Minimización de agua en una embotelladora y su impacto en el tratamiento de aguas residuales
216
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE GRADUADOS E INVESTIGACIÓN PROGRAMA DE GRADUADOS EN INGENIERÍA. MINIMIZACION DE AGUA EN UNA EMBOTELLADORA Y SU IMPACTO EN EL TRATAMIENTO DE AGUAS RESIDUALES. TESIS PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE MAESTRO EN CIENCIAS ESPECIALIDAD EN INGENIERÍA AMBIENTAL. CARLOS ESTUARDO PACHECO RODRÍGUEZ. MAYO DEL 2000.
(3) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE GRADUADOS E INVESTIGACIÓN PROGRAMA DE GRADUADOS EN INGENIERÍA. MINIMIZACION DE AGUA EN UNA EMBOTELLADORA Y SU IMPACTO EN EL TRATAMIENTO DE AGUAS RESIDUALES. TESIS PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE. MAESTRO EN CIENCIAS ESPECIALIDAD EN INGENIERÍA AMBIENTAL CARLOS ESTUARDO PACHECO RODRÍGUEZ. MAYO DE 2000.
(4) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE GRADUADOS E INVESTIGACIÓN PROGRAMA DE GRADUADOS EN INGENIERÍA Los miembros del Comité de Tesis recomendamos que la presente tesis del Ing. Carlos Estuardo Pacheco Rodríguez sea aceptada como requisito parcial para obtener el grado académico de Maestro en Ciencias con especialidad en: INGENIERÍA AMBIENTAL. Comité de Tesis. Enrique Cázares, Ph.D. ASESOR. Belzahet Treviño, Ph.D. ASESOR. F r a n c i s c oLozano,Ph.D. SINODAL. APROBADO. Federico Viramontes, Ph.D. Director del Programa de Graduados en Ingeniería.
(5) AGRADECIMIENTOS A Dios Por esta vida tan bella y por brindarme el tiempo para completar este trabajo. A mi esposa, Deyadira Por su comprensión y apoyo incondicional. A mis padres, Carlos e Idalia Porque gracias a ellos he llegado hasta aquí. A mis hermanas, Rocio y Diana Porque siempre respondieron cuando solicité su ayuda. Al Dr. Belzahet Treviño Por brindarme sus conocimientos y guiarme en la primera etapa de esta investigación Al Dr. Enrique Cázares Por sus aportaciones tan valiosas que me permitieron desarrollar la segunda etapa del proyecto Al Dr. Francisco Lozano Por sus importantes comentarios que me ayudaron a mejorar este trabajo. Al Grupo embotellador y en especial al Ing. Enrique Camacho Por permitirme desarrollar la investigación en la empresa. Al personal de la planta de las áreas de Tratamiento de Aguas Residuales, Calidad y Producción Porque siempre estuvieron dispuestos a brindarme información y. a auxiliarme en las etapas de experimentación..
(6) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. ÍNDICE I Resumen. 1. II Introducción. 2. III Antecedentes. 4. IV Metodología. 8. 4.1 Primera Etapa: Minimización de Agua en la Embotelladora 4.1.1 Diagnóstico: identificación, cuantificación y caracterización 4.1.2 Tablas de Referencia Económica y Normativa Ambiental 4.1.3 Tabla de Ponderaciones 4.1.4 Estudio de los procesos y generación de alternativas de ahorro 4.1.5 Resultados de la minimización. 8 8 9 9 10 10. 4.2 Segunda Etapa: Modelación del tratamiento de aguas residuales. 10. 4.2.1 Situaciones a modelar 4.2.2 Descripción del proceso de tratamiento de aguas residuales 4.2.3 Modelación del sistema. 10 12 13. 4.2.3.1 Planteamiento para la modelación del sedimentador primario 4.2.3.2 Planteamiento para la modelación del tanque de igualación 4.2.3.3 Planteamiento para la modelación del tanque de aireación 4.2.3.4 Planteamiento para la modelación del tanque clarificador 4.2.3.5 Planteamiento para la modelación del tanque de digestión aerobia.. 4.2.3.6 Costos de Operación y Monto de Inversión 4.2.3.6.1 Costos de Operación. 32. 4.2.3.6.2 Monto de Inversión. 33. V Resultados 5.1 Primera Etapa: Minimización de Agua en la Embotelladora 5.1.1 5.1.2 5.1.3 5.1.4 5.1.5. 13 15 18 24 28 32. Diagnóstico: identificación, cuantificación y caracterización Tablas de Referencia Económica y Normativa Ambiental Tabla de Ponderaciones Estudio de los procesos y generación de alternativas de ahorro Resultados de la minimización. 35 35 35 43 51 52 60.
(7) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 5.2 Segunda Etapa: Modelación del tratamiento de aguas residuales 5.2.1 5.2.2 5.2.3 5.2.4 5.2.5 5.2.6. Sedimentador primario Tanque de igualación Tanque de aireación Tanque clarificador Tanque digestor Estimación de costos de operación y monto de inversión. 63 63 65 66 70 72 74. 5.2.6.1 Costos de operación. 74. 5.2.6.2 Monto de inversión. 76. VI Discusión de resultados 6.1 Etapa de minimización 6.2 Etapa de modelación del tratamiento de aguas residuales. 78 78 84. VII Conclusiones. 97. VIII Bibliografía. 100. IX Anexos. [. 101.
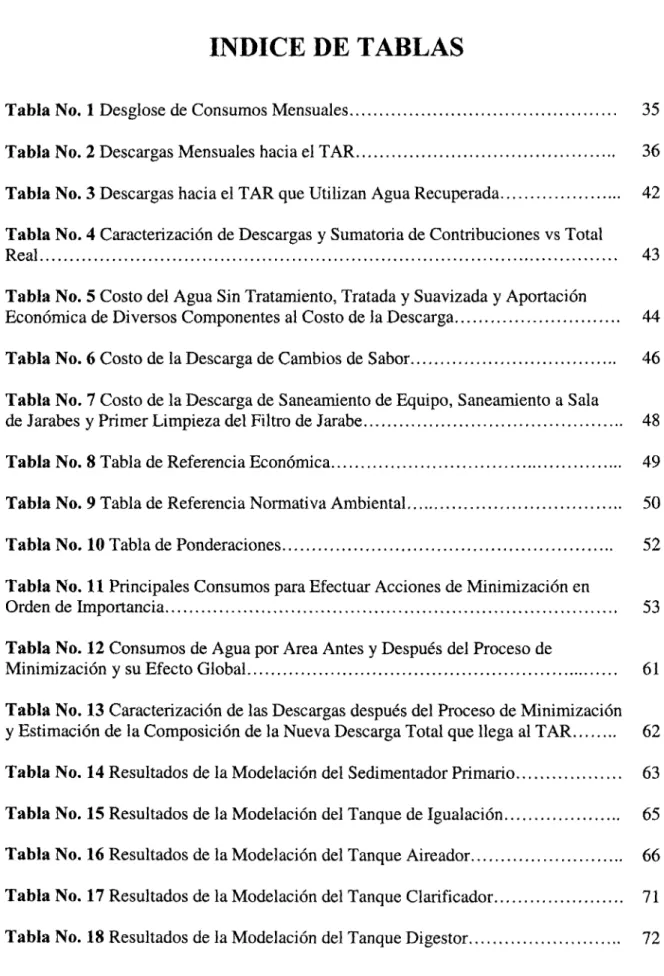
(8) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. ÍNDICE DE TABLAS Tabla No. 1 Desglose de Consumos Mensuales. 35. Tabla No. 2 Descargas Mensuales hacia el TAR. 36. Tabla No. 3 Descargas hacia el TAR que Utilizan Agua Recuperada. 42. Tabla No. 4 Caracterización de Descargas y Sumatoria de Contribuciones vs Total Real. 43. Tabla No. 5 Costo del Agua Sin Tratamiento, Tratada y Suavizada y Aportación Económica de Diversos Componentes al Costo de la Descarga. 44. Tabla No. 6 Costo de la Descarga de Cambios de Sabor. 46. Tabla No. 7 Costo de la Descarga de Saneamiento de Equipo, Saneamiento a Sala de Jarabes y Primer Limpieza del Filtro de Jarabe. 48. Tabla No. 8 Tabla de Referencia Económica. 49. Tabla No. 9 Tabla de Referencia Normativa Ambiental. 50. Tabla No. 10 Tabla de Ponderaciones. 52. Tabla No. 11 Principales Consumos para Efectuar Acciones de Minimización en Orden de Importancia Tabla No. 12 Consumos de Agua por Área Antes y Después del Proceso de Minimización y su Efecto Global Tabla No. 13 Caracterización de las Descargas después del Proceso de Minimización. 53 61. y Estimación de la Composición de la Nueva Descarga Total que llega al TAR. 62. Tabla No. 14 Resultados de la Modelación del Sedimentador Primario. 63. Tabla No. 15 Resultados de la Modelación del Tanque de Igualación. 65. Tabla No. 16 Resultados de la Modelación del Tanque Aireador. 66. Tabla No. 17 Resultados de la Modelación del Tanque Clarificador. 71. Tabla No. 18 Resultados de la Modelación del Tanque Digestor. 72.
(9) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Tabla No. 19 Costos de Operación en el TAR. 75. Tabla No. 20 Monto de Inversión para el Sistema Propuesto. 76. Tabla No. 21 Beneficios Económicos del Proceso de Minimización. 82. Tabla No. 22 Respuesta de Variables del TAR ante Cambios en el Coeficiente de Rendimiento. 87. Tabla No. 23 Respuesta de Variables del TAR ante Cambios en el Coeficiente de Decaimiento Endógeno. 89. Tabla No. 24 Respuesta de Variables del TAR ante Cambios en la Eficiencia de los Difusores. 90. Tabla No. 25 Respuesta del Suministro de Aire por Unidad de Volumen en el Digestor ante Cambios en otras Variables. 94.
(10) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. I. RESUMEN El presente trabajo de investigación tiene como propósito realizar un estudio de minimización de agua en una planta embotelladora de refrescos y evaluar el impacto que dicha minimización tendrá en el tratamiento de aguas residuales de la empresa. Dada la importancia que tiene el vital líquido en la zona noreste del país, la compañía busca implantar medidas que hagan más eficiente su uso. Además, para dar cumplimiento a la normatividad de descargas que aplica, se han construido tratamientos de aguas residuales, donde se busca que su desempeño sea óptimo mejorando constantemente los costos de operación. La primera parte del proyecto se enfoca precisamente en la aplicación de la metodología de minimización en la embotelladora, donde se caracterizan los diferentes consumos (y descargas), evaluándose su impacto económico y ambiental, para finalmente detectar cuáles son las áreas potenciales para minimizar. La segunda etapa del trabajo es la modelación del tratamiento de aguas residuales, donde se analizan cada una de las secciones que conforman al sistema y el comportamiento de las variables de proceso, con la intención de evaluar el impacto que la minimización tuvo en esta área y obtener un estimado del costo de operación del sistema ante diferentes escenarios, e incluso estimar un monto de inversión para una situación de diseño del sistema. El proceso de minimización genera ahorros económicos cercanos a los $120,000 mensuales, teniendo como principales áreas de oportunidad al lavado de botellas, el área de regaderas y el proceso de cambios de sabor, mientras que la modelación en aguas residuales nos indica que este sistema se ve muy beneficiado de las acciones de minimización en planta, teniéndose ahorros en el costo de operación de más de $30,000 por mes. El tratamiento actual está sobrediseñado en su capacidad, teniendo el conjunto de secciones que lo conforman cuatro veces el volumen requerido. El proceso de investigación seguido en este trabajo es extrapolable a otras embotelladoras, tanto en su etapa de minimización en planta como en la de modelación en aguas residuales cuando el sistema sea similar.. Pág. 1.
(11) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. II. INTRODUCCIÓN La competitividad es una de las cualidades fundamentales que debe tener la empresa actual en la búsqueda por asegurar su permanencia y desarrollo en el mercado. Llegar a ser competitivo dentro de un ambiente tan feroz como el que se vive actualmente en nuestro país, donde cada vez hay más compañías que ofertan un mismo producto o servicio, requiere entre otros aspectos, voltear hacia dentro de la organización y detectar áreas de mejora que hagan más eficiente a la empresa.. El sector de los refrescos embotellados no es la excepción. En la región noreste del país existe una fuerte y permanente batalla entre dos compañías que prácticamente acaparan el 100% del mercado, Coca Cola y Pepsi Cola, con un 80 y 20% respectivamente. Hoy en día vemos una competencia permanente por brindar los precios más bajos, y para lograrlo es imprescindible disminuir y mantener los costos de operación.. Una de las materias primas indispensables para la fabricación del refresco es el agua, que es utilizada en grandes cantidades dentro de la planta, no sólo formando parte del producto, sino en procesos auxiliares y servicios generales. El agua, además de representar un importante costo de operación, es un recurso que cada día se vuelve más escaso y valioso, por lo que es necesario eficientar su uso, y si a esto le agregamos la localización geográfica de la zona, catalogada como árida y con dificultades de suministro de este vital líquido, la problemática de evitar al máximo su desperdicio se vuelve más crítica.. La compañía en cuestión se encuentra en un proceso continuo de optimización de este recurso, razón por la cual se realizó este proyecto donde se aplicará una estrategia de minimización en el uso del agua. Por otro lado, para cumplir con la reglamentación vigente en cuanto a descargas residuales, se llevó a cabo en los últimos cinco años la construcción de sistemas biológicos de tratamiento de aguas residuales, los cuales también representan costos de operación para. Pág.2.
(12) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. la empresa. Estos sistemas no han sido analizados y modelados a profundidad, lo que será parte del propósito de este trabajo al analizar el impacto que tendrá el programa de minimización en el tratamiento de aguas.. Un proyecto de este tipo, evaluado y aplicado en planta, permitirá su posterior exitrapolación hacia otras embotelladoras.. Pág.3.
(13) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. III. ANTECEDENTES En la figura No. 1 se muestra el diagrama de bloques del proceso de embotellado. El agua que llega a la planta es sometida a uno de los siguientes tratamientos: suavización ó dealcalinización. El primero de ellos tiene la finalidad de reducir la dureza del agua (sales de Ca++ y Mg++) a través de un intercambio iónico con iones sodio utilizando una resina. El agua suave, cuyos niveles de incrustación son más bajos, se utiliza en calderas, lavadoras de botellas y bandas transportadoras principalmente. La dealcalinización tiene la finalidad de reducir la alcalinidad del agua para evitar la neutralización de los saborizantes de la bebida que son de naturaleza acida. Este proceso se realiza mediante la adición de hidróxido de calcio (cal) y un floculante (polyhidral).. Figura 1. Proceso de Embotellado Polyhidral. i. Agua. Cal. I. Azúcar. Concentrado. j. (sabores)^. Agua Tratada Tratamiento de agua Dealcalinización. Preparación de Jarabes. Agua Tratada: b. CO2j. i. Jarabe. i. Carbonatación. Agua Residual I (hacia TAR) •. Agua Residual I (hacia TAR) •. Agua Residual, (hacia TAR) NOMENCLATURA. í Distribución v Venta. TAR- Tratamiento de Aguas Residuales. Solución de producto. Producto envasado Almacén. Envase limpio. Agu. Vapor de agua. Agua suave Calderas. Sosa. Agua Residual (hacia TAR). Envase sucio. ^. Agua Residual (hacia TAR). Pág.4.
(14) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. El agua proveniente de este proceso es enviada hacia filtros de arena que remueven sólidos disminuyendo su turbidez, y después pasada por filtros de carbón donde es eliminado el cloro residual, así como cualquier compuesto orgánico que pudiera tener el agua de suministro. Posteriormente el agua es enviada al proceso de elaboración de jarabes, los cuales pueden ser simples, si constan únicamente de agua y azúcar, o bien terminados, si además se les adiciona el saborizante concentrado. En el salón de embotellado, el jarabe terminado es diluido con agua tratada y después enviado a un equipo carbonatador donde se agrega bióxido de carbono a la bebida. La solución de producto lista para envasarse llega a la llenadora de botellas, donde por otra parte llega también el envase vacío y limpio proveniente de las lavadoras. Las botellas son llenadas y enviadas al almacén para su posterior distribución y venta.. Al utilizar la teoría general de minimización para optimizar el uso del agua, se detectarán cada una de las áreas de oportunidad, se revisarán las causas de las desviaciones y se establecerán las posibles vías de solución.. Respecto a trabajos realizados en el ramo del embotellado para ahorro de agua en las áreas de mayor consumo, se cuenta con información de seminarios y cursos de la compañía Coca Cola de México, donde se manejan conceptos aislados de ahorro de agua, sin embargo no se tiene una metodología establecida para la detección de oportunidades, asignación de prioridades y evaluación de resultados. Existe una continua divulgación de la información técnica entre las empresas que conforman al sistema Coca Cola, y a la fecha no se ha presentado un procedimiento formal de minimización de la utilización del agua, sino más bien han sido esfuerzos independientes dentro de cada planta.. Los consumos de agua que se tienen en las diferentes áreas de la embotelladora obedecen, en gran parte, a criterios establecidos desde hace muchos años y que por tradición se han venido siguiendo de esa forma, y también a los criterios establecidos ya sea por el diseño de los equipos o por las Normas de Coca Cola de México, sin embargo, es común que los procesos operen sin la verificación de estas condiciones y con consumos más elevados.. Pág.5.
(15) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Por otra parte, en lo que respecta al tratamiento biológico de aguas residuales en su modalidad de lodos activados completamente mezclados, que es el sistema instalado, la información bibliográfica sobre criterios de diseño y parámetros de operación está bastante definida, y prácticamente se manejan los mismos conceptos en las diferentes fuentes de consulta. En la figura No. 2 se muestra un esquema del tratamiento de aguas residuales con el que se cuenta.. Figura 2. Tratamiento de Aguas Residuales. Sedimentador Primario Influente Efluente. Desde su arranque, hace cinco años, se han llevado a cabo diversas acciones para optimizar el funcionamiento de estos sistemas y reducir su costo de operación. Estas acciones se han enfocado prácticamente a mejorar la manera en que se opera al sistema, y así por ejemplo tenemos que se ha buscado el mantener los niveles de oxígeno disuelto por el lado bajo de los rangos de operación, se está trabajando con opciones más económicas de. Pág.6.
(16) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. fleteo y disposición del excedente de lodos, se reutiliza el efluente en el lavado de las bandas del filtro de lodos, se trabaja con polímeros de mayor rendimiento, entre otras. A pesar de que estas actividades han arrojado buenos resultados al disminuir los costos de operación, no se cuenta con un modelo completo del sistema que nos guíe hacia cómo responderá el mismo ante diversas variantes, y que por ende nos ayude a conocer valores óptimos de las variables, suministros adecuados y se cuente con esquema de experimentación en la búsqueda de la mejora continua.. OBJETIVO. El objetivo del presente trabajo consiste en realizar un estudio de minimización de aguas residuales en el proceso de embotellado de refrescos y evaluar su posterior impacto en el sistema de tratamiento de aguas residuales, considerando aspectos económicos y ambientales.. Pág.7.
(17) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. IV. METODOLOGÍA El procedimiento seguido en la elaboración del presente trabajo se puede dividir en dos etapas: la de minimización dentro de la embotelladora y la de modelación en el tratamiento de aguas residuales (TAR).. 4.1 Primera etapa: Minimización de agua en la embotelladora. 4.1.1 Diagnóstico: identificación, cuantificación y caracterización. Para iniciar con el proceso de minimización es necesario conocer la situación actual de los consumos de agua, por lo que primeramente se procedió a identificar todas las fuentes de consumo de agua en la planta, revisándose áreas de proceso, servicios auxiliares y usos generales, llevándose a cabo recorridos dentro de las instalaciones.. Posteriormente se realizó la cuantificación del consumo de agua en cada fuente, ya fuese a través de medición directa en los casos en que fue posible, o bien a través de cálculos matemáticos, apoyándose en la información de diseño de los diferentes equipos. Para la cuantificación se tomó como base un mes típico de verano y una vez obtenido el cálculo total,. se procedió a verificar que el valor resultante fuese coherente con el. registrado por los medidores generales de la planta. Dado que el objetivo es evaluar el impacto que tendrá en el TAR la minimización del consumo de agua en la embotelladora, se procedió a identificar las corrientes residuales que iban a parar a dicho sistema.. El siguiente paso contempla la caracterización de las descargas, por lo que se realizó un muestreo representativo de cada una de ellas y se analizaron los parámetros que generan un mayor impacto en el TAR, así como aquellos cuya Condición Particular de Descarga pudiera verse rebasada en la descarga de la embotelladora. Específicamente se analizó la. Pág.8.
(18) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. demanda bioquímica de oxígeno (DBO5), demanda química de oxígeno (DQO), sólidos suspendidos totales (SST), sólidos disueltos totales (SDT) y potencial de hidrógeno (pH).. Una vez que se tuvo cuantificada y caracterizada cada descarga que llegaba al TAR, se verificó que la sumatoria de las contribuciones de cada corriente (influente al tanque de aguas residuales), correspondiera con los valores reales medidos en las pruebas de laboratorio para cada parámetro. De esta forma aseguramos que no existiesen desviaciones fuertes en la caracterización efectuada.. 4.1.2 Tablas de Referencia Económica y Normativa Ambiental. Siguiendo el procedimiento de minimización, lo que continuó fue la construcción de las Tablas de Referencia Económica (TRE) y Tabla de Referencia Normativa Ambiental (TRNA). La primera se compone de los siguientes aspectos: área de consumo, cantidad de agua consumida, tipo de agua, costo unitario del tipo de agua, costo total y razón de proporción respecto al costo mínimo. En el renglón de costo unitario se consideró el valor económico tanto del tipo de agua que se estaba descargando, como del contenido de materiales que tuviese la misma. La segunda tabla incluye el área de consumo, el valor de cada parámetro de la caracterización, su razón respecto a la normatividad y la suma normalizada de todas las razones.. 4.1.3 Tabla de Ponderaciones. Una vez completadas ambas tablas, se procedió a estructurar la Tabla de Ponderaciones (TP), la cual está formada nuevamente por las áreas de consumo, las razones económicas y normativas obtenidas anteriormente, la normalización de las mismas y la ponderación de los valores normalizados tomando como referencia la importancia que tienen ante la organización. Finalmente se realiza un nueva sumatoria, ahora de los valores ponderados obtenidos, donde las sumas más grandes nos indicarán las áreas de mayor oportunidad para efectuar acciones de minimización.. Pág. 9.
(19) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 4.1.4 Estudio de los procesos y generación de alternativas de ahorro. Con la identificación de las corrientes residuales más importantes en la planta, el siguiente paso fue realizar un estudio de las operaciones generadoras de las mismas. Primeramente se revisaron los manuales de operación de cada actividad y se realizaron visitas de campo, para que una vez comprendido su funcionamiento se pudiesen generar alternativas de ahorro de agua desde el punto de vista de minimización, dejando para posteriores trabajos los enfoques de reuso y tratamiento. La formulación de estas alternativas incluyó la revisión bibliográfica de lo realizado hasta el momento en procesos similares en otras embotelladoras y lo señalado como Norma de Operación por la compañía Coca Cola de México. Este proceso de análisis comprendió también una sección de experimentación en los equipos, donde se jugó con algunas de las variables de cada proceso para observar la respuesta del mismo.. En el proceso de planteamiento y selección de alternativas para ahorro de agua en planta, se buscó en todo momento que las opciones generadas tuviesen una implantación a corto plazo, que fuesen sencillas, prácticas y coherentes con el flujo de inversiones que ha tenido la empresa en los últimos años. Para cada opción de mejora elegida se realizó una evaluación económica de factibilidad.. 4.1.5 Resultados de la minimización. A través del análisis y la experimentación realizada en cada área de oportunidad y como consecuencia de las acciones de minimización, se estimaron los nuevos consumos y flujos de agua residual con sus características, conllevando un beneficio económico y/o ambiental, a la vez que se pudo calcular el valor para el nuevo flujo de entrada al TAR y su composición.. 4.2 Segunda etapa: Modelación del tratamiento de aguas residuales.. 4.2.1 Situaciones a modelar. Para evaluar el impacto que las acciones de minimización realizadas en planta tuvieron sobre el desempeño del TAR, se utilizaron las ecuaciones existentes que describen Pág. 10.
(20) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. el comportamiento de las variables para un sistema aerobio de lodos activados completamente mezclados, para lo cual fue necesaria la revisión de la bibliografía existente en este tópico, que como se señaló es bastante amplia.. Se identificó el tipo de tratamiento biológico al que pertenece el sistema instalado, se recopilaron las ecuaciones de proceso, parámetros típicos de operación y datos de diseño de cada una de las secciones que componen al sistema, se introdujeron estas ecuaciones en una hoja de cálculo y se procedió a modelar el comportamiento del sistema ante ciertas variables de entrada.. La modelación se realizó para tres situaciones diferentes:. a) Para el flujo y la calidad de influente que se tiene antes del proceso de minimización, es decir, con la operación actual de la embotelladora.. b) Para el flujo y la calidad de influente que se tendría después del proceso de minimización, al llevar a cabo las acciones de mejora.. c) Para una situación en donde no existiese un tratamiento de aguas residuales instalado y que fuese necesario proponer un diseño.. En los incisos a y b anteriores, dado que corresponden a situaciones en las que ya se cuenta con un TAR instalado, el objetivo de la modelación se enfocó a revisar el comportamiento de diversas variables respecto a sus rangos típicos de operación recomendados en la literatura, y se obtuvieron los costos de operación del sistema.. Para la situación establecida en el inciso c, el propósito de la modelación fue dimensionar las diferentes secciones del tanque de tratamiento proponiendo valores de operación típicos, para obtener un costo de inversión aproximado. A su vez, con los volúmenes obtenidos y condiciones especificadas, se logró estimar un costo de operación.. Pág. 11.
(21) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 4.2.2 Descripción del proceso de tratamiento de aguas residuales. El TAR se compone de las siguientes zonas de proceso (ver figura No. 2):. Sedimentador Primario, que es la primera sección del TAR a donde llega el flujo de influente procedente de la embotelladora. En él se separa un porcentaje de los sólidos suspendidos y funciona a su vez como separador de grasas y aceites.. Tanque de Igualación, que recibe el agua del sedimentador primario y su función es amortiguar los picos de flujo y concentración del influente. El mezclado en esta sección se realiza fundamentalmente por medio de difusores de burbuja gruesa. En este punto se efectúa la neutralización del influente mediante la adición de ácido sulfúrico, además de que se agregan los nutrientes requeridos (nitrógeno y fósforo, en forma de urea y ácido fosfórico respectivamente) cuando es necesario.. Tanque de aireación, que es el reactor donde ocurre la degradación de la materia orgánica. El agua proveniente del tanque de igualación y los lodos concentrados del fondo del clarificador se mezclan y son distribuidos uniformemente en el tanque de aireación, que opera bajo el régimen de lodos activados completamente mezclados. El suministro de oxígeno se realiza a través de difusores de burbuja fina. Tanque clarificador o sedimentador secundario, que recibe el efluente del tanque aireador y separa el agua tratada de los lodos activados que realizan la degradación. El agua es encauzada por una canaleta de salida hacia el drenaje municipal. Una parte de los lodos es enviada nuevamente a los tanques de aireación, mientras que otra, el excedente del sistema, se envía al tanque digestor.. Tanque digestor, que recibe el excedente de lodo del sistema y lo estabiliza. La digestión ocurre en forma aerobia, donde el mezclado se mantiene a través de difusores de burbuja gruesa. El lodo una vez estabilizado es enviado a filtración y después confinado.. Pág. 12.
(22) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 4.2.3 Modelación del Sistema. A continuación se presenta la metodología seguida en el proceso de modelación del tanque bajo la condición de que se cuenta con un sistema ya instalado y el objetivo es revisar las condiciones de operación del mismo y obtener sus costos de operación. Dentro de cada apartado, al final del mismo, se hacen las observaciones pertinentes para la situación donde no existe un TAR y se propone un diseño.. 4.2.3.1 Planteamiento para la modelación del sedimentador primario (Metcalfx Eddv, 1996):. Definición de los parámetros de entrada: Lsp, que es el largo del sedimentador, Ansp, que es el ancho del sedimentador, Psp, que es la profundidad del sedimentador, Qsp, que es el flujo de entrada al sedimentador, SST vs tiempo @ Hsedim, que son los sólidos suspendidos totales contra el tiempo a una altura determinada en una columna de sedimentación. PORremDBO5, que es el porcentaje de remoción de DBO5 en el sedimentador.. 1. Cálculo del volumen del sedimentador (Vsp):. Vsp = Lsp * Ansp * Psp. 2. Cálculo del tiempo de residencia (Tsp):. T Tsp =. Vsp. Pág. 13.
(23) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 3. Revisión de la carga de superficie (Csp):. donde Asp es el área superficial del sedimentador y se obtiene de:. Asp = Lsp * Ansp. La Csp también representa una velocidad vertical (Vver) del líquido. 4. Revisión de la relación largo/ancho (Ría):. Ansp. 5. Revisión de la relación largo/profundidad (Rlp) para evitar arrastre:. Psp. 6. Cálculo de la velocidad horizontal (Vhor):. Vhor =. Ansp * Psp. 7. Estimación del porcentaje de remoción de sólidos (PORrem):. PORrem =. o. Vver. 100. Pág. 14.
(24) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. donde Fo es la fracción de remoción de SST asociada a la Vver y Vsedim es la velocidad de sedimentación de las partículas.. Tanto Fo como Vsedim se obtienen de experimentación en el laboratorio con una columna de sedimentación.. 8. Estimación del porcentaje de remoción de DBO5 (PORremDBOS):. Este porcentaje se obtiene de muéstreos compuestos y análisis a la entrada y salida del sedimentador.. Para la situación donde no existe un TAR, la modelación del sedimentador primario difiere del procedimiento anterior en el sentido de que primero se propone un tiempo de residencia hidráulico para la operación, y teniendo el flujo se estima un volumen y se proponen dimensiones típicas.. 4.2.3.2 Planteamiento para la modelación del tanque de igualación (Eckenfelder, 1989);. Definición de los parámetros de entrada:. Qi, que es el flujo promedio de entrada (y salida) del tanque durante el intervalo tig, Clig, que es la concentración promedio de entrada durante tig, COig, que es la concentración en el tanque a tiempo cero, tig, que es el intervalo de muestreo, Trig, que es el tiempo de residencia en el tanque, Fp, que es un factor de proporción para el consumo de oxígeno respecto al consumo que se tiene actualmente en el digestor (por diseño), Pa, que es la densidad del aire, Po, que es la fracción peso del oxígeno en el aire, EFig, que es la eficiencia de los difusores,. Pág. 15.
(25) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Rg, que es la constante universal de los gases, To, que es la temperatura del aire a la entrada del soplador, P, que es la presión del aire a la salida del soplador, Po, que es la presión del aire a la entrada al soplador, PMa, que es el peso molecular del aire, k, que es una constante para el aire, e, que es la eficiencia del soplador, Ta, que es el tiempo de aireación al mes y Cwk, que es el costo del kilowatt-hora.. 1. Cálculo de la concentración a la salida del tanque al final de tig (C2ig):. C2ig =. .. Vig. lg+. Qi. donde Vig es el volumen del tanque que se obtiene de:. Vig = Qi * Tríg 2. Cálculo de la masa de oxígeno a suministrar (MOig):. MOig = Fp* MOdig. donde MOdig es la masa de oxígeno a suministrar al digestor, y se calcula dentro de la modelación del tanque digestor.. Pág. 16.
(26) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 3. Cálculo del volumen de aire requerido (VARig):. MOig. VARig =. Pa*Po*EFig 4. Cálculo de la potencia requerida (PRig):. MARig *Rg*To PRig =. Po. -1. PMa *k*e. donde MARig es la masa de aire requerida que se calcula como:. MARig = VARig *Pa. 5. Cálculo del costo en energía eléctrica (GEEig):. GEEig = PRig *Ta* Ckw. Para la situación donde no existe un TAR la diferencia con el planteamiento anterior estriba en que primero se determina un volumen para el tanque basándonos en el flujo y el tiempo de residencia, de manera que físicamente el tanque se ajuste a las necesidades. En el tratamiento actual, con un tanque de volumen conocido, el tamaño del mismo es cuatro veces el necesario.. Asimismo, el cálculo de la masa de oxígeno a suministrar por difusión para las situaciones posterior a minimización y donde no existe un TAR, se estima utilizando una relación de volúmenes de la siguiente manera:. Pág. 17.
(27) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. MOig =. MOigam*{Viedm/v.gam. donde MOigam es la masa de oxígeno a suministrar al igualador antes de minimización, Vigam es el volumen del igualador antes de minimización y Vigdm es el volumen del igualador después de minimización.. 4.2.3.3 Planteamiento para la modelación del tanque de aireación (Qasim, 1985): Definición de los parámetros de entrada:. Vair, que es el volumen del tanque aireador, Y, que es el coeficiente de rendimiento, b, que es el coeficiente de utilización, SSVLM, que son los sólidos suspendidos volátiles en el tanque, kd, que es el coeficiente de decaimiento endógeno, SSTr, que son los sólidos suspendidos totales en el retorno de lodos, SSVLM/SSLM, que es la fracción de volátiles del total de sólidos suspendidos, DB05/DB0u, que es la relación de DBO a 5 días y final, Fd, que es la fracción de sólidos biodegradables, Qi, que es el flujo de influente al tanque aireador, Qpic, que es el flujo pico de influente al tanque aireador, DB05i, que es la DBO5 en el influente a aireación, 5577, que son los sólidos suspendidos totales en el influente a aireación, SSTe, que son los sólidos suspendidos totales del efluente del sistema, DBO5e, que es la DBO5 total en el efluente del sistema, QAIRdig, que es el flujo de lodos de desecho de aireación hacia el digestor, SSVe, que son los sólidos suspendidos volátiles en el efluente del sistema, Csw, que es la solubilidad del oxígeno en agua limpia a 20 C, C*sw, que es la solubilidad del oxígeno en agua limpia a la temperatura de campo,. Pág. 18.
(28) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. C, que es la concentración requerida de oxígeno disuelto en el tanque, B, que es un factor de tensión superficial, A, que es un factor de corrección a la transferencia de 02 en agua residual, T, que es la temperatura promedio en el tanque, altura, que es la altura de la ciudad sobre el nivel del mar, Pdair, que es un factor de protección en el suministro de aire, EFair, que es la eficiencia de los difusores de aireación, Vps, que es el flujo de aire por cada soplador, Ns, que es el número de sopladores y Nd, que es el número de difusores en el tanque.. 1. Cálculo de la concentración de DBO5 soluble en el efluente (DBO5se):. DBOSse = DB05e - DB05sste donde DBO5sste es la DBO5 ejercida por los SST del efluente, la cual se obtiene de:. DBO5sste = SSTe *Fd*b*\. DBOu. 2. Cálculo de la eficiencia del tratamiento biológico {EFtrat): Basada en DBOs soluble:. DBO5Í-DBOSse EFtrat = DBO5Í Basada en DBOs total:. _._ 4 DBO5i-DBO5e EFtrat = DBOSi. Pág. 19.
(29) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 3. Cálculo del tiempo de residencia hidráulico (O):. 0 Qi 4. Cálculo del tiempo de residencia celular (Oc):. Vair*SSVLM QAIRdig * SSVr + Qe* SSVe. Oc = •. donde SSVr son los sólidos suspendidos volátiles en el retorno de lodos y Qe es el flujo de efluente del sistema.. Además SSVr se obtiene de:. cci/, _ ec"7v * [SSVLM/ 1 \ /SSLM'. 5. Cálculo de la producción de lodos en el sistema (Px) y la masa de SST de desecho de aireación al digestor (MSSTair):. Px = Yobs * Qi * (DBO5Í - DBOSse). donde Yobs es el coeficiente de rendimiento observado que se calcula mediante:. Yobs =. Y. kd*Oc. Además, el incremento de SST en el sistema (Py) se obtiene de: Py =. Px SSVLM/ /SSLM Pág. 20.
(30) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. MSSTair se calcula mediante la siguiente relación: MSSTair = Py-Spe donde Spe es la masa de sólidos perdidos en el efluente, la cual se obtiene de: Spe = Qe* SSTe 6. Cálculo del flujo de recirculación (Qr): SSLM*Qi SSTr-SSLM donde SSLM son los sólidos suspendidos totales en el tanque y se calculan mediante:. SSLM =. SSVLM SSVLM/ /SSLM. 7. Revisión de la tasa de retorno de lodos (Trl):. Qi 8. Revisión de la relación comida-microorganismos (F/M):. F/M =. Qi * (DBO5Í - DBO5se) Vair * SSVLM. Pág. 21.
(31) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 9. Revisión de la carga orgánica (Co):. Co =. DBO5i*Qi Vair. 10. Cálculo del requerimiento de oxígeno (RSO):. RSO= Csw. donde TV es el requerimiento teórico de oxígeno y Fa es un factor de corrección a la solubilidad del oxígeno por elevación.. Además N se calcula de la relación:. /DBOu y Fa se obtiene de: _ . altura Fa = 1 9450. 11. Cálculo del volumen de aire requerido (VARair):. VARair = Vrt * Pdair. donde Vrt es el volumen teórico requerido de aire que se obtiene de: RSO Pa*Po* EFair Pág. 22.
(32) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 12. Revisión de la disponibilidad de aire de los sopladores (Das):. Das = Vps* Ns. 13. Cálculo de la cantidad de aire requerido por kg de DBO5 removido (VARdbo):. VARdbo =. (DBO5Í - DBOSse) * Qi. 14. Cálculo de la cantidad de aire requerido por m3 de agua tratada (VARm3):. . , . _ . VARair VARm3 = & 15. Cálculo de la cantidad de aire requerido por día por volumen de aireación (VARva):. ..._ VARair VARva = Vair 16. Cálculo del volumen de aire por difusor (VARdiJ):. VARdif =. Nd. 17. Cálculo de la potencia requerida (PRair):. p. MARair * Rg*To PRair =. Po. ^.283. -1. PMa*k*e. Pág. 23.
(33) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. donde MARair es la masa de aire requerida, la cual se calcula de: MARair = VARair * Pa. 18. Cálculo del costo en energía eléctrica (GEEair): GEEair = PRair *Ta* Ckw. 19. Revisión de la energía requerida por volumen tratado (Pv):. En la situación donde no se tiene un TAR se propone un tiempo de residencia celular típico para el tipo de proceso con que se cuenta, y con ello se calcula un volumen para el tanque aireador de acuerdo a la siguiente relación:. . ~. aif. Oc*Qi*Y* (DB05Í - DBOSse) SSVLM*(l+l(dir0c). 4.2.3.4 Planteamiento para la modelación del tanque clarificador (Qasim, 1985):. Definición de los parámetros de entrada: dclar, que es el diámetro del clarificador, SST vs Velinised, que son los sólidos suspendidos totales contra su respectiva velocidad inicial de sedimentación. La relación se obtiene de experimentación en el laboratorio, Flujo de SST vs SST, que se deriva de información anterior,. Pág. 24.
(34) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. SF, que es el flujo limitante de sólidos y se obtiene de las gráficas generadas en los experimentos, SSTgraf, que es el máximo de SSLM permisible para lograr la clarificación. También se obtiene de las gráficas, hw, que es la profundidad del agua clara, Pelar, que es la profundidad total del clarificador y PORclar, que es el porcentaje de sólidos en el clarificador respecto a los sólidos que hay en el tanque de aireación.. 1. Cálculo del área actual del clarificador (AACTclar):. ..__,. AACTclar. 3.14159* delar2. 2. Cálculo de la profundidad de la zona de concentración {heo):. heo = Pelar - hw. 3. Revisión de la carga hidráulica a flujo promedio (Chprom):. Chprom =. Qi AACTclar. 4. Revisión del área requerida para clarificación (AREQclar):. AREQclar =. Qclar* SSLM SF. donde Qclar es el flujo total hacia el clarificador incluyendo la recirculación, y se obtiene de: Qclar = Qi + Qr. Pág. 25.
(35) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 5. Revisión del área de clarificación de acuerdo a la carga hidráulica:. SSTgraf se obtiene directamente de la gráfica de Velinised vs SST, al leer en el eje de las ordenadas la carga promedio que se tiene (Chprom). El valor en la abscisa (SSTgraf) corresponde al valor máximo permisible de SST en el tanque aireador para lograr la clarificación en la siguiente etapa.. 6. Revisión de la carga hidráulica a flujo pico (Chpic):. Chpic =. Qpic AACTclar. 7. Revisión de la carga de sólidos a flujo promedio (Csprom):. Csprom -. Qi*SSLM AACTclar. 8. Revisión de la carga de sólidos a flujo pico (Cspic):. „ . Qpic * SSLM Cspic - — AACTclar 9. Cálculo de la concentración promedio de lodos en el clarificador (Se):. & -. STc. heo * AACTclar. donde STc es la masa de lodo en el clarificador y se calcula mediante:. STc = Sa* PORclar. Pág. 26.
(36) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. donde Sa es la masa de lodo en el tanque de aireación que se obtiene de: Sa = SSLM*Vair. 10. Cálculo del tiempo de detención en el clarificador a flujo promedio (Tdc):. _.. Velar. Tdc = Qi donde Velar es el volumen del tanque clarificador que se calcula mediante:. Velar = AACTclar * Pelar. 11. Cálculo del tiempo de detención en el clarificador a flujo pico (Tdcp):. Qpic. Para la situación donde no existe un TAR, el cálculo que se hace inicialmente es el requerimiento del área para clarificación (AREQclar), con lo que se determina un diámetro para el tanque. La altura del clarificador se calcula proponiendo una profundidad para el agua clara y determinando la profundidad de la zona de concentración en base a suponer una concentración promedio de lodos en el clarificador. De esta manera con el área y la profundidad, se calcula el volumen del tanque.. Pág. 27.
(37) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 4.2.3.5 Planteamiento para la modelación del tanque de digestión aerobia (Eckenfelder. 1989):. Definición de los parámetros de entrada:. SSV vs tiempo, que son los sólidos suspendidos volátiles contra el tiempo. La relación se obtiene de experimentación en el laboratorio, SSVnd, que son los sólidos suspendidos volátiles no degradables, SSVie, que son los SSV al inicio del experimento, SSVidig, que son los SSV al inicio en el digestor, PORdig, que es el porcentaje deseado de remoción de los sólidos degradables, SSTent, que son los SST promedio que entran al TAR, SSTsp, que son los SST en la purga del sedimentador primario al digestor, SSVsp/SSTsp, que es la relación de SSV y SST en el sedimentador primario, Oxdig, que es la masa de oxígeno requerida por kg de SSV destruido, EFdig, que es la eficiencia de los difusores del digestor y Hlod, que es la humedad del lodo filtrado.. 1. Estimación de los SSV no degradables (SSVnd):. Los SSVnd se obtienen experimentalmente de la gráfica de SSV remanentes contra el tiempo. Se lee el valor asintótico sobre el eje de las ordenadas.. 2. Cálculo del coeficiente de decaimiento endógeno (kd): kd se determina como la pendiente de una gráfica semilogarítmica de los SSV degradables contra el tiempo.. Pág. 28.
(38) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 3. Cálculo de la fracción de SSV degradables (Fd):. rj. SSVie - SSVnd. Fd = SSVie 4. Cálculo de la concentración de SSV a la salida del digestor (SSVsdig):. SSVsdig = SSVidig - PORdig *Fd* SSVidig. 5. Cálculo del tiempo de residencia para la degradación (tdig):. '. SSVidig - SSVsdig ~ kd* (SSVsdig - SSVnd). lg. 6. Cálculo de la reducción en SSV (SSVred):. SSVidig. 7. Cálculo del flujo total de lodo enviado al digestor (QTOTdig):. QTOTdig = QAIRdig + QSPdig. donde QSPdig es el flujo de lodos del sedimentador primario al digestor que se calcula mediante: QSPdig =. SSTsp. donde MSSTsp es la masa de SST enviados del sedimentador primario al digestor y SSTsp es la concentración de este flujo.. Pág. 29.
(39) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Además MSSTsp se obtiene de: MSSTsp = Qi * SSTent * PORrem. 8. Revisión del volumen necesario para la digestión (Vdig):. Vdig = tdig * QTOTdig. 9. Cálculo de la masa de SSV enviados al digestor (MSSVdig):. MSSVdig = MSSVdigair + MSSVdigsp. donde MSSVdigair es la masa de SSV enviados de aireación hacia el digestor y MSSVdigsp es la masa de SSV enviados del sedimentador primario al digestor.. MSSVdigair se calcula utilizando la siguiente relación:. MSSVdigair = QAIRdig * SSVr MSSVdigsp se calcula a través de:. MSSVdigsp = MSSTsp * I. SSVs. P. SSTsp. 10. Revisión de la carga de SSV (CSSVdig):. Vdig. Pág. 30.
(40) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 11. Cálculo de la masa de SSV destruida (MSSVdes):. MSSVdes = PORdig *Fd* SSVidig * QTOTdig. 12. Cálculo de la masa de oxígeno a suministrar (MOdig):. MOdig = OXdig * MSSVdes. 13. Cálculo del volumen de aire requerido (VARdig):. VARdig =. M dÍg. ° Pa*Po*EFdig. 14. Cálculo del suministro de aire (SOdig):. Vdig. 15. Cálculo de la potencia requerida (PRdig):. MARdig *Rg*To * PRdig =. c {"o. -.0.283. -1. PMa* k *e. donde MARdig es la masa de aire requerida que se obtiene de:. MARdig = VARdig * Pa. Pág. 31.
(41) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. 16. Cálculo del costo en energía eléctrica (GEEdig):. GEEdig = PRdig *Ta* Ckw. 17. Cálculo de la cantidad de lodos enviados a disposición (Ldis):. MSSTdig Ldis =. =(1-Hlod). donde MSSTdig es la masa de SST enviados al digestor que se calcula de: MSSTdig = MSSTair + MSSTsp. Para la situación donde no existe un TAR, la modelación del digestor es igual al procedimiento anterior, sólo que el volumen de diseño que se propone se ajusta a los resultados de la modelación donde se proponen parámetros típicos de operación, de manera que no quede tan sobrado. El actual es casi el triple del necesario.. 4.2.3.6 Costos de Operación y Monto de Inversión.. 4.2.3.6.1 Costos de Operación: Dentro de los costos de operación se tomaron en cuenta los siguientes conceptos:. Urea y ácido fosfórico: son los nutrientes que requiere el sistema. Su consumo se mide directamente de las adiciones que realiza el operador tomando en cuenta las concentraciones de los mismos en el influente y efluente.. Acido sulfúrico: su función es neutralizar la elevada alcalinidad del agua de entrada al sistema. Su consumo está determinado por el flujo de influente, su nivel de pH y el. Pág. 32.
(42) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. tiempo que permanece el agua en el tanque igualador. Se busca que la alimentación al tanque de aireación tenga un pH entre 6.5 y 7.5.. Polímero: se emplea como tratamiento previo de floculación para los lodos que son enviados del digestor hacia el filtro banda. Su consumo está determinado por la cantidad de lodo que se envíe a disposición.. Hipoclorito de Sodio y Calcio: se emplean para labores de limpieza y evitar la formación de algas.. Filtros de sopladores: normalmente se reemplazan cada cuatro o cinco meses. Salario: es la nómina de cuatro operadores.. Energía eléctrica: es el consumo de sopladores, filtro banda, bombas, medidores de flujo y pH, equipo de laboratorio y luminarias.. Agua potable: se utiliza para el enjuague final de las bandas del filtro, en pruebas de laboratorio y para usos sanitarios.. Renta de tolva y disposición y flete de lodos: son los costos asociados con la disposición final de los lodos en un relleno sanitario.. Mantenimientos y refacciones: se refiere a los costos de mantenimientos preventivos, correctivos y a la reposición de piezas.. Otros: cualquier otro costo de operación que eventualmente se presente. 4.2.3.6.2 Monto de Inversión: En lo que corresponde al monto de inversión para la situación donde no se tiene instalado un TAR, la manera de estimarlo es mediante el volumen que tendrá el tanque del. Pág. 33.
(43) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. sistema de tratamiento y, a través de una correlación generada por la información que se tiene actualmente en la compañía respecto a los volúmenes y costos de inversión de los tratamientos existentes, se logra obtener un monto aproximado para la situación propuesta.. Pág. 34.
(44) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. V. RESULTADOS 5.1 Primera etapa: Minimización de agua en la embotelladora.. 5.1.1 Diagnóstico: identiñcación, cuantifícación y caracterización. El desglose de consumos de agua por área se presenta en la Tabla No. 1 y en la Tabla No. 2 se enumeran únicamente aquellas descargas que llegan al TAR.. Tabla 1. Desglose de Consumos Mensuales. Area= Proceso Embotellado Lavadoras de botellas Transportadores de botellas Saneamiento de equipo Saneamiento a sala de jarabes Cambios de sabor Filtro banda. Consumo (m3) 17,848 15,919 2,476 1,370 140 271 580. Porcentaje 33.99% 30.32% 4.72% 2.61% 0.27% 0.52% 1.10%. Area= Servicios Limpieza de las lavadoras de botellas Retro/avado de filtros de arena Retrolavado de filtros de carbón Retro/avado de suavizador Regeneración del suavizador Enjuague del suavizador Primera limpieza del filtro de jarabe Segunda limpieza del filtro de jarabe Aseo a salón de embotellado Pérdidas en calderas Torres de enfriamiento Condensador evaporativo Purgas del condensador evaporativo Purgas del tanque reactor. 1 800 400 431 646 969 10 70 223 684 43 2,832 64 716. 0.00% 1.52% 0.76% 0.82% 1.23% 1.85% 0.02% 0.13% 0.43% 1.30% 0.08% 5.39% 0.12% 1.36%. Área: Usos Generales Lavado de camiones Lavado de trailers Lavado de automóviles Lavado de montacargas Lavado de camionetas Sanitarios Mingitorios Lavabos Regaderas. 135 54 12 58 18 345 179 23 5,187. 0.26% 0.10% 0.02% 0.11% 0.03% 0.66% 0.34% 0.04% 9.88%. 52,504 52,086. 100.00%. TOTAL (M3/MES)= MEDIDORES GRALES=. Pág. 35.
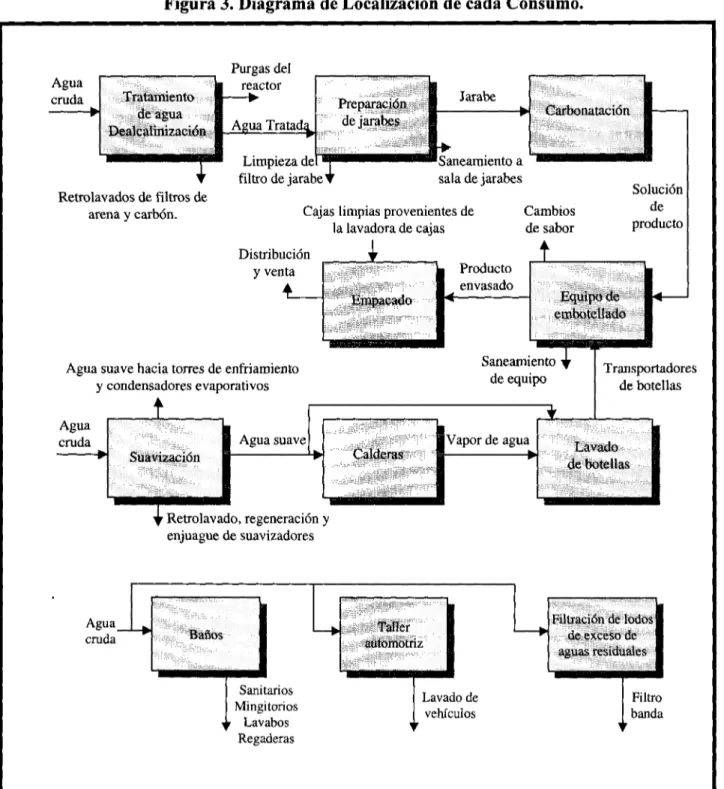
(45) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. En ambas tablas, una vez que se obtuvo el dato teórico de la cantidad de agua mensual total, se comparó contra su valor real, en el primer caso contra el valor registrado por los medidores generales de la empresa, y en el segundo contra el medidor instalado en el tanque del tratamiento. En el Anexo No. 8 se muestra un croquis de la ubicación de cada consumo. Tabla 2. Descargas Mensuales hacia el TAR. Consumo (m3) 15,919. Area= Proceso Lavadoras de botellas Lavadora de cajas. 335 2,476. Transportadores de botellas Saneamiento de equipo. 1,370. 140 271 580. Saneamiento a sala de jarabes Cambios de sabor Filtro banda Area= Servicios Limpieza de las lavadoras de botellas Vaciado de tanques de lavadoras Retrolavado defiltrosde arena Retrolavado defiltrosde carbón Retrolavado de suavizador Regeneración del suavizador Enjuague del suavizador Primera limpieza del filtro de jarabe Segunda limpieza delfiltrode jarabe Aseo a salón de embotellado Pérdidas en calderas (50%) Purgas del condensador evaporativo Purgas del tanque reactor Área: Usos Generales Lavado de camiones Lavado de trailers Lavado de automóviles Lavado de montacargas Lavado de camionetas TOTAL (M3/MES)= Medidor en Tratanriento=. Porcentaje 60.88% 1.28% 9.47% 5.24% 0.54% 1.04% 2.22%. 1 110 800 400 431 646 969 10 70 223 342 64 716. 0.01% 042%. 135 54 12 58 18. 0.52% 0.21% 0.05% 0.22% 0.07%. 26,150 26,139. 100%. 3.06% 1.53% 1.65% 247% 3.71% 0.04% 0.27% 0.85% 1.31% 0.24% Z74%. En el Anexos No. 10 se muestra el procedimiento de cálculo de cada consumo y a continuación se presenta una breve descripción de cada uno de ellos, así como su localización en un diagrama de flujo (Figura No. 3).. Pág. 36.
(46) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Embotellado: es el agua consumida en la elaboración del producto. La producción del mes de diferentes tamaños se convierte a una sola medida (12 oz) y se utiliza el factor teórico de 7.8795 L de agua por caja de 12 oz.. Figura 3. Diagrama de Localización de cada Consumo.. Agua cruda. Purgas del reactor •. Tratamiento de agua Dealcalinización. Agua Tratada. Jarabe. Preparación de jarabes. •Saneamiento a sala de jarabes. Limpieza del"P filtro de jarabe Y. T Retrolavados de filtros de arena y carbón.. Cajas limpias provenientes de la lavadora de cajas Distribución y venta. Carbonatación. Solución de producto. Cambios de sabor. í. A _. Producto envasado. Empacado. Saneamiento de equipo. Agua suave hacia torres de enfriamiento y condensadores evaporativos Agua cruda. Transportadores de botellas. A Agua suave Suavización. y Retrolavado, regeneración y enjuague de suavizadores. Agua cruda. fe,. Baños. i. J. Sanitarios Mingitorios r Lavabos Regaderas. Taller automotriz. Filtración de lodos! de exceso de j aguas residuales 1. Lavado de vehículos i r. Filtro banda t. Pág. 37.
(47) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Lavadora de botellas; es el agua consumida en el lavado y enjuague del envase y representa, junto con el embotellado, los consumos más fuertes. Su valor se obtiene de medición directa a través de equipo instalado.. Transportadores de botellas: es el agua utilizada para lubricar las bandas metálicas que transportan las botellas a través de las diferentes etapas del llenado, y al igual que el agua del lavado, su valor se obtiene de la lectura de medidores.. Saneamiento de equipo: es el agua empleada para efectuar la operación de limpieza de los equipos y tuberías que conducen el producto. Su valor se obtiene de medición directa y el monto total ya está determinado para cada línea de producción, así como también la frecuencia de los sáneos.. Saneamiento a sala de jarabes: es el agua consumida para la limpieza de los tanques de jarabe. Se miden directamente 450 L de agua de enjuague por tanque.. Cambios de sabor: es el agua utilizada para enjuagar los equipos en cada cambio de sabor. Su valor ha sido calculado por cada línea de producción.. Filtro banda: es el agua empleada para enjuagar las bandas del filtro que seca los lodos del TAR. Para su cálculo se cuenta con el costo teórico del equipo y el tiempo de operación al mes.. Limpieza de las lavadoras de botellas: es el agua consumida para realizar los trabajos de aseo de los tanques de las lavadoras. Se utiliza una manguera durante 20 minutos.. Retrolavado de filtros de arena: es el agua utilizada para retrolavar los filtros de arena. El consumo se mide directamente a través de un medidor y ya está determinada la cantidad de agua por retrolavado.. Pág. 38.
(48) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Retrolavado de filtros de carbón; es el agua empleada para retrolavar los filtros de carbón. El consumo se mide directamente a través de un medidor y ya está determinada la cantidad de agua por retrolavado. Retrolavado del suavizador: es el agua consumida para retrolavar los suavizadores. El consumo se mide directamente a través de un medidor y ya está determinada la cantidad de agua por retrolavado.. Regeneración del suavizador; es el agua utilizada para regenerar los suavizadores. El consumo se mide directamente a través de un medidor y ya está determinada la cantidad de agua por regeneración.. Enjuague del suavizador; es el agua empleada para enjuagar los suavizadores. El consumo se mide directamente a través de un medidor y ya está determinada la cantidad de agua por enjuague.. Primera limpieza del filtro de jarabe: es el agua consumida para eliminar la torta de filtración (dicalite y azúcar) que se acumula en las membranas del filtro. Inicialmente se inunda el filtro con 800 L, para posteriormente realizar aseo con manguera durante 20 minutos.. Segunda limpieza del filtro de jarabe: es el agua utilizada para enjuagar el filtro. Se inunda el equipo con un volumen de 8,800 L.. Aseo al salón de embotellado: es el agua empleada para efectuar las limpiezas exteriores del equipo y pisos. Se realiza con manguera al finalizar cada turno y tiene una duración de 60 minutos.. Pérdidas en calderas: es el agua o vapor de agua perdidos en el circuito de las calderas. Teóricamente se producen 15.65 kg. de vapor en una hora por cada caballo. Pág. 39.
(49) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. caldera, y se considera un 20% de pérdida (valor manejado por la planta), donde se incluyen purgas y fugas.. Torre de enfriamiento: Es el agua que se pierde en las torres de enfriamiento, sea por purgas o evaporación. Se mide directamente por medio del flujo constante de reposición.. Condensador evaporativo: Es el agua consumida en los equipos de condensación del sistema de refrigeración, donde se emplea agua para enfriar y condensar al refrigerante. De acuerdo a datos de diseño de los equipos, un condensador evapora 6.8137 L de agua en una hora por tonelada de refrigeración, de ahí que teniendo las capacidades instaladas y el tiempo de operación, se calcula este consumo.. Purgas del condensador evaporativo: es el agua perdida en las purgas de los equipos de condensación. Se mide directamente el flujo y el tiempo de la purga, además de que los domingos se vacía completamente el contenedor del equipo, cuyo volumen es conocido.. Purgas del tanque reactor: es el agua perdida en las purgas del tanque dealcalinizador del agua para embotellado. Se mide directamente el flujo y el tiempo de la purga.. Lavado de camiones: es el agua empleada en la limpieza de los camiones. Se realiza con dos mangueras de alta presión durante 45 minutos.. Lavado de trailers: es el agua empleada en la limpieza de los trailers. Se realiza con una manguera de alta presión durante 180 minutos.. Lavado de automóviles: es el agua empleada en la limpieza de los automóviles. Se realiza con una manguera de alta presión durante 20 minutos.. Pág. 40.
(50) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Lavado de montacargas: es el agua empleada en la limpieza de los montacargas. Se realiza con una manguera de alta presión durante 30 minutos. Lavado de camionetas: es el agua empleada en la limpieza de las camionetas. Se realiza con una manguera de alta presión durante 30 minutos.. Sanitarios: es el agua utilizada por los depósitos de los sanitarios. Se estima un consumo de 8 L por uso, 1.5 usos en promedio por día debidos al 85% de las personas durante los 26 días del mes.. Mingitorios: es el agua consumida por el funcionamiento de los mingitorios. Se mide directamente el flujo que permanece contante las 24 horas, todos los días del mes.. Lavabos: es el agua empleada por los lavabos. Se estima un consumo de 0.40 L por uso, 2 usos en promedio por día debidos al 85% de las personas durante los 26 días del mes.. Regaderas: es el agua consumida en las regaderas del personal. Se mide un flujo promedio de 28 L/min y se estima un tiempo de bañado de 10 minutos, 1 uso diario debido al 75% de las personas sindicalizadas durante los 26 días del mes.. En la Tabla No. 3 se presenta el caso particular del vaciado de los tanques de las lavadoras de botellas y de cajas. Estos conceptos no representan un consumo de agua limpia, sino que utilizan agua recuperada del lavado de botellas y si representan una descarga hacia el TAR. En el Anexo No. 11 se muestra el procedimiento de cálculo de estas dos corrientes.. Vaciado de tanques de lavadoras de botellas: es el agua descargada al hacer la limpieza de los tanques de las lavadoras de botellas. Se cuenta con los volúmenes de cada tanque y la frecuencia de las limpiezas.. Pág. 41.
(51) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Lavadora de cajas: es el agua descargada por las lavadoras de las cajas de envase. Se mide directamente la cantidad de agua enviada a cada lavadora para su posterior recirculación y descarga al finalizar el turno.. Tabla 3. Descargas hacia el TAR que Utilizan Agua Recuperada. Vaciado de tanques de lavadoras. 110,230 L. Vaciado de lavadora de cajas. 334,800 L. Para la caracterización de cada descarga se tomaron muestras representativas de los efluentes de cada proceso y se analizaron en el laboratorio de la planta. Los parámetros revisados fueron aquellos cuya Condición Particular de Descarga pudiera verse rebasada en la descarga de la embotelladora así como los que generan un mayor impacto en el TAR. Se analizó el potencial de hidrógeno (pH), sólidos disueltos totales (SDT), sólidos suspendidos totales (SST), demanda bioquímica de oxígeno (DBO5) y demanda química de oxígeno (DQO). Cuando el análisis de algún parámetro arrojó un valor del cual se tuviese duda, se efectuó un remuestreo de la descarga y se determinó nuevamente la variable.. Una vez que se contó con la caracterización de todas las descargas, el siguiente paso fue comprobar que la sumatoria de contribuciones de cada corriente fuese coherente con las mediciones reales que se efectúan en el influente al TAR para todos los parámetros. Utilizando los flujos y concentraciones medidas se calcularon las características de la descarga combinada y se comparó contra el real medido. Los resultados de la caracterización de cada descarga, la sumatoria de contribuciones y su comparativo contra el real se muestran en la Tabla No. 4.. En esta misma tabla se presenta en la parte inferior, la caracterización de las cuatro descargas que no están canalizadas hacia el TAR.. Pág. 42.
(52) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Tabla 4. Caracterización de Descargas y Sumatoria de Contribuciones vs Total Real. # 1. z 3 4. 5 g 7 8 9. 10 11 1g. 13 14 15 16 17 1?. 19 20 21. 22 23 24. 25. ÁREA, NORMA Lavadora de botellas Lavadora de caias TransDortadores de botellas Saneamiento de eauiDo Saneamiento a sala de iarabes Cambios de sabor Filtro banda Limpieza de lavadoras de botellas Vaciado de los tanaues de lavadoras Retrolavado de filtros de arena Retrolavado do filtros de carbón Retrolavado del suavizador ^egeperadn del suavizador Eniuaque del suavizador Primera limpieza del filtro de ¡árabe Segunda NmDieza del filtro de iar^be Aseo al salón de embotellado Pérdidas en calderas Purgas del condensador evaoorativo Puraas del tanque reactor Lavado de camiones Lavado de trailers Lavado de automóviles Lavado de montacargas Lavado d.e camionetas Sumatoria de Contribuciones* Total Real. Fluís ÍPÍVIWS). Porcentaje. PH. SDTrma/LÍ. 6-9. 15,919 335. 2.476 1 370 140. 271 5?0 1. 110 800 4Q0 431. 546 969 10 70 223 342 64 716 135 54. 12 58. 1? 26.150 26,139. 60.88% 1.28% 9.47% 5 24% 0.54% 1 04% 2.22% 0.01% 0.42% 3.06% 1.53% 1.65% 2.47% 3.71% 0.04% 0 27% 0 85% 1.31% 0.24% 2 74% 0.52% 0.21% 0.05% 0 22% 0.07% 100.00%. 11.0 11.0 8.5 69 6.9 67 85 90. 11.0 7.8 8.4 7.9 7.9 8.7 6.2 69. 11 0 11.8 9.7. 3.600 3.650 1.650 320 315 85. 2.300 4.000 3.600 490 280 580 540. 1.050 108.000 450. 2.000 1.100 20.900. 10 1. 300. 8.1 8.1 8.1. 7.000 7.000 7.000 7 000 7.000 2.768 2.800. 81 8.1. 10.5 11.0. SS.Tmia/D. DBQÍma/U. sno. 450 795 810 110 680 5. 180 320 100 60 30 10 200. 1.790. 180 400 30 65 60 60. 10 850 795 60 0 20 20 20. 67.500. 2.160. 140 30 60 480. 20 150 180 350 0. 1.700. 8 450 1.500 1.500 1.500 1 500 1.5O0. 1.000 1.000 1.000 1 000 1.000. 425 450. 582 600. DQOíma/L> 1.000 2.650 2.850 260 680 5. 1.790 90. 4.550 2.650 80 80 30 60 20. 176.000 75 550 210 410 10. 5.300 5.300 5.300 5 300 5.300 1.880 1.900. Descara as que no van al tratamiento de aquas residuales 25 2§ 27 28. ÁREA NORMA Sanitarios M^nqitorios Lavabos Reaaderas Total. Fluio Ím3/mes) 345.. 179 23. 5.157 5.733. Porcentaje 6 01% 3 11% 0.40% 90.47%. pH 6-9. SDTÍma/L). §ST<mg/L). DBOrma/U. 7.9. 50 50 130 130. 500 20 20 80 80. 450 70 70 300 300. 7.9 7.9 7.9. DQOíma/L) 1.000 240 240 725 725. * El valor de la sumatoria de contribuciones para los parámetros SDT, SST, DBO y DQO se calcula mediante la suma de los productos del flujo por la concentración del parámetro para cada corriente, y el resultado de la adición se divide entre el flujo total. En el caso del pH, dado que se tiene una base fuerte que es la sosa descargada de las lavadoras de botellas, sólo se considera una pequeña disminución del mismo debido a la dilución con las otras corrientes, las cuales no contienen algún ácido fuerte.. 5.1.2 Tablas de Referencia Económica y Normativa Ambiental. La siguiente etapa en el proceso de minimización consistió en la elaboración de la TRE, la cual requería para su construcción el conocer el costo unitario de cada descarga. Para la estimación de este costo se tomó en consideración no sólo la fuente (tipo de agua) que alimentaba al proceso en cuestión, sino también el costo de los componentes que acompañaban al agua en la descarga. Al referirnos al tipo de agua que se maneja en la embotelladora, se establecen tres divisiones que son: el agua sin tratamiento, el agua tratada y el agua suavizada. Para cada una de ellas se determinó su costo, mismos que se presentan en la parte inferior de la Tabla No. 5.. Pág. 43.
(53) Minimización de Agua en una Embotelladora y su Impacto en el Tratamiento de Aguas Residuales. Tabla 5. Costo del Agua Sin Tratamiento, Tratada y Suavizada y Aportación Económica de Diversos Componentes al Costo de la Descarga. Aportación de diversos compuestos <al costo de la descarga: Compuestos que aportan valor al costo de la descarga: Salmuera Sosa Aditivo (lavadora botella) Jabón lubricante Cal Polvhidral (cqagulanJsl. Cloro Dicalite (filtro-ayuda) Detergente. Consumo mensual del compuesto (ka comp) 59.340 60.638 475 4.200 5.220 1.235 272 2,036 4.200. Descarga mensual donde se utilizó el compuesto (m3 aaua) 646 16.255 16.255 2.476 716 716 52.504 10 223. kg comp. Costo unitario del compuesto*. m3 agua 91.87 3.73 0.03 1.70 7.29 1.73 0.01 205.24 18.82. (S/ka) 0.17 1.39 28.07 6.53 0.62 7.80 6.48 9.10 6.00. Aportación del compuesto al costo del agua ($/m3 de aaua) 15.64 5.19 0.82 11.08 4.52 13.46 0.03 1866.88 112.90. Costo de los diferentes tipos de agua de suministro: 3 El agua clorada sin algún ott o tratamiento e incluyendo flete cuesta ($/m ):. 11.59. 3 El agua tratada con cal, polv hidral, cloro v carbón cuesta ($/m ):. 13.05. Cal Polyhidral. Consumo mensual del compuesto (ka CQtnp) 5.220 1.235. Carbón. 953. Compuestos que aportan valor al costo del agua tratada:. Consumo mensual kg comp Costo unitario del compuesto* de agua donde se utiliza el compuesto m3 agua (m3 aaua) ($/kal 0.24 0.62 21.626 21.626 0.06 7.80 21,626. 0.04. 18.85. 3 El agua suavizada con resin as de intercambio iónico v clorada cuesta ($/m ):. Compuestos que aportan valor al costo del agua suavizada: Zeolita (resina) Salmuera. Consumo mensual del compuesto (ka co.mp) 153 59.340. Consumo mensual kg comp Costo unitario del compuesto* de agua donde se 3 utiliza el compuesto m agua (m3 aaua) (S/ka) 22.018 0.01 15.43 2.70 0.17 22.018. Aportación del compuesto al costo del agua ($/m3 de aaual 0.150 0.445 0.831. 12.19 Aportación del compuesto al costo del agua ($/m3 de aaua) 0.107 0.459. * Precios a Julio '99. En el Anexo No. 9 se presenta una lista de los proveedores de cada compuesto con sus referencias.. El agua sin tratamiento es aquella tal y como está en las cisternas de almacenamiento de la embotelladora, donde en su costo sólo se incluye la cloración y el flete que se haya realizado. El valor es un ponderado del agua que se toma de la red. Pág. 44.
Figure



+7





Documento similar
Missing estimates for total domestic participant spend were estimated using a similar approach of that used to calculate missing international estimates, with average shares applied
Por lo tanto, en base a su perfil de eficacia y seguridad, ofatumumab debe considerarse una alternativa de tratamiento para pacientes con EMRR o EMSP con enfermedad activa
La siguiente y última ampliación en la Sala de Millones fue a finales de los años sesenta cuando Carlos III habilitó la sexta plaza para las ciudades con voto en Cortes de
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
En la parte central de la línea, entre los planes de gobierno o dirección política, en el extremo izquierdo, y los planes reguladores del uso del suelo (urbanísticos y
Para denegación hegeliana del mal: «Así como no existe lo fal- so, no existe el mal, es objetada primero por Sade y luego por la subjetividad romántica: en la mé- dula de la
La determinación molecular es esencial para continuar optimizando el abordaje del cáncer de pulmón, por lo que es necesaria su inclusión en la cartera de servicios del Sistema
Sólo que aquí, de una manera bien drástica, aunque a la vez coherente con lo más tuétano de sí mismo, la conversión de la poesía en objeto -reconocida ya sin telarañas
