Ver en' 4 Diagrama de Flujo del Proceso para Elaboración del Queso Paipa con leche pasteurizada y leche cruda.. Frecuencia. Especificación. Cada lote. 3.OtO.2. Fosfataa Merkotest.. Cada lote. Negativa. Acidez titulable. Cada lote. 18 - 190 Th. Cada lote. 130 T. Análisis. Punto del Proceso. Leche Cruda Leçhe Pasteurizada Materia grasa 4 4 5 9. 7. 13. 11. Acidez. 5.3. Control del Producto Final Al terminar el tiempo de maduración y antes de sacar el producto al mercado se hace un muestreo para análisis,con el fin de comprobar si el producto cumple con las especificaciones de calidad establecidas Un programa de control de calidad del Producto final está indicado en el cuadro 7.. 39. /.
(46) CUADRO 7 Detçrminaciones para realizar al Producto Terminado Análisis. Método. Frecuencia. Especificación. Humedad %. Gravjmétrjco. Cada lote. 47,5. Grasa %. Gerber. Cada lote. 21.4. Sal %. AOAC. Cada lote Aprox. 2. pH. Potenciométrico. Cada lote. Organol óptico. Evaluación por puntaje. Aprox. 5,2 Mínimo 15.. 5.4. Defectos del Queso Paipa Existen algunos defectos que son causa de rechazo del Queso Paipa por parte del consumidor y que con frecuencia se presentan por deficiencias en la elaboración del producto. Estos son: Defectos en la Apariencia: El queso se infla y se rompe con derramamiento de la cuajada interior. La causa de este defecto puede ser una leche con muy alto contenido de coliformes y o temperaturas del cuarto de maduración demasiado altas. Defectos del Sabor: Queso demasiado amargo. Se produce cuando la calidad sanitaria de la leche empleada en la fabricación no es muy buena. Generalmente va acompañado de un recuento alto de coliformes.. 40.
(47) 1:jg 1 2. Queso Paipa defectuoso. 41.
(48) 6 RECOMENDACIONES SOBRE INSTALACIONES Y EQUIPOS PARA PRODUCCION DE QUESO PAIPA Las recomendaciones, pueden ser utilizadas en caso de iniciar la construcción de una planta y para redistribuir o para adecuar una planta en funcionamiento. 6.1. Instalaciones. - Se debe ubicar la planta sobre fáciles vias de acceso, para transporte de materia prima y producto terminado. El abastecimiento del agua debe ser suficiente, se calcula que una planta de queso gasta aproximadamente ocho litros de agua por kilogramo de queso producido; debe tener la capacidad de almacenamiento suficiente que permita suplir necesidades de dos o tres días en caso de escacez. - La calidad del agua debe ser tal, que su potabilidad sea inobjetable, en caso contrario se debe purificar. -.Las aguas de desecho, deben poder ser retiradas fácilmente de la planta y empezar a planear su limpieza y utilización - La ventilación debe ser suficiente y siempre positiva, o sea el aire debe correr desde la planta hacia el exterior, al contrario se producen entrada de ageñtes contaminantes. - Los acabados de paredes, techos y pisos, deben ser lavables y en pinturas á base de caucho. No se deben usar estructuras en base a madera pues debido a la alta humedad de trabajo es fácil presa de agentes de contaminación - La iluminación debe ser suficiente - Los servicios sanitarios deben incluir ducha y armario, deben estar separados de la sala de proceso por paredes herméticas. 42.
(49) 6.2. Equipos y Materiales. Los equipos para la elaboración de queso Paipa deben ser de un material que no reaccione fácilmente con el ácido láctico producido por la leche, ni con las ácidos o las bases que normalmente se usan como detergentes. En orden de preferencia están el acero inoxidable, acero estañado, aluminio y plástico neutro Su forma debe ser tal que sea de fácil limpieza y desinfección. En el Cuadro 8 se presentan, en forma resumida, las áreas y los equipos necesarios en una fábrica de Quesos Paipa. CUADRO 8 Arcas, equipos y materiales utilizados en una fábrica de Queso Paipa pesar. Áreas:. Equipos y Materiales necesario. Recolección y Transporte. Cantinas o tanques para recole la ¡eche. Recepción. Tanque de recepción y báscula de pesar. Tanque de almacenamiento para leche cruda.. Sala de Proceso Pasteurizador de placas o tanque. Tina quesera, lira horizontal, lira vertical. Moldes Balanzas Mesas Prensas Palas, cuchillos, lienzos. Sala de Maduración. Estantes. Empaque y Entrega. Selladora Balanzas. Laboratorio. Incubadora Esterilizador o autockve Mesas Mechero Microscopio Material de vidrio pyrex y corriente Nevera. 43.
(50) 6.3. Distribución de la Planta Como una orientación básica se presenta en la figura 13 una propuesta de la distribución de las áreas y el equipo requerido en una planta productora de' Queso Paipa. Se aclaran enseguida los códigos utilizados en dicha figura. Códigos Utilizados en la Figura 13 AREA A B C D E F G H J. Zona de Recepción de leche Zona de lavado de cantinas Cuarto de calderas y almacenamiento de combustible Baños Almacenamiento de materias primas Sala de Proceso Punto de venta Acceso Cuarto de maduración Laboratorio de Control. EQUIPOS 2 3 4 5. 6 7 8 9 10 11 12 44. SUPERFICIE (m2). Tanque de recibo Vaporizador de cantinas Tina de pasteurización y cuajado Mesa de amasado Mesa de moldeo Prensas Unidad de frio de la cámara Refrigerador vitrina Estantería Tanque de combustible Caldera Tanque elevado de almacenamiento de agua potable. 12.0 2.2 12.5 14.0 6.72 82,45 18.24 12.00 28,42 12,2.
(51) ALA :135 Fig. 13. Distribución de una planta de Queso Paipa 45.
(52) 7 REFERENCIAS BIBLIOGRAFICAS 1- Durán Guzmán Carlos Augusto "Contribución al Estudio de Tipificación del Queso Paipa de Colombia". Tesis para optar el grado de magister en Ciencia y Tecnología de la leche. Universidad Austral de Chile, Valdivia 1.985 2- FAO Equipo Regional de Fomento y Capacitación en Lechería de la FAO para América Latina. Manual sobre Elaboración de Quesos". 1981 3-FAO1 B 1 D31985 4- González Olga y Fidelina Terranova "Evaluación de algunos componentes Químicos y microbiológicos presentes en el Queso Paipa". Trabajo realizado como requisito Parcial para optar el título de Químico Farmaceútico. Universidad Nacional de Colombia. Mayo 1983 5- Kasikowskj Frank V. "Cheese and Fermented Milk Productos" Edited by Kosikowski. 1978. 6- Rosero Ana y Luisa Espinel 'Aspectos microbiológicos del Queso Paipa" Trabajo realizado como requisito Parcial para optar el título de Químico Farmaceútico. Universidad Nacional de Colombia. 1983.. Biblioteca Agropecuaria de Colombia - BAC. IIIIIi hIIIIIIIIIIIIIIiIIi 010100030553.
(53)
Figure
+7


Documento similar