Aplicación del Mantenimiento Centrado en la Confiabilidad (MCC) a equipos del Combinado Lácteo de Morón, Ciego de Ávila
134
0
0
Texto completo
(2) “…tenemos que aprender a sacar del trabajo lo que tiene de interesante a lo que tiene de creador, a conocer el más mínimo secreto de la máquina o el proceso en que nos toca trabajar”. Che.
(3) A mis familiares y en especial, a mi madre por ser parte de este sueño..
(4) A los profesores por hacerme profesional y en especial a Suyén por ser como una amiga. A mi tutor por bríndame su amista ante todo. A mis amigos del cuarto por ser como son tondos los días. A mis hermanos por su apoyo incondicional a cada hora. A Nosli y a Yassel por ser parte de mi familia. A la tribu que no olvidaré nunca..
(5) Resumen En el presente Trabajo de Diploma, titulado “Aplicación de elementos del Mantenimiento Centrado en la Confiabilidad (MCC) a equipos del Combinado Lácteo de Morón, Ciego de Ávila”, tiene como objetivo determinar las tareas de mantenimiento preventivo a efectuar a los diferentes modos de fallo que se pueden presentar en los principales equipo, así como su frecuencia, todo ello a partir de la identificación de las funciones, los fallos funcionales, el efecto de los fallos y las consecuencias de dichos fallos para la seguridad, el medio ambiente, la operación del equipamiento bajo estudio y el levantamiento en planta que garantiza la descripción e identificación de todos los equipos a mantener. La obtención de la información necesaria para el desarrollo del trabajo estuvo basada en la realización de una minuciosa revisión bibliográfica sobre el tema a tratar, entrevistas a personal especializado de la empresa, revisión de documentación técnica existente, así como la aplicación de técnicas de trabajo en grupo para la toma de decisiones. Todo lo anterior se complementa con la valoración. de la influencia positiva o beneficios que. proporciona la mejora, tanto para el área de mantenimiento, como para otras áreas afines de la empresa..
(6)
(7) ABSTRACT This Diploma Work, "Implementation of elements of Reliability Centered Maintenance (MCC) at Dairy Combined teams of Moron, Ciego de Avila", aims to determine preventive maintenance tasks to be carried out on different modes failure that may occur in the main team, as well as their frequency, all from the identification of functions, functional failures, the effect of failures and the consequences of such failure for security, the environment, operation of the equipment under study and the lifting on the ground that guarantees the description and identification of all equipment to maintain. Obtaining the information necessary for the development of the work was based in conducting a thorough review of the literature on the subject to be treated, interviews with company personnel, review of existing technical documentation, and implementation of working in group decision making. All this is complemented with the assessment of the positive influence of profit, which provides improved for both the maintenance area, and for other related areas of the company..
(8) Índice. Pág.. INTRODUCCIÓN………..……………………………………………………………………………... 1. CAPÍTULO 1 MARCO TEÓRICO REFERENCIAL DE LA INVESTIGACIÓN……..……………. 5. 1.1 El mantenimiento en las organizaciones. Teorías y conceptos………………………………. 5. 1.2 Generalidades sobre los sistemas de mantenimiento………………………………………... 10. 1.3 Aspectos generales sobre el MCC…………………………………………………………….... 13. 1.3.1 Beneficios asociados a la aplicación del MCC………………………………………….. 18 1.3.2 Consideraciones sobre la introducción del MCC……………………………………….. 21 1.3.3 Procedimiento del MCC…………………………………………………………............... 24 1.4 Conclusiones parciales…………………………………………………………………………... 24 CAPÍTULO II DIAGNÓSTICO DE LA SITUACIÓN ACTUAL……………………………..……… 25 2.1 Descripción de la entidad objeto de estudio…………………………………………………… 25 2.2 Descripción del área de mantenimiento………………………………………………………... 27 2.3Diagnóstico de la situación actual del mantenimiento en la entidad…………………………. 31. 2.3.1 Identificar los problemas que afectan la gestión del mantenimiento…………………. 35 2.4 Conclusiones parciales………………………………..…………………………………………. 38 CAPÍTULO 3 PROCEDIMIENTO PARA LA APLICACIÓN DEL MCC EN LA ENTIDAD OBJETO DE ESTUDIO…………………………………………………………….. 39. 3.1 Procedimiento para la aplicación del MCC…………………………………………………….. 39 3.2 Aplicación del procedimiento de MCC en la entidad objeto de estudio…………………….. 46 3.3 Beneficios de la aplicación del MCC en la organización objeto de estudio………………... 48 3.4 Conclusiones parciales……………….………………………………………….……................ 49. CONCLUSIONES GENERALES............................................................................................... 50 RECOMENDACIONES.............................................................................................................. 51 BIBLIOGRAFÍA ANEXOS.
(9) Introducción Las empresas se encuentran sometidas a múltiples presiones no sólo competitivas, sino también de carácter social que le han ido dotando de unos niveles crecientes de turbulencia y complejidad. La década de los años noventa ha sido denominada la década de la turbulencia, dada la diversidad, dinámica y sobre todo la incertidumbre relativa a la dirección de los cambios. Se trata de establecer analíticamente cuáles son aquellos factores que afectan a la actividad empresarial como tal, y cuáles son aquellos otros que son indiferentes con el fin de incorporarlos a la política empresarial. Se puede considerar como entorno todo aquello que está fuera de los límites de la empresa. El entorno específico de una empresa y el sector industrial al que pertenece son coincidentes. El sector industrial presenta una fuerte influencia en las empresas que se encuentran en él al determinar las reglas del juego competitivas a la vez que las oportunidades. El mantenimiento son acciones necesarias para que un ítem sea conservado o restaurado de manera que pueda permanecer de acuerdo con una condición especificada. El mantenimiento desempeña un papel muy importante en cualquier programa de ahorro de energía, de materiales, de divisas, de tiempo, etc. Pues no sería posible una empresa o institución eficiente y productiva a la cual no se le de su debido mantenimiento. El mantenimiento es la actividad realizada por el hombre con el auxilio de herramientas, orientado a lograr el funcionamiento adecuado de una instalación o medio, del cual el hombre depende en alguna medida. Para garantizar la vida útil de las instalaciones y de los equipos se hace necesaria la confección de un plan anual de mantenimiento que garantice el ciclo adecuado de mantenimiento, la programación de la fuerza de trabajo y el aseguramiento material necesario. También permite compatibilizar la necesidad de las reparaciones con la necesidad de los servicios. Es necesario un método ágil que permita distribuir los trabajos a realizar, la fuerza de trabajo y los recursos materiales a través del año. El mantenimiento debe lograr la reducción de las averías imprevistas y del tiempo de reparación, procurar la prolongación de la vida útil de los componentes, lograr los efectos del ahorro de recursos y con ello, reducir el costo del mantenimiento de las instalaciones y contribuir a mejorar la calidad del servicio( García Rodríguez, 2003). Las empresas necesitan realizar un mantenimiento adecuado a su proceso productivo o de servicios. Para la mejora en la gestión integral del mantenimiento en las empresas. Se deberán tener en cuenta, no sólo los aspectos técnicos, sino también los relacionados con la planificación y organización, considerando factores económicos, de seguridad y medio ambiente. El mantenimiento debe incorporar métodos de mejora continua que estén a la par de la empresa en sus distintas etapas de crecimiento y se adapten automáticamente a cada 1.
(10) periodo o etapa de la vida de la empresa, optimizando su prestación. La necesidad del mantenimiento se basa en que cualquier máquina o equipo sufre una serie de degradaciones a lo largo de su vida útil. Si no se evitan o eliminan, el objetivo para el que se crearon no se alcanza plenamente, el rendimiento disminuye y su vida útil se reduce. Esto implica la necesidad de personal, no sólo para manejarla, sino también se necesitará personal para repararla y conservarla. Cuanto más automatizada esté la instalación se requerirá de menos cantidad de personal para producir más, sin embargo, el número de elementos susceptibles de averías aumentará. Para poder tener una tasa de utilización alta, se deberá contar con un buen sistema de mantenimiento (Daniel Torres, 2005). En los tiempos actuales, caracterizados por un grado creciente de competencia en la prácticamente totalidad de los mercados que provoca la erosión de los márgenes comerciales, el aseguramiento de la capacidad productiva se configura como un factor fundamental para el mantenimiento o mejora de la rentabilidad asociada a una instalación o proceso industrial (Espinosa Fuentes, 2006). En este contexto, la confiabilidad o seguridad de funcionamiento de una instalación industrial, visión integrada de los conceptos de fiabilidad (capacidad para funcionar continuamente durante un determinado período de tiempo), mantenibilidad (capacidad para ser mantenido preventiva y correctivamente), disponibilidad (capacidad para funcionar en un instante determinado) y seguridad (capacidad para operar sin producir daño), constituye el índice básico de medida del aseguramiento de su capacidad productiva (Sotuyo Blanco, 2001). Esto se puede resumir en la necesidad de saber ponderar (en $) y comunicar efectivamente la influencia o impacto potencial que tiene o puede tener el departamento de mantenimiento de la empresa sobre las características finales de los productos y servicios ofrecidos por la misma. Al final de esta caracterización es que se puede saber si una empresa es competitiva o no. Al mantenimiento se le atribuye como objetivo principal, según la mayoría de los autores que abordan este tema (Moubray, 1997; Batista Rodríguez, 2000; Sotuyo Blanco, 2001; Fabro, 2003; García-Ahumada, 2001; García Garrido, 2003; Torres, 2005; Stefano, 2006; Lodola, 2006), el siguiente: conseguir el nivel máximo de efectividad en el funcionamiento del sistema productivo y/o de servicios con la menor contaminación del medio ambiente y mayor seguridad para el personal al menor costo posible. Sin duda alguna las técnicas del mantenimiento se encuentran en una posición mas elevada cada día en las empresas tanto en el ámbito nacional como internacional, es por eso que tal acoplamiento mezcla voluntades y literaturas en investigación de nuevos mecanismos que sean mas capases de reunir las actuales circunstancias económicas. Por ello y sin importar el tiempo en que estuviesen y para algunos que significo un giro de los esfuerzos pasados 2.
(11) que nunca debieron equivocarse, la indispensable necesidad de de nuevas técnicas de mantenimiento como herramienta vital del rigor tecnológico, obtiene, con nuevos esfuerzos, un lugar significativo en la responsabilidad dentro de lo económico. Específicamente, la filosofía del Mantenimiento Centrado en la Confiabilidad (RCM) plantea, como criterio general, el mantenimiento exclusivamente de los componentes considerados como críticos para el correcto funcionamiento del sistema, dejando operar a los componentes no críticos hasta que fallen, momento en el que se le aplicara el mantenimiento. correctivo. correspondiente.. La. importancia. que. ha. alcanzado. el. mantenimiento en las últimas décadas, ha conseguido que el nivel ejecutivo de las empresas tengan una observación he interés en los diferentes cambios que ocurran tanto nacional como internacionalmente, viéndola como potencialidad de mejora para optar a lograr mayor competitividad. Dentro de este escenario, la inquietud de los especialistas de mantenimiento se ha centrado en conocer su situación actual y cómo ésta puede ser mejorada. El advenimiento de un nuevo paradigma de la competitividad, donde los productos o servicios se valoren por su precio, calidad, innovación y confiabilidad, sobre todo esta última, permitirá que el mantenimiento adquiera cada vez mayor importancia, como una forma de asegurar la sostenibilidad del sistema productivo al reducir o eliminar los imprevistos (García González-Quijano, 2004). De hecho el mantenimiento comienza a ponerse de moda como una técnica para aumentar la productividad de las empresas. La época en que “la disponibilidad lo pagaba todo” está pasando a un segundo plano a favor de la “rentabilidad de la disponibilidad”. Además, en estos momentos entran en escena consideraciones medioambientalitas, de satisfacción del cliente (interno y externo), de estrategia global de la empresa, de imagen, etc. (González Fernández, 2007). Ante estas consideraciones, la organización del mantenimiento no puede quedar impasible. Todo ello configura una nueva situación en la que el centro de gravedad del mantenimiento se desplaza desde los equipos (entendido como sujeto del mantenimiento) al proceso (entendido como el conjunto de tareas que configuran la actividad de mantenimiento). Esto implica una visión integral o globalizadora más acorde con los conceptos de calidad total imperantes actualmente. La economía cubana está pasando por un profundo proceso de reconservación, debido a los cambios necesarios para salir adelante con una producción de calidad y al menor costo posible para que el país pueda sobrevivir y además desarrollarse. El mantenimiento debe contribuir a ello con la ejecución de todas aquellas actividades tendentes a mantener ó restaurar la capacidad operativa de los equipos e instalaciones con el fin de favorecer a que el objetivo fundamental de la empresa pueda llevarse a cabo. 3.
(12) En este contexto, en la entidad objeto de estudio carece de algún tipo de metodología de mantenimiento que garantice la adecuada confiabilidad del equipamiento clave, por lo que constituye un problema científico a resolver. Estas consideraciones conducen a formular la hipótesis general del trabajo objeto de como sigue: aplicación del Mantenimiento Centrado en la Confiabilidad (RCM) a equipos del Combinado Lácteo de Morón, Ciego de Ávila. Estudio con vistas a garantizar el cumplimiento de las funciones productivas y eficientes de dicho equipamiento. Para la validación de esta hipótesis se realiza la aplicación de la metodología seleccionada en el equipamiento clave del Combinado Lácteo de Morón, Ciego de Ávila, lo cual constituye el objeto de estudio práctico del trabajo. El objetivo general que se persigue en el presente Trabajo de Diploma consiste en: aplicar el procedimiento del Mantenimiento Centrado en la Confiabilidad (RCM) a equipos clave del Combinado Lácteo de Morón, Ciego de Ávila, como vía para asegurar el desempeño deseado del área de mantenimiento. Para alcanzar el objetivo general antes expuesto, se proponen los objetivos específicos siguientes: 1. Seleccionar los factores que determinan la adopción del sistema de Mantenimiento Centrado en la Confiabilidad, considerando los elementos principales identificados en el marco teórico-referencial de la investigación. 2. Diseñar un procedimiento para la aplicación del RCM en equipos del combinado lácteo que es objeto de estudio, que parta de combinar creativamente los elementos principales identificados en el marco teórico-referencial de la investigación. 3. Aplicar el procedimiento propuesto en la entidad objeto de estudio, con el objetivo de validar la hipótesis general de la presente investigación. Para su presentación, este Trabajo de Diploma ha sido estructurado en tres capítulos principales. En el primero se recoge toda la fundamentación teórica de la investigación. En el capítulo dos se realiza una caracterización general del combinado lácteo que constituye el objeto de estudio práctico de la investigación. Lo referente a la metodología propuesta se ilustra en el tercer capítulo, explicando detalladamente el procedimiento, así como la aplicación de la propuesta en la entidad objeto de estudio con vistas a probar su viabilidad; además, se muestran las conclusiones a las que se arribó, las recomendaciones propuestas y la bibliografía consultada. Finalmente se expone un grupo de anexos de necesaria inclusión para fundamentar, destacar y facilitar la comprensión de los aspectos de mayor complejidad tratados en el cuerpo del documento.. 4.
(13) Capítulo I. Marco teórico referencial de la investigación La revisión, consulta y análisis de documentos y artículos relacionados con el mantenimiento y en específico con la metodología y procedimiento para la aplicación del Sistema de Mantenimiento Centrado en la Confiabilidad (MCC por sus siglas en inglés) ha seguido la estrategia que se presenta en la figura 1.1. Las definiciones, enfoques y procedimientos conforman el cuerpo principal del marco teórico referencial.. Figura 1.1 Estrategia seguida para la construcción del marco teórico referencial de la investigación. Fuente: elaboración propia. 1.1 El mantenimiento en las organizaciones. Teorías y conceptos La actividad del mantenimiento en los últimos años ha experimentado cambios significativos como ninguna otra disciplina en su visión y papel dentro de las organizaciones, motivado fundamentalmente por el vertiginoso desarrollo tecnológico que trajo aparejado un incremento significativo en la complejidad de los equipos, y una visión renovada que pondera los resultados de dicha actividad en logro de la competitividad empresarial. El mantenimiento de la delegación requiere que las decisiones propias de la autoridad de los administradores individuales deben tomarlas ellos en lugar de hacerlas ascender por la estructura de la organización. 5.
(14) Los cambios se deben principalmente al enorme aumento en número y en variedad de los activos físicos (planta, equipamiento, edificaciones) que deben ser mantenidos, en todo el mundo, diseños más complejos, nuevos métodos de mantenimiento, y una óptica cambiante en la organización de esta actividad y sus responsabilidades [Moubray, 1997; Jeira y Gibson, 2004]. El mantenimiento también está respondiendo a perspectivas inestables que cambian a consideración. Ligada a la ascendente toma de conciencia para evaluar hasta qué punto las fallas en los equipos afectan a la seguridad y al medio ambiente, noción de la relación entre el mantenimiento y la calidad del producto, y la tensión de alcanzar una confiabilidad alta en la empresa y mantener limitado el costo. Varios autores [Nakajima, 1991; Moubray, 1997; iDunn 2001; Alkaim, 2003; Rodrigues, 2003; Pérez Jaramillo, 2004; Amaris Arias, 2006] han considerado estos cambios acontecidos a través de tres generaciones, las cuales representan cómo han venido creciendo las expectativas respecto al desempeño del mantenimiento, la visión de la naturaleza de los fallos del equipamiento y las mejores prácticas utilizadas en una época determinada (ver figura 1.2). Sin embargo, García González-Quijano [2004] y González Fernández [2007] plantean que a los desarrollos en la tercera generación del mantenimiento se han ido añadiendo nuevas tendencias, técnicas y filosofías (ver figura 1.3), de tal forma que actualmente se puede hablar de una cuarta generación del mantenimiento. El nuevo enfoque se centra en la eliminación de fallos utilizando técnicas proactivas. Asimismo, existe una preocupación creciente en la importancia del mantenimiento y fiabilidad de los equipos, de manera que resulta clave tomar en cuenta estos valores desde la fase de diseño del proyecto. Otro punto importante es la tendencia a implantar sistemas de mejora continua de los planes de mantenimiento preventivo y predictivo, de la organización y ejecución del mantenimiento; así como lo referente a la gestión del riesgo. A modo de resumen, en la (figura 1.4 a y b) se presenta como han ido evolucionando las expectativas y técnicas del mantenimiento durante estas cuatro generaciones. La definición del término mantenimiento ha sido expresada en diferentes libros, revistas, páginas web, y otros documentos con puntos de vista similares y pequeñas diferencias o adaptaciones al caso de la empresa u organización de que se trate. Varios son los estudios realizados [De la Paz Martínez, 1996; Sánchez Sánchez, 1999; Batista Rodríguez, 2000; Aguilera Martínez, 2001; Dunn, 2002; Alkaim, 2003; Fabro, 2003; García González-Quijano, 2004; Borroto Pentón, 2005] en los cuales se hace una caracterización del largo camino recorrido en el desarrollo del concepto de mantenimiento, definiendo las particularidades y elementos comunes de cada propuesta, así como sus objetivos, tareas y funciones. 6.
(15) Inicio de la corrida espacial norteamericana. 1950. 1960. Guerra del petróleo (71-74). 1970. Creación de la Comunidad Europea (92). 1980. 1990. 1950- Mantenimiento de Avería. Conocimiento: Reconocimiento del fallo de las actividades de sustitución.. 1951- Mantenimiento Preventivo. Conocimiento: - Análisis Financiero del Negocio - Previsión y Planificación - Tecnología de la Información. 1957- Mantenimiento Correctivo. 1ra Generación. 1960- Inicio del concepto de Mantenimiento Predictivo (Condition Maintenance) Generación 1968- Mantenimiento Centrado en la Confiabilidad (RCM). 2000. Conocimiento: - Análisis de Riesgo - Procesos y Calidad - Ciclo de Vida del Equipamiento - Análisis Costo – Beneficio - Tecnología de la Información - Sistema Basado en confiabilidad. Segunda Guerra Mundial (39-45). 1971- Mantenimiento Productivo Total (TPM). (1)- Otros Métodos de Mantenimiento. Era del Mantenimiento Basado en el Tiempo. Era del Mantenimiento Basado en la Condición. Era del Mantenimiento Basado en la Confiabilidad. Era del Mantenimiento Basado en la Calidad Total. 2da Generación 3ra Generación. (1)- Otros Métodos de Mantenimiento: RCM II, MBR, OEE, 6 SIGMAS, EAM.. Figura 1.2 Síntesis Evolutiva del Mantenimiento. Fuente: Alkaim [2003]. TÉCNICAS OBJETIVOS * Mayor disponibilidad y fiabilidad * Mayor seguridad * Mayor calidad del producto * Respeto al Medio Ambiente * Mayor vida de los equipos * Eficacia de costos * Mayor Mantenibilidad * Patrones de fallos / Eliminación de los fallos. * Monitoreo de condición * Utilización de pequeños y rápidos ordenadores * Modos de Fallo y Causas de Fallo (FMEA, FMECA) * Polivalencia y trabajo en equipo / Mantenimiento autónomo * Estudio fiabilidad y mantenibilidad durante el proyecto * Gestión del Riesgo * Mantenimiento preventivo * Mantenimiento predictivo * Mantenimiento proactivo / eliminación del fallo * Grupos de mejora y seguimiento de acciones. Figura 1.3 Cuarta generación del mantenimiento. Fuente: García González-Quijano [2004]. 7.
(16) Cuarta Generación Tercera Generación * Mayor disponibilidad y fiabilidad * Mayor seguridad * Mayor calidad de servicio * Respeto al M. Ambiente * Mayor vida operación * Eficiencia de costos. Segunda Generación Primera Generación * Realizarlo cuando se produzca un fallo 1940. 1950. * Mayor disponibilidad * Mayor vida operación * Menores costos 1960. 1970. 1980. 1990. * Mayor disponibilidad y fiabilidad * Mayor seguridad * Mayor calidad producto * Respeto al Medio Ambiente * Mayor vida de equipos * Eficiencia de costos * Mayor mantenibilidad * Patrones de fallos * Eliminación de los fallos 2000. 2008. a) Evolución de las expectativas del mantenimiento Cuarta Generación. Tercera Generación. Segunda Generación Primera Generación * Mantenimiento correctivo 1940. 1950. * Revisiones periódicas * Utilización de grandes ordenadores * Sistemas de control y planificación del mantenimiento 1960. 1970. * Basado en mantenibilidad y fiabilidad * Monitoreo de condición * Estudios de riesgo * Utilización de pequeños y rápidos ordenadores * Modos de Fallo y Causas de Fallo (FMEA, FMECA) * Sistemas expertos * Polivalencia y trabajo en equipos. 1980. 1990. * Monitoreo de condición * Modos de Fallo y Causa de Fallo (FMEA, FMECA) * Polivalencia y trabajo en equipo / Mantenimiento Autónomo * Estudio fiabilidad y mantenibilidad durante el proyecto * Mantenimiento preventivo * Gestión del riesgo * Sistemas Mejora Continua * Mantenimiento predictivo * Mantenimiento proactivo * Grupo de mejora y seguimiento de acciones * Tercerización 2000. 2008. b) Evolución de las técnicas de mantenimiento Figura 1.4 Evolución de las expectativas y técnicas del mantenimiento Fuente: García González-Quijano [2004] y González Fernández [2007]. Independientemente de la definición que se utilice, se percibe que los conceptos citados utilizan las expresiones “mantener”, “restablecer”, “conservar”, “restaurar” o “preservar” la función pretendida del activo hasta el estándar de funcionamiento deseado por sus usuarios. El autor se identifica con el concepto presentado por De la Paz Martínez [1996], donde expresa que el mantenimiento es “la totalidad de las acciones técnicas, organizativas y económicas encaminadas a conservar o restablecer el buen estado de los medios básicos, a partir de la observancia u reducción de su desgaste y con el fin de alargar su vida útil, para lograr una mayor disponibilidad y cumplir con calidad y eficiencia su función productiva y/o de servicio, conservando el medio ambiente y la seguridad del personal”. 8.
(17) La conceptualización de mantenimiento permite destacar el papel que el conocimiento puede ejercer sobre la eficiencia y eficacia de sus procesos. Para que un sistema técnico pueda apoyar, preservar y, en última instancia, perfeccionar las metas organizacionales, es necesario conocer la forma correcta de aplicar las técnicas y medidas administrativas, lo que implica el empleo de conocimiento técnico, administrativo, organizacional y, especialmente, de negocio al que un sistema técnico de mantenimiento puede apoyar [Alkaim, 2003]. Concerniente al objetivo principal del mantenimiento, además de los autores abordados en los estudios referenciados anteriormente, existe un grupo de planteamientos ; Batista Rodríguez, 2000; Sotuyo Blanco, 2001; Da Silva Neto y Gonçalves de Lima, 2002; Bastidas y Feliu Ripoll, 2003; Fabro, 2003; García-Ahumada, 2003; García Garrido, 2003; García González-Quijano, 2004; Torres, 2005; Wireman, 2005; Stefano, 2006; Lodola, 2006] que coinciden en definirlo, de manera general, como: conseguir el máximo nivel de efectividad en el funcionamiento del sistema productivo y de servicios con la menor contaminación del medio ambiente y mayor seguridad para el personal al menor costo posible. Todo lo anterior implica: conservar el sistema de producción y servicios funcionando con el mejor nivel de fiabilidad posible, reducir la frecuencia y gravedad de las fallas, aplicar las normas de higiene y seguridad del trabajo, minimizar la degradación del medio ambiente, controlar y reducir los costos a su mínima expresión. De manera específica los autores han definido los objetivos del mantenimiento como sigue: 1. Maximizar la productividad: Reducir al mínimo los costos debidos a las paradas por averías accidentales de las máquinas que reportan pérdidas de producción. Aportar sugerencias de mejora productiva o de calidad a través de la experiencia en las intervenciones en las máquinas. Reparar con el mínimo tiempo y con la máxima durabilidad de la reparación las máquinas averiadas. 2. Minimizar el costo: Realizar un aprovisionamiento de piezas de recambio de los equipos con una medida justa entre la inversión realizada para la adquisición de estos recambios y el costo que ocasiona la parada por la falta de la pieza. Alargar la vida de la máquina en sus condiciones originales de calidad y de rechazo. 3. Ahorrar energía: Asegurar el suministro de energías, electricidad, aire comprimido, gas. 4. Minimizar el impacto en el medio ambiente: 5. Maximizar la seguridad y la higiene: 9.
(18) Asegurar la seguridad para las personas. 6. Asegurar la calidad exigida 1.2. Generalidades sobre los sistemas de mantenimiento En la literatura especializada, han sido tratados indistintamente los sistemas de mantenimiento como políticas, estrategias o filosofías, métodos y tipos de mantenimiento [Borroto Pentón, 2005]. En la tabla 1.1 se muestra una recopilación de tipos de mantenimiento extraídos de la bibliografía consultada. Lo más común en las denominaciones es el término de sistemas. En Cuba, algunos autores [Fernández, Matos y Prim, 1983; Navarrete Pérez y González Martín, 1986; Portuondo Pichardo, 1990; Taboada Rodríguez et. al., 1990] (referenciados en Borroto Pentón, 2005) han identificado como sistemas de mantenimiento a los siguientes: Sistema controlado mediante la supervisión en la producción, Sistema regulado, Sistema por interrupción en la producción o contra avería, Sistema inspectivo, predictivo o por diagnóstico y Sistema de Mantenimiento Preventivo Planificado (MPP). También es conocido en la industria cubana, el Sistema Alterno de Mantenimiento (SAM) como un sistema integrador de varios de los sistemas tradicionales [Portuondo Pichardo, Montes de Oca Oubiña y Morera Morera, 1989; De la Paz Martínez, 1996; Aguilera Martínez, 2001]. A continuación se presentan algunas de las denominaciones más utilizadas al definir los sistemas de mantenimiento: 1. Mantenimiento correctivo: es el tipo de mantenimiento que se encarga de realizar la reparación una vez que se ha producido la avería o el paro de la máquina o instalación. Dentro de este tipo de mantenimiento se pueden contemplar dos tipos o enfoques. Mantenimiento paliativo o de campo (de arreglo): este se encarga de la reposición del funcionamiento, aunque no quede eliminada la fuente que provocó la avería. Mantenimiento curativo (de reparación): este se encarga de la reparación propiamente pero eliminando las causas que han originado la avería. 2. Mantenimiento preventivo: este tipo de mantenimiento consiste en la programación de la actuación de la máquina para realizar una serie de trabajos con el objetivo de rebajar las averías o las paradas intempestivas, previenen la posible avería inspeccionando visualmente, midiendo temperaturas, controlando la lubricación, controlando fisuras, corrosiones, etc. Pretende reducir la reparación mediante una rutina de inspecciones periódicas y la renovación de los elementos averiados. 3. Mantenimiento predictivo: consiste en predecir es decir en adelantarse a la posible avería antes de que se produzca, esto se consigue con un análisis de las características de la máquina a mantener y la lectura periódica de algunos parámetros como por ejemplo las vibraciones. El 10.
(19) análisis de estos datos indicará la degradación del elemento mecánico, por ejemplo de rodamiento. Los datos indicarán cuál es el momento idóneo para realizar la sustitución de este antes de que se Tabla 1.1. Tipos de mantenimiento según varios autores Tipos de mantenimiento. Referencias. Detectivo. Sotuyo Blanco, 2001; Malaguera, 2001; Yañez Medina, 2005. Mejorativo o modificativo. Malaguera, 2001; Sotuyo Blanco, 2001; Mora Gutiérrez, y Pérez Peral, 2002; Torres, 2005. Rutinario Programado, periódico o sistemático. Contra avería, reactivo, o correctivo. Circunstancial o de oportunidad Progresivo. Preventivo ó basado en el tiempo. Predictivo o basado en la condición. Vinivius Lucattelli y García Ojeda, 1995 ; Malaguera, 2001 Pérez Jaramillo, 1992; Aduvire, López & Mazadiego, 1994; Malaguera, 2001; Torres, 2005 ; Yañez Medina, 2005. Diaz, 1993; Aduvire, López y Mazadiego, 1994; Benaim et al., 1994; Prando, 1996 ; Torres, 1997; Tavares, 1999; Saavedra, 2000 ; Batista Rodríguez, 2000; Malaguera, 2001; Sotuyo Blanco, 2001; Da Silva Neto y Gonçalves de Lima, 2002; Dos Santos Mendez, 2002; Mora Gutiérrez, y Pérez Peral, 2002; Rodrigues, 2003; Kothari, 2004; Yañez Medina, 2005; Wireman, 2005; Torres, 2005; Stefano, 2006. Malaguera, 2001; Prando, 1996 Pérez Jaramillo, 1992 Pérez Jaramillo, 1992; Aduvire, Diaz, 1993; López & Mazadiego,1994; Benaim et al., 1994; Vinicius Lucatelly & García Ojeda, 1995; Prando, 1996 ; González García, 1997; Torres, 1997; Batista Rodríguez, 2000; Sotuyo Blanco, 2001; Da Silva Neto y Gonçalves de Lima, 2002; Dos Santos Mendez, 2002; Mora Gutiérrez, y Pérez Peral, 2002; Rodrigues, 2003; Kothari, 2004; Wireman, 2005; Yañez Medina, 2005; Torres, 2005; Stefano, 2006. Araya Schulz, 1991; Roda Vázquez & Sal García, 1992; Araya Schulz, 1993; Diaz, 1993; Aduvire, López & Mazadiego, 1994; Benaim et al., 1994; Bollman, 1995; Torres, 1997; Ortiz Álvarez, 2000; Batista Rodríguez, 2000; Sotuyo Blanco, 2001; Da Silva Neto y Gonçalves de Lima, 2002; Dos Santos Méndez, 2002; Mora Gutiérrez, y Pérez Peral, 2002; Martín, 2003; Rodrigues, 2003; Kothari, 2004; Wireman, 2005; Yañez Medina, 2005; Torres, 2005; Stefano, 2006. Protectivo. Desir & Castolin, 1994. Productivo. Nakajima,1988; Pérez Jaramillo, 1992; Hartmann, 1993; Rey Sacristán,1993; Tobalina, 1992; Martín de Santiago, 1994; Lezana, 1995; Ortiz Álvarez, 2000. Proactivo. Borda Elejabarrieta, 1993; Dos Santos Mendez, 2002. Fuente: Alfonso Llanes [2009]. 11.
(20) produzca la rotura. Para conseguir esto se utilizan herramientas y técnicas de monitorización de parámetros físicos. 4. Mantenimiento productivo: consiste en un concepto más amplio del mantenimiento e involucra a todos los departamentos que intervienen en la producción o fabricación en el mismo. No recae sólo en el departamento de mantenimiento sino en toda la estructura de la empresa. El buen funcionamiento de las máquinas o instalaciones dependen y es responsabilidad de todos. Asume el reto de trabajar hacia los cero fallos, cero averías, cero incidencias y cero defectos. 5. Mantenimiento modificativo: este tipo de mantenimiento es aquel que se realiza tanto para modificar las características de producción de los equipos, como para mejorar la fiabilidad, mantenibilidad y seguridad de la máquina o instalación. 6. Mantenimiento Preventivo Planificado (MPP): representa un conjunto de medidas organizativas y técnicas dirigidas al cuidado, observación, mantenimiento y reparación de las máquinas y equipos. La base para la planificación son los datos sobre la duración y estructura del ciclo de reparaciones de las máquinas y equipos. El sistema establece que después de que cada equipo haya trabajado las horas reglamentadas, corresponde la realización de revisiones y de las reparaciones planificadas, conforme con el plan que comprende las reparaciones pequeñas, medianas y generales. Esto implica el establecimiento de un programa que se denomina ciclo de reparación, que consiste en el período entre dos reparaciones generales o, para el caso de equipos que inician su operación, al período entre su puesta en funcionamiento y la primera reparación general. 7. Sistema Alterno de Mantenimiento (SAM): es un sistema para la organización, planificación y control del mantenimiento industrial y se caracteriza por integrar armónicamente más de uno de los sistemas de mantenimiento anteriormente expuestos. En particular, el SAM incluye mantenimiento correctivo, mantenimiento preventivo y mantenimiento predictivo o por diagnóstico [De la Paz Martínez, 1996]. 8. Mantenimiento Productivo Total (TPM): es un conjunto de disposiciones técnicas, medios y actuaciones que permiten garantizar que las máquinas, instalaciones y organizaciones que conforman un proceso básicos o línea de producción, pueden desarrollar el trabajo que tienen previsto en un plan de producción en constante evolución por la aplicación de la mejora continua. En este contexto el TPM asume el reto de cero fallos, cero incidentes, cero defectos para mejorar la eficacia de un proceso, permitiendo reducir costos y stocks intermedios y finales, con lo que la productividad mejora. Teniendo así, como acción principal: cuidar y explotar los sistemas y. 12.
(21) procesos básicos productivos, manteniéndoles en su [estado de referencia] y aplicando sobre ellos la mejora continua. 9. Mantenimiento Centrado en la Confiabilidad (MCC): es una metodología de análisis sistemático, objetivo y documentado, aplicable a cualquier tipo de instalación industrial muy útil para el desarrollo u optimización de un plan eficiente de mantenimiento preventivo en una instalación industrial que contribuya a la mejora de la confiabilidad de la misma y, por consiguiente, al incremento de la rentabilidad de los procesos implicados y del valor de los activos fijos. Actualmente uno de los mayores retos para las personas encargadas en temas de mantenimiento no es sólo aprender todas las técnicas existentes, sino identificar cuáles son las adecuadas para aplicar en su propia organización y cuáles no, tanto desde el punto de vista técnico como económico. Tomando una decisión correcta es posible mejorar el rendimiento de los activos y al mismo tiempo incluso reducir los costos de mantenimiento [Pérez Jaramillo, 2004]. Como se puede apreciar existen diferentes sistemas de mantenimiento que pueden ser utilizados de acuerdo a las características de cada empresa. A continuación se profundiza en los aspectos referentes a una de las metodologías de mantenimiento más novedosa, el Mantenimiento Centrado en la Confiabilidad. 1.3. Aspectos generales sobre el MCC La idea general del mantenimiento está cambiando y reaccionando ante nuevas expectativas. Está incluyendo una mayor importancia a los aspectos de seguridad y del medio ambiente, un conocimiento creciente de la conexión existente entre el mantenimiento y la calidad del producto, y un aumento de la presión ejercida para conseguir una alta disponibilidad de la maquinaria al mismo tiempo que se contienen los costos. Los cambios están poniendo a prueba el límite de las actitudes y conocimientos del personal en todas las ramas de la industria. El personal de mantenimiento, desde el ingeniero hasta el gerente, tiene que adquirir nuevas formas de pensar y actuar. Al mismo tiempo que se hacen más patentes las limitaciones de los sistemas actuales de mantenimiento, a pesar del uso de ordenadores. Frente a esta avalancha de cambios, el personal encargado del mantenimiento está buscando un nuevo camino, quieren evitar a toda costa equivocarse cuando se toma alguna acción de mejora. En lugar de ella tratan de encontrar un marco de trabajo estratégico que sintetice los nuevos avances en un modo coherente en la forma de evaluarlos y aplicar aquellos que sean de mayor valía para ellos y sus compañías. En el MCC se reconoce que el mantenimiento es más que asegurar que los elementos físicos continúen consiguiendo su capacidad incorporada a la fiabilidad inherente. Esto lleva a la definición formal siguiente del MCC: proceso que se usa para determinar lo que debe hacerse para 13.
(22) asegurar que un elemento físico continúe desempeñando las funciones deseadas en su contexto operacional presente [Alkaim, 2003; Smith y Hawkins, 2004; Dhillon, 2002; Smith y Hinchcliffe, 2003]. El MCC es descrito de manera similar en libros y artículos, incluso ante usos diferentes. Sin embargo, la opinión acerca de “¿Qué es MCC?” difiere según diferentes autores. Por lo general es descrito como una herramienta, un método, una estrategia, un proceso, una técnica o una filosofía. Algunos autores usan una mezcla de éstas definiciones [Backlund, 2003]. Acorde a Harris y Moss [1994], el MCC es básicamente una técnica de ordenamiento racional, como un Análisis de Diagrama de Bloques, un Análisis de Árbol de Fallas, Análisis de Pareto o FMEA, los cuales han sido bien establecidos y utilizados en la ingeniería de fiabilidad. Backlund [2003] ve al MCC como un método de trabajo que hace uso de varias técnicas y herramientas, y lo considera un programa de mantenimiento estructurado consistente de un grupo de tareas generadas por un análisis MCC. Por su parte Akersten y Klefsjo [2001] lo ven como una metodología de trabajo dentro de la organización para alcanzar las metas trazadas. El MCC es un proceso continuo usado para determinar la forma más efectiva de desarrollar el mantenimiento de un equipo en dependencia de su misión. Este identifica la mezcla óptima de las tareas de mantenimiento aplicables y efectivas, necesarias para realizar el diseño inherente de la fiabilidad y seguridad de sistemas, equipamiento y personal a un costo mínimo [Smith y Hawkins, 2004]. Además, genera racionalidad técnica y justificación económica a la toma de decisiones relativas al mantenimiento. En el mismo, los procesos consideran la experiencia operacional y la estadística de fallos para generar, validar y soportar dichas decisiones. Báicamente el MCC no contiene ningún principio nuevo para desarrollar el mantenimiento sino que es una forma estructurada de utilizar los mejor de ciertos métodos y disciplinas [Backlund, 2003]. El MCC en algunos aspectos puede catalogarse como una filosofía de aseguramiento de la calidad del desempeño del mantenimiento, definido como: toda acción sistemática requerida para planificar y verificar que los esfuerzos desarrollados en mantenimiento preventivo sean técnicamente y económicamente aplicables. Acorde a Nowland y Heap [1998], referenciados en Backlund [2003], el concepto del MCC fue desarrollado porque el método es centrado en lograr las capacidades de fiabilidad y seguridad inherente del equipamiento a un costo mínimo. El MCC se basa en un grupo de principios primarios [Smith y Hawkins, 2004; Dhillon, 2002]. Los principios del MCC surgen de una revisión rigurosa de determinadas preguntas que a menudo se hacían los expertos, dígase [Backlund, 2003]: Cómo ocurren los fallos? Cuáles son sus consecuencias? 14.
(23) Cuánta solución puede aportar un mantenimiento preventivo? A continuación se detallan los cuatro principios básicos del MCC: . Orientación a la función del equipo: este busca preservar la función del sistema o del equipamiento y no solo la factibilidad operacional. La redundancia de la función, mediante equipos múltiples, mejora la confiabilidad operacional, pero incrementa el costo del ciclo de vida en términos de inversión y costos operacionales.. . Enfoque en sistema: busca mantener la función del sistema más que la función de componentes individuales.. . Centrado en la fiabilidad: le brinda una importancia alta a la relación entre la edad operacional del sistema y la estadística de fallos. Generalmente no se centra en una simple tasa de fallos sino que busca conocer la probabilidad condicional de ocurrencia de fallos a edades específicas (la probabilidad de que el fallo ocurra en determinada edad operacional).. . Reconoce las limitaciones en el diseño: su objetivo es mantener la fiabilidad inherente del diseño del equipo, reconociendo que los cambios en la fiabilidad inherente son consecuencia del diseño más que del mantenimiento. El mantenimiento, cuando más, solo puede lograr y mantener el nivel de fiabilidad previsto en el diseño del equipo. Además, el MCC reconoce que a menudo existe diferencia entre la vida de diseño percibida y la vida de diseño actual o intrínseco, y dirige sus ideas hacia el proceso de exploración de la influencia de la edad en el comportamiento del sistema.. . Dirigido por la seguridad y la economía: la seguridad debe ser conseguida a cualquier costo y luego se considerará el criterio económico.. . Define el fallo como una condición insatisfactoria: el fallo es considerado como la pérdida de la función del sistema (pérdida operacional) o la pérdida de la calidad de aceptación (continuidad operacional).. . Usa un árbol lógico para proyectar las tareas de mantenimiento: este provee un forma consistente para decidir las tareas de mantenimiento de todo tipo de equipos.. . Las tareas de mantenimiento tienen que ser aplicables técnicamente: las tareas estarán dirigidas hacia los modos de fallo y considerarán sus características.. . Las tareas de mantenimiento tienen que ser efectivas: las tareas estarán dirigidas a reducir la probabilidad de fallo y serán económicamente efectivas.. La metodología MCC puede catalogarse como un caso especial del análisis de Pareto, donde los recursos son enfocados a resolver los problemas pocos vitales que pueden causar serios malfuncionamientos del sistema. Este puede ser descrito completamente por cuatro atributos únicos que definen y caracterizan al MCC como una metodología distinta a cualquier proceso de 15.
(24) planeación de mantenimiento utilizado anteriormente [Alkaim, 2003; Backlund, 2003; Mital et al, 2007]: 1. Preservar las funciones de los componentes o sistemas del equipo. Se centra más que en el equipamiento en la función del sistema (finalidad para la cual un sistema fue desarrollado o proyectado). 2. Identificar los modos de fallos específicos que puede causar un fallo indeseable, o sea, los modos de fallos que pueden causar la pérdida de la función del equipo. 3. Realizar las prioridades basadas en la importancia de los modos de fallos, o sea, concentrar los esfuerzos (tiempo, recursos y presupuesto) en los componentes que son funcionalmente más importantes. 4. Seleccionar solamente las tareas de mantenimiento que sean aplicables (prevenir o mitigar una falla, detectar el comienzo de una falla o descubrir una falla oculta) y efectivas (justificar todo gasto de recursos necesarios en su aplicación) para los modos de fallos de alta prioridad. El MCC no es una nueva estrategia sino una combinación de tres distintas políticas de mantenimiento, dígase: mantenimiento correctivo, preventivo basado en el tiempo y predictivo o basado en la condición [Alkaim, 2003; Smith y Hawkins, 2004]. El MCC tiene dos objetivos fundamentales [Alkaim, 2003]: Determinar las exigencias de mantenimiento de los bienes físicos dentro de su contexto operacional actual Asegurar que dichas exigencias sean las más fáciles de entender, las más económicas y las más efectivas posibles El MCC provee información muy útil para evaluar el tipo de tarea de mantenimiento utilizada. Este es un sistema ideal para desarrollar programas de mantenimiento para activos de nueva adquisición, especialmente para equipos complejos, cuando no se dispone de información histórica. Como resultado de un análisis de MCC se puede conocer si: El fallo ocasiona algún riesgo para el personal, el medio ambiente o el equipamiento. El fallo afecta la disponibilidad del equipamiento El fallo es evidente u oculto El MCC reconoce que el mantenimiento es más que asegurar que los elementos físicos continúan consiguiendo su capacidad incorporada a la fiabilidad inherente. Esto lleva a la siguiente definición formal del MCC: proceso que se usa para determinar lo que debe hacerse para asegurar que un elemento físico continúa desempeñando las funciones deseadas en su contexto operacional presente.. 16.
(25) Como se mencionó anteriormente, el MCC se centra en la realización entre las organizaciones y los elementos físicos que lo componen. Antes de que se pueda extrapolar esta relación detalladamente, se necesita saber qué tipo de elementos físicos existe en la empresa, y decir cuáles son los que deben estar sujetos al proceso de revisión del MCC. En la mayoría de los casos esto significa que se debe realizar un registro de planta completo si no existe ya. Más adelante el MCC hace una serie de preguntas acerca de cada uno de los elementos seleccionados [Moubray, 1997], como sigue: ¿Cuáles son las funciones? ¿De qué forma puede fallar? ¿Qué causa que falle? ¿Qué sucede cuando falla? ¿Qué ocurre si falla? ¿Qué se puede hacer para prevenir los fallos? ¿Qué sucede si no se puede prevenir el fallo? Se ha visto como el proceso de MCC incorpora siete preguntas básicas. En la práctica el personal de mantenimiento no puede contestar a todas estas preguntas por sí mismo, esto es porque muchas (si no la mayoría) de las respuestas pueden proporcionarlas el personal operativo o el de producción, esto se aplica especialmente a las preguntas que conciernen al funcionamiento deseado, los efectos de los fallos y las consecuencias de los mismos. Por esta razón una revisión de los requisitos del mantenimiento de cualquier equipo debería de hacerse por un equipo de trabajo reducido que incluya por lo menos a una persona de la función de mantenimiento y otra de la función de producción. La antigüedad de los miembros del grupo es menos importante que el hecho de tener un amplio dominio de los equipos que se están analizando. El uso de este grupo no solo admite que los directivos obtengan acceso de forma sistemática al conocimiento. y. experiencia de cada miembro del grupo, sino que además reparte de forma extraordinaria los problemas de mantenimiento y sus soluciones. El MCC clasifica las consecuencias de los fallos que no son evidentes. Los fallos que no son evidentes, no tienen impacto directo, pero exponen a la organización a otros fallos con consecuencias serias, a menudo catastróficos. Un punto fuerte del MCC es la forma en que se tratan los fallos que no son evidentes, primero reconociéndolos como tales, en segundo lugar otorgándole una prioridad muy alta y finalmente adoptando un acceso simple, práctico y coherente con relación a su mantenimiento.. 17.
(26) 1.3.1. Beneficios asociados a la aplicación del MCC El MCC ha sido usado por una amplia variedad de industrias durante los últimos años. De ello se ha concluido que cuando se aplica correctamente produce los beneficios siguientes [Pérez Jaramillo, 2003; Alkaim, 2003; Backlund, 2003; Smith, Hawkins, 2004]: 1. Una gran ventaja es el modo en que provee criterios simples, precisos y fáciles de comprender para decidir (si hiciera falta) qué tarea sistemática es técnicamente posible en cualquier contexto, y si fuera así para decidir la frecuencia en que se hace y quién debe hacerlo. El MCC también ordena las tareas en un orden descendente de prioridad. Si las tareas no son técnicamente factibles, entonces se debe tomar una acción apropiada. 2. Mayor seguridad y protección del entorno, debido a: . Mejoramiento en el mantenimiento de los dispositivos de seguridad existentes.. . La disposición de nuevos dispositivos de seguridad.. . La revisión sistemática de las consecuencias de cada falla antes de considerar la cuestión operacional.. . Claras estrategias para prevenir los modos de fallos que pueden afectar a la seguridad, y para las acciones “a falta de” que deban tomarse si no se pueden encontrar tareas sistemáticas apropiadas.. . Menos fallos causados por un mantenimiento innecesario.. 3. Mejores rendimientos operativos, debido a: . Un mayor énfasis en los requisitos del mantenimiento de elementos y componentes críticos.. . Un diagnóstico más rápido de los fallos mediante la referencia a los modos de fallos relacionados con la función y a los análisis de sus efectos.. . Menor daño secundario a continuación de los fallos de poca importancia (como resultado de una revisión extensa de los efectos de los fallos).. . Intervalos más largos entre las revisiones, y en algunos casos la eliminación completas de ellas.. . Listas de trabajos de interrupción más cortas, que llevan a paradas más cortas, más fáciles de solucionar y menos costosas.. . Menos problemas de “desgaste de inicio” después de las interrupciones debido a que se eliminan las revisiones innecesarias.. . La eliminación de elementos superfluos y como consecuencia los fallos inherentes a ellos.. . La eliminación de componentes poco fiables.. . Un conocimiento sistemático acerca la planta. 18.
(27) 4. Mayor control de los costos debido a: . Menor mantenimiento rutinario innecesario.. . Mejor compra de los servicios de mantenimiento (motivada por el énfasis sobre la consecuencia de los fallos).. . La prevención o eliminación de los costos, de los fallos. . Unas políticas de funcionamiento más claras, especialmente en cuanto a los equipos de reserva.. . Menor necesidad de usar personal experto porque todo el personal tiene mejor conocimiento de la planta.. . Pautas más claras para la adquisición de nueva tecnología de mantenimiento tal como equipos de monitorización de la condición (condition monitoring).. . La carga de trabajo resultante es mucho más baja que si el programa es desarrollado con los métodos tradicionales.. 5. Una vida útil de los equipos más prolongada debido al aumento del uso de las técnicas de mantenimiento “a condición”. 6. Una amplia base de datos de mantenimiento, que : . Reduce los efectos de la rotación del personal con la pérdida consiguiente de su experiencia y competencia.. . Provee un conocimiento general de la planta más profundo en su contesto operacional.. . Provee una base valiosa para la introducción de los sistemas de expertos. . Conduce a la realización de planos y manuales más exactos.. . Hace posible la adaptación a circunstancias cambiante (tales como nuevos horarios de turno o una nueva tecnología) sin tener que volver a considerar, desde el principio, todas las políticas y programas de mantenimiento.. . Permiten a quienes utilizan el equipo de mostrar que sus programas de mantenimiento están construidos sobre una base racional.. . La información almacenada en las hojas de trabajo de MCC reduce los efectos de la rotación de personal y la pérdida de experiencia que esto proboca, a su vez provee una clara visión de las habilidades necesarias para mantener cada activo físico y para decidir que reexpuesto deben tener en stock.. . Un producto secundario valioso es la mejora de planos y manuales.. 7. Mayor motivación de las personas, especialmente el personal que está interviniendo en el proceso de revisión. Esto lleva a un conocimiento general de la planta en su contexto operacional, junto con un “compartimiento” más amplio de los problemas del mantenimiento y 19.
(28) de las soluciones tienen mayores probabilidades de éxito. También aumenta la probabilidad de que las soluciones perduren. 8. Mejor trabajo de equipo: el MCC provee un lenguaje técnico que es fácil de entender para cualquier persona que tenga alguna relación con el mantenimiento. El MCC da resultado rápidamente; de hecho si son enfocadas y aplicadas correctamente, las revisiones de MCC se repagan en cuestión de meses y hasta semanas. Con la aplicación del MCC se pueden obtener los tres resultados tangibles siguientes: Programas de mantenimiento a ser realizados por el departamento de mantenimiento. Procedimientos de operación revisados para los operadores de los activos. Una lista de áreas donde deben ser hechos cambios de una sola vez, tanto en el diseño del activo como en la manera en que es operado, de modo de manejar las situaciones donde los activos no pueden suministrar el estándar de funcionamiento deseado en la configuración actual. Los beneficios listados anteriormente revelan que sus efectos pueden ser agrupados en cuatro categorías: . Reducida cantidad de actividades de mantenimiento. . Sistemas de administración del mantenimiento mejorada. . Incremento de la productividad. . Mayor integridad de seguridad y medioambiental. Al analizar los beneficios tratados se nota que algunos de ellos clasifican en varias de estas categorías. Según Johnston [2002], referenciado en Backlund [2003] los beneficios del MCC pueden usualmente ser catalogados en dos grandes categorías: reducción de riesgos y disminución de costos. Los beneficios máximos del MCC se pueden alcanzar solamente cuando se tiene acceso a la estadística de fiabilidad de los ítems que son analizados, cuando se considera la optimización de los intervalos de mantenimiento preventivo. La organización tiene que estar preparada para recolectar los datos reales correspondientes a la vida operativa del equipamiento. En los programas de mantenimiento basados en el MCC por lo general se retroalimentan las acciones y se revisan las bases sobre las cuales se tomaron las decisiones iniciales, y se ajustan las tareas e intervalos basados en la experiencia operacional acumulada. Este accionar es importante para las decisiones iniciales basadas en niveles de información insuficientes. Si el programa de mantenimiento ya existe, el resultado de un análisis de MCC a menudo será eliminar las tareas de mantenimiento preventivo ineficientes. El MCC puede ser utilizado para evaluar los programas de mantenimiento ya existentes [Backlund, 2003]. 20.
(29) 1.3.2. Consideraciones sobre la introducción del MCC En la literatura se encuentran pocas descripciones sobre aplicaciones completas del MCC. Según Backlund [2003] muchas organizaciones han introducido exitosamente el MCC; sin embargo, otro número considerable también ha confrontado serias implicaciones y hasta han llegado a fallar en dicha introducción. Como las descripciones de aplicaciones exitosas y fallidas son pobres, entonces los autores han definido un grupo de criterios sobre los cuales basar los análisis a la hora de decidir el nivel de éxito de una aplicación del MCC. A continuación se detallan estos elementos (ver figura 1.5). . Recursos: la introducción del MCC requiere una cantidad considerable de recursos, tiempo y energía para hacerlo exitosamente. Recursos para nuevo equipamiento y entrenamiento de los operadores, según las recomendaciones del MCC, no son factibles.. . Costos: los costos iniciales de una implementación del MCC son elevados por lo que se busca llevarlo a cabo siempre y cuando se esperen unos beneficios elevados con su introducción. Se debe tener cuidado de no sobrestimar los beneficios esperados.. . Tiempo: el MCC usualmente es una meta a largo plazo con expectativas a corto plazo. Muchas veces es criticado por la cantidad de tiempo que consume su aplicación dado que actualmente en el ambiente empresarial se demandan soluciones tácticas con resultados inmediatos. El reto resulta en adoptar el MCC para alcanzar rápidos retornos económicos.. . Condiciones para el mejoramiento continuo: las personas tienen que comprender la importancia de llevar la estadística de fallos para poder soportar los análisis de fallos y realizar cambios. Los fallos condicionales tienen que ser reportados en la manera en la que las causas de los fallos son colectados.. El MCC también puede ser utilizado como una forma de reducir la incomunicación entre los investigadores y el personal práctico de mantenimiento, construyendo puentes sobre el “abismo” entre los mantenedores, los ingenieros de fiabilidad, y los estadistas e investigadores que trabajan con modelos de optimización del mantenimiento. Utilizando este puente los estadistas e investigadores pueden establecer modelos y métodos más realistas y transformarlos en herramientas prácticas a colocar en manos de los mantenedores.. 21.
(30) Figura 1.5. Criterios para la valoración del nivel de éxito de la aplicación del MCC. Fuente: Backlund [2003]. Según Moubray [1997] varias de las razones fundamentales por las cuales la introducción del MCC puede presentar problemas o fallar son de naturaleza técnica, pero la mayoría son organizacionales. En consecuencia en dicha introducción, ya sea total o parcial, resulta necesario prestarle atención especial a su gestión. En los estudios relativos a la introducción del MCC en las empresas se han detectado tipos diversos de factores administrativos que van a limitar el éxito de la misma (ver figura 1.6). Algunos de estos factores están relacionados directamente a la administración del MCC, como son las habilidades del equipo de trabajo o lo concerniente al nivel de detalle en el análisis del desempeño. Otros factores están relacionados a la administración del mantenimiento, como son los programas actuales de mantenimiento y los sistemas de soporte como los Sistemas de Administración Computarizada del Mantenimiento (CMMS, por sus siglas en inglés). Como la introducción del MCC en muchas ocasiones es desarrollada en forma de proyecto, se deben considerara algunos factores de la administración de proyectos, como son la planificación de recursos y la medición del desempeño. Esta introducción también influye en el cambio organizacional.. 22.
(31) Figura 1.6 Perspectivas de administración consideradas en la introducción del MCC. Fuente: Backlund [2003]. A continuación se detallan algunos factores administrativos relacionados con estas cuatro perspectivas (administración del MCC, administración del mantenimiento, administración de proyectos y administración del cambio). Factores relacionados con la administración del MCC: Competencias del equipo de trabajo del MCC Análisis del desempeño Información y documentación Software de MCC Factores relacionados con la administración del mantenimiento: Administración estratégica del mantenimiento Desempeño y programas de mantenimiento Cultura de mantenimiento Factores relacionados con la administración de proyectos: Planificación Estrategia de introducción Control y monitoreo Medición y evaluación Recursos Factores relacionados con la administración del cambio: Planificación y preparación para administrar el cambio Compromiso y soporte 23.
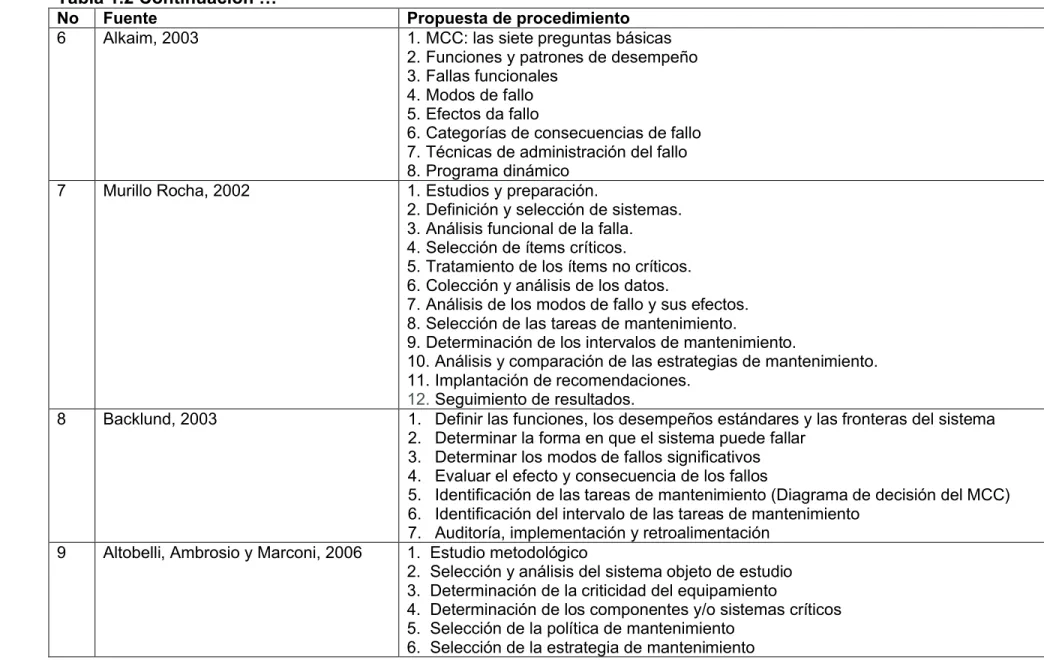
(32) Características de desempeño (comportamiento) Situación del trabajo Entrenamiento Comunicación e información Compromiso Resulta clave lograr interrelacionar diferentes factores característicos de las cuatro perspectivas durante la introducción del MCC para que esta sea exitosa. Los factores administrativos que influyen en la introducción del MCC pueden ser estructurados para su ocurrencia en fases diferentes, conformando el proceso de aplicación del MCC. 1.3.3. Procedimiento del MCC El proceso de MCC es tratado por varios autores [Moubray, 1997; Dhillon, 2002; Murillo Rocha, 2002; Alkaim, 2003; Backlund, 2003]. En la tabla 1.2 se muestra un resumen de los procedimientos presentados en estas fuentes. La mayoría de las propuestas se encuentran enfocadas a darle respuesta a las siete preguntas básicas enunciadas por Moubray [1997], las cuales forman parte del proceso de decisión y de análisis funcional del MCC, a través de una serie de pasos estructurados. 1.4. Conclusiones parciales 1. El mantenimiento de los activos fijos y a su gestión en todas las organizaciones ha ganado en importancia en los últimos tiempos, debido fundamentalmente al peso específico que poseen los equipos para mejorar la rentabilidad asociada a una instalación o proceso industrial. 2. La metodología MCC (Mantenimiento Centrado en la Confiabilidad), como herramienta que agrupa los mantenimientos predictivos, preventivos y modificativo, apoyado en la fiabilidad de funciones y el trabajo en equipos para avanzar en la reducción de los costes de mantenimiento, ha demostrado su gran utilidad en el desarrollo u optimización del programa de mantenimiento de una instalación industrial, lo que la hace una candidata tentadora a aplicar en organizaciones de todo tipo.. 24.
(33) 25.
(34) Tabla 1.2. Diferentes tipos de procedimiento encontrados en la bibliografía No 1. Fuente Dunn, 1999. 2. Weibull, 2004. 3. Smith y Hinchliffe, 2006. 4. Moubray, 1997. 5. Dhillon, 2002. Propuesta de procedimiento 1. Identificar las funciones y parámetros de funcionamiento asociados al activo. 2. Determinar de qué manera falla el equipo en satisfacer sus funciones. 3. Identificar las causas de cada falla funcional. 4. Definir qué sucede cuando ocurre cada falla. 5. Identificar de qué manera importa cada falla. 6. Selección de las tareas de mantenimiento para prevenir cada falla. 7. Definir qué debe hacerse si no se encuentra una tarea preactiva adecuada. 1. Prepararse para el análisis 2. Seleccionar el equipo para ser analizado 3. Identificar las funciones 4. Identificar los fallos de funcionamiento 5. Identificar y evaluar (categorizar) las consecuencias de la falla 6. Identificar las causas del fracaso 7. Seleccione las tareas de mantenimiento 1. Definición del alcance y objetivos del análisis 2. Seleccionar el equipo para ser analizado 3. Selección de tareas de mantenimiento 4. Desarrollo del programa de mantenimiento 5. Seguimiento y evaluación de la eficiencia de las medidas implantadas 1. Decidir cuáles activos físicos se beneficiarán más con el proceso RCM 2. Organizar un grupo de revisión 3. Recopilación de datos de los activos fijos escogidos 4. Identificar las fallas potenciales de los activos fijos. 5. Identificar la importancia de las fallas 6. Selección de la tarea de mantenimiento a aplicar a cada activo fijo 7. Encontrar una tarea de mantenimiento adecuada para aplicar a los activos fijos 1. Identificar los ítems importantes con respecto al mantenimiento 2. Obtener los datos relativos a los fallos 3. Desarrollar el análisis mediante el árbol de fallos 4. Aplicar la lógica decisional a los modos de fallos críticos 5. clasificar los requerimientos de mantenimiento 6. implementar las decisiones de MCC 7. Aplicación práctica de las decisiones.
(35) Tabla 1.2 Continuación … No 6. Fuente Alkaim, 2003. 7. Murillo Rocha, 2002. 8. Backlund, 2003. 9. Altobelli, Ambrosio y Marconi, 2006. Propuesta de procedimiento 1. MCC: las siete preguntas básicas 2. Funciones y patrones de desempeño 3. Fallas funcionales 4. Modos de fallo 5. Efectos da fallo 6. Categorías de consecuencias de fallo 7. Técnicas de administración del fallo 8. Programa dinámico 1. Estudios y preparación. 2. Definición y selección de sistemas. 3. Análisis funcional de la falla. 4. Selección de ítems críticos. 5. Tratamiento de los ítems no críticos. 6. Colección y análisis de los datos. 7. Análisis de los modos de fallo y sus efectos. 8. Selección de las tareas de mantenimiento. 9. Determinación de los intervalos de mantenimiento. 10. Análisis y comparación de las estrategias de mantenimiento. 11. Implantación de recomendaciones. 12. Seguimiento de resultados. 1. Definir las funciones, los desempeños estándares y las fronteras del sistema 2. Determinar la forma en que el sistema puede fallar 3. Determinar los modos de fallos significativos 4. Evaluar el efecto y consecuencia de los fallos 5. Identificación de las tareas de mantenimiento (Diagrama de decisión del MCC) 6. Identificación del intervalo de las tareas de mantenimiento 7. Auditoría, implementación y retroalimentación 1. Estudio metodológico 2. Selección y análisis del sistema objeto de estudio 3. Determinación de la criticidad del equipamiento 4. Determinación de los componentes y/o sistemas críticos 5. Selección de la política de mantenimiento 6. Selección de la estrategia de mantenimiento.
Figure


![Figura 1.4 Evolución de las expectativas y técnicas del mantenimiento Fuente: García González-Quijano [2004] y González Fernández [2007].](https://thumb-us.123doks.com/thumbv2/123dok_es/7310239.449179/16.918.109.821.89.333/evolución-expectativas-técnicas-mantenimiento-garcía-gonzález-gonzález-fernández.webp)

+7





Documento similar