Diseño de moldes de inyección de aluminio
87
0
0
Texto completo
(2) Mis más profundos agradecimientos lo dirijo hacia mis tutores de Tesis: Dr. Ángel Rafael García Martínez y Dr. Idalberto Mendoza Díaz, por la inestimable ayuda prestada durante la realización de este trabajo y el constante estímulo recibido. Quiero agradecer también a todas las personas de la E.M.I. Cmdt. Ernesto Che Guevara que de una forma u otra han tenido que ver en la realización de esta tesis, en especial a Rosa y a Julio. Finalmente agradezco a toda mi familia y a mis amigos por todo el apoyo y el aliento brindado durante mis años de estudio. Gracias..
(3) RESUMEN En el presente trabajo se ilustra el estado actual del diseño de moldes para la inyección de metales en Cuba y a nivel internacional. Se estudian y comparan las principales variantes de moldeo que han surgido en los últimos años. A partir del análisis de la bibliografía consultada, así como de algunos aportes realizados por el autor se organizó información dispersa y se desarrolló un procedimiento de cálculo de moldes para la inyección de metales. Con el empleo de esta metodología se diseñó un molde para una pieza prototipo que se encuentra actualmente en fabricación..
(4) ABSTRACT In the presently work is illustrated the current state of the design of molds for the injection of metals in Cuba and at international level. They are studied and compare the main variants of molding that have arisen in the last years. Starting from the analysis of the consulted bibliography, as well as of some contributions carried out by the author he was organized dispersed information and a procedure of calculation of molds was developed for the injection of metals. With the employment of this methodology it was designed a mold for a prototype piece that is at the moment in production..
(5) Índice General. Introducción. ........................................................................................................ 1 Capítulo 1 Marco teórico. ..................................................................................... 8 1.1. El moldeo por inyección de aluminio a nivel mundial. Desarrollo actual en Cuba. Perspectivas futuras. ................................................................................. 8 1.2. Variantes del moldeo por inyección de metal. ............................................ 11 1.3. Software empleados en el diseño de moldes. ............................................ 16 1.4. Materiales más usados en la inyección de metales. Características tecnológicas. ...................................................................................................... 17 Conclusiones parciales del capítulo 1. ............................................................... 22 Capítulo 2 Consideraciones generales para el diseño de moldes de inyección para metales. ..................................................................................................... 23 2.1. Aspectos teóricos tenidos en cuenta en la metodología desarrollada. ....... 23 2.2. Análisis de la muestra, prototipo o plano de la pieza. ................................. 25 2.2.1. Proceso de moldeo y material que se empleará. ..................................... 25 2.2.2. Vida útil que se requiere para la pieza metálica....................................... 27 2.2.3. Costo de fabricación. ............................................................................... 27 2.3.3. Determinación de la línea de partición del artículo. ................................. 30 2.4. Cálculo y diseño del molde de inyección. ................................................... 32 2.4.1. Selección del tipo de inyectora. ............................................................... 32 2.4.2. Entrada del material. ................................................................................ 33 2.4.3. Sistema de alimentación. ......................................................................... 34 2.4.4. Canales de ventilación. ............................................................................ 38 2.4.5. Mecanismo de extracción a utilizar en el molde....................................... 40 2.4.7. Acabado superficial para machos y cavidades. ....................................... 41.
(6) 2.4.11. Tiempo de llenado. . ........................................................................ 45. Después de muchos ensayos se determina que el tiempo óptimo de llenado de un molde está entre 0.3 y 0.6 segundos [12]. ................................................... 45 2.4.12. Distancia mínima recomendada entre agujeros de enfriamiento y la cavidad del molde. ............................................................................................. 45 2.4.13. Sistema de enfriamiento. ....................................................................... 46 2.5. Medidas para eliminar defectos de elaboración causados por una construcción errónea del molde. ........................................................................ 51 Capítulo 3 Determinación de los parámetros geométricos de un molde de inyección de aluminio para pieza prototipo. ....................................................... 54 3.1. Aplicación de la metodología a un molde de inyección de aluminio (Cálculo y diseño de un molde)........................................................................................ 54 3.1.1. Proceso de moldeo y material que se empleará. ..................................... 55 3.1.2. Vida útil que se requiere para la pieza metálica....................................... 55 3.1.3. Apariencia. ............................................................................................... 55 3.1.4. Condiciones de trabajo de la pieza. ......................................................... 56 3.2. Diseño de la pieza metálica. ....................................................................... 56 3.2.1. Clasificación de la pieza a producir de acuerdo a su complejidad. ......... 56 3.2.2. Determinación de la línea de partición del artículo. ................................. 56 3.3. Cálculo y diseño del molde de inyección. .................................................. 57 3.3.1. Selección del tipo de inyectora. ............................................................... 57 3.3.2. Selección del tipo de colada. ................................................................... 58 3.3.3. Entrada del material. ................................................................................ 58 3.3.4. Sistema de alimentación. ......................................................................... 58 3.3.5. Canales de ventilación. ............................................................................ 59 3.3.6. Mecanismo de extracción a utilizar en el molde....................................... 59.
(7) 3.3.7. Cálculo del número de cavidades. ........................................................... 59 3.3.8. Velocidad de flujo recomendado. ............................................................. 60 3.3.9. Cálculo del área proyectada de la pieza metálica. ................................... 60 3.3.10. Distribución de cavidades para el molde de la pieza prototipo. ............. 61 3.3.11. Tiempo de llenado del molde (. ). ........................................................ 61. 3.3.12. Sistema de enfriamiento. ....................................................................... 61 3.4. Análisis económico. .................................................................................... 62 Conclusiones parciales del capítulo 3 ................................................................ 63 Conclusiones generales..................................................................................... 64 Bibliografía. ........................................................................................................ 66 Anexos. .............................................................................................................. 68.
(8) Introducción. A lo largo de la historia ha sido el aluminio uno de los materiales más empleados en la industria mecánica debido fundamentalmente a su baja densidad y su alta resistencia a la corrosión. Además, mediante elementos de aleación adecuados, se puede aumentar sensiblemente la resistencia mecánica, es por esto que este metal es uno de los más utilizados en la industria de la inyección a presión. También se utilizan otros elementos tales como el magnesio, el cobre, zinc, aceros y también el latón. La colada a presión fue utilizada por primera vez en el año 1838, donde G. Bruzón la utilizó para la elaboración de las letras para las máquinas impresoras de periódicos, pero fue en 1839 cuando se patentizó la primera máquina para la colada de metal a presión. Esta técnica se comenzó a utilizar para la construcción de maquinarias desde el año 1849, en la producción de piezas pequeñas de aleaciones de estaño (Sn)-plomo (Pb), en la década de 1860 se amplió su uso para las de base zinc (Zn) y a finales del siglo XIX se hicieron intentos por utilizar aleaciones de aluminio (Al) y de cobre (Cu). En la búsqueda por elevar la productividad la transmisión manual fue cambiada por transmisión neumática. La colada a presión ocupa uno de los lugares cimeros en la industria siderúrgica, la producción de piezas fundidas de aleaciones de aluminio constituye el 30-50% del total de la producción de la colada a presión. El próximo grupo de piezas fundidas por cantidad y diversidad son las aleaciones de Zinc. Las aleaciones de Mg se utilizan poco, lo cual se explica por su inclinación a la formación de grietas calientes. Sin embargo se debe señalar que las piezas fundidas de aleaciones de 1.
(9) Mg son casi 1.5 veces más ligeras que las de aleaciones de Al, además se comportan mejor durante el corte, no gotean y no se adhieren a la superficie del molde de acero. Actualidad nacional e internacional del tema objeto de estudio. El moldeo por inyección de metales tiene una gran aceptación en la industria mundial, ya que gracias a este método se realizan grandes producciones de manera rápida y eficiente, se pueden obtener piezas de formas complejas, con excelente acabado superficial y además, la herramienta de fundición posee una larga vida de duración. Esto ha llevado a que en los últimos años este método de producción haya tenido un gran avance. En nuestro país, como resultado de la depresión económica, ha habido un descenso en el moldeado de artículos metálicos. Por estas razones el presente trabajo representa un paso de avanzada en la recuperación del conocimiento de esta técnica, para su desarrollo en la industria mecánica cubana. El objeto de la investigación lo constituye el diseño de moldes de inyección de metales. El problema científico de esta investigación consiste en que no se ha encontrado una metodología debidamente organizada para el diseño de moldes de inyección para metales que tenga en cuenta las principales variables que intervienen en el moldeado.. 2.
(10) Con base en la revisión bibliográfica, el objeto de la investigación y el problema científico se plantea la siguiente Hipótesis: “Es posible establecer una metodología para el diseño de moldes de inyección de aluminio que tenga en cuenta las principales variables que intervienen en el proceso”. Objetivos de la investigación. Objetivo general. Desarrollar una metodología para el diseño de moldes de inyección para metales que tenga en cuenta las principales variables que intervienen en el proceso. Objetivos específicos. 1. Recopilar utilizando técnicas de revisión bibliográficas información sobre los procesos de moldeo de piezas metálicas. 2. Desarrollar una metodología para el diseño de moldes de inyección de piezas metálicas que tenga en cuenta las principales variables que intervienen en el proceso de moldeo. 3. Diseñar los parámetros geométricos de un molde de inyección de aluminio, aplicando la metodología desarrollada. Tareas de la investigación. Para alcanzar los objetivos anteriormente planteados, se acometieron las siguientes tareas: 1. Recopilar y procesar el conocimiento teórico y práctico sobre el diseño y tecnologías de moldes de inyección para metales, mediante el análisis del mayor número posible de normas, revistas y textos. 3.
(11) 2. Analizar los diferentes procedimientos para el diseño de moldes de inyección de aluminio existentes en la actualidad. 3. Establecer una metodología que permita el diseño de moldes de inyección para metales con una mayor precisión. 4. Desarrollar un molde de inyección de aluminio empleando la metodología elaborada. Método de la investigación empleados. Entre los métodos científicos empleados en esta investigación se pueden señalar los siguientes: Métodos generales: Se utilizó el método hipotético–deductivo al elaborar la hipótesis y proponer nuevas líneas de trabajo a partir de los resultados parciales de la revisión bibliográfica. Se empleó además el método sistémico para enmarcar el tema de investigación en uno más amplio del Diseño Mecánico para aplicar métodos computacionales de modelado y análisis, posteriormente descomponerlo en subsistemas que, al unirlos, brindan una solución al problema planteado. Métodos lógicos: El método científico fundamental empleado en esta tesis es el analítico-sintético. Mediante el análisis se evaluaron las expresiones para el diseño de moldes para piezas. metálicas así como los métodos de cálculo. existentes. Métodos matemáticos: Se realizó un diagrama de bloques para hacer más asequible la metodología desarrollada. Métodos empíricos: Se utilizó el método coloquial para la presentación y discusión de los resultados. Los procedimientos teóricos desarrollados fueron 4.
(12) comprobados mediante el diseño de un molde para una pieza de aluminio, que actualmente se encuentra en proceso de producción. Aporte esperado de la investigación. Se obtiene una nueva metodología para el diseño de moldes de inyección de aluminio que tiene en cuenta las principales variables. que intervienen en el. proceso de moldeo. Las principales ventajas que reportará la investigación son las siguientes: • Ahorro de materiales y la posible sustitución de procesos convencionales de obtención de piezas metálicas por procesos de moldeo. • Mayor rapidez en la elaboración de los diseños de moldes y en la fabricación de los mismos. • Mayor calidad y rapidez en la elaboración de tecnologías para la fabricación de piezas. • Superior calidad técnica de las soluciones, dada por la realización de cálculos y comprobaciones, sobre todo en el diseño de moldes, que en la práctica no se realizan o cuando se realizan, se hacen sin el uso de técnicas precisas. Novedad científica del trabajo. El autor defiende como novedad científica de la investigación: la elaboración de un nuevo procedimiento para el diseño de moldes de inyección por presión para piezas metálicas. Valor teórico del trabajo: Se obtiene una nueva metodología que tiene en cuenta las principales variables que intervienen en el proceso de moldeo de inyección de metales. 5.
(13) Valor práctico del trabajo: En base a diferentes criterios de diseñadores de moldes, a los resultados de la revisión bibliográfica y la experiencia del autor, se obtiene una metodología para el diseño de moldes de inyección de metales que se puede extender a toda la industria cubana. Se diseñó un molde, que contribuye a la mejora de las producciones de las FAR, el cual se encuentra en fase de producción. Repercusiones del trabajo. Científico y Tecnológico: El resultado de este trabajo es un nuevo conocimiento técnico, en el sentido de que plantea de una manera nueva el uso de los software de avanzada en el diseño de moldes de inyección de metales. Se garantiza mayor calidad en las producciones brindando un resultado más competitivo. Además, preserva y transmite la experiencia acumulada durante años por los diseñadores más experimentados. Económico: El empleo de los moldes en la transformación e inyección de metales trae consigo un ahorro considerable de energía pues se pueden producir grandes cantidades de piezas de un tipo utilizando una sola máquina inyectora. En las cavidades y machos se pueden aglutinar una gran cantidad de procesos tecnológicos que, mediante el arranque de virutas, aumentaría el costo de producción del artículo debido a la gran cantidad de máquinas herramienta de que se debe disponer. Comercial: Desde el punto de vista comercial el trabajo puede significar una nueva forma de evaluar la inyección de metales a presión en la fabricación de. 6.
(14) piezas de repuestos, además de ofrecer una metodología para el diseño de moldes, que mejora de manera cualitativa la calidad del producto final. Social: Mejora las condiciones de trabajo de los diseñadores: incrementa el nivel de la cultura del empleo de la computación, contribuye a visualizar una vía, hasta ahora subestimada o ignorada, para aumentar la productividad y para ser más competitivos. Ambiental: La utilización de la inyección de metales permite el reciclado, lo cual disminuye el vertimiento de desechos sólidos al medio ambiente. Además, este proceso de transformación de metales permite la integración de diferentes procesos tecnológicos, que se usan en la industria lo cual contribuye al ahorro de energía. Estructura de la tesis. La tesis está conformada por tres capítulos, conclusiones y recomendaciones. El primer capítulo se dedica al análisis de estado del arte sobre los procesos de moldeo de artículos metálicos. Por otra parte, se realiza un acercamiento al moldeo por inyección de metales a nivel mundial, particularizando en nuestro país. Se analizan además los nuevos métodos de fabricación de piezas por inyección de metales que se utilizan en el mundo. En el Capítulo II del trabajo, se propone una metodología para el diseño de moldes, esta sirve al diseñador de moldes como guía en el trabajo. Por último, en el tercer capítulo, se aplica la metodología desarrollada al diseño de los parámetros geométricos de un molde para una pieza prototipo.. 7.
(15) Capítulo 1 Marco teórico. 1.1. El moldeo por inyección de aluminio a nivel mundial. Desarrollo actual en Cuba. Perspectivas futuras. El diseño actual del moldeo por inyección ha sido influido por la demanda de productos con diferentes características geométricas, además, su diseño se ha modificado de manera que las piezas moldeadas tengan un menor costo de producción, lo cual exige rapidez de inyección, bajas temperaturas, y un ciclo de moldeo corto y preciso. Por fundición a presión se entiende un proceso mecánico de colada, en el que el metal fundido es comprimido en un molde partido, metálico y permanente. El proceso de llenado, en este caso, ya no está sometido esencialmente a la influencia de la gravedad, como ocurre en la fundición en arena o en coquilla, sino que se apoya mucho más en la transformación de energía de presión que actúa sobre el metal fluido en energía cinética [1]. Las. máquinas de inyección de metal se dividen en dos clases, con cámara. caliente y con cámara fría de prensado. A su vez las máquinas con cámara caliente de prensado se dividen por la forma de inyectar el metal en: máquinas con pistón y máquinas con compresores. Las máquinas con pistón pueden tener cámara de prensado vertical u horizontal. Las máquinas con pistón con cámara de prensado vertical se subdividen en máquinas con una superficie de desconexión del molde vertical, inclinado y horizontal. Las máquinas en las cuales el movimiento del metal se realiza por la acción de aire comprimido se llaman compresores [2].. 8.
(16) El proceso en cámara caliente se utiliza solamente para el zinc y otras aleaciones de bajo punto de fusión (estaño y plomo), es decir por debajo de 450°C [3], que no atacan fácilmente ni erosionan los crisoles, cilindros ni pistones de metal. Si se controla la atmósfera a través de gases inertes de tal manera que eliminen la presencia de oxígeno y de esa forma evitar la corrosión, se pueden inyectar aleaciones de magnesio. Un esquema de una máquina de este tipo se representa en la figura 1.1 [4].. Figura 1.1 Ejemplo de máquina con cámara caliente. El proceso con cámara fría se diferencia con el de cámara caliente en que el sistema de inyección no se encuentra sumergido en el metal líquido. En su lugar, la carga de metal fundido (más material del que se necesita para fundir la pieza), se transporta mediante una cuchara de colada, del crisol a un contenedor donde un émbolo accionado hidráulicamente empuja el metal hacia el interior del molde. El material adicional se utiliza para introducir mayor cantidad de metal fundido en la cavidad del molde con el objetivo de compensar la contracción que se produce durante la solidificación. En este tipo de máquina se pueden lograr presiones de 9.
(17) inyección de más de 10.000 psi ó 70 MPa. Las piezas obtenidas son desde unos cuantos gramos hasta 10 kg, en la Figura 1.2 se muestra una representación de una máquina de cámara fría. Ventajas de la cámara fría sobre la cámara caliente: • Hay aleaciones tales como las de aluminio o de zinc-aluminio, y ciertas aleaciones de magnesio, que pueden ser procesadas solamente por cámara fría. • Se pueden lograr mayores presiones y velocidades de inyección que producen piezas más compactas. • Menores costos de mantenimiento. Desventajas del proceso de cámara fría: • Ciclos más largos. • Menor control sobre la temperatura del metal, menor fluidez y menos posibilidades de fundir paredes de poco espesor. • La carga (colada calculada) se enfría antes de la inyección. • El metal fundido está expuesto a la oxidación y a los contaminantes provenientes de la atmósfera [5].. 10.
(18) Figura 1.2 Ejemplo de máquina con cámara fría [6]. En nuestro país se están haciendo esfuerzos para lograr una reinserción de esta tecnología de producción, ya que máquinas para este tipo de proceso existen pocas en nuestro territorio nacional. Además, el conocimiento del diseño de moldes para la inyección de metales se ha perdido, ya sea por la salida de profesionales o por las insuficientes inversiones en nuestro país para la modernización e incremento de las producciones provenientes de la industria mecánica cubana. 1.2. Variantes del moldeo por inyección de metal. Proceso MIM. El moldeo por inyección de polvos, PIM (Powder Injection Moulding) y su variante aplicada a los metales (MIM, ‘Metal Injection Moulding’) constituye una tecnología de conformado de materiales desarrollada en los años veinte y que ha experimentado un gran avance, fundamentalmente, en los últimos quince años. El refinamiento del equipo de moldeo desarrolló, rápidamente, la viabilidad comercial 11.
(19) del MIM y se ha estimado que el crecimiento anual de esta tecnología es superior al 50%. El MIM (Metal Injection Moulding) es un novedoso proceso de conformación que combina la flexibilidad y alta productividad de la inyección de termoplásticos con las prestaciones mecánicas de las piezas metálicas. Gracias a esta combinación de ingeniería de fabricación, se pueden obtener competitivamente productos con altas prestaciones mecánicas y morfológicamente complejos, algunos ejemplos de estas aplicaciones se muestran en la Tabla 1.1 [7]. Básicamente, el proceso de moldeo por inyección de metal (MIM) implica varias etapas, la primera consiste en elegir polvos metálicos (aceros de baja aleación, aceros inoxidables, aceros resistentes al calor, aceros para aplicaciones magnéticas, cobre, níquel, molibdeno, entre otros) o polvos cerámicos (alúmina, carburo de tungsteno y carburo de titanio) y mezclarlos con polímeros o resinas acrílicas termoplásticas como aglomerante con el objetivo de obtener una mezcla homogénea denominada “feedstock”. El aglomerante es el componente sacrificado en el moldeo por inyección, aunque es de vital importancia tanto a la hora del moldeo como en el momento de su eliminación. Es el medio utilizado para mantener las partículas de metal unidas y obtener la forma deseada [8]. Como se puede apreciar en la figura 1.3, se debe utilizar el MIM porque es una tecnología sin competencia para la producción de grandes series de pequeñas piezas con alta complejidad geométrica y altas prestaciones mecánicas comparada con otras técnicas que fabrican este tipo de piezas.. 12.
(20) Figura 1.2 Comparación del MIM con otras técnicas en cuanto a volumen de producción y complejidad. Dentro de los materiales metálicos que se pueden inyectar tenemos: -17-4 PH Acero inoxidable.. -Metal pesado de tungsteno (W-Ni-Fe). -AISI 316L Acero inoxidable.. -Aleación F15 (Kovar).. -Cu con alto grado de pureza.. -CuMo (85Cu15Mo).. -Ti6Al7Nb.. -Aleaciones de Aluminio (serie 6xxx y 7xxx) [9].. 13.
(21) Tabla 1.1 Aplicaciones más importantes y materiales utilizados del moldeado por inyección de metal. Área. Aplicación. Material. Automoción.. Mecanismos de la cerradura,. Aceros tratados. sincronizadores de la transmisión,. térmicamente,. sensores de airbag y oxígeno del. inoxidables y aleaciones. motor.. base cobre.. Moldeo por. Núcleos cerámicos para la industria. Alúmina, sílica y. colada.. del moldeo por colada.. zirconia.. Herramientas. Herramientas de corte y molienda.. Carburos cementados,. de corte.. cermets, nitruro de silicio, composites de diamante.. Defensa.. Armas, visores, estabilizadores de. Aleaciones de wolframio,. misiles y proyectiles, rotores.. alúmina, carburo de boro, diborato de titanio.. Componentes. Componentes aislantes y de. Acero inoxidable 316,. eléctricos y. sujeción en aparatos eléctricos,. cobre, alúmina, Kovar,. electrónicos.. disipador de calor, vástagos,. Invar, aluminio,. mecanismos de cierre.. molibdeno, wolframio, bronce.. Armas de. Pistolas, rifles, armas militares,. Aceros tratados. fuego.. gatillos.. térmicamente, wolframio.. Componentes. Hornos, motores, herramientas de. Zirconia, alúmina-sílica,. industriales.. corte y perforación, rodamientos,. cermets, carburos. cojinetes, abrasivos.. cementados, aceros de herramientas, cromocobalto.. 14.
(22) El Moldeado por Inyección de Metal (MIM) ofrece dos ventajas fundamentales cuando se compara con otros procesos convencionales: propiedades físicas mejoradas y mayor flexibilidad de diseño. Específicamente, los ingenieros pueden diseñar componentes con: • Propiedades mejoradas: Las tolerancias que se pueden conseguir son muy exactas, las piezas poseen excelente resistencia mecánica, a la corrosión y propiedades magnéticas. • Alto nivel en los detalles: Se pueden fabricar formas complejas, como curvas, ranuras, cavidades, roscas y muescas de gran precisión. • Optimización de trabajo: La capacidad para brindar componentes sinterizados elimina muchas operaciones secundarias. • Mayor libertad en el diseño: Ofrece flexibilidad al diseñador, ya que el moldeado tiene propiedades de la inyección de plástico. • Ensambles reducidos: Presenta una gran capacidad para combinar piezas de acoplamiento en un único componente más complejo. • Bajo costo: cuando se fabrican mediante MIM grandes volúmenes de producción en poco tiempo, el costo es rápidamente amortizado, como se puede apreciar en el gráfico 1, donde se compara el costo de varios procesos según aumenta el nivel de complejidad de las piezas. Además, las piezas suelen tener un alto valor añadido, no hay pérdidas de material porque puede ser reutilizado y no hace falta aplicar ninguna operación secundaria. • Automatización: Es un proceso fácilmente automatizable, aunque inicialmente requiere de alta inversión. [10]. 15.
(23) 1.3. Software empleados en el diseño de moldes. El error y el ensayo es un proceso que va en decadencia en todas las ramas de la ciencia y que de ninguna manera es viable. Con los medios actuales de simulación se pueden predecir posibles dificultades en la pieza obtenida, analizar el flujo de material durante el llenado de la cavidad, puntos críticos que son consecuencia de la unión de las líneas de flujo y otros. Como parte del desarrollo actual de los sistemas de diseño de moldes la compañía R & B anunció la entrada al mercado del Computer Aided Mold Design (CAMD), software de última versión del programa de diseño de MoldCreator, destinado a trabajar en el ambiente de Mechanical Desktop. Entre las características más importantes de este nuevo programa para el diseño de moldes de inyección, están: el manejo de los componentes del molde en forma de elementos sólidos, cada uno en un archivo separado. Incluye además, los catálogos SIDECO y PEDROTTI muy empleados en Europa en el campo de la selección de partes y piezas para moldes, permite también el manejo de necesidades de materiales para la construcción de moldes, así como la adición de nuevos componentes en el diseño de acuerdo con los cambios en las dimensiones del mismo. Esta compañía ha desarrollado otros productos tales como: MoldWork / SplitWork, MoldCreator, Moldease3D, MoldMaker, MoldDesign y MoldBaseAdvisor. Si bien es cierto que estos programas constituyen sistemas avanzados por el ahorro de tiempo en las fases de diseño pues permiten seleccionar de manera automática las dimensiones del paquete de placas y accesorios que conforman el molde, no tienen incluidos los cálculos térmicos del sistema de enfriamiento, el ciclo de moldeo ni el número de 16.
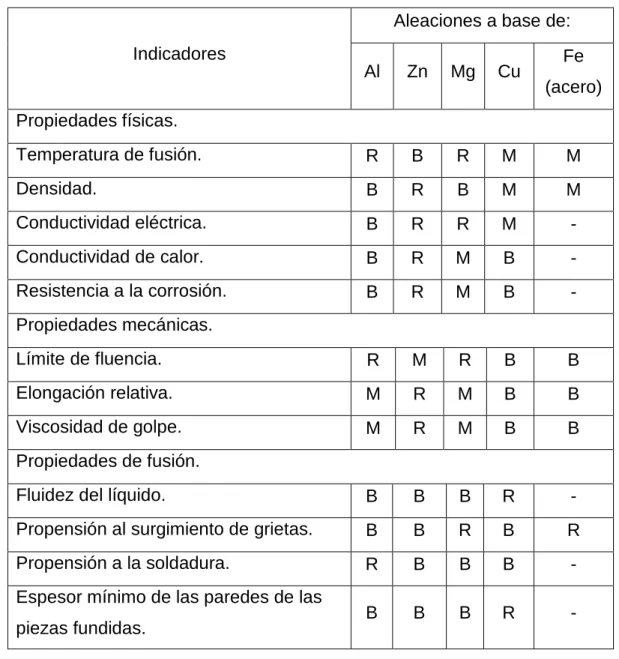
(24) cavidades[11]. Otros de los programas que ayudan al ingeniero diseñar moldes es Solid Works. Este es un programa de diseño asistido por computadora para modelado mecánico desarrollado en la actualidad. Este programa permite modelar piezas y conjuntos y extraer de ellos tanto planos como otro tipo de información necesaria para la producción. En su arquitectura, presenta módulos orientados al diseño de moldes, que permite a partir de la pieza modelada ir conformando el modelo. El diseñador puede interactuar con el software, e ir tomando decisiones en la medida que avanza el proceso del diseño. Es de señalar, que estas metodologías. están. orientadas. al. diseño. de. moldes. para. materiales. termoplásticos. Está además Autodesk Inventor, el cual es un paquete de modelado paramétrico de sólidos en 3D. Los usuarios comienzan diseñando piezas que se pueden combinar en ensamblajes. Además incluye, en la versión profesional, las herramientas necesarias para crear piezas de plástico y sus respectivos moldes de inyección. Cuenta también con análisis de tensiones por elementos finitos y análisis dinámicos. 1.4. Materiales más usados en la inyección de metales. Características tecnológicas. Para la colada con presión se emplean más ampliamente las aleaciones base Al, las cuales tienen una mejor conjugación de las propiedades físicas, mecánicas y tecnológicas. Las aleaciones base Zn en comparación con las de base Al poseen mejores propiedades de fusión y aproximadamente iguales características de resistencia, aseguran los recubrimientos electrolíticos, pero estas son 2.5 veces más pesadas que las de base Al, tienen baja conductividad eléctrica y de calor, 17.
(25) además conservan su capacidad de trabajo en un intervalo relativamente estrecho de temperaturas. Tabla 1.2 Evaluación de las aleaciones para la colada a presión. Aleaciones a base de: Indicadores. Fe. Al. Zn. Mg. Cu. Temperatura de fusión.. R. B. R. M. M. Densidad.. B. R. B. M. M. Conductividad eléctrica.. B. R. R. M. -. Conductividad de calor.. B. R. M. B. -. Resistencia a la corrosión.. B. R. M. B. -. Límite de fluencia.. R. M. R. B. B. Elongación relativa.. M. R. M. B. B. Viscosidad de golpe.. M. R. M. B. B. Fluidez del líquido.. B. B. B. R. -. Propensión al surgimiento de grietas.. B. B. R. B. R. Propensión a la soldadura.. R. B. B. B. -. B. B. B. R. -. (acero). Propiedades físicas.. Propiedades mecánicas.. Propiedades de fusión.. Espesor mínimo de las paredes de las piezas fundidas. Dónde: B- bueno, R- regular, M- malo.. En la tabla 1.3 se muestran las características de los metales para ser utilizados en colada por presión. Entre las exigencias para una buena aleación para utilizarla en la fundición por inyección están:. 18.
(26) • Altas propiedades mecánicas. • Punto de fusión bajo. • Coeficiente de contracción no muy elevado. • No debe tener tendencia a la oxidación en estado líquido. • Buena maquinabilidad por arranque de virutas. • Buenas propiedades para un tratamiento galvánico posterior [12]. En los anexos 2 y 3 se muestran las características mecánicas y la composición química de algunas aleaciones base aluminio, utilizadas para el moldeo a presión. Los principales elementos de aleación en el aluminio y las ventajas que proporcionan, son los siguientes: •. Cromo (Cr). Aumenta la resistencia mecánica cuando está combinado con otros elementos como el cobre, molibdeno o el magnesio.. •. Cobre (Cu). Incrementa las propiedades mecánicas pero reduce la resistencia a la corrosión.. •. Hierro (Fe). Aumenta la resistencia mecánica.. •. Magnesio (Mg).Proporciona una gran resistencia tras el conformado en frío.. •. Manganeso (Mn). Incrementa las propiedades mecánicas y reduce la calidad de embutición.. •. Silicio (Si).Combinado con magnesio (Mg), concede mayor resistencia mecánica.. •. Titanio (Ti). Aumenta la resistencia mecánica.. •. Zinc (Zn). Reduce la resistencia a la corrosión.. •. Escandio (Sc). Mejora la soldadura. 19.
(27) Tabla 1.3 Propiedades de los metales y características de explotación del proceso de colada a presión. Aleaciones a base de: Indicadores Al. Zn. Mg. Cu. Fe (acero). Propiedades físicas. Temperatura de fusión (°C) Densidad. 1400-. 580-600. 380-400. 580-585. 900-950. 2.5-2.7. 6.6-7. 1.75-1.85. 7.9-8.8. 7.5-8.1. 1500. Propiedades mecánicas. Gb ( δ (%) HB. 16-28. 25-30. 16-23. 30-40. 30-100. 1-3. 1-3. 1-2. 15-40. 10-30. 60-90. 70-90. 50-60. 80-100. -. Características de explotación del proceso. Temperatura de la colada (°C). 1400-. 580-630. 380-420. 600-660. 900-950. ±0.15. ±0.1. ±0.15. ±0.25. ±0.25. 50000. 500000. 70000. 5000. 5000*. 1600. Desviación de las dimensiones (% de la dimensión) Durabilidad el molde (Cantidad de ciclos). * La durabilidad del molde para la colada de acero está dada con la condición de que estén fabricados de aleación de Mb.. 20.
(28) En la colada con presión, por causa de altas velocidades de enfriamiento y la resistencia del molde de acero, la contracción es significativamente mayor que en otros tipos de colada. El Cu y el Si disminuyen la contracción en las aleaciones base aluminio (Ver Tabla 1.4). Tabla 1.4 Influencia en la adición de Cu y Si sobre la contracción de las aleaciones base Al. Coeficiente de la contracción libre lineal (%) con la adición de:. Adición (%) Cu. Si. 0. 1.68. 1.68. 4. 1.43. 1.45. 8. 1.42. 1.44. Los datos están dados para coladas en moldes de arena.. 21.
(29) Conclusiones parciales del capítulo 1. 1. Durante el proceso de recopilación de la información se pudo determinar que existe variada información, la cual se encuentra de manera dispersa a través de catálogos y manuscritos, que se han elaborado basado en experiencias empíricas, tanto en talleres de maquinado como de inyección de metales por presión. Lo anterior sugiere el desarrollo de una metodología científicamente fundamentada, que tenga en cuenta los aspectos fundamentales que intervienen en el diseño de moldes de inyección de metales. 2. Durante el desarrollo de la investigación se pudo conocer de la existencia de métodos de diseño en países de primer mundo pero estos forman parte del patrimonio de las grandes empresas productoras de moldes. 3. La colada se realiza por dos métodos: cámara caliente y por cámara fría. Ambos procedimientos poseen características que los hacen preferibles, el factor principal para decidirse por uno de los métodos es en dependencia del material con el cual se vaya a trabajar. También hay que evaluar la productividad, la calidad de la pieza y el costo. 4. El Proceso MIM se está utilizando en todo el mundo para la fabricación de piezas de configuración compleja, de pequeños tamaños y grandes volúmenes de producción.. 22.
(30) Capítulo 2 Consideraciones generales para el diseño de moldes de inyección para metales. Seguidamente se brindan aspectos teóricos que deben tenerse en cuenta para el diseño de un molde para inyección de metales. Primeramente se analizan los requisitos que debe cumplir la pieza, luego se diseña esta, y por último se realizan los cálculos pertinentes para determinar los parámetros geométricos del molde, el cual se diseña con ayuda de un software. 2.1. Aspectos teóricos tenidos en cuenta en la metodología desarrollada.. Método de cálculo y diseño de Proceso de moldeo y material. que. moldes de inyección para metales. se. Costo de fabricación.. empleará. Apariencia. Vida útil que se requiere.. Análisis de la muestra, prototipo ó plano de pieza.. Grados. de. tolerancia. Condiciones de trabajo de la pieza.. recomendados para la fabricación de la pieza a moldear.. Dimensionado artículo. Espesores. de. Clasificación de la pieza. del Diseño de la pieza metálica.. a producir de acuerdo a su complejidad.. pared,. esfuerzos y radios. 1. Determinación de la línea de partición del artículo.. 23.
(31) 1 Entrada del material. Selección del tipo de inyectora.. Canales de ventilación. Cálculo y diseño del molde de Sistema de alimentación.. inyección. Mecanismo de extracción a utilizar.. Carácter del flujo para el material metálico.. Distribución de cavidades. Distancia Ciclo de moldeo.. recomendada. mínima entre. agujeros de enfriamiento Cálculo del número de. y la cavidad del molde.. cavidades. Cálculo del área proyectada de la pieza metálica.. Acabado superficial para machos y cavidades.. Sistema de enfriamiento.. Proyección del molde.. 24.
(32) 2.2. Análisis de la muestra, prototipo o plano de la pieza. Para iniciar un proyecto, el diseñador de moldes debe estudiar las condiciones de trabajo a las que estará sometida la pieza, la vida útil que se requiere, el régimen de moldeo y material metálico que se empleará. Para garantizar una producción sin defectos es necesario, determinar el plano de partición óptimo del futuro molde y la posibilidad de que la formación de orificios sea con machos fijos o móviles. Además, en el plano de la pieza se debe indicar lo siguiente: 1) Todas las inclinaciones interiores y exteriores. 2) Las superficies que llevan una elaboración mecánica posterior. 3) Tolerancias de las dimensiones. 4) Las partes de la superficie, las cuales no deben tener huellas de los expulsores, así como tampoco huellas del fluido del metal. 5) Exigencias por la hermeticidad y los métodos de su control. 6) Tipos de recubrimientos de protección o decorativos. 7) Lugares donde no se permiten poros. 8) Exigencias complementarias para las piezas que serán explotadas en condiciones especiales (agua de mar, ácidos, humedad o temperatura elevada, etc.). 9) Marca de la aleación, según la norma utilizada y el peso de la pieza [2]. 2.2.1. Proceso de moldeo y material que se empleará. Se pueden moldear las piezas por dos procesos, moldeo en cámara caliente y en cámara fría. Se escoge uno u otro en correspondencia con el material de la pieza que se va a inyectar en el molde. Para la colada por presión de las aleaciones de 25.
(33) Al es aconsejable emplear máquinas con cámara fría de prensado. Para el zinc y otras aleaciones de bajo punto de fusión (estaño y plomo), se utilizan máquinas con cámara caliente. El latón se utiliza en la colada a presión para la confección de objetos decorativos y para dispositivos que trabajan en agua de mar u otros medios con elevada capacidad de oxidación. De aleaciones de Zn se fabrican elementos para piezas de gran demanda, así como juguetes, candados, máquinas de coser, manillas y otras. Las aleaciones a base de Mg son las más ligeras, están cerca de las aleaciones base Al en las propiedades mecánicas con excepción de un bajo módulo de elasticidad (en 2 veces), absorben muy bien las vibraciones, poseen una alta resistencia al golpe y estabilidad de las dimensiones durante el envejecimiento. Sus principales desventajas son una alta propensión al surgimiento de grietas en el proceso confección de la pieza fundida y su baja resistencia a la corrosión durante su explotación. Las aleaciones base Cu tienen altas propiedades mecánicas y conductibilidad eléctrica, pero en comparación con las de base Al son 3 veces más pesadas y poseen malas propiedades de fusión. La poca durabilidad del molde durante la colada de aleaciones base Cu disminuye la calidad de la superficie de la pieza fundida y aumenta los costos para su fabricación. El acero sobrepasa significativamente a los materiales no ferrosos en cuanto a sus propiedades mecánicas, pero exige para la fabricación de las partes de trabajo del. 26.
(34) molde materiales muy caros como el molibdeno, wolframio y otros materiales de alto punto de fusión [2]. 2.2.2. Vida útil que se requiere para la pieza metálica. Es necesario tener en cuenta la vida útil que requiere la pieza cuando esté en explotación. Esta exigencia se logra teniendo en cuenta varios aspectos, mediante una selección adecuada del material a utilizar, determinar si la pieza lleva tratamiento térmico posterior para mejorar sus propiedades, si está sometida a un ambiente corrosivo y hace falta algún tipo de recubrimiento, etc. 2.2.3. Costo de fabricación. Atendiendo a la complejidad de la pieza, son necesarios moldes más o menos complejos, esto influye de manera significativa en los costos de fabricación. Además influyen otros aspectos como el material, la mano de obra calificada y las máquinas inyectoras a utilizar. 2.2.4. Apariencia. Es importante tener en consideración, durante el diseño de la pieza, la apariencia final de esta. Para las piezas que tienen un carácter decorativo es necesario aplicarle un recubrimiento, en las demás hay que lograr un buen acabado superficial. Una de las ventajas de este proceso es que las piezas, a no ser que lo ameriten por su uso, no necesitan maquinado posterior por la buena calidad superficial con que salen del molde. 2.2.5. Condiciones de trabajo de la pieza. Cuando se va a elaborar una pieza se debe analizar cuáles son las exigencias que van a ser determinantes durante el proceso de explotación de la misma. La pieza 27.
(35) puede estar sometida a corrosión u otros ambientes agresivos, al desgaste, a la fatiga, a altas temperaturas o alguna otra condición que pueda influir en las prestaciones que realice. Según este análisis se puede determinar qué material se empleará para construir la futura pieza. Se recomienda el empleo de simulación por elementos finitos. En la modelación de procesos, la interacción de las variables y propiedades del material de la pieza de trabajo y del herramental es traducida al lenguaje matemático como una serie de ecuaciones. Debido al número de ecuaciones y su complejidad, éstas se resuelven con la ayuda de un programa computacional. La aplicación de simulación de procesos a problemas de fundición tiene como objetivo final mejorar la calidad del producto. Los objetivos principales en la fabricación de componentes por fundición son el llenado de la matriz con mínima porosidad y distorsión del producto. Por lo tanto los programas para simular fundición se utilizan para mejorar la disposición de los sistemas de alimentación y las líneas de enfriamiento en el molde. De tal manera que antes de comenzar a vaciar material es posible optimizar el proceso de manera que solo se requieren pequeños ajustes para producir componentes de alta calidad [13].. 28.
(36) Fig. 2.1 Simulación de inyección de una parte automotriz de aluminio con un molde convencional y con un molde con sistema de vacío calculada por ProCAST™. 2.3. Diseño de la pieza metálica. 2.3.1. Dimensionado del artículo. - Grados de tolerancia recomendados para la fabricación de la pieza a moldear. La tolerancia para la fabricación de un artículo es designada por quien diseña la pieza, tomando en consideración algunos parámetros como función y coste. Cuanto menor sea la tolerancia mayor será el coste del mecanizado. Esta se selecciona también tomando en cuenta la importancia que va a desempeñar dicha pieza durante su proceso de explotación. En la calidad superficial que adquiera la pieza fundida influyen aspectos tales como la superficie del molde, el desgaste que esta haya tenido, la aleación utilizada y el diseño de la pieza [14].. 29.
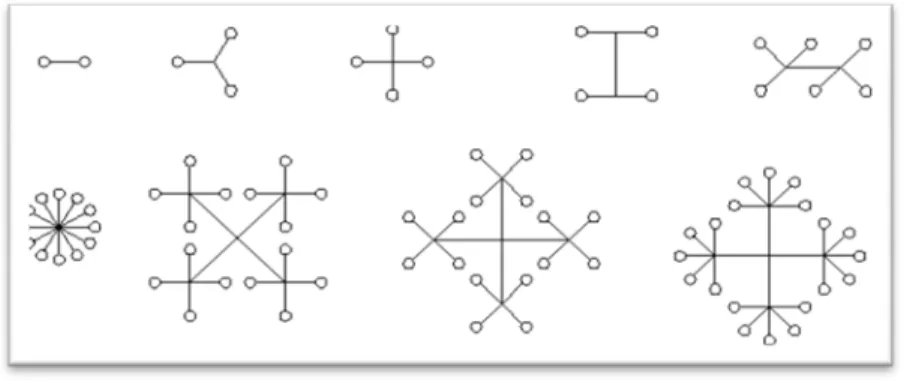
(37) -Espesores de pared, esfuerzos y radios. El espesor de pared debe ser lo más homogéneo posible en todas las partes que forman el artículo metálico. Los nervios disminuyen el peso de los artículos, facilitan el llenado de las cavidades y brindan rigidez al artículo. En las piezas inyectadas que alcanzan altas contracciones, debe tenerse en cuenta la ubicación de los nervios, porque pueden ocasionar deformaciones y marcas. También es necesario emplear transiciones suaves y radios de redondeo en las cavidades del molde para evitar posibles defectos en los elementos fundidos [2]. En modo de resumen, en las piezas de fundición inyectada hay que evitar: • Los puntos bruscos de transición (peligro de formación de grietas). • La desigualdad en el espesor de paredes (tendencia a formarse zonas incompletas y porosas). • Partes salientes de pared delgada (tendencia a la porosidad), nervios y paredes interrumpidos (peligro de formación de grietas). •. Grandes superficies sin refuerzo en el borde o sin nervios (tendencia a alabearse) [12].. 2.3.2. Clasificación de la pieza a producir de acuerdo a su complejidad. Las piezas destinadas a ser fabricadas por colada con presión se pueden, convencionalmente, dividir en cuatro grupos de complejidad (Anexo 1), en dependencia de la construcción de sus superficies interiores y exteriores [2]. 2.3.3. Determinación de la línea de partición del artículo. La colada de las piezas se debe hacer teniendo en cuenta la variante más económica y esto depende de la posición de los planos de desacoplamiento. En la 30.
(38) concepción del diseño hay que extremarse a que la cantidad de desacoplamientos y de machos en el molde sean mínimos, para esto la pieza no debe tener rebajes interiores, ni exteriores que obstaculicen la extracción libre del molde. La posibilidad de la creación de un plano de desacoplamiento se determina por la regla de las sombras lumínicas, por la cual las partes sombreadas en el reflejo de la luz de la pieza en dirección perpendicular al plano de desacoplamiento no deben existir (Fig. 2.2).. Figura 2.2 Ejemplos de la aplicación de la regla de las sombras lumínicas. Para elaborar la cavidad del molde se debe tener en cuenta si la forma de la pieza se grabará en una placa o en ambas caras de las placas que forman parte de la cavidad. De esto depende que la pieza se pueda extraer del molde sin dificultades. Si la colada se distribuye en ambos medios moldes, entonces para disminuir las tensiones residuales, las paredes interiores se hacen inclinadas (Fig. 2.3, a). La pieza dislocada en los medios moldes fijo a y móvil b (Fig. 2.3, δ) debe tener la mayor superficie del macho en el medio molde móvil. El rebaje lateral c obstaculiza la extracción libre de la pieza del molde y se debe formar con macho. 31.
(39) lateral o con mandíbula móvil (Fig. 2.3, b), la eliminación de este rebaje permite extraer la pieza en la dirección perpendicular al plano de desacoplamiento. Las bridas interiores de sujeción (Fig. 2.3, 2) con los rebajes d se pueden se pueden sacar del exterior, al plano de desacoplamiento, garantizando con esto la salida libre del macho central de la cavidad de la pieza con rebaje (Fig. 2.3, γ). Los machos laterales aumentan el costo en la fabricación del molde y disminuyen la productividad de la máquina. El plano recto de desacoplamiento resulta preferente, fundamentalmente, para la dislocación simétrica de las cavidades de trabajo en moldes de cavidades múltiples [2].. Figura 2.3 Situaciones para la colada en ambos medios moldes. 2.4. Cálculo y diseño del molde de inyección. 2.4.1. Selección del tipo de inyectora. En la proyección de nuevos talleres especializados de colada con presión el parque de máquinas se debe establecer según la nomenclatura de las piezas a fundir. Una elevada calidad de las piezas fundidas es más fácil garantizarla con el empleo de máquinas con cámara horizontal de prensado que tienen menos. 32.
(40) pérdidas de calor y presión en los bebederos, además de poseer una mayor productividad. 2.4.2. Entrada del material. La posición de la entrada del metal es de vital importancia para el llenado de la cavidad. Esto influye notablemente en la apariencia y en el desmoldeo de la pieza. La aplicación del tipo de entrada se divide en dos grupos: • Una cavidad: son directas y se emplean tanto para bebedero caliente o frío. • Más de una cavidad. Las entradas para los moldes son áreas de alto desgaste y por lo tanto, necesitan estar diseñadas con esto en mente. La entrada debería ser hecha usando una inserción reemplazable así cuando la entrada está muy desgastada puede ser fácilmente reemplazada [15]. Las entradas para más de una cavidad se dividen en: • Laterales • Abanico. • Laminares. Dónde: - Laterales: Son aquellas que la huella está en la línea de partición, alimentan desde un lado del molde. - Abanico, laminares: Dejan una huella rectangular más larga que ancha. La entrada laminar sirve para moldear homogéneamente áreas planas y delgadas, mientras la entrada de abanico se utiliza para cubrir áreas grandes o largas [16].. 33.
(41) Requisitos fundamentales para situar la entrada: 1. Lograr una sola línea de unión del material inyectado. 2. Que esta sea longitudinal a la pieza. 3. Localizada en el espesor más grueso. 4. Evitar la unión del material en los espesores delgados. 2.4.3. Sistema de alimentación. El sistema de alimentación está compuesto por conductos, a través de los cuales el metal fundido fluye debido a la presión de inyección para llevar a cabo el llenado del molde. El sistema de alimentación está integrado por: bebedero, canales de alimentación y canales de entrada. Estos últimos ya fueron analizados anteriormente. El bebedero es la parte del molde que se pone en contacto con la boquilla de la máquina y que conduce la masa metálica fundida hasta los canales de alimentación. En dependencia de la ubicación de la salida del bebedero o de la cámara de prensado, con relación a la pieza fundida, los sistemas de bebederos se dividen en tres tipos: Sistema de bebedero recto; no existe el canal de transmisión y la salida del bebedero o la cámara de prensado, pasa directamente a la cavidad de la pieza. Garantiza el llenado con un flujo ininterrumpido del metal. Se puede emplear solamente en moldes de una sola cavidad, para las piezas que no tienen ventanas u orificios. En los casos de piezas de paredes finas el sistema de bebederos recto da la posibilidad de disminuir la velocidad de entrada.. 34.
(42) Sistema de bebederos interior; la entrega del metal se realiza en el interior del contorno de la proyección de la pieza fundida sobre el plano de desacoplamiento. Se emplea en los moldes de una cavidad, destinados para piezas fundidas con orificio central. Sistema de bebedero exterior (o lateral); el metal se entrega al contorno exterior de la proyección de la pieza fundida por el plano de desacoplamiento. Representa la variante más difundida de transmisión del metal hacia la cavidad del molde. Esta se puede emplear en lugar del sistema de bebederos recto, para piezas de paredes finas sin orificios (Fig. 2.4, a) o para piezas con un orificio central pequeño (Fig. 2.4, δ). Para los molde de varias cavidades este sistema de bebederos resulta el único método posible de transmisión del metal a la pieza. No se recomienda emplear sistemas de bebederos con canales que transmiten de una cavidad hacia otra, es decir, con alimentación de una pieza a través de otra, ya que con esto la calidad de la segunda pieza disminuye.. Figura 2.4 Ejemplos de aplicación del sistema de bebedero exterior. Uno de los principales principios de la construcción del sistema de bebederos, es el principio de estrechamiento de los canales de la cámara de prensado hacia el molde. En las máquinas con cámara vertical de prensado sucede un 35.
(43) ensanchamiento no deseado del flujo a causa del empleo de salidas cónicas de los bebederos. En este caso el metal líquido de la salida del bebedero 1 (Fig. 2.5, a) llega a través del canal transmisor 2, sin tocar sus paredes, al alimentador 3. En lo adelante el metal llena todo el sistema de bebederos alcanzando el corte del alimentador (Fig. 2.5, δ), pero en las paredes del molde queda metal 4 de las primeras porciones del flujo, el cual solidifica rápidamente y no se suelda a la masa principal.. Figura 2.5 Representación del ensanchamiento del flujo a causa del empleo de salidas cónicas de los bebederos. En los moldes, para máquinas con cámara horizontal de prensado, casi siempre se puede realizar el estrechamiento del sistema de bebedero. El sistema de bebedero estrechado disminuye la absorción de aire con las primeras porciones del metal cuando el aire circula a través del alimentador hasta la cavidad conformadora [2]. Los canales de distribución primarios y secundarios, constituyen la parte del sistema que une al bebedero con las cavidades del molde. Por esta razón, la correcta elección y disposición es de suma importancia para el diseño de un. 36.
(44) molde, ya que influye directamente en la calidad del artículo deseado. Para el diseño de los canales deben tenerse en cuenta las siguientes recomendaciones: • Que el flujo de material llegue a las cavidades simultáneamente a igual presión, velocidad y con una diferencia de temperatura que no afecte el llenado de las cavidades. • Las dimensiones y formas del canal dependen principalmente del tipo de material metálico empleado, del tamaño y del peso del artículo a moldear. •La superficie del canal debe estar bien pulida. • El área del bebedero debe ser aproximadamente igual al área del canal primario para equilibrar el flujo dentro del molde. • No deben existir cambios de secciones pronunciadas durante el recorrido del flujo [16]. Regularmente, el corte del alimentador tiene forma rectangular y el corte del canal de transmisión trapezoidal (Fig. 2.6). El área del corte transversal del canal de transmisión (. ) se calcula: (2.1). Dónde: - Área del corte transversal del alimentador. - Ancho del alimentador. - Espesor del alimentador El espesor del canal de transmisión (o del colector. ) se puede calcular por la. fórmula empírica: (2.2) 37.
(45) El ancho del canal de transmisión: (2.3) Los bordes del alimentador y los bordes del canal de transmisión, que salen al plano de desacoplamiento del molde, no deben tener redondeos. El radio de redondeo de los bordes inferiores. debe ser mayor de 1 mm.. Con el objetivo de evitar la ruptura anticipada de los alimentadores de la pieza, durante la abertura del molde y su retirada, se recomienda proyectar para la expulsión de los canales de transmisión, expulsores individuales [2].. Figura 2.6 Parámetros del canal de alimentación.. 2.4.4. Canales de ventilación. El sistema de ventilación del molde representa un conjunto de canales y recipientes, a través de los cuales el aire y los gases que se forman con el quemado del aceite, se extraen de la cavidad del conformado con el metal que entra. Una de las principales causas de la formación de poros en las piezas, es la dificultad en la extracción del aire de la cavidad conformadora. La retirada de los 38.
(46) gases de la cavidad del molde y la dislocación de los canales de ventilación depende del carácter de llenado. En los llenados con flujo ininterrumpido, estos, se colocan en los lugares más alejados del alimentador o del lugar de la formación del flujo. En el llenado con flujos dispersos es deseable tener canales de ventilación en todos los sectores del llenado. En la tabla 2.1 se muestran los valores del espesor ( ), que depende de la aleación vertida, estos datos están dados con la condición que la aleación vertida sea líquida (en el vertido de aleaciones sólido-líquidas, el valor de. puede ser aumentado en 2-3 veces) [2].. La salida del aire se realiza a través de ranuras de aireación en las caras de contacto entre ambas placas del molde, entre las partes móvil y fija del molde. Si la aireación resultase insuficiente, hay que completarla, no profundizando los canales, sino ensanchándolos, o mejor todavía, a base de canales auxiliares. Los vástagos expulsores con un juego mínimo de 0.02 mm ya sirven para la aireación. Los canales de ventilación entre las placas del molde deben ser de 0.05 a 0.12 mm de profundidad y un ancho de 10 a 20 mm. Las ranuras de ventilación mecanizadas entre las partes móvil y fija del molde, no deberían sobrepasar en su profundidad, los 0.05 a 0.08 mm. Estas profundidades sirven para una distancia de hasta 20-30 mm del hueco del molde; más allá pueden ser aproximadamente un 50% mayores [12].. 39.
(47) Tabla 2.1 Valores de los espesores de los canales de alimentación según el tipo de aleación. Aleaciones Plomo-. Aleaciones. Aleaciones. 0.05-0.10. Aluminio.. 0.10-0.12. Cobre.. 0.15-0.20. 0.03-0.12. Magnesio.. 0.10-0.15. Acero.. 0.20-0.30. Antimonio. Zinc.. El ancho de cada canal no debe sobrepasar los 30 mm, con el objetivo de aligerar las condiciones de eliminación de la rebaba. 2.4.5. Mecanismo de extracción a utilizar en el molde. Los mecanismos de extracción son utilizados para extraer las piezas metálicas moldeadas del interior del molde. Estos influyen directamente en los costos de diseño y fabricación de los moldes. Se pueden clasificar de la forma siguiente: • Expulsión por placa flotante. • Mecanismo de cuña. • Mecanismo de extracción por pistón • Desenrosque por tornillo sin fin. • Desenrosque por motor. • Tres placas. • Cuatro cuñas circulares. Camisas extractoras [16]. 2.4.6. Cálculo del número de cavidades. El cálculo del número de cavidades (N) se puede realizar por capacidad de inyección:. 40.
(48) - Por capacidad de inyección. (2.4) Dónde: - Volumen de inyección máximo de la máquina( - Volumen de la pieza (. ).. ).. K2- Coeficiente que considera el volumen del sistema de alimentación con relación a una pieza. El valor del coeficiente K2 se selecciona por el anexo 4, con el valor del diámetro del pistón y el valor de X=100 mm (diámetro del alimentador, ver anexo 5). 2.4.7. Acabado superficial para machos y cavidades. Las cavidades y machos deben ser tratados térmicamente, rectificados y pulidos, con grados de tolerancias menores que la pieza metálica a obtener. De esta manera se facilita el llenado de la cavidad, se evitan agarres que dificulten el desmoldeo, así como se garantiza la apariencia del artículo moldeado. 2.4.8. Cálculo del área proyectada de la pieza metálica. Elección del tubo de prensa se realiza en función de la presión de trabajo, la superficie transversal y el peso de la fundición. ,(. ). (2.5). Dónde: Fd- Superficie transversal de la pieza. N- Número de cavidades. Fb- Superficie transversal del sistema de bebederos. Fp- Superficie transversal de las rebarbas. 41.
(49) Como superficie transversal se entiende la proyección del elemento deseado en un plano perpendicular al eje de la máquina. 2.4.9. Distribución de cavidades. Las cavidades pueden ser de la forma siguiente: Una cavidad: Entrada directa abierta o bebedero caliente, deben situarse recomendablemente en el centro de gravedad del artículo. Más de una cavidad: La distribución debe garantizar un recorrido del material metálico por todas las cavidades [16].. Figura 2.7 Distribución de cavidades. 2.4.10. Carácter del flujo para el material metálico. El carácter laminar del llenado del molde conlleva al aumento de la densidad de las piezas fundidas, a la disminución de los gases conectores y de la porosidad. Alcanzar un completamiento laminar para aleaciones líquidas se puede solamente bajo velocidades de dosificado menores de 0.3 m/s y proporciones del espesor del alimentador respecto al de la pieza fundida:. 42.
(50) En los casos de llenado del molde con aleación líquida con velocidades de dosificado de 0.5 a 15 m/s, o con aleación líquido-sólido con velocidades de 25 a 30 m/s en dosificados aleatorios, los cuales se forman después del golpe del chorro sobre la barrera, el movimiento se vuelve turbulento (el metal que avanza a la cavidad del molde forma un dosificado ininterrumpido, llamado caudal hidráulico). Como consecuencia de estas turbulencias en el caudal hidráulico se origina la incursión del aire y de los productos formados por gases de la combustión de la grasa, los cuales quedan en la pieza fundida en forma de rechupes con dimensiones entre 0.1 y 10 mm. El completamiento turbulento se determina por la relación del área de la sección transversal del alimentador sobre el área de la sección transversal de la pieza fundida.. El completamiento disperso comienza para el metal líquido cuando las velocidades del dosificado son mayores de 25-30 m/s y la relación:. Entre otros efectos perjudiciales es menester adicionar la acción de la erosión que provoca el chorro en el vástago o en las paredes, lo que trae como consecuencia que la aleación quede soldada, que la pieza fundida se destruya y en ocasiones se destruya el molde. El completamiento disperso se utiliza para la elaboración de piezas de paredes finas de compleja configuración así como altas velocidades de dosificado [2]. 43.
(51) La velocidad del pistón se seleccionará por la gráfica de la figura 2.8, en esta, la curva a corresponde a la inyección de aluminio y la b al zinc. Además se toman recomendaciones de velocidades de flujo para diferentes materiales y máquinas.. Figura 2.8 La fuerza de cierre en función de la velocidad del pistón. Para máquinas de cámara fría, la velocidad de flujo debe estar entre 5-20 m/s y para, máquinas de cámara caliente de 10-80 m/s [12]. En la tabla 2.2 se muestran las velocidades recomendadas para algunos metales utilizados en la colada por presión. Tabla 2.2 Velocidades de flujo recomendadas para diferentes metales. Metales.. Velocidad de flujo (m/s). Zinc (Zn).. ≤ 130. Magnesio (Mg).. 50-75. Aluminio (Al).. ≤ 40. Cobre (Cu).. ≤ 40. 44.
(52) 2.4.11. Tiempo de llenado. .. El tiempo de llenado tiene en cuenta la velocidad teórica calculada por Bernoulli. Esta ecuación muestra la interdependencia de la velocidad de entrada con el tiempo de llenado y se calcula por la fórmula de Frommer, que se muestra a continuación: (2.6) Dónde:. - Volumen de la pieza fundida (. ).. - Área de la sección de entrada (. ).. - Velocidad de entrada (cm/s). Después de muchos ensayos se determina que el tiempo óptimo de llenado de un molde está entre 0.3 y 0.6 segundos [12]. 2.4.12. Distancia mínima recomendada entre agujeros de enfriamiento y la cavidad del molde. La distancia entre los agujeros de enfriamiento y la cavidad de moldeo es de vital importancia en el diseño y dimensionado del molde. Esta medida permite un ajuste para posibles reparaciones antes y después de comenzar la explotación del molde (Ver Tabla 2.3) [16].. 45.
(53) Tabla 2.3 Distancia mínima recomendada entre los agujeros de enfriamiento y la cavidad del molde. Diámetro del canal de enfriamiento. 6. 8. 10. 12. 14. 16. 4. 6. 8. 12. 15. 25. (mm). Distancia del canal a la superficie de la cavidad de moldeado (mm). 2.4.13. Sistema de enfriamiento. Los sistemas de enfriamiento tienen una gran importancia en el aumento de la productividad del trabajo, la calidad de las piezas fundidas y en la durabilidad del molde. Debido a la rápida sucesión de inyecciones, el metal fluido transmite una gran cantidad de calor al molde. Si bien es cierto que se transmite calor al cuerpo de la máquina y al dispositivo de fijación, cuando la aleación tiene un punto de fusión elevado o cuando la pieza sea de paredes gruesas, el molde se puede recalentar, esto puede provocar que el tiempo de solidificación de la fusión se prolongue demasiado y el molde se estropee por sobrecalentamiento [12].La adecuada solidificación depende de un correcto diseño de los canales de refrigeración y de una óptima temperatura del refrigerante. Una buena refrigeración disminuye los ciclos de moldeo y aumenta la eficiencia. El sistema de refrigeración tiene como finalidad evacuar el calor disipado por el material hasta que los productos moldeados se hayan solidificado lo suficiente y puedan ser extraídos sin peligro de deformaciones. También tiene como objetivo, estabilizar la temperatura del molde para procesar un determinado metal e impedir que las inyecciones sucesivas vayan incrementando la temperatura en el interior de este, lo que puede ocasionar problemas y defectos en la producción [14]. 46.
(54) Los cantos prominentes, los insertos y las partes próximas a los puntos de pared gruesa, experimentan siempre una acumulación más elevada de calor. Hay que cuidar que estos puntos tengan una buena refrigeración, en estos lugares puede suceder a menudo que al abrir el molde exista todavía metal líquido. En los moldes cuya entrada está en la placa molde fija, se refrigeran los agujeros de entrada (Ver figura 2.9).. Figura 2.9 Refrigeración en la placa molde. Un inserto distribuidor que queda muy cercano a la entrada debe siempre ser refrigerado (Ver figura 2.10 A). Los insertos fijos y móviles y las partes gruesas del molde se pueden refrigerar con agua (Ver figura 2.10 A) o con aire comprimido (Ver figura 2.10 B). En los moldes complejos es preferible refrigerar cada parte independientemente.. 47.
(55) Figura 2.10 Refrigeración de partes del molde. Entra las sustancias utilizadas como refrigerantes, la más difundida es el agua, esta circula por canales de diámetro entre 8-12 mm, estos deben estar separados de la cavidad del molde unos 20-25 mm y la entrada de agua más baja que la salida (Ver figura 2.11). La temperatura del agua en la entrada debe ser, al menos, de 30. [12]. Ya que la ebullición del agua provoca la formación de una nube de. vapor en la superficie de los canales, se puede emplear en calidad de refrigerante aceite mineral, sustancias sintéticas líquidas o aire comprimido. La cantidad de canales a utilizar depende de la configuración de la pieza, de la intensidad del enfriamiento y de la masa del metal vertido. En los moldes de grandes dimensiones se emplean sistemas automáticos de regulación del enfriamiento [2].. 48.
(56) Figura 2.11 Taladros para refrigerante alrededor de la cavidad del molde. Para elaborar los canales de enfriamiento es necesario tener en cuenta las siguientes condiciones: • La disposición de los canales debe permitir un enfriamiento uniforme en todas las cavidades del molde. • Los canales deben ser construidos con un acabado basto, el cual facilita la turbulencia del agua y mejora el efecto refrigerante. • Los diámetros de los canales deben ser lo mayor posible, generalmente 8 ó 10 mm, para aumentar la superficie de contacto con el agua del molde. • La separación de los canales respecto a las cavidades debe ser lo menor posible, para reducir la distancia de transmisión térmica. • La ubicación de los canales debe permitir la solidificación de los productos moldeados antes que la mazarota, para que la presión residual de la inyectora pueda actuar con tiempo suficiente. • Para la producción de piezas con grandes dimensiones, se debe refrigerar directamente el macho.. 49.
Figure



+7





Outline
Documento similar