FACULTAD DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
ANÁLISIS DE CIRCUITOS ELECTRÓNICOS
PARA LA APLICACIÓN DE TRATAMIENTO CORONA
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO ELECTRÓNICO
PRESENTADO POR:
RIVADAVIL JONAN HUAMÁN BRAVO
PROMOCIÓN
1995-1
El tratamiento corona es sumamente importante para la adhesión de distintos elementos, tal como la tinta en las películas plásticas así como para el proceso de laminado en el cual se unen dos películas. El tratamiento corona eleva la tensión (energía) superficial del material al someterlo a una alta tensión eléctrica, cuyo valor depende de: el número de lados a tratar, la velocidad de producción, el ancho del material y el factor del material (m2/min).
Para la generación del arco (efecto corona) se hace uso de un inversor (transistores IGBT- lnsulated-Gate bipolar Transistors). Debido a que el espesor del material a tratar (y el espacio libre) influye en la capacitancia del electrodo, y por consecuencia en el circuito resonante, es necesario el uso de un circuito de control electrónico que realice la estimación de los valores de frecuencia y voltaje para poder estabilizar el inversor.
CAPITULO!
PROBLEMÁTICA DE LA TENSIÓN SUPERFICIAL EN PELÍCULAS PLÁSTICAS ... 3
1.1 Descripción de la problemática de impresión ... 3
1.2 Objetivos del informe ... 3
1.3 Evaluación de la problemática ... 3
1.3.1 Propósito del tratamiento ... 3
1.3.2 Alteración de la energía superficial ... 4
1.3.3 Cálculo de potencia ... 5
1.3.4 Durabilidad del tratamiento ... 6
1.3.5 Medición de la energía superficial obtenida ... 6
1.3.6 Ozono residual. ... 7
1.4 Alcance del estudio ... 7
1.5 Síntesis del estudio ... 8
CAPITULO 11 MARCO TEÓRICO DE REFERENCIA ... 9
2.1 La tensión superficial ... 9
2.2 Dispositivos semiconductores de potencia ... 1 O 2.2.1 Diodos de potencia ... 12
2.2.2 IGBT (lnsulated-Gate bipolar Transistors) ... 14
2.3 El transformador de núcleo de ferrita ... 16
2.3.1 Materiales magnéticos de núcleos ... 16
2.3.2 Pérdidas por histéresis ... 18
2.4 Convertidor CC/CA ... 21
2.4.1 Inversores modulados por ancho de pulsos (PWM) ... 23
2.4.2 Inversores de medio puente (monofásico) ... 25
2.4.3 Conversor con carga resonante ... 26
2.5 El efecto corona ... 28
CAPITULO 111 ANÁLISIS DE CIRCUITOS ELECTRÓNICOS DEL EQUIPO CORONA ... 32
3.1 El circuito de potencia ... 32
3.1.2 Generador corona con carga resonante en serie ... 34
3.1.3 Circuito equivalente del transformador de alto voltaje y alta frecuencia ... 34
3.1.4 Circuito equivalente del generador corona ... 40
3.1.5 Criterio para el diseño del circuito resonante ... 43
3.2 Circuito convertidor de CA a CC ... 46
3.3 El circuito de control ... 47
3.3.1 Control de lazo cerrado ... 48
3.3.2 Configuración de la unidad de control ... 51
CAPITULO IV APLICACION DEL TRATAMIENTO CORONA EN ENVASES DE PLÁSTICO ... 54
4.1 Proceso de elaboración de películas (extrusión) ... 54
4.2 Diseño del circuito generador corona ... 55
4.2.1 Diseño del transformador de potencia ... 55
4.2.2 Diseño del circuito resonante ... 61
4.2.3 Diseño del inversor resonante ... 62
4.2.4 Selección del convertidor CA a CC ... 64
4.3 Aplicaciones en la industria ... 64
4.3.1 Aplicación de películas plásticas en el envase flexible ... 64
4.3.2 Procesado de películas multicapa para aplicación en envase flexible ... 65
4.3.3 Proceso laminación de películas con adhesivos ... 65
4.3.4 Importancia del tratamiento corona en el proceso de envases plásticos flexibles 67 4.3.5 Descarga corona en película plástica ... 69
4.3.6 Proceso de mono extrusión ... 70
4.3.7 Proceso de coextrusión ... 71
4.3.8 Proceso de impresión flexográfica ... 74
CONCLUSIONES Y RECOMENDACIONES ... 76
ANEXO A ALGORITMO DE DETERMINACIÓN DE ECUACIONES DEL CIRCUITO EQUIVALENETE DEL TRANSFORMADOR ... 78
ANEXO B MAN U ALE DEL IR2111 ... 81
ANEXO C MAN U ALE DEL SG3525A ...... 84
ANEXO D GLOSARIO DE TÉRMINOS ... 87
necesario debido a que por si sólo este material no posee la suficiente tensión superficial para que se logre adherir la tinta. En este escenario, el sector industrial necesita contar con adecuados empaques los cuales no sean solamente atractivos sino que también sean instructivos.
El polietileno y el polipropileno son los materiales plásticos más usados en la industria del empaque. Los alimentos, productos de limpieza y otros, son empaquetados en bolsas de plástico de diferente grosor. El acabado final de estos materiales es logrado cuando se imprimen (tinta base solvente o base agua), y también cuando se laminan o recubren. Para cualquiera de estos procesos es necesario que la película de plástico tenga una adecuada tensión superficial.
La tensión superficial del material puede ser cambiado tanto química como físicamente. El proceso químico es muy costoso y lento, lo que puede ser adecuado para ciertas aplicaciones. El proceso físico es el ideal para procesos industriales de gran producción, para ello se requiere de un tratamiento de alto voltaje por arco (efecto corona).
La tensión superficial lograda empieza a decaer (dinas/cm) inmediatamente después del tratamiento. La degradación durante las primeras semanas, (incluso días y horas) fuerza a la impresión del material tratado dentro de un plazo breve.
Dada la forma tan efectiva de la modificación física, es común que se realice la creación, modificación de la tensión superficial, e impresión del material sin pausas, · (producción en línea).
El valor exacto de la potencia de tratamiento depende del número de lados a tratar, la velocidad de producción, el ancho del material y el factor del material. Es necesario realizar pruebas en el material [1] a fin de verificar que la correcta adhesión se ha logrado. Esto es realizado de manera sencilla mediante una tinta especial con un valor específico de tensión superficial. Dentro de los dos primeros segundos, la tinta puede formar burbujas, o adherirse totalmente, esto último asegura que la adhesión deseada ha sido obtenida.
Generador de Tratamiento Corona [2].
El equipo consiste básicamente de un generador de onda sinusoidal (circuito inversor y tarjeta de control), un transformador de potencia de núcleo de ferrita y la estación de tratamiento (electrodos). Esto funcionando a una frecuencia de 10 a 30 Khz.
El componente principal del sistema reside en el circuito de control, necesario para estabilizar la potencia y frecuencia del inversor, y por ende de los electrodos, esto debido a que el espesor del material y el espacio entre los electrodos es variable y afecta el circuito resonante.
Para este propósito, este informe se divide en cuatro capítulos principales, los cuales se resumen a continuacíón:
- En el capítulo I expone la problemática de la baja tensión superficial, de las películas plásticas, respecto a la energía superficial de las tintas de impresión. Se describen las necesidades y situación actual del proceso de tratamiento de corona.
- En el capítulo 11, se refiere a los conceptos de tensión superficial, semiconductores de potencia, el transformador de núcleo de ferrita, las estrategias de modulación para el control del inversor y finalmente el efecto corona. Estos conceptos son imprescindibles para realizar el análisis del caso de estudio genérico.
- El capítulo 111, se refiere al análisis de los módulos un sistema de efecto corona orientado a la modificación de la tensión superficial de un material con fines de impresión a tinta. Este análisis es el caso de estudio y su análisis es aplicable a todos sistemas de este tipo, por lo cual no se realiza un análisis a un equipo específico.
En este capítulo se describe las necesidades y situación actual del proceso de tratamiento de corona para la adecuación de la tensión superficial de la película de polietileno con la finalidad de impresión.
1.1 Descripción de la problemática de impresión
La tensión superficial de los materiales plásticos es muy baja para poder ser impresos por diversos procesos (tinta, recubrimiento, laminación).
Se requiere modificar la tensión superficial por un método físico (efecto corona) para que la producción en línea sea eficiente.
1.2 Objetivos del informe
Analizar los circuitos electrónicos para la aplicación del efecto corona en procesos industriales de producción en línea con la finalidad de modificar la tensión superficial del material adecuándolo para los métodos de impresión del mismo.
Explicar los aspectos relacionados con el proceso de modificación de tensión superficial.
1.3 Evaluación de la problemática
En desarrollo del problema cubrirá las siguientes secciones: propósito del tratamiento corona, alteración de la energía superficial, el cálculo de potencia, la durabilidad del tratamiento, la medición de la energía superficial obtenida, el ozono residual.
1.3.1 Propósito del tratamiento
En general, el proceso de impresión de calidad de tinta, lacas o pegamentos sobre plástico es complejo. Esto se debe por la baja energía superficial de los plásticos, una fuerza estrechamente relacionada con adhesión. Las unidades usadas para describir la energía de superficie o tensión superficial son la dina/cm. Ha sido demostrado que para conseguir buen anclaje entre tinta y substratos plásticos, es necesario que la energía superficial del substrato sea mayor que la energía de la tinta.
Si el material plástico tiene una energía superficial promedio de 31 dinas/cm promedio para polietileno recién fabricado, el resultado será de baja adhesión. Debido a esto es necesario aumentar la energía superficial del plástico.
mismo la fuerza que, aplicada a una masa de un gramo transfiere una aceleración de un centímetro por segundo (2).
La Figura 1.1 ilustra dos formas de adhesión de tintas a plástico, con alta y baja tensión superficial.
42 dinas/cm 31 dinas/cm
Alta tensión superficial Baja tensión superficial Figura 1.1 Adhesión de tintas alta y baja
Para conseguir este proceso, la energía superficial del material tiene que elevarse de su nivel básico a un nivel adecuado para la aplicación que se busca.
La Tabla 1.1 contiene los valores típicos de tensión superficial para ciertos materiales. La Tabla 1.2 contiene los valores necesarios de tensión superficial para los procesos de impresión. En este panorama, se debe indicar que para cada tipo de tinta es necesario un valor adecuado de la tensión superficial.
Tabla 1.1 Valores típicos de tensión superficial para ciertos materiales
Material básico Dinas/cm
PP (Polipropileno) 29
PE-LO (Polietileno baja densidad} 31 PE-HD (Polietileno alta densidad} 32 BOPP (Polipropileno biorientado} 31
Tabla 1.2 Valores necesarios según procesos de impresión
Proceso-aplicación Dinas/cm
Imprimir - Tinta base solvente 40-62
Imprimir - Tinta base aoua 46-48
Recubrimiento 44-54
Laminación 46-56
1.3.2 Alteración de la energía superficial
La alteración de la energía (tensión) superficial puede efectuarse de diferentes maneras. La descarga eléctrica (efecto corona) es el método de tratamiento más adecuado para película de plástico, cables y tubos. Este tipo de tratamiento, es fácil de controlar, requiere poco mantenimiento y el sistema es de bajo costo de operación.
El plástico es un material sintético, fabricado por el hombre que contiene largas cadenas homogéneas moleculares que forman un producto uniforme y fuerte. Las cadenas de moléculas están normalmente conectadas en terminales y formando nuevas y más largas cadenas, dejando pocas termínales abiertas y un pequeño número de puntos de anclaje en la superficie.
terminales abiertas y valencias libres (ver Figura 1.2)
ffi
/ Haz de electrón
�
Ozono residual
o,
Figura 1.2 Cadena molecular de polietileno rota a causa de descarga
La adhesión es aún mejorada con el efecto limpiador del ozono que causa oxidación de la superficie del material.
Al contrario de que electrones acelerados causan ruptura de la superficie, la firmeza del material no es afectada, ya que la aceleración queda notablemente reducida por la fuerza reactiva de la capa superior de las moléculas. Así las propiedades esenciales del material son preservadas y la penetración a la superficie es menor que 0.1 µm.
1.3.3 Cálculo de potencia
El cálculo de la potencia es crucial para el proceso de adecuación de la tensión superficial del material. Este es realizado mediante la ecuación ( 1.1).
Donde:
Fuerza (P)=T.S.W.M (1.1)
P = Potencia total (Watt) requerida
T = Número de Lados a tratar (uno o dos)
S = Velocidad de producción del material (en metros por minuto) W = Ancho del material (en metros)
M = Factor de material (vatios por metros2 por minuto.)
En la Figura 1.3 se ilustra la ubicación de las variables para determinar la potencia total requerida
Figura 1.3 Ubicación de variables para determinación de potencia requerida
superficial del material a un nivel suficiente. Este factor para la mayoría de los materiales varía entre 1 O y 50 vatios m2/min y depende del tipo del material, tiempo de fabricación, contenido de aditivos etc. El valor exacto es determinado de una mejor manera examinando una muestra del material que se va a utilizar para una aplicación específica. 1.3.4 Durabilidad del tratamiento
El aumento de la energía superficial (dinas/cm) que es inducida al material empieza a disminuir inmediatamente después del tratamiento. Esto depende de los factores antes mencionados además de las condiciones de almacenamiento y temperaturas. Generalmente, mientras más difícil sea el material para tratar este se deteriora más rápido con el tiempo.
Se ha establecido que un material con muy alto contenido de aditivos deslizantes (más de 1200 ppm) puede ser totalmente resistente a la impresión justo 24 horas después del tratamiento y es posible que necesite el procesamiento de impresión de manera inmediata al tratamiento o bien, que se incluya un sistema de tratamiento en la línea de impresión. El almacenamiento y paso del tiempo de estos materiales pueden hacerlos imposibles de procesar si no son tratados durante o exactamente antes del proceso final de producción.
La Figura 1.4 ilustra el deterioro típico de energía superficial en materiales de polietileno (PE) durante un periodo de tiempo de 6 meses, luego de aplicado el tratamiento de modificación de la tensión superficial. A medida que transcurre el tiempo, el deterioro es menor, dependiendo de los diferentes niveles iniciales en dinas/cm.
Dinas/cm 60
50
40 �
'-
'
... "-. ... ¡--...__ "t--
--
---��
30 ... ro----
---
,___
---
�--
--
---o
2 3 4 5 6 MesesFigura 1.4 Polietileno (PE) a diferentes valores iniciales
La línea punteada corresponde a un polietileno (PE) que en su proceso de fabricación se le agregó un aditamento para hacerlo más deslizante, y por ende más difícil de imprimir. Puede observarse la enorme pendiente en la degradación de su tensión superficial luego de referido tratamiento.
1.3.5 Medición de la energía superficial obtenida
realización de una prueba con líquidos, se consigue medir la energía de la superficie. El líquido (Formamida, Azul de metilo y Cellosolve) se aplica con un pincel o marcador en forma de línea ancha y fina.
La tensión de la superficie se determina visualmente observando la reacción del líquido en los primeros dos segundos después de la aplicación. El líquido de prueba puede reducirse, formar glóbulos (gotas individuales) o permanecer intacto.
Cuando el líquido de prueba se reduce o forma glóbulos indica que el material tiene energía superficial más baja que el líquido aplicado. Por lo tanto, se debe repetir la prueba las veces que sea necesario hasta que el líquido quede sin cambios por lo menos durante los primeros dos segundos después de la aplicación.
Una vez conseguido, se puede decir que el material tiene el mismo nivel de la energía superficial que el líquido aplicado. Esta última medida se establece como la definitiva; la energía superficial del líquido usada para la medición previa determina el valor de la tensión superficial del material.
1.3.6 Ozono residual
El ozono es el gas formado durante el proceso de descarga de corona, y tiene un papel importante en los cambios químicos y moleculares que ocurren en la superficie del plástico.
El ozono es perjudicial para la salud, hasta en dosis pequeñas. El ser humano en término medio puede respirar el ozono en una cantidad máxima de 0.01 ppm y el límite permitido es de 0.1 ppm. Por esta razón, los equipos involucrados deben poseer un extractor para retirar el ozono residual.
Opcionalmente para evitar la conducción de ozono al medio ambiente a través del techo de planta se puede utilizar el eliminador de ozono, el cual es un sistema con filtro catalítico que acelera la descomposición de ozono, eliminándolo por completo.
1.4 Alcance del estudio
El estudio que se realiza utiliza como equipamiento a analizar (caso de estudio) al Generador de Tratamiento Corona. El equipo consiste de cuatro partes básicas: el generador, el transformador de alto voltaje, estación de tratamiento con rodillo base y el sistema de extracción (ver Figura 1.5).
El tratamiento corona ocurre en la estación de tratamiento, donde el sistema de electrodos hace descargas eléctricas eficientes sobre el material. Se utiliza un generador para la electricidad y un transformador de alto voltaje.
liii ,. ama, Generador
(Inversor, tarjeta de control)
Figura 1.5 Equipo Generador de Tratamiento Corona Genérico
El sistema eléctrico tiene una fuente de alimentación de energía eléctrica, asegurando así una eficaz salida de tensión CC. Los amplificadores de salida están diseñados con transistores IGBT para asegurar un trabajo confiable de altos efectos y tensiones. La señal de salida del generador es enviada al transformador de alto voltaje, que luego lo pasa a los electrodos. La tarjeta central verifica y controla el sistema de control, a la cual están conectados la cabina de control remoto donde se reciben las señales de control.
El análisis de este trabajo, no abarca al extractor ni a la estación de tratamiento. 1.5 Síntesis del estudio
En este trabajo se analiza un caso genérico de un sistema de modificación de tensión superficial de materiales con fines de impresión a tinta, cuyos módulos del sistema electrónico se ilustran en la Figura 1.6.
CAfCC
fnV&f'S(f)li fransformador Estación
Conversor De
Potencra CC/CA de potencia tratamier:tto
Alimentación Trifásica
'< � �� Tarjeta de cr 'TI
... ...
(l) (l) ... o Regulación control <ll e::J (l) !!!. ::JDe potencia "' o-o
::J ¡¡¡·
En este capítulo se explicarán los aspectos tecnológicos y científicos relacionados al estudio de un sistema de efecto corona para la modificación de la tensión superficial de un material con fines de impresión.
- La tensión superficial.- Relacionada con el proceso de adhesión de la tinta al polietileno y otros materiales, así como para el proceso de laminado y recubrimiento.
- Dispositivos de potencia.- Diodo, IGBT, SCR del circuito inversor encargado de la generación de la onda (10 a 30 Khz.).
- El transformador de núcleo de ferrita.- Parte importante del circuito de creación del arco eléctrico que hace el tratamiento a la película de polietileno. El transformador recibe la onda del inversor y la transforma a un adecuado voltaje (10 a 20 KV) con la correcta potencia (1 a 8 kVA).
- Convertidor CC/CA. Conversor con carga resonante.
- El efecto corona.- Se describe el fundamento teórico del arco voltaico. 2.1 La tensión superficial
Relacionada con el proceso de adhesión de la tinta al polietileno y otros materiales, así como para el proceso de laminado y recubrimiento.
Los materiales, ya sean líquidos o sólidos, tienen fuerzas superficiales [3]. Para el caso de los líquidos se define como la tensión superficial, y para el caso de los sólidos se define como la energía superficial.
Por ejemplo, cuando una gota de un líquido (tinta) es colocada sobre una superficie plana, la tensión del líquido tiende a darle forma de montículo, mientras que el sólido en cambio, trata de extenderla hacia una forma plana. Si la energía superficial del sólido es mayor que la del líquido, la gota se extenderá.
Como fue mencionado anteriormente la tensión superficial puede ser cambiada por medios químicos y físicos a través del efecto de tratamiento corona. Para extender el concepto del tratamiento químico en esta sección se explica la alternativa química realizada mediante la utilización de adhesivos.
Según lo explicado, para una buena adherencia, la fuerza superficial del sólido debe ser mayor que la del líquido, por lo tanto son dos las opciones: aumentar la energía superficial del sólido o disminuir la tensión superficial del líquido.
El polietileno, los fluorocarbonos y los silicones, tienen poca adherencia debido a que sus tensiones superficiales son menores que la mayor parte de los adhesivos. Por consiguiente, ningún grado de limpieza con un disolvente ni la formación de rugosidades en la superficie producirán una buena adherencia.
El polietileno, el polipropileno, el teflón y los acetales requieren preparaciones especiales de sus superficies para funcionar con adhesivos normales. El polietileno, el polipropileno y los acetales pueden tratarse con diversos procesos para aumentar la tensión superficial por encima de la del adhesivo. El teflón, resina muy estable puede adherirse después de un ataque con sodio. Esto elimina flúor de la superficie, dejando una capa carbonosa café. A continuación se escriben algunos tratamientos de superficies.
- Polietileno y polipropileno.- Ataque con mezcla crómica, Tratamiento a la flama, Tratamiento con gas ionizado para películas ..
- Acetales.- Ataque para acetales de DuPont, Tratamiento con gas activado (plasma de helio u oxígeno).
- Fluorocarbono TFE (Teflón).-Ataque Sódico 2.2 Dispositivos semiconductores de potencia
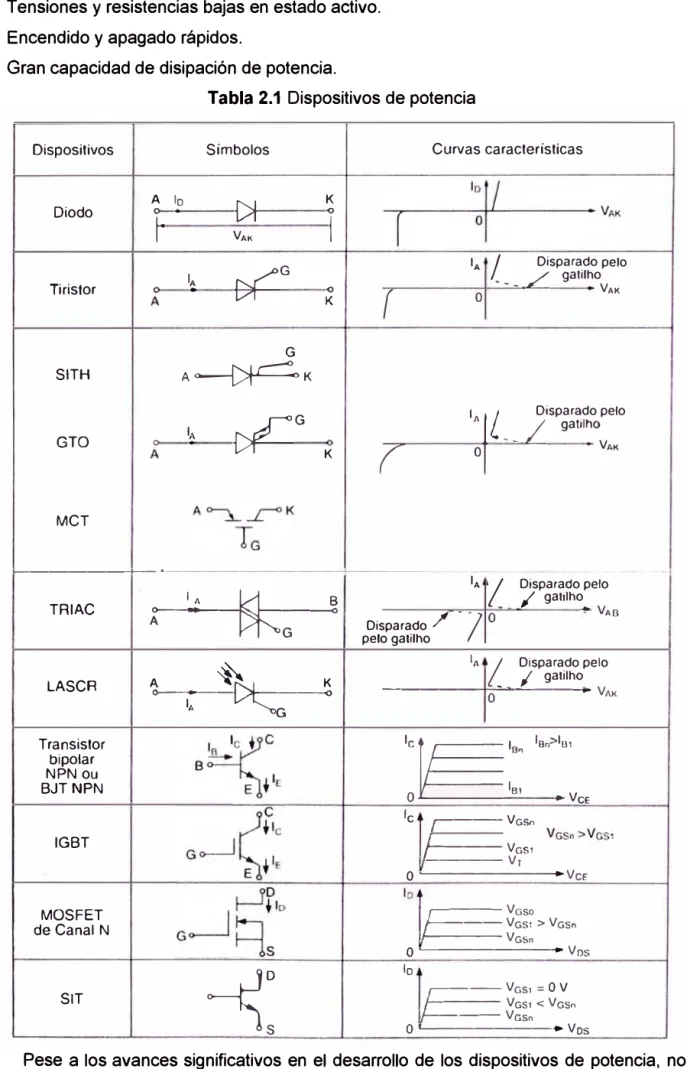
La Tabla 2.1 contiene las características voltaje-corriente (v-1) y los símbolos de los, dispositivos semiconductores de potencia comúnmente usados [4], (5]
Estos dispositivos se pueden clasificar en tres clases: - diodos de potencia,
- transistores y - tiristores.
También se puede dividir en cinco tipos: - diodos de potencia,
- tiristores,
- transistores de unión bipolar (BJT, Bipolar Junction Transistors)
- transistores de efecto de campo de óxido de metal semiconductor (MOSFET, Metal Oxide Semiconductor Field-Effect Transistors ), y
- transistores bipolares de compuerta aislada (IGBT, lnsulated-Gate bipolar Transistors). Las características ideales de los dispositivos de potencia son:
- Tensiones y resistencias bajas en estado activo. - Encendido y apagado rápidos.
- Gran capacidad de disipación de potencia.
Tabla 2.1 Dispositivos de potencia
Dispositivos Símbolos
Diodo A o lo '
C>l
,.
VAK Tiristor o IA.
C>(°GG
SITH A�K
GTO IA fL
G o '
C>
MCT
K o
1
o
K
(
K
T
Curvas características
IA / Disparado pelo / galilho o - - - VAK
A l._ _
/ gatilho ¡ 1
¡
Dispamdo pelo
o ' VAK
1---+--., _____________ _ -
-TRIAC LASCA Transistor bipolar NPN ou BJT NPN IGBT MOSFET de Canal N
SIT
A,___1:--�-G--�
A �� K
o....--1-:--�,..._ G __
_ o
�:
IA / Disparado pelo _ _ ,I gatilho_ Disparado/
pelo galilho
·¡o
VAB
IA /
_
_ Disparado pelo¡
gatilho_____ _,_º _____
VAK10,
i,_1::::=== :: ,.�,,,
- • Vce1c V
,.--- GSn /,---VGs1 ,1---Vr
O �---.. Vce
,---VGso ,__[ ___ VGs1 > VGsn
I
,,__ ___ VGsn
O�---...-Vos lo
1,--- --VGs1 = O V 11---VGs1 <Vcsn •-- --VGsn
O .__ _______ Vos
tipos de dispositivos hay una concesión entre las tensiones de ruptura y las pérdidas de estado activo. En los dispositivos bipolares (portadores minoritarios) también se tiene una concesión entre las pérdidas de estado activo y las velocidades de conmutación.
Estas concesiones significan que no existe un solo tipo de dispositivo útil para todas las aplicaciones. El requerimiento de la aplicación específica se tiene que adaptar a las capacidades de los dispositivos disponibles.
2.2.1 Diodos de potencia
Un diodo de potencia es un dispositivo de unión PN con dos terminales. Una unión . PN se forma, en el caso normal, por aleación, difusión y crecimiento epitaxial. La Figura
2.1 ilustra un corte de una unión pn y el símbolo del diodo.
Ánodo
i p n
V +
Cátodo Anodo i
Cátodo
(a)Unión PN (b)Símbolo del diodo
Figura 2.1 Unión P-N y símbolo del diodo
Cuando el potencial es positivo con respecto al cátodo, se dice que el diodo está polarizado directamente, y conduce electricidad. Un diodo conductor tiene una caída directa de voltaje a través de él relativamente pequeña; la magnitud de esta caída, depende del proceso de manufactura y de la temperatura de la unión. La Figura 2.2 ilustra las características v-i de estado permanente para un diodo.
'o
-VBR Yo
t
o
Vo
VCorriente de fuga en sentido inverso
{a) Práctico (b) Ideal
Figura 2.2 Características Corriente versus Voltaje del Diodo
paulatina hasta que se llega al voltaje de avalancha o zener. Para la mayor parte de los fines prácticos, se puede considerar que un diodo es un interruptor ideal.
Las características v-i se pueden expresar por medio de la ecuación (2.1 ), llamada ecuación del diodo de schockley, que para el funcionamiento en estado permanente es:
Donde:
lo=ls(evº/nvr-1) (2.1)
10 = Corriente a través del diodo, A;
V0 = voltaje del diodo, con ánodo positivo respecto al cátodo, V;
Is = corriente de fuga ( o de saturación en sentido inverso), entre 10-6 y 10-15 A
n = constante empírica llamada coeficiente de emisión o factor de idealidad, cuyo valor varía entre 1 a 2.
El coeficiente de emisión
n
depende del material y de la construcción física del diodo. Para los diodos de germanio, se considera que n es 1. Para los de silicio, el valor teórico de n es 2, pero para la mayor parte de los diodos prácticos de silicio, el valor de n está entre 1.1 y 1.8.La ecuación (2.2) define a Vr , que es una constante llamada voltaje térmico.
Vr= kT q (2.2)
Donde
q = carga del electrón: 1.6022 x 10-19 C (coulomb) T = temperatura absoluta kelvin (K = 273 + ºC) k = constante de Boltzmann: 1.3806 x 10-23 J/K
A una temperatura especificada, la corriente de fuga es constante para un diodo dado. La curva característica del diodo se puede dividir en tres regiones:
- Región de polarización directa, donde V0 > O - Región de polarización inversa, donde V0 <O - Región de rompimiento, donde V0 < - V8R
Región de polarización directa.
En esta región V0=V0 . La corriente 10 en el diodo es muy pequeña, si el voltaje del diodo V0 es menor que un valor específico Vm , (en forma típica es 0.7 v). El diodo conduce en forma total si V0 es mayor que Vm, al que se le conoce como voltaje de umbral, voltaje de entrada, voltaje de entrada, voltaje de activación, voltaje de cierre o voltaje de encendido. Así el voltaje de umbral es aquel con el cual el diodo conduce en forma total.pequeño en comparación con la unidad y se puede despreciar; entonces la corriente en el diodo 10 en sentido inverso, es constante y aproximadamente igual 18.
Región de rompimiento. En esta región de rompimiento (o de ruptura, de disrupción O de avalancha) el voltaje en sentido inverso es alto, por lo general con una magnitud mayor que 1000 V.
La magnitud de voltaje en sentido inverso puede ser mayor que el voltaje especificado llamado voltaje de rompimiento (o voltaje de ruptura, voltaje de disrupción o tensión de ruptura) V8R, con un pequeño cambio de voltaje en sentido inverso más allá de
VsR-Con un aumento pequeño de voltaje en sentido inverso cambio VsR la corriente en sentido inverso aumenta en forma rápida. El funcionamiento en esta región de rompimiento no será destructivo siempre y cuando la disipación de corriente quede dentro de un "nivel de seguridad" que se especifica dentro de las hojas de datos del fabricante. Sin embargo, es necesario con frecuencia limitar la corriente inversa en la región de rompimiento a un valor admisible.
2.2.2 IGBT (lnsulated-Gate bipolar Transistors)
En esta sección se describe la operación física del IGBT así como las limitaciones operativas de este nuevo dispositivo [5]. El IGBT o transistor bipolar de compuerta aislada (IGBT, del inglés insulated gate bipolar transistor), también es definida como GEMFET, COMFET (transistor de efecto de campo modulado por conductividad), IGT (transistor de compuerta aislada) y MOSFET de modo bipolar o transistor MOS bipolar.
EL IGBT fue fabricado para obtener las mejores cualidades del BJT (Transistor de unión bipolar) y del MOSFET; esto es pérdidas de conducción más bajas en estado activo, conmutación más rápida, respectivamente.
Las características i-v de un IGBT de canal n se muestran en la Figura 2.3. En el sentido directo, son cualitativamente similares a las de un BJT de nivel lógico, excepto que el parámetro de control es un voltaje de entrada, la tensión de compuerta-fuente, en vez de una corriente de entrada.
Las características de un IGBT de canal p serían las mismas, excepto que las polaridades de tensiones y corrientes estarían invertidas.
El máximo voltaje que se debe aplicar a las terminales de compuerta-fuente suele estar limitado por la corriente de drenaje máxima que se debe permitir fluir en el IGBT.
Incremento de Vos
Vos4
Vos1
-�----+------_.,.uos
BVoss
---�----.. vos Vasm,1
b)
o)
i-1
Drenaje Comp;erta 19
Fuente e)Compuerta o
d)
Colector
Emisor
Figura 2.3 Características 1 -V, característica de transferencia y simbología del IGBT En general:
- El IGBT está diseñado para operar como MOSFET con una zona inyectora en su zona de drenaje para proporcionar modulación por conductividad de la región de arrastre con el fin de reducir pérdidas en línea.
- El desempeño del IGBT se encuentra a la mitad del desempeño de un MOSFET y un BJT El IGBT es más rápido que el BJT y un poco más lento que el MOSFET. Sus pérdidas en estado activo son mucho menores que las de un MOSFET y son comparables a los de un BJT.
- La estructura del IGBT incluye un tiristor parasítico cuyo encendido no se debe permitir, pues la compuerta perdería la capacidad de apagar el dispositivo.
estructura del IGBT por parte del fabricante de dispositivos y la observancia de las especificaciones de corriente y tensión máxima por parte del usuario. Los dispositivos nuevos parecen resistentes a latchup (creación inadvertida de una resistencia eléctrica entre el suministro de energía de un circuito MOSFET, creando así una estructura parásita la cual inhabilita su correcto funcionamiento).
- La velocidad de encendido del IGBT se controla mediante el índice de cambios de la tensión de compuerta-fuente.
- El IGBT tiene una AOS (Área de Operación Segura) [6] rectangular para aplicaciones de modo conmutado, parecida a la del MOSFET y por tanto una necesidad mínima de circuitos amortiguadores.
2.3 El transformador de núcleo de ferrita
Parte importante del circuito de creación del arco eléctrico que hace el tratamiento a la película de polietileno. El transformador recibe la onda del inversor y la transforma a un adecuado voltaje ( 1 O a 20 KV) con la correcta potencia ( 1 a 8 kVA).
Los componentes magnéticos, inductores y transformadores, son una parte indispensable de la mayoría de los convertidores de electrónica de potencia. Sin embargo, no están disponibles con un amplio rango de propiedades, sino que suelen diseñarse y construirse para la aplicación particular.
En esta sección se presenta los aspectos básicos del diseño de inductores y transformadores con énfasis en aplicaciones de electrónica de potencia de alta frecuencia (decenas de kHz o MHz) [5]. Los procedimientos de diseño muestran que el tamaño y las especificaciones de un inductor o transformador están determinados por las pérdidas eléctricas en el componente.
En particular, se parte de la premisa que los materiales usados para los núcleos no tienen pérdidas. Estas suposiciones no se cumplen en materiales reales, y la pérdida que ocurre en ellos tiene un efecto significativo en el diseño y la fabricación de inductores y transformadores. Todo procedimiento de diseño de inductores y transformadores debe tomar en cuenta estas pérdidas, y el diseñador debe conocer bien las propiedades de los materiales.
2.3.1 Materiales magnéticos de núcleos
Se usan dos clases extensas de materiales para núcleos magnéticos de inductores y transformadores. Una clase de materiales consiste en aleaciones, sobre todo el hierro y pequeñas cantidades de otros elementos, como cromo y silicio. Estas aleaciones tiene una conductividad eléctrica grande (en comparación con ferritas) y grandes valores de densidad del flujo de saturación, cerca de 1.8 tesla (T} (un T=1 Wb/m2).
por histéresis y la pérdida por corrientes parásitas.
Los materiales de aleaciones de hierro del núcleo (a menudo denominados aceros magnéticos) suelen emplearse sólo en aplicaciones de baja frecuencia (2 KHz o menos para transformadores) debido a la pérdida por corrientes parásitas. Los materiales magnéticos de aleaciones de hierro deben estar laminados para reducir pérdidas por corrientes parásitas incluso con frecuencias moderadas, del orden de 60 Hz.
También se fabrican núcleos de hierro pulverizado y aleaciones de hierro pulverizado. Los núcleos de polvo de hierro consiste en partículas pequeñas (menores que una profundidad pelicular en su máxima dimensión, incluso con frecuencias moderadamente altas) de hierro eléctricamente aisladas entre sí, lo que les otorga considerablemente más resistividad que los núcleos laminados. Por tanto, los núcleos de hierro pulverizado tienen menos pérdidas por corrientes parásitas y se pueden usar con frecuencia más altas.
Varias aleaciones amorfas de hierro y otros materiales de transición, como cobalto y níquel en combinación con boro, silicio y otros elementos formadores de vidrio, también ofrecen propiedades importantes para aplicaciones de inductores y transformadores. Estas aleaciones, a menudo etiquetadas en conjunto con el nombre comercial de METGLAS, consiste más o menos en 70% a 80% de un compuesto atómico de hierro y otros elementos de metales de transición, y más o menos en 20% de un compuesto atómico de boro y otros elementos formados de vidrio.
Las composicrones de aleaciones con cobalto, como la aleación 2705M de METGLAS, parecen en particular idóneas para aplicaciones de altas frecuencias. Esta, aleación tiene una inducción de saturación de 0.75 T a temperatura ambiente, y de 0.65 T a 150 ºC, lo que es más de dos veces mayor que la saturación de ferritas a esta temperatura elevada.
La resistividad eléctrica de aleaciones METGLAS es por lo general un tanto más grande que la mayoría de los aceros magnéticos. Las aleaciones METGLAS se forman por técnicas de templado rápido, de modo que no tienen ningún orden cristalino en su estructura.
Las técnicas de fabricación por templado rápido también implican que las aleaciones se fabrican como cintas largas de material muy delgadas, por lo común de un espesor de 1 O a 50 µm. Este espesor bajo, junto con resistividades más grandes que la mayoría de los aceros magnéticos, hacen de las aleaciones amorfas candidatos obvios de materiales de núcleos para aplicaciones de alta frecuencia.
saturación, por lo general de alrededor de 0.3 T.
Las ferritas sólo tienen pérdidas por histéresis. No ocurre ninguna corriente parásita de importancia debido a la alta resistividad eléctrica. Las ferritas son el material de elección para núcleos que operan con altas frecuencias (mayores a 1 O kHz) debido a la baja pérdida por corrientes parásitas.
2.3.2 Pérdidas por histéresis
Todos los núcleos magnéticos tienen algún grado de histéresis en su característica 8-H. Una característica típica 8-H (lazo BH) se ilustra en la Figura 2.4. El área dentro del lazo 8-H representan el trabajo en el material por el campo aplicado. El trabajo (energía) se disipa en el material, y el calor causado por la disipación sube la temperatura del material.
8
Figura 2.4 Curva de histéresis 8-H
La pérdida por histéresis se incrementa en todos los incrementos del material del núcleo con aumentos de la densidad del flujo de CA, BcA, y la frecuencia de operación o conmutación, f. La forma general de la pérdida por unidad de volumen (a veces denominada pérdida específica) es:
Pm,esp=kf(BcA)d (2.3)
Donde k, a y d son constantes que varían de un material a otro. Esta ecuación se aplica a un rango limitado de densidad de frecuencia y flujo, donde el rango de validez depende del material especifico. La densidad de flujo BcA en la ecuación (2.3) es el valor pico de la forma de onda de CA (corriente alterna) que se muestra en la Figura 2.Sa si la forma de onda de densidad de flujo no tiene un promedio de tiempo. Cuando la forma de onda de densidad de flujo tiene un Bprom de promedio de tiempo como se muestra en la Figura 2.Sb, el valor correspondiente en la ecuación (2.3) es BcA=B-B
Los fabricantes de núcleos proporcionan informaciones detalladas de la pérdida de núcleo, por lo general en forma de gráficas de pérdida específica Pm,esp como función de la densidad de flujo magnético BcA con la frecuencia como parámetro. Un ejemplo de este tipo de gráfica se ilustra en la Figura 2.6.
a)
J2rv+v
Bp,om 8b)
Figura 2.5 Formas de onda B, a) sin promedio de tiempo, b) sin promedio de tiempo,
0...� nl ·oe
a.
C1)
"O "' "O =-e •(1) a. � (1) "O "' .!:::! .a;e en "' E "O ,., "O ·¡¡:¡ e: QJ o µWmm-3 mWcm-3
103
---102
10
3F3
f 1n kHz 400 100 25
-/,
,·-I 11 I ji /¡'
,,
,..'IÍ'
' �/
.
.
I I
,¡
/'/)
,�,
I//
J I,,
I
/¡/
/¡'
/,
I
I
I •
.
.
.
11 I I
I '1, I J • I /
,.·
/, I
,.
/1 /1I
'//
//
//
/,'
I
I I1/
//
/;,'
I I , I II I
I •
I
•I
I
•
10I I I I •
I /1
,,
//
/,'
//
I,
1
10
100
I , I I I
,
, ' I I /,1/
'
/,_,
J I J '(/,
,,,
J I,,
I
I.,,
/¡'
V,
, /1I
Ji/
J I 102 l 000--25ºC
--· l00º
C-1
11
mT Gs Densídad de flujo de CA pico, BCA
La ecuación para la ferrita 3F3 es:
Pm,esp=1.5x1 o-ªxf1.3 (BcA)2.5 (2.4) Las unidades son en mW/cm3 cuando f está en KHz y BcA está en mT. En aleaciones
selectas de METGLAS, las pérdidas del núcleo son comparables a ferritas, a pesar de que las aleaciones amorfas tienen una resistividad mucho más baja que las ferritas y tendrán por ende pérdidas por corriente parásitas. Para la aleación 2705M de METGLAS, las pérdidas del núcleo se dan mediante
(2.5) Las unidades son las mismas de la ecuación (2.4). Con una frecuencia de 100 KHz y una densidad de flujo BcA de 1 00mT, la ferrita caracterizada por la ecuación (2.5) tendría Pm,esp=60 mW/cm3 , mientras que para la aleación 2705M, Pm,esp=127 mW/cm3
Para una pérdida del núcleo específico constante conviene definir un factor de desempeño empírico FP=fBcA para varios materiales ferritas que se pueden usar para el núcleo de un transformador. Con la información de las hojas de especificaciones proporcionadas por los fabricantes de los materiales, en la Figura 2.7 se ilustran curvas del factor de desempeño como función de la frecuencia de diferentes materiales de ferritas en la Figura 2.7.
:e:
� fl,
'Xl
11 30
A: 3C85 B: 3F3 25 C: 3C10 D: 388
E: 3F4 F: N47
G: N27 H: N67
/: N41
20
-
....
',
H 'B
,,
F15
10
e
5
O .__ __ _.2.____...._ __ 4.__..__6 ... _8 ... ..-.. __ ... 2 _ __.__ ... 4_�6-�8 ... ___ ... 2_�
100 1000
10
Frecuencia en kHz
Figura 2.7 Factor de desempeño empírico PF
desempeño sólo dentro de un rango específico de frecuencia. En particular, para los materiales analizados, 3C85 es el mejor debajo de 40 kHz, 3F3 es el mejor de 40 a 420 kHz, y 3F4 es el mejor arriba de 420 kHz. Además, se aprecia con claridad cuánta reducción del factor de desempeño ocurre en una frecuencia específica si se selecciona algún material no óptimo, por ejemplo, si se elige 388 en lugar de 3F3 en una frecuencia de 100 kHz.
La reducción de los factores de desempeño de todos los materiales con altas frecuencias implica que la simple relación entre la pérdida del núcleo específica y la densidad de frecuencia y flujo dada por la ecuación (2.3) no es válida con altas frecuencias.
En última instancia P m,esp está limitado por la temperatura máxima que permite el material. Una temperatura máxima común en muchas aplicaciones es 100 ºC. En esta temperatura, el P m,esp máximo en un diseño normal está en los primeros centenares de
mW/cm3 . El valor exacto de Pm,esp depende de la eficiencia con que se retire el calor disipado, es decir, de la resistencia térmica entre el núcleo y el ambiente. En núcleos de aceros magnéticos laminados, el Pm,esp máximo es aún más pequeño debido a que se debe tener en cuenta el calor producido por la pérdida de las corrientes parásitas.
2.4 Convertidor CC/CA
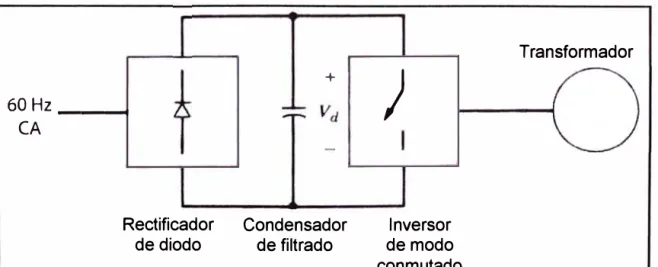
En los inversores de CC a CA de modo conmutado el objetivo es producir una salida sinusoidal de CA cuya magnitud y frecuencia pueden controlarse. Como ejemplo, el circuito de la Figura 2.8, en forma de diagrama de bloques .El voltaje de CC se obtiene mediante la rectificación y filtrado del voltaje de línea. Es deseable que entre los terminales de la carga el voltaje sea sinusoidal y ajustable en su magnitud y frecuencia. Esto se logra por medio del inversor de CC a CA de modo conmutado como ilustrado en la Figura 2.8, que acepta un voltaje de CC como entrada y produce el voltaje de CA deseado
60 Hz
---e
CA
Rectificador de diodo
+
Condensador de filtrado
)
Inversor de modo conmutado
Transformador
En esta sección se realiza el estudio de los inversores de modo conmutado. Para simplificar este estudio, se considera el inversor monofásico que se muestra en forma de diagrama de bloques en la Figura 2.9a, donde el voltaje de salida del inversor es filtrado, así que se puede suponer que v0 es sinusoidal.
id io
� Inversor �
+
monofásico+
Vd conmutado de modo Vo
filtro a)
b)
io
2
Rectificador Inversor
o
Vo3 4
Inversor Rectificador
e)
Figura 2.9 Inversor monofásico de modo conmutado.
Como el inversor alimenta a una carga inductiva, por ejemplo, un transformador de CA, i0 se quedará atrás de v0 como se muestra en la Figura 2.9b muestran que durante el
intervalo 1, tanto v0 como i0 son positivos, mientras que durante el intervalo 3, tanto v0 como i0 son negativos. Por tanto, durante los intervalos 1 y 3, el flujo de potencia instantáneo p0 =i0 v0 va desde el lado de CC hacia el lado de CA, correspondiente a un modo de operación de inversor.
en la Figura 2.9c durante cada ciclo de la salida de CA. Todas las topologías de inversores de CC a CA que se describen en este capítulo se deducen del convertidor de una toma de la Figura 2.1 O.
-�--+
+
Vd DA+
io
Vd
TA-DA- VAN
----N
Figura 2.10 inversor de modo conmutado de una toma.
Se asume que el inversor de la Figura 2.1 O está disponible el punto medio "o" del voltaje de CC de entrada, aunque en la mayoría de los inversores no se necesita ni está disponible.
Para entender las características del inversor de CC a CA del inversor de una toma de la Figura 2.1 O, primero se asume que el voltaje de CC de entrada es constante y que los interruptores del inversor se modulan por pulsos a fin de formar y controlar el voltaje de salida.
2.4.1 Inversores modulados por ancho de pulsos (PWM)
En circuitos de inversores se desea que la salida del inversor sea sinusoidal, con magnitud y frecuencia controlables. A fin de producir una forma de onda sinusoidal de voltaje de salida en una frecuencia deseada, se compara una señal de control sinusoidal con la frecuencia deseada con una forma de onda triangular, como se ilustra en la Figura 2.11 a. La frecuencia de la forma de onda triangular establece la frecuencia de conmutación del inversor y por lo general se mantiene constante junto con su amplitud
Vtn.
En la Figura 2.11a se definen los términos de las variables para el análisis del comportamiento del PWM. La forma de onda triangular Vtn con frecuencia de conmutación fs, establece la frecuencia con que se conmutan los interruptores del inversor (fs también se le denomina frecuencia portadora).
salida del inversor no será una onda sinusoidal perfecta y contendrá componentes de voltaje en frecuencia armónicas de f1.
a}
v Ao, fundamental = (v Aoh
__31-
t =0{ "control < vtri
} � �
rA_:enc, TA+:apag �
{ ucontrol > lltri }
VJ2
1.2
1.0 0.8 0.6
TA+: ene, TA_: apag
b}
ma =
o.a,
m, = 15Vd
-
vd
2
0.4
�:� ... l.__ __ ,_--...L...JmL-r-+\--"----tl.___.L."
__.f....-L ....
I,��....&-...
x �:-i__.,.__f__._f
_3L ....
,-,,..._....f ... Jf.____(mr + 2) (2m, + 1) (3mr + 2)
Armónicos h de /
1-c}
Figura 2.11 Modulación por ancho de pulso (PWM). La relación de modulación de amplitud mase define como.
m _ V control
a Vtri (2.6)
Donde: Vcontror es la amplitud pico de la señal de control, Vm es aa amplitud de la señal
A= fs (2.7)
f1
El inversor ilustrado en la Figura 2.12, los interruptores TA+ y TA- se controlan por la
comparación entre Vcontrol y Vm y siendo el resultado el voltaje de salida vAo,
independientemente del sentido de i0:
Vcontro1>Vm, TA+ está encendido, VAo= 1/2 Vd
V contro1>Vtri , TA-está encendido, VAo=-1/ 2 Vd
(2.8)
Como los dos interruptores nunca están apagados al mismo tiempo, el voltaje de salida VAo, fluctúa entre dos valores (1/2 Vd y -1/2 Vd). El voltaje vAo y su componente de frecuencia fundamental (curva de línea interrumpida) se ilustra en la Figura 2.11 b, para mt=15 y m8=0.8.
El espectro armónico de v Ao en las condiciones indicadas en las Figuras 2.11 a y
2.11 b se muestra en la Figura 2.11 c, donde se trazan los voltajes armónicos
normalizados C�Ao)h ,.vd
2.4.2 Inversores de medio puente (monofásico)
La Figura 2.12 muestra el inversor de medio puente. Aquí, dos condensadores iguales se conectan en serie a través de la entrada de CC, y su unión está en potencial medio, con un voltaje de ½ Vd a través de cada condensador. Se deben usar capacitancias con valores altos para que sea razonable suponer que el potencial en el punto O permanezca esencialmente constante respecto del bus de CC negativo N.
Si se asume una conmutación de PWM, la forma de onda del voltaje de salida será exactamente igual al ilustrado en la Figura 2.11 b. Se debe notar que, sin tomar en cuenta los estados de los interruptores, la corriente entre los dos condensadores C+ y C- (con valores iguales y muy grandes) se divide en partes iguales.
ia +
Vd C+
A
+ Vd
o
+
Vd
e_
N
Cuando T + está encendida, T + o D+ conducen según el sentido de la corriente de salida, e io se divide en partes iguales entre los dos condensadores o capacitares. De igual manera, cuando el interruptor T_ está en su estado activo, T_ y O_ conducen según
el sentido de i0, e i0 se divide en partes iguales entre los dos condensadores. Por tanto,
los condensadores C+ y
e_
están "efectivamente" conectados en paralelo en la ruta de i0•Esto también explica por qué la unión O en la Figura 2.12 permanece en potencial medio.
Como i0 debe fluir a través de la combinación paralela de C+ y C-, i0 en estado permanente no puede tener un componente de CC. Por tanto, estos condensadores actúan como condensadores o capacitares de bloqueo de CC, lo que elimina el problema de saturación del transformador desde el lado primario, si se usa un transformador en la salida para proporcionar aislamiento eléctrico.
Como la corriente en el devanado primario de uno de estos transformadores no se forzaría a cero en cada conmutación, la energía de inductancia por dispersión del transformador no constituye ningún problema para los interruptores. En un inversor de medio puente, los voltajes y corrientes nominales de pico de los interruptores son los siguientes:
(2.9) e
lr=io,pico (2.1 O)
2.4.3 Conversor con carga resonante
En todas las topologías de convertidores de CC a CC y CC a CA modulados por· ancho de pulsos, los interruptores controlables se operan en un modo conmutado donde se requiere que conduzcan (enciendan) e interrumpan (apaguen) toda la corriente de carga durante cada conmutación.
En esta operación de modo conmutado, los interruptores están sujetos a grandes esfuerzos de conmutación y grandes pérdidas de potencia de conmutación que aumentan en forma lineal con la frecuencia de conmutación del PWM. Otras desventaja significativa de la operación de modo conmutado es la EMI (interferencia electromagnética) que se produce debido a los grandes di/dt y dt/dt causados por una operación de modo conmutado.
Estas desventajas de los convertidores de modo conmutado aumentan si la frecuencia de conmutación se incrementa para reducir el tamaño y el peso del convertidor y, por tanto, incrementar la densidad de potencia.
o viceversa) cuando el voltaje a través de él y/o la corriente a través de él es cero en el instante de la conmutación.
En estos convertidores resonantes se usa un tanque de LC que produce una tensión y corriente de carga oscilante y por tanto proporciona conmutaciones de tensión cero y corriente cero.
Antes de la disponibilidad de interruptores controlables con capacidad apreciable de manejo de tensiones y corrientes, los convertidores de modo conmutado consistía en tiristores (actualmente, los tiristores en convertidores de modo conmutado se usan únicamente con muy altos niveles de potencia).
Cada tiristor en uno de estos convertidores requería un circuito de conmutación de corriente que consistía en un circuito resonante de LC más otros tiristores y diodos auxiliares que apagaban el tiristor principal, forzando la corriente a través de él para ir a cero. Debido a la complejidad y las pérdidas sustanciales en los circuitos de conmutación, los tiristores se sustituyeron por interruptores controlables conforme se mejoraba su capacidad de manejo de potencia.
La necesidad de incrementar frecuencias de conmutación y de reducir EMI permitió el aumento de los interruptores controlables en ciertas topologías básicas de convertidores de modo conmutado mediante un simple circuito resonante LC, para formar la tensión y corriente del interruptor a fin de rendir conmutaciones de voltaje cero y/o corriente cero. Estos convertidores se denominan convertidores de interruptores resonantes. A menudo, el diodo que se necesita para la operación del circuito de interruptores resonantes es el. mismo que se encuentra en la topología original del convertidor de modo conmutado.
De manera similar, los inductores (como la inductancia de dispersión del transformador) y los condensadores (como la capacitancia de salida del interruptor de semiconductor), que aparecen como parásitos indeseables en topologías de modo conmutado, se utilizan para proveer el inductor y capacitar resonante que se necesita para el circuito de interruptores resonantes.
La salida en algunos de estos circuitos se controla mediante el control de la frecuencia operativa; en otros se usa una onda cuadrada de frecuencia constante, o control PWM, con algunos limitantes adicionales para proporcionar conmutaciones de tensión cero y corriente cero.
La mayoría de estos convertidores se divide en tres categorías de conmutación:
reductor de CC-CC.
2. Topología de conmutación por voltaje cero (ZVS), donde el interruptor se apaga y enciende con voltaje cero. El voltaje resonante pico aparece a través del interruptor, pero la corriente pico del interruptor permanece igual que en su contraparte de modo conmutado. Una de estas topologías se ilustra en la Figura 2.13b para un convertidor reductor de CC-CC.
3. Topología de voltaje fijo de conmutación por voltaje cero (ZVS-CV), donde el interruptor se apaga y enciende con voltaje cero, como en la categoría 2. Sin embargo, un convertidor de esta topología consiste en por lo menos una pata o terminal del convertidor constituida por dos de estos interruptores. El voltaje pico del interruptor permanece igual que en su contraparte del modo conmutado, pero la corriente pico del interruptor es por lo general más alta. Una de estas topologías de convertidor se ilustra en la Figura 2.13c para un convertidor reductor de CC-CC . Para la figura Vd es el voltaje de excitación de CC y Vo es el voltaje de salida; C y L son elementos del circuito resonante.
Cr
Lr Lr
e
f R, rga+
v,,
+
a)
b)
e)
Lr
Cr
e,
Figura 2.13 Convertidor de interruptores resonantes. 2.5 El efecto corona
Ro,ga
Vº
+
Vo
eléctricos (7). Consiste en que algunos electrones adquieren la suficiente energía para abandonar el conductor por donde circulan y son capaces de saltar hacia el aire circundante, que teóricamente no es conductor. Esto provoca que se forme un haz luminoso en torno a los conductores, siendo visible en la oscuridad.
Los electrones siempre viajan a través de materiales metálicos, el aire es un material aislante, y por tanto no apto para el paso de los electrones. Pero bajo ciertas condiciones, como por ejemplo, un valor de tensión más elevado de lo normal en una línea (debido a un fallo o mal funcionamiento de la misma), unido a unas condiciones medioambientales del aire favorables a la conducción (ambiente húmedo o contaminado), pueden llegar a producir este efecto.
En este escenario aire se torna casi un elemento conductor (o como mínimo menos aislante), unido a unas condiciones de funcionamiento de la línea anormales (exceso de tensión), que permitieran a algunos electrones dejar su vía normal para saltar al aire. Sin embargo, el aire no es un metal, por tanto estos electrones que viajan a través de él, se verán frenados, desde las grandes velocidades que poseen hasta velocidades nulas en cuestión de unos pocos centímetros (recordar que cada cm de aire representa una pérdida de 1 O OOOV), ver Figura 2.14. Esta gran fricción, provocará un aumento de temperatura muy grande en los mismos, llegando al estado incandescente.
e
1 O 000 V por cm (gradiente de tensiones en el aire).
Figura 2.14 Efecto Corona. Gradiente de potencial en un cable eléctrico
La unión de millones de estos electrones libres, formará un halo luminoso alrededor del conductor. Este halo seguirá la forma del conductor ya que así lo harán las líneas de tensión a él asociadas (gradiente de tensión), pero como los conductores tienen forma cilíndrica, el halo luminoso también tendrá esta forma, pareciendo que el conductor lleve un halo o Corona.
La intensidad de este efecto determinará el color del halo. Siendo de color rojizo cuando el efecto no es muy importante (menor temperatura), o tendiendo al blanco o azulado cuando el efecto es importante (mayor temperatura).
- Tensión crítica disruptiva: esta es la tensión o resistencia del aire que los electrones deben vencer para iniciar su paso a través de él, abandonando el material conductor. Es la tensión más importante.
- Tensión crítica visual: esta es la tensión o resistencia del aire que deben vencer los
electrones para que el efecto sea visible, y por tanto que el aporte de electrones hacia el aire sea ya importante. Es mayor que la tensión crítica disruptiva, pero no es de tanta importancia en el cálculo del efecto, ya que lo que interesa es el momento de producirse y no cuando es visible.
- Tensión más elevada: esta es la tensión que adquiere la línea en condiciones normales de funcionamiento, por la variabilidad de las cargas a ella conectadas. Se obtiene en tablas pero suele estar comprendida entre un 10% o un 20% superior a la nominal (es muy frecuente que se adopte un 15% superior a la nominal). Para ello:
- Se calcula el voltaje que puede resistir el aire tanto en ambientes secos como húmedos (tensión crítica disruptiva).
- Se calcula el máximo valor de voltaje que puede tener la línea en condiciones normales (voltaje más elevado).
- Se comparan los dos voltajes sí la tensión crítica disruptiva (resistencia del aire) es mayor que la tensión más elevada (tensión de los electrones), los electrones no tendrán suficiente energía para saltar al aire y no se producirá efecto corona. Sí por el contrario la tensión crítica disruptiva, es menor que la tensión más elevada, sí se producirá el efecto corona y deberemos calcular sus pérdidas.
- Finalmente, se determinar las pérdidas por efecto corona.
La expresión que determina la tensión crítica disruptiva, que expresa las pérdidas por efecto corona, es definida por:
Donde:
D
Uc=84xmcxmtxrx6x log- (KV)r (2.11)
84 = es una constante que se define, del paso de tensiones de un valor máximo, a uno eficaz, cuyas unidades son (kV/cm).
me = coeficiente del conductor empleado. Cuanto más plano sea un material más difícil es que de él se desprendan electrones. Sin embargo, con materiales circulares o con protuberancias, éstas actúan de trampolín para los electrones, y a igualdad de tensión, saltan del material más fácilmente. Así me = 1 para conductores nuevos, me = 0.93 a 0.98, para conductores con una cierta antiguedad (con protuberancias), me= 0.83 a 0.87, para cables (formados por hilos).
está húmedo o contaminado. r= radio del conductor en cm.
D= distancia en media geométrica entre fases en cm.
8 = densidad relativa del aire. No tiene unidades y depende de las condiciones medio ambientales y de la altura topográfica.
(25+273)ºK h(cmHg) 3.921 h (2.12)
o---
- 76(cmHg) (273+9)(ºk) - 273+9Donde: h es la altura de presión relativa en cm de Hg.
a
es la temperatura en ºC. La altura de presión relativa del aíre (en cm de Hg), es definida por [5]:log h= log
76-18�36 (2.13)
Donde: y es la altura topográfica en metros del tramo de línea a considerar.
A partir de las definiciones de las ecuaciones (2.11 ), (2.12) y (2.13), se determina la tensión crítica disruptiva del aire.
Para estimar la tensión elevada se hace uso de tablas, sin embargo, también es posible determinar la tensión elevada a partir de la siguiente ecuación:
Ume=1.1 SxUunea (kV)
donde: Ume es la tensión más elevada en KV, Uunea es la tensión en la línea.
Una vez calculadas las dos tensiones, se procede a su comparación:
Uc [KV] Ume [KV]
"7 tensión crítica.
"7 tensión más elevada. Por lo tanto:
- Si Uc > Ume .+No hay efecto corona
- Si Uc < Ume ,+ Si hay efecto corona
Con el propósito de realizar el estudio de los circuitos electrónicos utilizados para el tratamiento del efecto corona, en la Figura 3.1 se ilustran los módulos del sistema de tratamiento de efecto corona en el cual se incluyen los circuitos de potencia y el circuito de control.
, CA/CC
Conversor
Alimentación Pot�ncla
Trifásica
�
Regulación
De potencia
--CIRCUITO DE POTENCIA
--� Inversor CC/CA - ' -i----Transformador - --
-arjeta de
-contliOI - - -de potencia
-____,'< )>
� �
O""'Tl
i iD
� (')
:, ,: "' �
__ :,
O· n
:, ¡¡¡·
Estación
De
tratamiento
CIRCUITO DE CONTROL
Figura 3.1 Diagrama esquemático del sistema de tratamiento de efecto corona
3.1 El circuito de potencia
La descarga corona de alto voltaje es comúnmente utilizada en aplicaciones industriales, como son el generador de Ozono para la esterilización, removedor de carga estática (antiestática), en plásticos en el proceso de impresión, y en otras aplicaciones.
La descarga corona de alto voltaje cambia la tensión superficial de la película de plástico para una mejor adhesión de la tinta de impresión.
En general, una descarga corona de alto voltaje necesita una fuente eléctrica y un par de electrodos. Para mejorar la calidad de tratamiento corona, la operación en alta frecuencia es esencial para la estabilidad del tratamiento corona.
3.1.1 Aspectos preliminares