Simulación de una pieza cilíndrica sin reborde usando el método de elementos finitos
93
0
0
Texto completo
(2) UNIVERSIDAD CENTRAL “MARTA ABREU” DE LAS VILLAS FACULTAD DE INGENIERÍA MECÁNICA DEPARTAMENTO DE INGENIERÍA MECÁNICA. TRABAJO DE DIPLOMA. SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS. Autor: RANDHIR YAIMEL RODRÍGUEZ ÁLVAREZ Tutor: Dr.C. YUDIESKI BERNAL AGUILAR. Santa Clara 2014.
(3) PENSAMIENTO. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(4) PENSAMIENTO. "El futuro tiene muchos nombres. Para los débiles es lo inalcanzable. Para los temerosos, lo desconocido. Para los valientes es la oportunidad." Hugo, Victor:. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(5) DEDICATORIA. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(6) DEDICATORIA. A mis padres y mi hermana, quienes siempre dieron lo mejor de sí para guiarme por el camino correcto. A mi niñito el cual es mi vida A mi esposa por permanecer siempre a mi lado, por su confianza y cariño.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(7) AGRADECIMIENTOS. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(8) AGRADECIMIENTOS. Mis más sinceros agradecimientos:. A mi tutor y amigo Dr. C Yudieski Bernal Aguilar por el apoyo la confianza y el seguimiento brindado para la culminación de este trabajo. A mis padres, mi hermana y mi esposa por su apoyo y preocupación constante. Al profesor y amigo Aleiby por su ayuda desinteresada en todo momento. Al claustro de profesores de la Facultad de Ingeniería Mecánica, por los conocimientos brindados a lo largo de la carrera, además de haber sido ejemplos de los valores que necesita un hombre para ser mejor y triunfar en la vida. A todas las personas que de una forma u otra han aportado su granito de arena para la realización de este trabajo, así como las que me han ayudado a llegar a la culminación de mi carrera. A todos Gracias. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(9) RESUMEN. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(10) RESUMEN. En la actualidad los procesos de embutición de chapas han logrado ocupar un lugar importante en la fabricación de piezas en el sector productivo industrial, su gran productividad, fiabilidad, resistencia mecánica y bajos costos de producción han despertado el interés mundial de las grandes industrias manufactureras por este proceso. Sus aplicaciones se destacan en la industria automovilística, en la fabricación de utensilios electrodomésticos entre otros sectores. Debido a la complejidad que han alcanzado las operaciones de embutición están demandando intensos esfuerzos para su adecuada comprensión e interpretación. En el presente trabajo, se consultó una amplia bibliografía la cual se organizó debidamente para una mayor comprensión y se desarrolló un procedimiento para cálculo analítico de los principales elementos tecnológicos en una operación de embutición cilíndrica sin reborde, así como la utilización de los software basados en el método de elementos finitos (MEF) para la simulación de dicho proceso. Los resultados obtenidos son comparados y permiten ver la coincidencia entre los valores de la pieza real y la simulada. Esto demuestra la fiabilidad de los software en la toma de decisiones sobre la planeación de la operación y así evitar los costosos métodos de ensayo y error.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(11) ABSTRACT. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(12) ABSTRACT Nowdays the sheet drawing processes have come to occupy an important place in the manufacture of parts in the industrial production sector, high productivity, reliability, mechanical strength and low production costs have aroused the interest of large global manufacturing industries this process. Its applications are highlighted in the automotive industry, in the manufacture of domestic appliances and other sectors. Due to the complexity that have reached, the drawing operations are demanding intensive efforts for proper understanding and interpretation. In this paper, an extensive bibliography which is duly organized for greater understanding and analytical method for calculation of the main technological elements in cylindrical deep drawing operation without rim was developed, and the use of software based consulted in the finite element method (FEM) for the simulation of this process. The results obtained are compared and allow to see the coincidence between the values of the real part and the sham. This demonstrates the reliability of software in making decisions about planning the operation and avoid costly trial and error methods. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(13) ÍNDICE. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(14) ÍNDICE DE FIGURAS Figuras. Título. Pág.. Figura 1.1. Proceso de embutido profundo (a) convencional (b) Hidro-Mecánico….. 9. Figura 1.2. Representación de una operación de embutición cilíndrica de dos etapas. 10. Figura 1.5. Orientación relativa de la medición de la deformación en una chapa delgada de acero………………………………………………………… Conformación de un cilindro en forma de botella por medio de matrices de reducción y expansión……………………………………………….. Forma final del cuerpo Tapa embrague………………………………….. Figura 1.6. Etapas del proceso de fabricación……………………………………….. Figura 1.3 Figura 1.4. Figura 2.1 Figura 2.2. Sistema de variables para el análisis externo en la preparación de la toma de decisiones para los procesos de embutición de chapas………… Dimensiones principales de la pieza embutida………………………….. 16 23 24 24 26 27. Figura 2.5. Dimensiones principales de la pieza embutida cilíndrica en un software CAD…………………………………………………………………….. Geometría discretizada del conjunto de herramientas-pieza para la embutición de la pieza cilíndrica………………………………………... Mallado de la chapa inicial cilíndrica………………………………….... Figura 2.6. Mallado del conjunto de herramientas cilíndricas……………………….. 42. Figura 3.1. Pieza cilíndrica deformada en dos etapas consecutivas…………………. 49. Figura 3.2. Comparación entre la pieza simulada (a) y la pieza deformada real (b).... 49. Figura 3.3. Distribución de las tensiones en la chapa deformada……………………. 50. Figura 3.4. Variaciones del espesor en la chapa deformada…………………………. 50. Figura 3.5. Gráfica del límite de conformabilidad…………………………………... 51. Figura 2.3 Figura 2.4. Figura 3.6 Figura 3.7 Figura 3.8 Figura 3.9. Zonas de interés para la medición de los espesores en la pieza embutida cilíndrica………………………………………………………………… Guía de las mediciones realizadas en la pieza cilíndrica a partir de la línea FG…………………………………………………………………. Huella de la sección transversal de la pieza real cilíndrica……………... Gráfico de dispersión de las comparaciones entre las mediciones de la pieza real cilíndrica y la pieza simulada…………………………………. 40 41 42. 52 53 53 54. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(15) ÍNDICE DE TABLAS Tablas. Título. Pág.. Tabla 1.1 Tipos de materiales que contempla el STAMPACK…………………….. 20. Tabla 2.1 Valores para n para el cálculo de la fuerza de embutido……………….... 28. Tabla 2.2 Valores P para el cálculo de esfuerzo en el prensachapas……………….. 31. Tabla 2.3 Radios de redondeo de la matriz en función del espesor relativo……….. 34. Tabla 2.4 Diámetros recomendados para el orificio de salida del aire en el punzón. 36. Tabla 2.5 Composición química……………………………………………………. 41. Tabla 2.6 Propiedades Mecánicas………………………………………………….. 41. Valores de espesores en la pieza cilíndrica embutida (dimensiones en mm)………………………………………………………………………. 52. Tabla 3.1. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(16) LISTA DE ABREVIATURAS Y SIGLAS (CAD). Diseño asistido por computadora. (CAE). Ingeniería asistida por computadora o por ordenador. (DLC). Diagrama de límite de conformación. (FEA). Análisis por los elementos finitos. (FEM). Método de Elementos Finitos. (IGES). Especificación para intercambio inicial de gráficos Empresa Industrial Nacional Productora de Utensilios Domésticos “1ro de Mayo”.. (INPUD) Santa Clara. Villa Clara (LDR). Relación de estirado limitante. (STEP). Estándar del modelo de datos para intercambio de productos. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(17) LISTA DE SÍMBOLOS Símbolo. . Unidades -. µ. -. A. mm2. Área sobre la que actúa el prensachapas. A0. mm2. Área de sección del semiproducto. D. mm. Diámetro del semiproducto inicial. D0. mm. Diámetro inicial de la pieza. d1. mm. Diámetro final de la pieza. dl. mm. Diámetro del agujero de salida del aire en el punzón. Dr. mm. Diámetro de la pieza en el momento de la fuerza máxima. DRp. mm. Diámetro de reborde del prensa chapas. Fapc. N. Fuerza fricción entre la matriz y el prensa chapa. Far. N. Fuerza de fricción entre la chapa y el redondeo de la matriz. Fid. N. Fuerza ideal de embutición. Fmáx. N. Fuerza máxima de embutición. Fre. N. Fuerza de retroceso elástico. Freal. N. Fuerza real de embutición. h. mm. Altura de la copa cilíndrica. Kfm. Denominación Deformación Plástica logarítmica Coeficiente de fricción. N/mm2, Pa Coeficiente medio de la resistencia a la conformación. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(18) ln. -. Logaritmo neperiano. n. -. Número de pasos. n. -. Coeficiente de endurecimiento. Ppc. N. Fuerza con el prensa chapa. r0, r45, r90. -. Coeficientes de anisotropía en las direcciones de laminación. Rm. mm. Radio de la matriz. Rp. mm. Radio de redondeo del punzón. r. -. Coeficiente de anisotropía. S0. mm. Espesor inicial de la chapa. S1. mm. Espesor final de la chapa. Z. mm. Juego de embutido. β adm. -. Relación de embutido admisible. β0. -. Relación máxima de embutido inicial. β. -. Relación máxima de embutido. σa. MPa. Tensión total debido al rozamiento. σam. MPa. Tensión de fricción en el radio de la matriz. σmáx. MPa. Tensión máxima. σmin. MPa. Tensión mínima. σra. MPa. Tensión radial debido al rozamiento. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(19) σre. MPa. Tensión debido a la recuperación elásticas. σrm. MPa. Tensión máxima (radial). σu. MPa. Resistencia ultima del material de la chapa. φ 1, φ 2, φ 3. -. Deformaciones. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(20) ÍNDICE PENSAMIENTO DEDICATORIA AGRADECIMIENTOS RESUMEN ABSTRACT Pág. INTRODUCCIÓN................................................................................................................................ 1 CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS. 1.1.1.2.1.3.1.4.1.5.1.6.-. Caracterización de los procesos de conformado de chapa………………………………….... Principales elementos constructivos de las herramientas para embutir………………………. Propiedades mecánicas y tecnológicas para los procesos de estirado………………………... Método de Elementos Finitos asistido por computadoras para la conformación de chapas… Software utilizados en la simulación por el Método de Elementos Finitos para los procesos de conformación de chapas…………………………………………………………………… Conclusiones parciales………………………………………………………………………... 7 12 13 18 21 24. CAPÍTULO II: METODOLOGÍA ANALÍTICA Y SIMULACIÓN NUMÉRICA PARA PIEZAS CILÍNDRICAS SIN REBORDES.. 2.4.2.5.-. Sistema de variables utilizados en los procesos de estirado de chapas………………………. Metodología analítica de los parámetros tecnológicos en una operación de embutición…….. Propuesta de una guía metodológica para el cálculo de los parámetros críticos de una operación de embutición cilíndrica sin rebordes……………………………………………………..... Simulación del proceso de embutido de piezas cilíndricas usando el software STAMPACK.. Conclusiones parciales………………………………………………………………………... 3.1.-. CAPÍTULO III: ANÁLISIS DE LOS RESULTADOS OBTENIDOS EN LA SIMULACIÓN DE PIEZAS CILÍNDRICAS SIN REBORDES Cálculo de los parámetros fundamentales en los procesos de embutición cilíndrica…………. 44. 3.2.-. Resultados obtenidos de la simulación para la pieza cilíndrica……………………………….. 48. 3.3.-. Mediciones del espesor en la pieza embutida cilíndrica………………………………………. 51. 3.4.-. Conclusiones parciales………………………………………………………………………... 55. Conclusiones Generales.............................................................................................................. 56. Recomendaciones....................................................................................................................... 57. Bibliografía................................................................................................................................. 58. 2.1.2.2.2.3.-. Anexos........................................................................................................................................ ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS. 26 27 38 40 43.
(21) INTRODUCCIÓN. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(22) INTRODUCCIÓN. 1. ________________________________________________________________________________________________________________________________________________. INTRODUCCIÓN Los procesos de embutido datan de la época del inicio de la edad de los metales, que nace en la península de Anatolia a partir del 5 000 A.C. de allí se difunde a Mesopotamia y Egipto [1] y a partir de entonces toda la evolución histórica del desarrollo de la sociedad humana ha estado estrechamente vinculada a las actividades de la metalurgia y los procesos de conformado metálico. En la actualidad los procesos de conformado de chapas, al igual que todos los demás procesos de producción, se encuentran bajo gran presión debido a la globalización del mercado, al corto ciclo de vida de los productos, la alta demanda de calidad y los cortos plazos de entrega. Algunos de los procesos de conformado plástico más comunes son: laminado, forjado, extrusión, estirado, doblado, embutido, corte(cizallado), hidroformado entre otros donde cabe destacar las propuestas metodológicas que hacen Kalpakjian [2], Schaeffer [3] y Mallo [4] La tecnología de deformación no es una disciplina aislada, es solo una fracción dentro de los diferentes grupos de procesos de producción existentes. El proceso de conformación de metales es el de mayor utilización en la industria. En los últimos años estos procesos han alcanzado una gran importancia, pues el material base la chapa se utiliza ampliamente en productos industriales y de consumo a causa de su fácil maleabilidad para el desarrollo de formas geométricas muy variadas. Este trabajo de diploma tiene una gran importancia ya que se relaciona con la proyección de procesos tecnológicos para la fabricación de piezas. En el mismo se pone en práctica fundamentalmente los procesos de conformado de chapas metálicas.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(23) INTRODUCCIÓN. 2. ________________________________________________________________________________________________________________________________________________. En los procesos de conformado hay factores que influyen de forma negativa los cuales surgen durante la ejecución de estos, como son las deformaciones, la variación de los espesores de la chapa, las grietas, roturas, y arrugas en los productos los cuales disminuyen la calidad y el diseño óptimo del mismo. Ampliamente utilizados en las industrias médico-farmacéuticos, biotecnológica y de utensilios en general, así como en el sector energético y militar, los procesos mecánicos de conformado de chapas metálicas, gozan hoy de una amplia popularidad asociada a su elevada producción, alta confiabilidad, flexibilidad, bajos costo relativo, bajo consumo de insumos y una alta resistencia mecánica en relación al peso de sus productos terminados [5]. Entre estos procesos se destacan los procesos de embutido de chapas el cual se distingue sobre todo por la distribución de deformaciones principales y por el modo de deformación que se le impone a la chapa En el mercado mundial para hacer más competitivas las empresas productoras de componentes de chapas, deben tener una eficiencia que logre producir rápidamente varios productos de chapas con la calidad requerida, para esto cuentan con una gran tecnología de avanzada la cual pueda suplir las demandas de los consumidores. Con todos estos desarrollos aparecen diferente software mediante el método de los elementos finitos para la simulación y modelación de estos procesos. Situación Problémica. Hoy en la industria existen dificultades con el diseño y simulación de los proceso de conformación de la chapa metálica lo que hace que se dificulte la producción y que las piezas elaboradas no salgan con la calidad requerida.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(24) INTRODUCCIÓN. 3. ________________________________________________________________________________________________________________________________________________. Se han realizado investigaciones sobre la deformación de la chapa, pero aún existen dificultades a la hora de la terminación del producto este aparece con defectos como el agrietamiento y la arruga en las piezas. En ocasiones para lograr determinar el herramental adecuado para cada caso se pone a prueba en la práctica la fabricación previa de la pieza basándose en la experiencia del personal calificado con la finalidad de evitar la aparición de los defectos típicos del proceso de estirado de chapas, este método resulta costoso y trae consigo una pérdida de tiempo considerable, por lo que resultaría necesario realizar una simulación para determinar la deformación de las mismas para contribuir al mejor desarrollo de dichas piezas en la industria cubana y para el beneficio de la población. Problema de Investigación: ¿Cómo se emplea el Método de Elementos Finitos en la simulación de Procesos de estirado de chapas? Preguntas de Investigación: 1. ¿Cómo se emplea el método de elementos finitos en los procesos de estirado de chapas? 2. ¿Qué software son utilizados para la simulación de estos procesos? 3. ¿Cómo simular una pieza con un software basado en el Método de Elementos Finitos (FEM)? Novedad Científica: El campo de la simulación de los procesos de fabricación ha sido uno de los objetos de estudio de mayor relevancia y novedad en los países desarrollados durante los últimos años. Por este motivo es que se realiza la simulación de una pieza cilíndrica sin reborde. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(25) INTRODUCCIÓN. 4. ________________________________________________________________________________________________________________________________________________. sencilla por el método de los elementos finitos, que integra el análisis de los parámetros geométricos (de la chapa y las herramientas) y de cargas, así como las propiedades mecánicas del material de trabajo, que posibilita la disminución del surgimiento de defectos durante el proceso de estirado. Objetivo General Realizar la simulación de una pieza cilíndrica sin reborde usando el método de elementos finitos y comparar los resultados obtenidos entre la metodología de cálculo utilizada y el análisis de dicha pieza en los software para este fin. Objetivos específicos 1. Elaborar una caracterización de los métodos más usados en el proceso de estirado de chapas. 2. Realizar una revisión bibliográfica sobre el método de elementos finitos y su aplicación en empresas nacionales e internacionales. 3. Caracterizar los software de simulación por el Método de Elementos Finitos. 4. Realizar comparaciones estadísticas de las relaciones que conforman el modelo matemático presentado con los modelos analíticos existentes para la validación del mismo, así como también mediante la experimentación. Principal Resultado a Obtener: Como principal resultado se propone establecer una metodología para la simulación de una pieza sencilla cilíndrica sin reborde por estirado de chapa apoyándose en una serie de conceptos y definiciones que hay que tener en cuenta para la posterior comparación del método analítico con los resultados reales. Hipótesis del trabajo:. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(26) INTRODUCCIÓN. 5. ________________________________________________________________________________________________________________________________________________. “Si se establece una correcta simulación de una pieza sencilla por estirado mediante el Método de los Elementos Finitos se podrá obtener una pieza sin defectos y optimizar el proceso para hacerlo más económico y productivo. Justificación: Esta investigación le brindará conocimientos sobre (FEM) para mejorar los procesos de estirado de chapas y la simulación de cada una de las piezas para que se obtengan con una mejor calidad. Viabilidad de la Investigación: La investigación es viable ya que se cuenta con profesionales y estudiantes de la Universidad Central “Marta Abreu de Las Villas” y la INPUD “1ro de Mayo” de Villa Clara capacitados para llevar a cabo la investigación. La dirección de la INPUD se encuentra abierta a la cooperación para llevar adelante este estudio. Estructura del Trabajo: El trabajo de diploma consta de una síntesis o resumen, introducción, tres capítulos, así como conclusiones, recomendaciones, bibliografía y anexos. A continuación se realiza un breve resumen de los aspectos tratados en los capítulos de este trabajo: Capítulo I: Se abordarán temas acerca de las aplicaciones de los métodos de elementos finitos, así como la caracterización, propiedades mecánicas y tecnológicas de los procesos de estirado de chapas y los principales elementos constructivos de las herramientas que intervienen en dicho proceso. Además sobre el desarrollo a nivel nacional e internacional y las experiencias que se han obtenido sobre las aplicaciones de los diferentes software en la simulación de los. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(27) INTRODUCCIÓN. 6. ________________________________________________________________________________________________________________________________________________. procesos de embutición, así como la aplicación de algunos de ellos en las industrias manufactureras. Capítulo II: Se propone el sistema de variables utilizados en los procesos de estirado de chapas, además de presentar la metodología analítica de los parámetros tecnológicos en una operación de embutición. También se realiza una propuesta de una guía metodológica la cual contiene los cálculos de los parámetros críticos de una operación de embutición cilíndrica sin rebordes que concluye con el uso del software STAMPACK en la simulación del proceso de embutido de una pieza cilíndrica sencilla. Capítulo III: Abordará sobre la validación de los resultados obtenidos en la simulación de la pieza sencilla por el software STAMPACK, y la comparación de dichos resultados con los cálculos y las mediciones de la pieza real.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(28) CAPÍTULO I ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(29) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 7 ________________________________________________________________________________________________________________________________________________. CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS. 1.1.-. Caracterización de los procesos de conformado de chapa.. El conformado de metales incluye varios procesos de manufactura en los cuales se utiliza la deformación plástica para cambiar la forma de las piezas metálicas [4]. La deformación ocurre cuando los esfuerzos aplicados a una pieza por medio de una herramienta exceden el límite elástico del material. Las propiedades convenientes para el conformado son la baja resistencia a la fluencia y alta ductilidad. Rossi [6] y Shimizu [7], introducen otro punto de vista sobre dicho proceso, la temperatura a la que se realiza el proceso de conformación. Los trabajos en caliente se realizan a temperaturas por encima de la temperatura de re-cristalización y los llevados a cabo por debajo de esa temperatura se denominan trabajos en frío, sin embargo no hacen referencia a los estados tensionales que ocurren en el proceso; enfoque introducido por Marciniak [8]. La velocidad de la deformación y la fricción son factores también influyentes en los procesos de conformado de metales. [9] Algunos de los procesos de conformado son: . Laminado: proceso de deformación por compresión en el cual el espesor de una placa se reduce con ayuda de herramientas cilíndricas denominadas rodillos.. . Forjado: se comprime una pieza de trabajo entre dos lados opuestos, la forma de los dados determina la forma de la pieza (se realiza generalmente en caliente).. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(30) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 8 ________________________________________________________________________________________________________________________________________________. . Extrusión: proceso de compresión mediante el cual la fuerza de trabajo obliga a fluir el material de la pieza a través de una abertura en un dado con tamaño y forma conveniente.. . Estirado: el diámetro de un alambre o barra se reduce cuando se tira de él a través de una abertura en un dado.. . Corte: implica la separación de una porción de una lámina de metal a través de un proceso de perforado o cizallado, con ayuda de herramientas denominadas punzón y dado.. . Doblado: implica la deformación de una lámina, placa o tubo metálico para que adopte un ángulo respecto a un eje recto.. . Embutido: consiste en la transformación de una lámina plana en una pieza en forma de copa.. Hernández-Santana, E. [10], plantea que los procesos de conformado son algunas de las operaciones metalúrgicas más importantes del proceso industrial y tienen una fuerte dependencia de numerosas variables: comportamiento del material, lubricación, etc. Una de las principales limitaciones en estampados es la aparición de estricción localizada. La capacidad del material para deformarse plásticamente depende de un gran número de parámetros experimentales. El análisis teórico de la inestabilidad plástica, es de gran importancia para predecir el límite de formación de grietas. El diagrama de límite de conformación (DLC) representa un concepto útil en la caracterización de la conformabilidad de chapa y una herramienta de seguridad muy importante en la formación de la lámina metálica Después de la introducción del concepto de FLDS por Keeler y Backofen y Goodwin, la investigación. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(31) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 9 ________________________________________________________________________________________________________________________________________________. en este campo de la conformabilidad de chapa se ha centrado principalmente en el desarrollo de algunos modelos matemáticos para la determinación teórica de FLDS. La contracción es el proceso de trabajar el metal utilizado para la producción de componentes en forma de copa simétrica, la fuerza sobre el punzón requerida para producir una taza es la suma de la fuerza requerida en la deformación y la fuerza de rozamiento como se muestra en la figura 1.1.. Figura 1.1: Proceso de embutido profundo (a) Convencional, (b) Hidro- Mecánico Cuando la fuerza de un punzón en la embutición de metales dúctiles aumenta más allá de un cierto límite, se produce un fallo en la pared debido a la tracción de estiramiento. El embutido de la chapa puede ser cuantitativamente estimado por la relación de estirado limitante (LDR), que se define como la razón de un máximo de diámetro inicial en blanco que se puede extraer con éxito para el diámetro de la copa elaborada. Para formar cuerpos a partir de una chapa plana con el uso del prensachapas basado en las tensiones de tracción-comprensión, que requiere generalmente el empleo de prensas y troqueles, como se observa en la figura 1.2. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(32) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 10 ________________________________________________________________________________________________________________________________________________. Figura1.2: Representación de una operación de embutición cilíndrica de dos etapas El prensachapas de la figura 1.2, ejerce la presión necesaria sobre la chapa, para permitir que ésta se traslade sobre la matriz sin que el punzón la arrastre por completo al centro de la misma (en el caso de la embutición profunda). Según Bernal-Aguilar Y.[5], de acuerdo a este criterio se exponen tres tipos de embutición industrial: . Embutición sin prensachapas, llamada “embutición de simple efecto”, que sólo permite la ejecución de piezas embutidas poco profundas.. . Embutición con prensachapas, llamada “embutición de doble efecto”, para piezas embutidas de mayor profundidad.. . Embutición con prensachapas y cojín en prensa, llamada “embutición de triple efecto” para piezas irregulares de poca o gran profundidad.. Estos procesos se caracterizan por ser procesos altamente no-lineales, en los que se producen grandes desplazamientos, grandes rotaciones y grandes deformaciones, con un comportamiento constitutivo inelástico del material y con condiciones de contorno variable en el tiempo, determinado por la interacción entre sólidos que se producen durante el proceso. El carácter permanente de las deformaciones que se producen durante el proceso de conformado hace que las deformaciones elásticas sean insignificante, en lo. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(33) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 11 ________________________________________________________________________________________________________________________________________________. que al proceso de conformado se refiere. La formulación resultante de despreciar “A PRIORI” las deformaciones elásticas se conocen como formulación de flujo. El punto clave de la formulación de flujos es que las tensiones pueden ser evaluadas directamente a partir de las velocidades, mediante una mera relación funcional, evitando la necesidad de integrar la ecuación constitutiva. Se utilizan esquemas de integración en el tiempo explícito e implícito y se presentan un esquema de solución incremental-iterativo del tipo predicción-corrección. Los aspectos derivados de la interacción entre solidos juegan un papel muy importante y son analizados en profundidad. Ulintz, Peter, [11] define la embutición profunda como un proceso en la cual la chapa de acero es jalada, o tensada, dentro de una cavidad del troquel, causando un reforzamiento de la chapa la cual se comprime en una dirección circunferencial, además plantea que la selección de una prensa para el embutido profundo es crítica. Considera que deben seleccionar una prensa y diseñar el proceso para que toda la fuerza total de embutición más la fuerza del prensachapas se encuentre disponible cuando se deslice el material hacia el punto correspondiente de contacto entre el punzón y la chapa de metal. Teniendo en cuenta la teoría de la embutición se plantea que el principio de la embutición cilíndrica está dada porque la chapa, previamente cortada en forma de disco llamado “desarrollo”, es conformada por la acción de un punzón, que la obliga a penetrar en una matriz, de diámetro mayor que el punzón en dos espesores de chapa más un huelgo muy pequeño [12] Resulta de interés destacar que el espacio entre las paredes de la matriz y las del punzón es igual al espesor de la chapa, la pieza “embutida” conserva el espesor inicial de la. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(34) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 12 ________________________________________________________________________________________________________________________________________________. chapa. Desde el punto de vista tecnológico, la embutición mecánica no es comparable a la manual, ya que ésta implica siempre el trabajo del metal por alargamiento, con la consiguiente disminución de espesor. 1.2.- Principales elementos constructivos de las herramientas para embutir. Los procesos tecnológicos de conformación de metales tienen como característica importante el alto costo de las herramientas que intervienen en el mismo. Generalmente están sometidas a severas condiciones de trabajo, tales como el desgaste en sus zonas de trabajo, cargas de impacto y el tensionamiento de su estructura debido a las configuraciones complejas de estas herramientas y por tanto la no uniformidad en la distribución de las cargas a que se someten [13]. La herramienta fundamental que se utiliza en un proceso de embutido o estirado profundo lo constituyen los troqueles, estos troqueles no operan por si solos sino que necesitan el empleo de una prensa que cumplan con las características requeridas fundamentalmente la fuerza que debe ejercer la misma sobre el troquel para lograr la correcta conformación de la chapa sin que existan defectos en la pieza final. Dentro del troquel, los elementos que se utilizan para realizar el embutido son el punzón, la matriz y el prensachapas. Los primeros llevan redondeos, en el caso de los redondeos de la matriz, desempeñan un papel importante en el proceso de embutido, pues su influencia se hace sentir sobre: -. Las tensiones y la fuerza de embutir.. -. El valor de la relación de embutido.. -. El peligro de formación de arrugas y grietas.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(35) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 13 ________________________________________________________________________________________________________________________________________________. Las partes de los troqueles se elaboran de distintos materiales, generalmente las bases se fabrican de hierro fundido, los bujes que sirve de guía a las columnas se fabrican de bronce y las matrices y punzones debido a que realizan grandes esfuerzos y se ven sometidos a grandes fuerzas de compresión, tracción y fricción se fabrican de aceros de alta aleación o llamados también aceros herramentales con el objetivo de garantizar mayor vida útil y calidad del producto final. 1.3.- Propiedades mecánicas y tecnológicas para los procesos de estirado En los procesos de estirado de chapa, y en especial los de estirado profundo, todas las operaciones de deformación que ocurren están estrechamente vinculadas con la plasticidad del material y otras propiedades físico-mecánicas-estructurales (coeficiente de endurecimiento, anisotropía, relación máxima de embutición). Entre todas forman el límite de formabilidad del material. Bernal-Aguilar, Y., al investigar la bibliografía existente sobre plasticidad en materiales metálicos y su relación con la deformación, reconoce la unidad de criterios de los investigadores acerca del papel preponderante que tienen las dislocaciones en este fenómeno. Considerando la teoría de Estrin, Y.,[14] sobre los fenómenos de bifurcación y localización de la deformación se puede razonar que la respuesta mecánica general de un material puede representarse en forma diferencial simple por la relación: (1.1) La cual relaciona la tensión tiempo,. la deformación plástica. y su derivada con respecto al. y revela dos características propias del material, la razón de endurecimiento. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(36) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 14 ________________________________________________________________________________________________________________________________________________. por deformación h, y la sensibilidad del material a la velocidad de deformación de la tensión s: (1.2) Coeficiente de endurecimiento por deformación. El endurecimiento por deformación es un valor específico para cada material, dependiendo del estado de deformación alcanzado. Este caracteriza además el cambio estructural en el material debido a la deformación plástica. Chokshi, A. H [15] plantea que el coeficiente de endurecimiento indica el ritmo creciente de la acritud, siendo esta siempre creciente con la deformación, pero no estamos de acuerdo con lo anteriormente planteado y decidimos plantearlo por la interpretación del crecimiento de la acritud precisada en la curva del modelo de Ludwick definida por la tangente de. :. (1.3) En el cual asumiendo que sea proporcional el coeficiente de endurecimiento con la acritud, esta disminuye con la deformación dada en el cociente de . s. Marty, J. R, [16] hace referencia a que la máxima profundidad de un conformado depende tanto de los valores máximos que adquiera la deformación como de la homogenidad de la deformación en todos los puntos de la chapa. Asumiendo la relación de Ludwick junto a las teorías expuestas con anterioridad, se puede decir que el coeficiente de endurecimiento coincide con el alargamiento máximo: (1.4). ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(37) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 15 ________________________________________________________________________________________________________________________________________________. Resulta de interés destacar algunos factores que influyen sobre el coeficiente de endurecimiento dentro de los cuales se encuentra: naturaleza de la carga que actúa, la velocidad de aplicación de la carga externa, el sistema cristalino perteneciente al material, la energía de las dislocaciones, el tamaño del grano y la composición química del material. Anisotropía El factor de mayor importancia para aumentar la capacidad de embutición profunda de un acero es su textura cristalográfica: se trata de lograr una textura con orientación de los sistemas de deslizamiento que proporciona mayor resistencia a la deformación plástica en la dirección normal a la lámina que dentro del plano de esta. Este comportamiento se caracteriza por medio de la anisotropía normal, expresada por el coeficiente de anisotropía o de Lankford: [17]. (1.5) Dónde: (1.6) Representan las deformaciones efectivas (. Reabs ) en el ancho ( a ) y en el espesor ( e ) de la. muestra, de acuerdo con la figura 1.3.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(38) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 16 ________________________________________________________________________________________________________________________________________________. Figura 1.3: Orientación relativa de la medición de la deformación en una chapa delgada de acero [17] Se requiere un alto valor de , correspondiendo a poca reducción de espesor y mayor deformación en el plano de la lámina. En la práctica es muy difícil medir la variación del espesor de la lámina delgada, pero se puede demostrar que:. (1.7) Donde , es la longitud de la muestra. En la práctica se mide el ancho (a) de la muestra para un alargamiento determinado. El valor de. depende también de la dirección dentro del plano de la lámina (se llama a. esto anisotropía planar). Dependiendo de la dirección de medición, se obtienen así los valores. indicándose el ángulo entre la dirección de laminación y la dirección. de la prueba de tracción. Los parámetros finales son el valor promedio del coeficiente de anisotropía,. definido según:. (1.8). ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(39) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 17 ________________________________________________________________________________________________________________________________________________. Y la variación del coeficiente , definido como sigue:. (1.9) En la práctica se trata de lograr una. grande, lo que corresponde a un material que se. deforma más fácilmente en su plano, sin reducir mucho su espesor, mientras que se trata de lograr una. pequeña, correspondiendo a un material que se deforma de modo. homogéneo en el plano, sin formación de las llamadas “orejas”, causadas por deformaciones diferentes según la orientación en la lámina. Coello y colaboradores [18], obtuvieron la variación de los coeficientes de anisotropía normal, r, y de endurecimiento, n, del acero, para distintas deformaciones, bajo condiciones multiaxiales típicas del proceso de embutición. Demostraron también la influencia del estado de acritud inicial del material sobre el proceso de deformación. Relación máxima de embutición. Ochler, G., [19] plantea que la relación máxima de embutición para un material ( ) está asociada a la reducción de diámetros que se pueden lograr en una sola embutición. Es la relación que existe entre el diámetro de la pieza embutida (D) y el diámetro de la pieza existente (d) antes del proceso, expresándose de la siguiente forma:. (1.10) Muchas veces el embutido deseado no se puede alcanzar en un solo paso por lo que, de ser necesario, después del primer paso seguirán otros que se acercarán a la forma y magnitudes deseadas. Igualmente Ochler propone una vinculación entre la relación de embutido. y el valor del índice de anisotropía (r), según la ecuación:. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(40) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 18 ________________________________________________________________________________________________________________________________________________. (1.11) Siendo. , el coeficiente de fricción entre el material y la herramienta y. promedio del coeficiente de anisotropía (. el valor. rm ). Esta ecuación permite obtener un valor más. aproximado a la realidad de la relación de embutido que los valores existentes en tablas. Este valor se toma como µ = 0.1 – 0.3. La ecuación 1.10 varía según el proceso que se realice, y la forma final que se quiera obtener del material, también se puede definir como límite de embutido (βlím):. lím 2,15 Dónde:. d1 1000 * S. (1.12). S- espesor de la chapa. Entonces se puede decir que cuando: β > βlím hay que hacer el proceso en varios pasos. β < βlím se hace en un solo paso. 1.4.- Método de Elementos Finitos asistido por computadoras para la conformación de chapa. Están al alcance en la literatura científica varios criterios para realizar la modelación de las operaciones de embutido de chapas. El análisis de elementos finitos es una industria creciente en el análisis de diseño de productos y desarrollos en ingeniería. El uso de análisis por los elementos finitos (FEA) como una herramienta de ingeniería de manera habitual está creciendo rápidamente. Los avances en el poder de procesamiento de las computadoras, del FEA y del software de. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(41) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 19 ________________________________________________________________________________________________________________________________________________. modelado ha permitido la continua integración de FEA en los campos de ingeniería en diseño de productos y desarrollo. Ha habido muchas cosas que han restringido el desempeño y finalmente la aceptación y utilización de FEA en conjunción con el CAD en las etapas de diseño del producto y su desarrollo. Las separaciones en compatibilidad entre los formatos de archivos de programas de CAD y FEA limitaban el grado en que las compañías podían diseñar fácilmente y probar sus productos usando la combinación de CAD y FEA respectivamente. Típicamente, los ingenieros usan software CAD especializado en el modelado en el diseño del producto, y después se exporta ese diseño a un paquete de FEA para ser el análisis. Pero, esos ingenieros que dependen del intercambio de información a través de traductores o estándares de intercambio tales como IGES o STEP citan problemas ocasionales en la fiabilidad los cuales causan intercambios poco exitosos de geometría. Así es que la creación de muchos modelos externos al ambiente de FEA se considera como problemáticos en el éxito de análisis de elementos finitos. La tendencia actual en el software de FEA y la industria en ingeniería ha sido la creciente demanda por la integración entre el modelado sólido y el análisis de elementos finitos. Uno de estos programas con análisis de elementos finitos integrado es SolidWorks de la compañía SolidWorks Corporation, que es una herramienta de diseño de medio rango que ofrece un nivel introductorio al programa de FEA llamado CosmoExpress. Entre los módulos más avanzados para SolidWorks está COSMOSMotion que simula las colisiones cinemáticas de diversos cuerpos y maneja las más avanzadas simulaciones lineales estáticas.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(42) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 20 ________________________________________________________________________________________________________________________________________________. La presente investigación realizada por Bernal Aguilar, Y [5], aporta elementos metodológicos para realizar simulaciones mediante el software STAMPACK de piezas reales sobre lo cual existen pocas experiencias internacionales reportadas en la literatura. Dicho programa posee una biblioteca de materiales los cuales permiten una modelización bastante cercana al comportamiento de los materiales reales empleados en la industria de conformación de chapas, los mismos se dividen en dos niveles o etapas: - Un primer nivel que contienen propiedades de material básicas (Módulo de Young, Densidad y Coeficiente de Poisson). Denominado MATERIAL BASE [20]. - Un segundo nivel donde se apunta al material base previamente definido y añade aspectos estructurales relacionados con la formulación del tipo de elementos (Espesor, Número de Layers, Integración de variables entre otras) denominado MATERIAL ESTRUCTURAL [20]. La tabla 1.1 muestra los diferentes tipos de materiales que contempla el STAMPACK. Tabla 1.1: Tipos de materiales que contempla el STAMPACK Comportamiento Elástico o Plástico con MatType 1 endurecimiento lineal Comportamiento Elasto-plástico con MATERIAL BASE MatType 2 endurecimiento no lineal MatType 3 Comportamiento Elástico o visco-plástico Propiedades estructurales de la lámina MatType 11 triangular MATERIAL ESTRUCTURAL Propiedades estructurales de la lámina para MatType 44 el caso axilsimétrico. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(43) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 21 ________________________________________________________________________________________________________________________________________________. 1.5 - Software utilizado en la simulación por el Método de Elementos Finitos para los procesos de conformación de chapa. Vallellano, C., [21] analiza la capacidad para predecir el fallo en productos de chapa conformada mediante diferentes criterios de fallo por fractura dúctil. Para ello modeló, mediante el método de elementos finitos, un proceso de embutición axilsimétrica. En la actualidad, diferentes códigos comerciales están disponibles para la simulación de procesos. Entre los códigos de propósitos generales pueden mencionarse, entre otros, MARC, COSMOS o ABAQUS; más recientemente, códigos especiales dedicados exclusivamente a las operaciones de embutido de chapas están siendo utilizados con mayor frecuencia, entre ellos, STAMPACK, AutoFORM, DYNA3D, ITS-3D, OPTRIS, FAST_FORM3D y otros como se muestran en el anexo1. Los modelos de elementos finitos usados para describir las operaciones de embutido de chapa generalmente realizan una descripción Lagrangiana del proceso. Dada la fuerte no linealidad del problema, debida principalmente al comportamiento plástico del material y al contacto entre los diferentes elementos, se emplea una formulación de grandes deformaciones. La matriz, el punzón y el prensachapas se consideraran elementos rígidos. Mientras que, para la chapa metálica, se supone un comportamiento elasto-plástico con endurecimiento por deformación de tipo isotrópico. Se supone, además, un modelo de plasticidad asociativa isótropo e independiente de la velocidad de deformación. Esta aproximación es válida siempre que la anisotropía de la chapa no sea muy elevada. Un criterio de fluencia empleado con frecuencia es el de von Mises. Las piezas conformadas en las que están presentes grandes deformaciones pláticas, la distorsión de la malla de elementos finitos es significativa, de ahí que se hace necesario. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
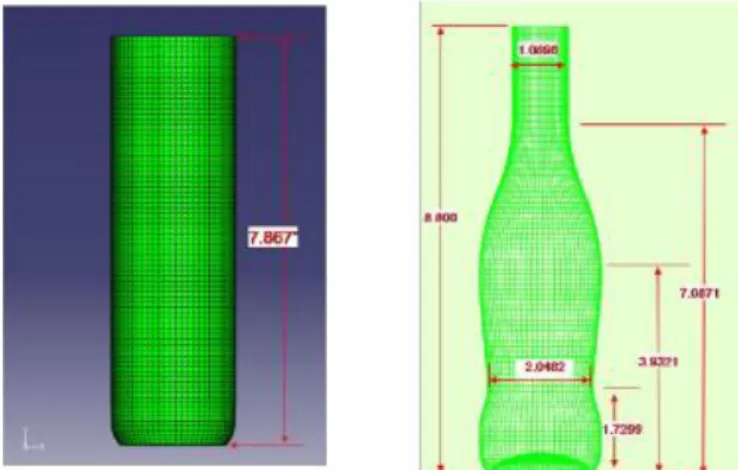
(44) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 22 ________________________________________________________________________________________________________________________________________________. realizar remallados e interpolaciones de datos de la malla anterior a una nueva para obtener presión adecuada en los resultados. Esta característica hace indispensable una capacidad de remallado automático y adaptable integrado en los códigos de simulación. Un resultado a destacar es el obtenido por Ayari y colaboradores [22], en el que, construyendo un modelo paramétrico de elementos finitos 3D y empleando código estándar ABAQUS/explícito, investigaron los parámetros de mayor influencia en la simulación de un proceso de embutido de un cuerpo rectangular (tales como, parámetros geométricos, ley constitutiva de fluencia del material, mallado y el coeficiente de fricción). Especial atención han recibido también las modelaciones por elementos finitos que relacionan la forma inicial del semiproducto con la forma de la pieza y la geometría de la herramienta, vinculando estos elementos a un estampado libre de defectos [23] Otro resultado a destacar es el de Alejandro Santamaría y Coautores [24] en el que se realizó un embutido cilíndrico para la confección de la botella de Coca Cola por el paquete software Abaqus/Explicit en el cual se muestra los tipos de criterios que se utilizaron como los diagramas limites obtenidos por el programa, además se realizó un mallado con más de 10000 elementos los cuales fueron establecidos por el autor SHELL S4R, como se muestra en la figura 1.4.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
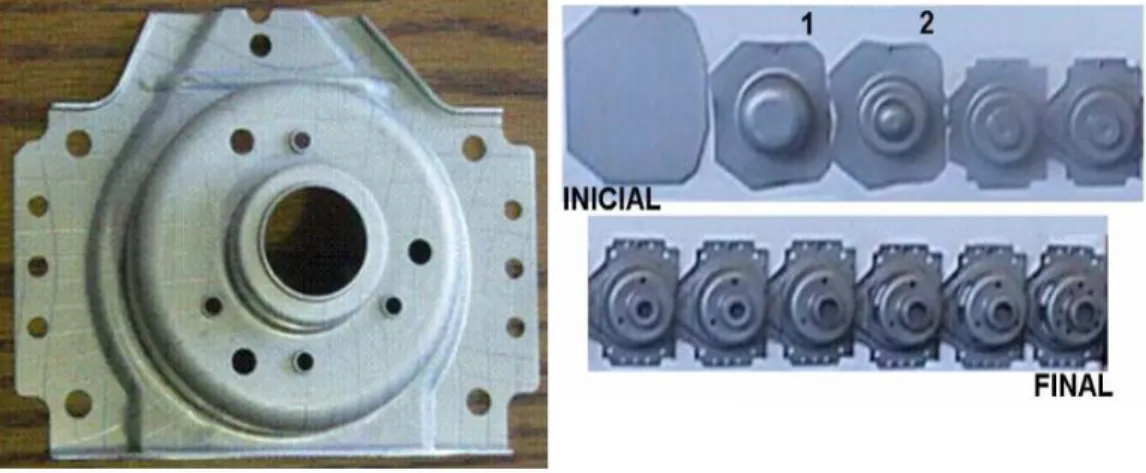
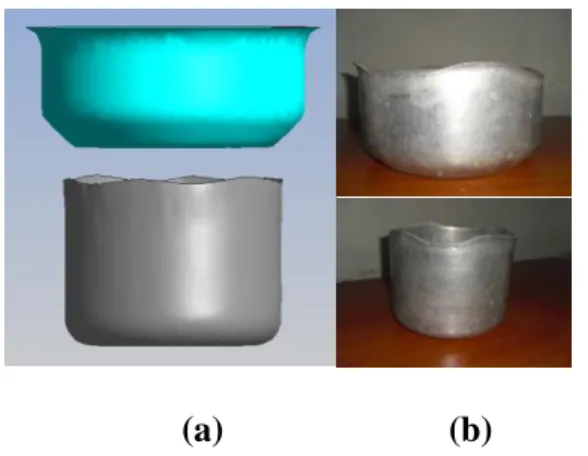
(45) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 23 ________________________________________________________________________________________________________________________________________________. Figura 1.4: Conformación de un cilindro en forma de botella por medio de matrices de reducción y expansión. Banabic, D. [25] brinda un problema de simulación axis-simétrico en el cual se utiliza el código Abaqus/Explicit, este proceso es simplificado a consideración del autor a un sistema 2D, el tipo de elemento utilizado por ABAQUS es de tipo CAX4R. El mallado designado para la región del corte es pequeño para que se aproveche bien la exactitud de los resultados, en total son 23020 elementos y 24041 nodos. Las herramientas son modeladas con superficies rígidas y los contactos están definidos entre la parte superior de la matriz y el punzón, la parte superior de la matriz y el prensachapas. El comportamiento material plástico está descrito por la condición de Von Misses y el endurecimiento isotrópico se describió usando datos tabulados (la tensión versus la tensión plástica efectiva). Carlos P Garrido y coautor [26] han simulado la tapa del embrague de una lavadora semiautomática mediante el código Abaqus/Explicit, se crean condiciones de contornos variables durante el proceso de embutición especialmente los fenómenos de contactos y rozamiento que tienen lugar entre las distintas herramientas y lámina (contacto punzón – lámina, lámina – matriz y prensachapas - lámina). ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(46) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 24 ________________________________________________________________________________________________________________________________________________. El ejemplo en análisis, corresponde a una aplicación industrial en la fabricación de una tapa embrague de una lavadora semiautomática de uso doméstico, cuya forma definitiva se muestra en la figura 1.5, que se obtiene a partir de una lámina rectangular de dimensiones de 220 mm por 250 mm, y espesor de 1.6 mm y en la figura 1.6 se muestran las etapas del proceso de fabricación. Figura 1.6: Etapas del proceso de fabricación. Figura 1.5: Forma final del cuerpo Tapa embrague. Se muestra además la simulación realizada teniendo en cuenta cada una de las parte de la lavadora, así como el punzón, la lámina, el aprieta lamina, la matriz y el contrapunzón como se muestra en el anexo 2. 1.6. Conclusiones parciales. 1. Desde el punto de vista tecnológico, la embutición mecánica no es comparable a la manual, ya que ésta implica siempre el trabajo del metal por alargamiento, con la consiguiente disminución de espesor 2. Existen importantes estudios en el campo de los procesos de conformación de metales por estirado que brindan una valiosa teoría acerca de las propiedades. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(47) CAPÍTULO I: ESTADO DEL ARTE DE LOS PROCESOS DE ESTIRADO DE CHAPAS Y SOFTWARE USADOS EN LA SIMULACIÓN DE PIEZAS 25 ________________________________________________________________________________________________________________________________________________. plásticas de los materiales, así como herramientas para el cálculo de deformaciones, tensiones, variaciones de espesor y fuerzas. 3. Para los estudios del comportamiento de tensiones y deformaciones en los materiales existen propiedades físico – mecánicas y tecnológicas que se destacan por su posterior empleo en la práctica, entre estas: el índice de anisotropía normal (r), el coeficiente de endurecimiento por deformación (n) y la relación máxima de embutición. 4. En la industria manufacturera se utilizan mucho los software basados en los Método de Elementos Finitos por las ventajas que estos ofrecen, pues reducen el tiempo de fabricación así como optimizan y predicen diversos parámetros de elaboración de piezas, que inciden directamente en la calidad del producto 5. En el desarrollo de procedimientos de preparación para la fabricación por embutido se requiere de la aplicación de metodologías de preparación y toma de decisiones que integren métodos de la teoría de sistemas, la simulación de procesos por procedimientos de alta complejidad, y representación gráfica. En calidad de tal procedimiento se aplica, en lo adelante, la metodología de análisis y simulación para piezas cilíndricas sin reborde.. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
(48) CAPÍTULO II METODOLOGÍA ANALÍTICA Y SIMULACIÓN NUMÉRICA PARA PIEZAS CILÍNDRICAS SIN REBORDES. ________________________________________________________________________________________________________________________________________________ SIMULACIÓN DE UNA PIEZA CILÍNDRICA SIN REBORDE USANDO EL MÉTODO DE ELEMENTOS FINITOS.
Figure

![Figura 1.3: Orientación relativa de la medición de la deformación en una chapa delgada de acero [17]](https://thumb-us.123doks.com/thumbv2/123dok_es/7399746.468410/38.918.282.555.91.304/figura-orientación-relativa-medición-deformación-chapa-delgada-acero.webp)
+7





Documento similar
A partir de los resultados de este análisis en los que la entrevistadora es la protagonista frente a los entrevistados, la información política veraz, que se supone que
"No porque las dos, que vinieron de Valencia, no merecieran ese favor, pues eran entrambas de tan grande espíritu […] La razón porque no vió Coronas para ellas, sería
(1886-1887) encajarían bien en una antología de textos históricos. Sólo que para él la literatura es la que debe influir en la historia y no a la inversa, pues la verdad litera- ria
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
En este sentido, puede defenderse que, si la Administración está habilitada normativamente para actuar en una determinada materia mediante actuaciones formales, ejerciendo
Porcentaje de radiación solar interceptada (RSI; 0,35 - 2,5 µm) y de radiación fotosintéticamente activa interceptada (RFAI) a lo largo del ciclo de cultivo para las
“La unificación de la clasificación de empresas otorgada por las CC.AA.”, “La unificación de criterios en la acreditación de los servicios de prevención de riesgos
