Desarrollo de un sistema de programación para proceso automatizado y aplicación de las herramientas Lean Manufacturing en el proceso semi automatizado de la empresa Cilindros Company S A S para mejorar la productividad
62
0
0
Texto completo
(2) DESARROLLO DE UN SISTEMA DE PROGRAMACIÓN PARA PROCESO AUTOMATIZADO Y APLICACIÓN DE LAS HERRAMIENTAS LEAN MANUFACTURING EN EL PROCESO SEMI-AUTOMATIZADO DE LA EMPRESA CILINDROS COMPANY S.A.S PARA MEJORAR LA PRODUCTIVIDAD. JOSÉ ALBERTO LOSADA BERMÚDEZ DIANA PATRICIA BARIAZA HURCAIRA EDINSON SÁENZ LOMBANA. Informe Final de práctica social, empresarial y solidaria presentado como requisito para optar al título de INGENIERO INDUSTRIAL Asesor Ing. CARLOS WILMER OVIEDO CÓRDOBA. UNIVERSIDAD COOPERATIVA DE COLOMBIA FACULTAD DE INGENIERIAS PROGRAMA INGENIERÍA INDUSTRIAL NEIVA 2019 2.
(3) NOTA DE ACEPTACIÓN. Presidente del Jurado. Jurado. Jurado. Neiva, Septiembre de 2019 3.
(4) CONTENIDO. Pág.. INTRODUCCION. 4. 1. PLANTEAMIENTO DEL PROBLEMA. 14. 1.1 FORMULACION DEL PROBLEMA. 14. 2. JUSTIFICACIÓN. 15. 3. OBJETIVOS. 16. 3.1 OBJETIVO GENERAL. 16. 3.2 OBJETIVOS ESPECIFICOS. 16. 4. MARCO TEÓRICO. 17. 4.1 MARCO CONCEPTUAL. 17. 4.2 MARCO REFERENCIAL. 24. 5. DISEÑO METODOLOGICO. 27. 6. RESULTADOS. 28. 6.1 MISIÓN. 28. 6.2 VISIÓN. 28. 6.3 VALORES. 29. 6.4 PROCESO DE PRODUCCION AUTOMATIZADO. 29. 4.
(5) 6.4.1 Subequipos de la Estación Clasificación. 30. 6.4.2 Sensores. 32. 6.4.3 Movimientos de la Estación 3 Clasificación. 33. 6.4.4 Análisis De La Gráfica Intentos Con Respecto Al Tiempo. 33. 6.4.5 Sombra Digital. 34. 6.4.6 SCADA. 34. 6.4.7 Gemelo Digital. 35. 6.4.8 La Nube. 35. 6.4.9 Análisis Gráfica Sigma- Proceso Productivo Automatizado. 36. 6.4.10 TPM- Mantenimiento total productivo. 37. 6.5 PROCESO DE PRODUCCION SEMI-AUTOMATIZADO. 37. 6.5.1 Primer Ciclo de Producción. 38. 6.5.2 Análisis del Ciclo 1 en el Proceso Semi-Automatizado. 39. 6.5.3. Análisis Gráfica sobre Niveles de Estrés-Ciclo 1. 41. 6.5.4. VSM. 41. 6.5.5. Análisis Gráfica Six Sigma Proceso Semi-Automatizado Ciclo 1. 43. 6.5.6. Segundo Ciclo de Producción. 43. 6.5.7 TAKT TIME. 43. 6.5.8. Hojas de Proveedor. 45. 6.5.9. Análisis del Ciclo 2. 46. 6.5.10 Análisis Gráfica Niveles de Estrés-Ciclo 2. 48. 6.5.11. Análisis de la Gráfica SIX SIGMA. 51. 5.
(6) 6.5.12. Tercer Ciclo de Producción. 51. 6.5.13 Kanban. 51. 6.5.14 5´S. 52. 6.5.15. Kaizen. 52. 6.5.16 SMED. 53. 6.5.17 Análisis del Ciclo 3. 55. 6.5.18. Análisis Grafica SIX SIGMA- Ciclo 3. 57. 6.5.19. TPM. 58. 7. CONCLUSIONES. 59. WEBGRAFIA. 61. ANEXOS. 62. 6.
(7) LISTA DE ILUSTRACIONES. pág.. Ilustración 1. Cilindros. 28. Ilustración 2. Planta didáctica FESTO. 29. Ilustración 3. Estación 4 clasificación. 30. Ilustración 4. La estación clasificación en forma digital.. 34. Ilustración 5. Diagrama de GRAFCET estación 4. 34. Ilustración 6. Maquinas prensa troqueladora y testeo. 37. Ilustración 7. Distribución de planta ciclo 1. 39. Ilustración 8. Mapeo ciclo 1. 41. Ilustración 9. Distribución de planta ciclo 2. 44. Ilustración 10. Mapeo ciclo 2. 48. Ilustración 11. PHVA 1. 52. Ilustración 12. Distribución de Planta Ciclo 3. 54. 7.
(8) LISTA DE TABLAS. Pág.. Tabla 1. Referencias de cilindros, piezas y medidas. 28. Tabla 2. Estaciones FESTO. 30. Tabla 3. Subequipos estación clasificación. 30. Tabla 4. Actividades e intentos de programación y comunicación. 33. Tabla 5. Datos del proceso automatizado-SIX SIGMA. 35. Tabla 6. Cilindros fabricados y tiempos de producción. 36. Tabla 7. Estadísticos descriptivos proceso automatizado. 36. Tabla 8. TPM-proceso automatizado. 37. Tabla 9. Cargos ciclo 1. 38. Tabla 10. Resultados ciclo 1. 40. Tabla 11. Niveles de estrés-ciclo 1. 40. Tabla 12. Six sigma-ciclo 1. 42. Tabla 13. Estadísticos descriptivos proceso semi-automatizado ciclo 1. 42. Tabla 14. Cargos ciclo 2. 43. Tabla 15. Hoja de proveedor 1. 45. Tabla 16. Hoja de proveedor 2. 45. Tabla 17. Hoja de proveedor 3. 46. Tabla 18. Resultados ciclo 2. 47. Tabla 19. Niveles de estrés-ciclo2. 47. Tabla 20. Six sigma-ciclo 2. 49 8.
(9) Tabla 21. Estadísticos descriptivos proceso semi-automatizado ciclo 2. 50. Tabla 22. División de los cilindros a fabricar. 51. Tabla 23. KANBAN. 51. Tabla 24. 5´s. 52. Tabla 25. Eliminar pasos del cambio de broca maquina prensa troqueladora. 53. Tabla 26. Cargos ciclo 3. 54. Tabla 27. Resultados Ciclo 3. 55. Tabla 28. Six Sigma Ciclo 3. 55. Tabla 29. Estadísticos descriptivos proceso semi-automatizado ciclo 3. 57. Tabla 30. TPM – Proceso Semi Automatizado. 58. 9.
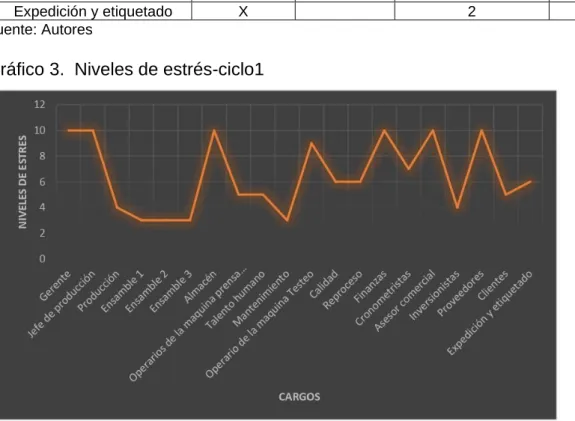
(10) LISTA DE GRÁFICOS. Pág.. Gráfico 1. Actividades e intentos de programación y comunicación. 33. Gráfico 2. Six sigma-nivel Z proceso automatizado. 36. Gráfico 3. Niveles de estrés-ciclo1. 41. Gráfico 4. Six sigma proceso semi-automatizado ciclo 1. 43. Gráfico 5. Niveles de estrés-ciclo2. 48. Gráfico 6. Nivel sigma proceso semi-automatizado ciclo 2. 50. Gráfico 7. Six sigma proceso semi-automatizado ciclo 3. 57. 10.
(11) LISTA DE IMAGENES. Pág.. Imagen 1. Potencial de la aplicación de Lean en un negocio. 17. Imagen 2. Casa Lean Manufacturing. 18. Imagen 3. JIKODA. 20. 11.
(12) INTRODUCCION. Actualmente, las empresas han adaptado diversas tácticas para lograr alcanzar objetivos importantes como lo son: la optimización de los recursos, calidad en sus productos y servicios, flujo continuo de los procesos, digitalización, reducción de costos y tiempos, y mejora de la productividad. Para lograr lo anteriormente expuesto, las empresas han recurrido a implementar estrategias, una de ellas es la filosofía Lean creada por Sakichi Toyoda, el fundador del Grupo Toyota, basada en la planificación, ejecución, seguimiento y control de las actividades desarrolladas dentro de cada área de trabajo por medio de herramientas Lean Manufacturing, cada una con funciones diferentes para solucionar falencias que se presenten en cualquier proceso sea en la parte administrativa u operativa, dejando beneficios tales como, mayor satisfacción al cliente, reducción de inventarios y mejora de la productividad. Un concepto también empleado por las organizaciones es el de industria 4.0, la cuarta revolución industrial, orientada a la digitalización de los procesos y la fabricación inteligente, empleado a través de programaciones siendo monitorizado y operado desde cualquier ordenador. Se creó la empresa la cual fue llamada por los mismos operarios CILINDROS COMPANY S.A.S, basada en la fabricación y comercialización de cilindros neumáticos que tenían representación o modelos de 4 referencias: 21 rojo, 22 plateado, 23 y 24 negro, acompañados de piezas como embolo de 15 o 19 mm hueco o cerrado, sello, resorte, racor y tapa, estas eran proporcionadas por un proveedor. La empresa tenía una planeación estratégica conformada por una misión, visión y valores. Dentro de los cargos que tenía la empresa estaban: un inversionista, un gerente, jefe de producción, ensamble 1,2, 3 y 4, encargados de la maquina prensa troqueladora y de la maquina testeo, expedición y etiquetado, asesor comercial, talento humano, mantenimiento, almacén, finanzas, reproceso, crono metrista y calidad. El objetivo de fabricación que estableció la empresa era cumplir con un pedido hecho por 2 clientes solicitando 60 cilindros en 45 minutos a través de dos procesos productivos, uno automatizado y otro semi-automatizado. En la producción automatizada se empleó una planta didacta FESTO, esta tenía 4 estaciones conocidas como: distribución, ensamble, prensa con musculo neumático y clasificación. Al grupo que presenta este informe le correspondió la estación clasificación, donde el primer paso era hacer reconocimiento de los movimientos que debía realizar el sistema para después hacer el diagrama de GRAFCET el cual describe los procedimientos. La programación y comunicación de las estaciones dependían de herramientas tales como: SCADA utilizada en la programación de la estación clasificación, GEMELO DIGITAL para recibir datos como los tiempos de fabricación por cada 12.
(13) cilindro, LA NUBE donde la información se subía, guardaba o almacenaba y SOMBRA DIGITAL que fue la ilustración de la estación. Luego de que todas las estaciones estaban listas, se sincronizaron para llevar a cabo la producción establecida. De acuerdo a la simulación hecha se estimó el tiempo de fabricación de los 60 cilindros en 34,25 min, arrojando un porcentaje de productividad superior al 31% y un nivel sigma de 5,01. Después de que ya se había optimizado el proceso automatizado y alcanzado con la meta de fabricación, se dio inicio al proceso semi-automatizado llevado a cabo en 3 ciclos de producción. En el primer ciclo los operarios fueron libres de ubicar las áreas de trabajo realizando una distribución de planta en “E” donde no implementaron un plan de producción que pudieran ejecutar durante el ciclo es por tanto que el resultado fue de 2 cilindros fabricados, dando una eficiencia baja del 3,3%, generando gastos de $324.000, pérdidas por valor de $-292.000 y un nivel sigma de 0,05. Debido al bajo rendimiento del ciclo 1, se decidió hacer un segundo ciclo de producción, utilizando dos herramientas de Lean Manufacturing, una de estas fue VSM donde se mapeo todo el proceso con el fin de evidenciar las fallas de la producción y así evitar repetirlas. También se utilizó la fórmula de TAKT TIME que es otra herramienta Lean, para conocer el tiempo de fabricación de cada cilindro siendo de 45 segundos. Se hizo una nueva distribución de planta, esta vez en “C” donde se logrará un flujo continuo del proceso. El resultado fue de 59 cilindros, la eficiencia fue del 98,3% teniendo, gastos de $118.000, ganancias en $714.000 y un nivel sigma en 1,81. Debido al no cumplimiento con la meta en el ciclo 2, se procedió a realizar un tercer ciclo de producción, ya empleando más herramientas Lean tales como: KANBAN para dividir la cantidad de cilindros a fabricar. 5´S donde se clasificó, ordenó, limpió, estandarizó y dio disciplina a las áreas de trabajo. KAIZEN con lo que se llegó a la causa-raíz y la solución de las falencias en almacén. SMED donde se hizo cambios de formatos en la maquina prensa troqueladora y TPM para establecer mantenimientos en la maquina Testeo. Se hizo otra distribución de planta, esta vez en “L” el resultado final fue de 60 cilindros en 30 minutos dando un porcentaje de productividad superior al 50%. Gastos de $510.000, ganancias en $843.000, y un nivel sigma en 4,31. Todas las herramientas que se desarrollaron en ambos procesos productivos fueron vitales para que se mejorara no solo el tiempo el cual disminuyó, sino también la calidad del servicio que se le estaba presentado a los clientes. Cuando se conoce las razones o la raíz de los problemas, cualquier proceso puede ser mejorado conociendo detalladamente que metodología, filosofía o herramientas emplear.. 13.
(14) 1. PLANTEAMIENTO DEL PROBLEMA. Los problemas que los procesos productivos presentaron están basados primero en la falta de compromiso de los operarios, el poco conocimiento de sus actividades y la no capacitación de los procesos a desarrollar Uno de los ejemplos más claros para demostrar que las producciones tenían inconvenientes o falencias en sus procesos es con la estación ensambladora del proceso automatizado, la cual funcionaba en un principio hasta que de un momento a otro comenzó a fallar, pues no succionó las tapas destinadas para crear el producto que en este caso era los cilindros neumáticos. El sensor llamado reflexión directa de la estación 4 clasificación, no logró identificar o reconocer las tapas por el tamaño que representaba junto con el cuerpo de cilindro. Cuando se estaba realizando el proceso semi-automatizado el jefe de producción no supo que hacer debido al caos que se estaba presentando, cada operario estaba prácticamente siguiendo sus propias ordenes o solo se sentaban a ver como los demás solucionaban las falencias. Almacén presentó demoras, la razón fue porque no sabían cómo diligenciar los formatos para solicitar piezas a proveedores, por tanto, proveedores entregaba las que no eran perjudicando el área de producción compuesto por: producción, ensamble 1,2,3 las dos máquinas y expedición y etiquetado. Las fallas de producción en el ciclo 1 y 2 fueron primero por la perforación de los cuerpos de cilindros donde se colocaba la pieza llamada Racor, tal orificio debía ser hecho con la herramienta machuelo que contaba con una medida de 8mm, si los orificios no cumplían con las especificaciones del pedido, debían ser llevados al área de reproceso. Finalmente, no se le realizaron mantenimientos adecuados a las maquinas que desarrolla este proceso por lo que generaban problemas cada vez que se operaban y hubo demoras en la entrega de tapas para la referencia 24, realizadas en la maquina prensa troqueladora, por el cambio de broca.. 1.1 FORMULACION DEL PROBLEMA ¿Cómo puede la empresa CILINDROS COMPANY S.A.S lograr una mejora continua en sus procesos de producción automatizado y semi-automatizado?. 14.
(15) 2. JUSTIFICACIÓN. En el trabajo aplicado denominado Desarrollo de un sistema de programación para proceso automatizado y aplicación de las herramientas Lean Manufacturing en el proceso semi-automatizado de la empresa CILINDROS COMPANY S.A.S para mejorar la productividad, se realizó con el fin de solucionar falencias que impedían el flujo continuo de los procesos, generando demoras, tiempos de fabricación elevados, fallas de los sistemas y máquinas, como también desorden, es por tanto que se implementaron herramientas de programación y de Lean Manufacturing logrando procesos óptimos. El desarrollo de las programaciones en las estaciones de la Planta didáctica FESTO fue fundamental para hacer que el proceso automatizado hiciera parte de la cuarta revolución industrial, generando tiempos fabricación cortos, aumentando la seguridad del personal, dándole un seguimiento y control a los procesos, buscando que la comunicación de los sistemas se lograra. Ahora bien, las herramientas de Lean Manufacturing solucionaron problemas en el proceso semi-automatizado desde lo administrativo a lo operativo logrado una mejora en la eficiencia provocada por el buen desempeño de los empleados, cumplimiento con el clientes y eliminación de actividades que no agregaban valor, mayor calidad de los productos o servicios, entregas a tiempo al cliente, y estandarización de los procesos. En cada una de las producciones se obtuvieron buenos resultados finales como disminución de los niveles de estrés en los trabajadores, aumento de los niveles sigma de los procesos, áreas de trabajo mejor distribuidas, sincronización de actividades o procedimientos, disminución de pérdidas de material y dinero, y mejora de la productividad. Las empresas que tienen deficiencias similares a CILINDROS COMPANY S.A.S, pueden orientarse a través de este trabajo aplicado, rectificando los cambios que presentaron los procesos a través de tablas, graficas e ilustraciones, en los cuales se evidencia el logro de la meta de producción cumpliéndolo en un tiempo menor al estimado por la organización, sin tener que despedir personal.. 15.
(16) 3. OBJETIVOS. 3.1 OBJETIVO GENERAL Emplear las herramientas de programación en la producción automatizada y herramientas de Lean Manufacturing en la producción semi-automatizada de la empresa CILINDROS COMPANY S.A.S, con el fin de generar una mejora continua en los procesos.. 3.2 OBJETIVOS ESPECIFICOS •. Operar una serie de herramientas basadas en la programación de un sistema como la estación distribución, las cuales son: SCADA, sombra digital, gemelo digital, la nube, integración vertical y comunicación M2M con el fin de digitalizar el proceso automatizado.. •. Aplicar herramientas tales como: VSM, TAKT TIME, KAIZEN, SMED, 5’S y KANBAN en el proceso semi-automatizado, para eliminar falencias en el desarrollo de la producción.. •. Evaluar los niveles sigma que presenten los ciclos de producción que pertenecen a la empresa CILINDROS COMPANY S.A.S verificando si hay tiempos largos durante su desarrollo.. •. Establecer propuestas de mantenimiento a la maquina testeo del proceso semiautomatizado donde se evidencie las soluciones que tanto los operarios como los técnicos pueden desempeñar.. 16.
(17) 4. MARCO TEÓRICO. 4.1 MARCO CONCEPTUAL ¿Qué es Lean Manufacturing? Lean Manufacturing es “una filosofía /sistema de gestión sobre cómo operar un negocio”. Enfocando esta filosofía/sistema de herramientas en la eliminación de todos los desperdicios (MUDA), permitiendo reducir el tiempo entre el pedido del cliente y el envío del producto, mejorando la calidad y reduciendo los costos. 1 Imagen 1. Potencial de la aplicación de Lean en un negocio. Los principios fundamentales del Lean Manufacturing 1. Calidad perfecta a la primera: búsqueda de cero defectos, detección y solución de los problemas en su origen. 2. Minimización del desperdicio: eliminación de todas las actividades que no agregan valor y/o optimización del uso de los recursos escasos (capital, tiempo, materiales, personal y espacio). 3. Mejora continua: reducción de costes, mejora de la calidad, aumento de la productividad y Compartir la información. 4. Procesos “Pull”: los productos son tirados (en el sentido de solicitados) por el cliente final, no empujados por la producción. 1. http://leansolutions.co/conceptos-lean/lean-manufacturing/ 17.
(18) 5. Flexibilidad: producir rápidamente diferentes mezclas de gran variedad de productos, sin sacrificar la eficiencia debido a volúmenes menores de producción. 6. Construcción y mantenimiento de una relación a largo plazo con los proveedores tomando acuerdos para compartir el riesgo, los costes y la información. El modelo Lean es uno de los símbolos más reconocidos de la fabricación moderna, el cual hace analogía con una casa que tiene un sistema estructural. La casa es sólida si el techo, los pilares y los cimientos son fuertes, hay diferentes versiones de la casa, pero los principios son los mismos.2 Imagen 2. Casa Lean Manufacturing. Techos (principios): La mejor calidad, El costo más bajo y el Lead time más bajo. Pilares: 1) El Just In Time «producir lo que se necesita, en las cantidades que se necesita, en el momento en que se necesita». 2) Jidoka que en esencia significa no dejar pasar nunca un defecto a la siguiente operación y liberar gente de las máquinas. Cimientos: Procesos estandarizados, estables y confiables y también el HEIJUNKA que significa nivelar la programación de la producción tanto en volumen como en variedad. Toyota manufacturing ≈ lean manufacturing ≈ JAT Hay diferencia? El sistema de producción de TOYOTA es la base del movimiento lean, es decir, es el resultado final de aplicar el sistema de producción de TOYOTA en todas las divisiones de la compañía.. 2. http://leansolutions.co/conceptos-lean/lean-manufacturing/ 18.
(19) Lean Manufacturing es más que la aplicación de herramientas como 5S, Kaizen, JIT, Lean es un sistema completo que incorpora una organización cultural en la cual se requiere alto compromiso de la dirección de la compañía que decida implementarlo. Lean Manufacturing y 6 sigma son las estrategias de mejora que en los últimos 20 años han dominado las tendencias de producción. Lean Manufacturing absorbió los sistemas conocidos en los años 80 como Justo a tiempo (JAT) ( Just in Time JIT), desde entonces Lean ha evolucionado en los últimos años acorde a los cambios del mercado global, pero en esencia conserva los mismos principios.3 JUST IN TIME «Producir los elementos que se necesitan, en las cantidades que se necesitan, en el momento en que se necesitan» Es una filosofía industrial de eliminación de todo tipo de desperdicio (muda) del proceso de producción, desde las compras hasta la distribución, Justo a tiempo “JAT” como era conocido antes de los 80 lo que hoy conocemos como Lean Manufacturing, en esencia es lo mismo solo es un cambio de nombre. 7 + 2 Desperdicios (Muda Palabra en japonés que significa desperdicio) “Es todo lo que sea distinto de los recursos mínimos absolutos de materiales máquinas y mano de obra necesarios para agregar valor al producto”. Sobreproducción: Es el peor de los desperdicios es producir más de lo que el cliente requiere o producir más rápido de lo necesario, generalmente oculta problemas o defectos de producción abre el camino para otros tipos de desperdicio. Esperas: El operario espera por vigilar la máquina, material o información esto solo provoca que el flujo se detenga. Movimientos innecesarios: Por búsqueda de herramientas, información, materiales, etc. Transporte: es un elemento importante de producción, pero transportar más allá de lo necesario o colocarlos temporalmente en un sitio para luego transportarlos a otro. Sobre-procesamiento: Proceso más allá del estándar requerido por el cliente (calidad más alta de la requerida por el cliente).. 3. http://leansolutions.co/conceptos-lean/lean-manufacturing/ 19.
(20) No calidad: corresponde a todos aquellos procesos necesarios para corregir errores los defectos se traducen en tiempo adicional, material, energía capacidad y costo laboral. Inventario: aumentan los costes por área, administración, cuidado, se puede volver obsoletos, se pierde flexibilidad del proceso. A los desperdicios identificados por Taichi Ohno se le suman dos Utilización de las personas: no se fomentan ni se aprovechan las destrezas de los trabajadores al máximo. Desperdicios al medio-ambiente: Para dar un poco más de contexto a los desperdicios contraste aquí la definición de valor agregado Valor agregado: Las únicas actividades que agregan valor son las que producen una transformación física y/o química del producto, por las cuales el cliente está dispuesto a pagar. Nota: Estas dos definiciones están enmarcadas en el proceso de fabricación desde el punto de vista de otro proceso (Diseño, Marketing, Etc.) Estas definiciones pueden ser diferentes.4 JIDOKA Significa automatización con un toque humano, es asegurar el control de la calidad en la fuente, es no permitir que pase un defecto al proceso siguiente, en contraste con los procesos tradicionales que realizan inspección al final de la línea, descartando los productos defectuosos. Jidoka consta de: Imagen 3. JIKODA. 4. http://leansolutions.co/conceptos-lean/lean-manufacturing/ 20.
(21) Sistema Andon: Es el sistema utilizado para alertar de un problema en el proceso de producción, generalmente son señales visibles y/o audibles, la palabra Andon significa en Japonés Cuerda, y hace referencia a una cuerda que al ser halada activa el sistema de alerta. Paradas automáticas: Se instalan dispositivos, sensores, mecanismos, etc. En las operaciones que detectan alguna anormalidad, pueden aplicarse a procesos en los cuales intervienen maquinas o personas, en el caso de las personas tienen la autoridad de parar la línea de producción o activen los sistemas Andon, para alertar del problema y que acudan en su ayuda para resolver el problema de Raíz (RCA), en resumen, es: 1) Detectar la anomalía automáticamente. 2) Parar la línea de producción. 3) Encontrar la causa Raíz y eliminarla. Separación Hombre máquina: Generalmente en las fábricas o procesos de fabricación clásica, el operario cuida de las máquinas sin necesidad mientras estas hacen su trabajo, un ejemplo es el operario esperando que una máquina CNC termine su trabajo. Control de calidad en el puesto de trabajo: cada trabajador de la línea es responsable de la calidad de su trabajo, esto evita que los defectos pasen a través de los procesos siguientes los cuales agregan costos. Análisis de causa Raíz: El análisis de causa raíz es en sí un esfuerzo para que el problema nunca aparezca nuevamente, ¿el método más usado para este análisis es preguntarse 5 veces por qué?, de una forma estructurada y confirmado cada porque antes de pasar al siguiente, el resultado de esto es la razón generalmente escondida del problema y en este momento se puede pasar a diseñar un POKA YOKE. Poka-yoke (a prueba de errores) es un dispositivo destinado a evitar errores; algunos el cual garantiza la seguridad de la maquinaria ante los usuarios, proceso o procedimiento, en el cual se encuentren relacionados. “La causa de los errores están en los trabajadores y los defectos en las piezas fabricadas se producían por no corregir aquellos”. Con esta premisa solo quedan dos posibilidades: 1) Imposibilitar de algún modo el error humano; por ejemplo, Conectores USB, conectores de cargadores etc. 2) Resaltar el error cometido de tal manera que sea obvio para el que lo ha cometido.. 21.
(22) “Pensamiento a largo plazo” La compañía debe tener una visión hacia el cliente y vivirla, no basta con tenerla como un documento que difícilmente los empleados pueden recordar, uno de los síntomas evidentes de la falta de esta visión en los departamentos de la compañía es cuando aparece un problema en un departamento A y el personal del departamento B no se interesa por este. También se debe adoptar una estrategia firme y clara que sea conocida por cada empleado de la compañía, y aplicar métodos de gerencia como Hoshin Kanri para alinear a los empleados en una meta común. “Flexibilidad” La flexibilidad de una línea de fabricación está íntimamente ligada con el tiempo de alistamiento de máquinas (Set-Up) en cuanto a producción se refiere, por tal motivo los sistemas como SMED, deben ser ampliamente practicados y darles una importancia de alto nivel en las actividades de mejora.5 ¿Lean Manufacturing o automatización? Generalmente se tiende a creer que estas dos formas de mejora son excluyentes, sin embargo, en un proceso de mejora lo que se debe hacer es primero eliminar los desperdicios del proceso, para no automatizarlos, y elevar la eficiencia del proceso con inversiones muy bajas, luego cuando el sistema alcance una eficiencia elevada y sea difícil mejorarlo se puede recurrir a inversiones.6 SMED Es una metodología de mejora de procesos, la aplicación más común es en la reducción de tiempos de alistamiento en máquinas (cambios de molde, troquel, etc.), esto no significa que sea su única utilidad, también pueden usarse variantes de la técnica para análisis de otras actividades como alistamiento de equipos de mantenimiento que se van a campo a trabajar entre otros.7 ¿Qué es VSM? VSM es una técnica gráfica que permite visualizar todo un proceso, permite detallar y entender completamente el flujo tanto de información como de materiales necesarios para que un producto o servicio llegue al cliente, con esta técnica se identifican las actividades que no agregan valor al proceso para posteriormente iniciar las actividades necesarias para eliminarlas.. 5. http://leansolutions.co/conceptos-lean/lean-manufacturing/ http://leansolutions.co/conceptos-lean/lean-manufacturing/ 7 http://leansolutions.co/conceptos-lean/lean-manufacturing/smed-single-minute-exchange-of-die/ 6. 22.
(23) VSM es una de las técnicas más utilizadas para establecer planes de mejora siendo muy precisa debido a que enfoca las mejoras en el punto del proceso del cual se obtienen los mejores resultados.8 ¿Qué es Six Sigma? SIX SIGMA es una metodología de mejora de procesos creada en Motorola por el ingeniero Bill Smith en la década de los 80, esta metodología está centrada en la reducción de la variación o dispersión, consiguiendo reducir o eliminar los defectos o fallos en la entrega de un producto o servicio al cliente, la meta de SIX SIGMA es llegar a un máximo de 3,4 defectos por millón de eventos u oportunidades (DPMO), entendiéndose como defecto cualquier evento en que un producto o servicio no logra cumplir los requisitos del cliente. Sigma (σ) es una letra del alfabeto griego, se usa generalmente para representar la desviación estándar (unidad estadística de medición), representa la variación o dispersión de un conjunto de datos.9 KAIZEN El objetivo de la Mejora Continua (Kaizen) se basa en eliminar los desperdicios (actividades innecesarias) y las operaciones que no le agregan valor al producto o a los procesos. Toyota define el desperdicio como: “cualquier otra cosa que no sea el mínimo de equipo, materiales, componentes y tiempo de trabajo absolutamente esencial para la producción”. Para nosotros todas las operaciones que generan valor añadido son aquellas por las que el cliente final está dispuesto a pagar. Por tanto, se busca potenciar las operaciones de valor añadido y reducir el desperdicio. A través de un sistema de Mejora Continua vamos a combatir dicho desperdicio, aplicando la metodología Kaizen. En los procesos tradicionales se incrementa el valor añadido mediante inversiones en personal, equipos, tecnología, etc., lo que conlleva en muchas ocasiones que también se incrementen las actividades que no agregan valor. Con la Mejora Continua, se incrementa el valor añadido de tus operaciones eliminando desperdicios con los recursos existentes.10. 8. http://leansolutions.co/conceptos-lean/lean-manufacturing/vsm-value-stream-mapping/ http://leansolutions.co/conceptos-lean/que-es-six-sigma/ 10 https://www.progressalean.com/kaizen-mejora-continua/ 9. 23.
(24) TPM Es una filosofía de mantenimiento cuyo objetivo es eliminar las pérdidas en producción debidas al estado de los equipos, o, en otras palabras, mantener los equipos en disposición para producir a su capacidad máxima productos de la calidad esperada, sin paradas no programadas. Esto supone: • • • •. Cero averías Cero tiempos muertos Cero defectos achacables a un mal estado de los equipos Sin pérdidas de rendimiento o de capacidad productiva debidos a estos de los equipos11. 4.2 MARCO REFERENCIAL Trabajo de grado: Análisis de las herramientas Lean Manufacturing para la eliminación de desperdicios en las Pymes Autores: Yenny Alejandra Aguirre Alvarez Año: 2014 RESUMEN La presente tesis consiste en analizar las herramientas Lean Manufacturing para la eliminación de desperdicios en las Pymes con el fin de mejorar su productividad. Del estado del arte se logra evidenciar cómo la teoría Lean Manufacturing se encuentra presente en las estrategias organizacionales como metodología para la solución de problemas, de cara a la eliminación de desperdicios principalmente en el eslabón de producción de la cadena de suministro. Se logra posteriormente, la caracterización de las Pymes, destacando de ellas los aportes que representan para la producción y el impacto sobre la economía del país; aspectos que permiten identificar oportunidad de análisis para potencializar su participación industrial por medio de procesos mejorados desde la productividad. Con esto se logra enmarcar el caso de una Microempresa de dulces de leche, obteniendo como resultados la recreación de tres escenarios, correspondientes a las tres herramientas Lean Manufacturing de estudio TOC, Andon y TPM, por medio de la simulación en el software SIMUL 8 y el diseño de un plan experimental 2k. Se concluye que la aplicación de las herramientas Lean Manufacturing para la eliminación de desperdicios, en este caso tiempos de espera, defectos y eficiencia de la mano de obra, en el eslabón productivo de la cadena de suministro, fueron mayores cuando se combinaban las herramientas Lean, que cuando eran aplicadas de manera independiente. De esta manera, el texto explica como problemática central el uso de las herramientas Lean Manufacturing, como objeto para incrementar la 11. http://www.mantenimientopetroquimica.com/tpm.html 24.
(25) productividad, en este caso medido por las unidades producidas al final de la línea de la cadena de suministro de las Pymes, con base en la eliminación de desperdicios, registrando cómo la combinación de estas herramientas en los procesos productivos resulta ser más significativa para la variable respuesta que realizar la aplicación de las herramientas de manera individual.12 Trabajo de grado: Implementación de herramientas de Lean Manufacturing en el área de Control de Calidad de la empresa Maderas Arauco. Autores: Karen Andrea Muñoz Reyes Año: 2017 RESUMEN El presente trabajo se desarrolló en la Empresa Maderas Arauco, Planta San José de la Mariquina, ubicado en la ruta 5 Sur Km 781. En el área de Control Calidad del Aserradero. Actualmente, la empresa se encuentra implementando el proyecto Operación Impecable, con el cual se pretende implementar en todas las plantas de Arauco en el país el método de Lean Manufacturing, entre las herramientas más utilizadas, se destacan, 5S, SMED y TPM, con las cuales se pretende disminuir desperdicios y la vez mejorar los indicadores que se manejan en las áreas como son: los tiempos muertos, el rendimiento y el factor de uso. En el área de Calidad no se han implementado técnicas de Lean Manufacturing hasta el momento, por lo que con este trabajo se busca dar solución a los problemas detectados en el área como son: el aumento de los rechazos por transferencias y de la planta en las áreas verde y seco, las cuales presentan un aumento en la época de verano, la cual corresponde a la época de vacaciones. Mediante el uso de herramientas Lean, las cuales tienen por objetivo disminuir los desperdicios y mejorar la gestión del área. En primer lugar, se determinó la situación actual del área de Calidad, mediante el análisis de los datos históricos del área, como son: la cantidad de rechazos y sus causas, además de identificar las actividades que son realizadas por los inspectores y como éstas son realizadas, mediante una observación en terreno. Además de determinar los tiempos dispuestos para cada actividad y determinar los puntos críticos a tratar en el área. Con el fin de, posteriormente, identificar los desperdicios de las inspecciones observadas y estudiadas. Luego de eso, se establecieron las herramientas de Lean Manufacturing que fueron utilizadas mediante la detección de los desperdicios presentes en el área, las cuales representan actividades que no generan valor para la empresa. Para posteriormente generar y desarrollar una propuesta de mejora mediante la aplicación de las herramientas de Lean Manufacturing seleccionadas anteriormente, las cuales corresponden a las más adecuadas de acuerdo con la situación actual de la empresa y del desperdicio a eliminar. Finalmente, con la propuesta ya implementada en el área, se diseñaron estándares en las áreas intervenidas con el 12. http://bdigital.unal.edu.co/48916/1/43975876.2015.pdf 25.
(26) fin de mantener controlada la generación de desperdicios del área y ver la situación de las soluciones que fueron efectuadas. Para luego presentar ante todo el personal del área de Calidad y mejora continua de la planta Valdivia los resultados obtenidos y los métodos utilizados en la implementación de cada propuesta desarrollada.13. 13. http://cybertesis.uach.cl/tesis/uach/2017/bpmm971i/doc/bpmm971i.pdf 26.
(27) 5. DISEÑO METODOLOGICO. Es una investigación aplicada a dos procesos productivos, automatizado y semiautomatizado, del tipo cuantitativo y experimental, datos tomados por medio de contadores puestos en las programaciones de cada una de las estaciones en el proceso automatizado y los dos cronometristas del proceso semi-automatizado, tales datos fueron graficados empleando el software MINITAB y Excel. La extensión del estudio fue determinística logrando mejorar la productividad de ambos procesos. Las técnicas de recolección de información para este informe fueron por observación en los dos procesos productivos, utilizando anotaciones, registros sonoros y audiovisuales.. 27.
(28) 6. RESULTADOS. Se creó una empresa denominada CILINDROS COMPANY S.A.S dedicada a la fabricación y comercialización de cilindros neumáticos de 4 tipos de referencias: Tabla 1. Referencias de cilindros, piezas y medidas REFERENCIA 21 22 23 24. COLOR Rojo Plateado Negro Negro. MEDIDAS 10 10 10 8. PIEZAS Embolo Empaque Resorte Tapa Racor. Fuente: Autores. Ilustración 1. Cilindros. Fuente: Autores. La empresa contaba con una planeación estratégica conformada por misión, visión y valores. 6.1 MISIÓN CILINDROS COMPANY S.A.S es una empresa huilense dedicada al diseño, fabricación y comercialización de cilindros neumáticos orientada a la innovación y mejora continua de sus procesos.. 6.2 VISIÓN CILINDROS COMPANY S.A.S espera para el 2025 ser una empresa reconocida a nivel nacional por la calidad de sus productos y sus buenas prácticas de manufactura con enfoque en la filosofía Lean Manufacturing.. 28.
(29) 6.3 VALORES • • • • • • •. Respeto Compromiso Puntualidad Disciplina Honestidad Sentido de pertenencia Responsabilidad social y ambiental. Y desarrollaba sus procesos a través de dos tipos de producciones, automatizada y semi-automatizada con el fin de cumplir la meta de 60 cilindros en 45 minutos.. 6.4 PROCESO DE PRODUCCION AUTOMATIZADO Se llevó a cabo la producción automatizada, empleada a través de una planta didáctica o sistema MPS FESTO, el cual consta de 4 estaciones que fueron asignadas por grupos con el fin de que las programaran para luego comunicarlas. Ilustración 2. Planta didáctica FESTO. Fuente: Autores. El orden de las estaciones que hacen parte de este sistema es:. 29.
(30) Tabla 2. Estaciones FESTO ESTACIONES DE LA PLANTA DIDACTICA FESTO Distribución Ensambladora Prensa con musculo neumático Clasificación. ORDEN DE LAS ESTACIONES 1 2 3 4 Fuente: Autores. En este informe se explicará el desarrollo de la programación en la estación 4 clasificaciones, los subequipos que la conforman, los sensores, y las herramientas empleadas durante el diseño y comunicación. Ilustración 3. Estación 4 clasificación. Fuente: Autores. 6.4.1 Subequipos de la Estación Clasificación Tabla 3. Subequipos estación clasificación SUB-EQUIPOS MAQUINA DIDACTICA DE FESTO ESTACION 4: CLASIFICACIÓN Nombre del sube quipo Descripción La placa perfilada en aluminio anodizado forma la base de todos Placa perfilada de los equipos de formación de Festo aluminio Didactic. Todos los componentes se fijan de forma segura en las ranuras de la placa perfilada.. 30. Imagen.
(31) Continuación Tabla 3 Juego de raíles de guía, clasificación. Consistente en 2 perfiles laterales, 4 soportes de raíl de guía y 4 tapas finales del raíl de guía y 1 deflector. Limitador de corriente de arranque. El limitador de corriente de arranque contiene un relé y un circuito limitador electrónico de corriente de arranque. Puede montarse en un raíl DIN. La conexión eléctrica se hace por medio de terminales atornillados.. Módulo de rampa. Estación de Manipulación, estación de Clasificación. La rampa viene completa con un soporte para montaje en la placa perfilada. Sensor de reflexión directa. El sensor de reflexión directa consta de un sensor con cable y una escuadra de fijación para el conductor de fibra óptica y un perfil/panel de prácticas perfilado. En dos ejecuciones. El conductor de fibra óptica tiene un retenedor con elementos de fijación para un perfil de barrera de seguridad y se fija en taladros roscados M6 u orificios de paso.. Módulo de tope. Para montaje en raíl de guía (transportador o rampa) Completo con un cilindro de carrera corta de simple efecto y accesorios de montaje.. Abrazaderas de cable. Con tornillo fijación a la placa perfilada.. Módulo derivador, neumático. Para montar en un transportador. Completo, con cilindro de doble efecto de carrera corta, dos sensores para detección de posiciones finales y accesorios de montaje.. Uniones de placas perfiladas. Para unir dos placas perfiladas (por ejemplo, al combinar dos estaciones MPS® para formar un sistema). Método de montaje: Bulón con. 31.
(32) cabeza giratoria y tuerca M6 de cabeza de martillo. Sistema de montaje para equipamiento eléctrico. 2 canaletas de cable de 340 mm y raíl DIN de 340mm, con accesorios de montaje para fijarlo a la placa perfilada.. Módulo transportador. Transportador para montaje en placa perfilada o pie perfilado, completo con motor DC. Para el transporte de piezas de 40 mm de diámetro o para el transporte de porta piezas.. Sensor de retroreflexión. El sensor óptico y el reflector vienen completos con escuadras para montaje en un perfil o placa perfilada.. Sensor inductivo. Estación de Clasificación, sección Pulmón. El sensor inductivo viene completo con soporte para montaje en el perfil del raíl de guía de un transportador o una rampa.. Terminales de válvulas. Indicación mediante LEDs Accionamiento manual auxiliar de las válvulas Clase de protección hasta IP65 Clase de protección IP65 en combinación con multipolo neumático para el montaje en armario de maniobra. 14. 6.4.2 Sensores • • •. Sensor de reflexión directa. Sensor inductivo Sensor de retroreflexión. 14. https://www.festo-didactic.com/es-es/productos/mps-sistema-de-produccionmodular/estaciones/estacion-de-clasificacion final.htm?fbid=ZXMuZXMuNTQ3LjE0LjE4LjYwNi4zOTQ4 32.
(33) 6.4.3 Movimientos de la Estación 3 Clasificación • • • •. El cilindro ensamblado proveniente de la estación prensa con musculo neumático, es detectado por lo sensor de reflexión directa. El sensor inductivo antes del módulo tope detecta las características de la pieza, es decir el color. Después Los desviadores clasificadores permiten dirigir las piezas a las rampas adecuadas. Finalmente, el sensor de retroreflexión detecta el nivel de llenado de las rampas para poder dejarlas avanzar.. Tabla 4. Actividades e intentos de programación y comunicación ACTIVIDADES Diseñando la programación Implementando el maestro y el esclavo Comunicando las estaciones hasta que el sistema logró funcionar Fuente: Autores. INTENTOS 15. TIEMPO DE PROGRAMACIÓN 7 horas (420 min). 1. 25 min. 2. 15 minutos. Gráfico 1. Actividades e intentos de programación y comunicación. Fuente: Autores. 6.4.4 Análisis De La Gráfica Intentos Con Respecto Al Tiempo La programación de la estación tuvo un tiempo elevado debido a la falta de conocimiento tanto en los movimientos del sistema, como en los sensores que la conforman, al momento de detectarlos no cumplía la función, no reconocía el color 33.
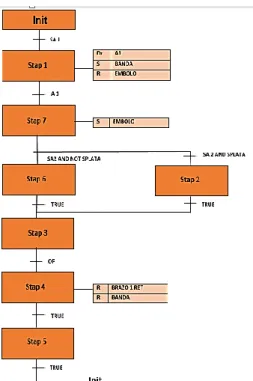
(34) o la dimensión del cilindro. Para la incorporación del maestro y el esclavo no tomo mucho tiempo puesto que el desarrollo se iba haciendo acompañado de instructor. Por último, la comunicación solo fueron 2 intentos llevados a cabo en 15 minutos hasta encontrar el flujo continuo del proceso.. 6.4.5 Sombra Digital Proyección de algo físico en representación digital en este caso de la estación 4 Clasificación en el programa CoDeSys Versión 3.5 Ilustración 4. La estación clasificación en forma digital.. Fuente: Autores. 6.4.6 SCADA Ilustración 5. Diagrama de GRAFCET estación 4 El diagrama GRAFCET reemplaza la programación puesto que describe todos los pasos y movimientos que realiza la esatcion 4 clasificación incluidos sensores.. 34.
(35) Fuente: los auto. Fuente: Autores. 6.4.6 Gemelo Digital Son los datos que le proporcionaron los sensores al programa realizado, tales datos fueron subidos a la nube.. 6.4.7 La Nube Para las programaciones, se realizaron en grupos a los cuales les asignaron una de las 4 estaciones, al realizar la comunicación, estas arrojaron tiempos de 34,25s por cada cilindro, producir los 60 cilindros llevó un tiempo de: Tabla 5. Datos del proceso automatizado-SIX SIGMA Tiempo por cilindro. Tiempo total 60 cilindros. 34,25 s 34,25 min Fuente: Autores. Estación distribución 5,25 s. Tiempos Estación Estación prensa con ensambladora musculo neumático 14 s 11 s. 35. Estación clasificación 4s.
(36) Tabla 6. Cilindros fabricados y tiempos de producción TIEMPO DE PRODUCCIÓN (min) 34,25. CILINDRO 60 Fuente: Autores. Estos datos fueron llevados al programa MINITAB para ser graficados con el fin de conocer el nivel Z en el que se encuentra la producción automatizada. Tabla 7. Estadísticos descriptivos proceso automatizado. Variable. N. N*. Media. Error estándar de la media. Tiempos. 60. 0. 34,25. 0,0737. Desv.Es t.. Mínimo. Q1. Mediana. Q3. Máximo. 0,571. 34. 34. 34. 34. 36. Fuente: Autores. Gráfico 2. Six sigma-nivel Z proceso automatizado. Fuente: Autores. 6.4.8 Análisis Gráfica Sigma- Proceso Productivo Automatizado El nivel z del proceso automatizado fue de 5,01 y PPM 16806,63 estando dentro del objetivo y teniendo un balance de tiempo óptimo.. 36.
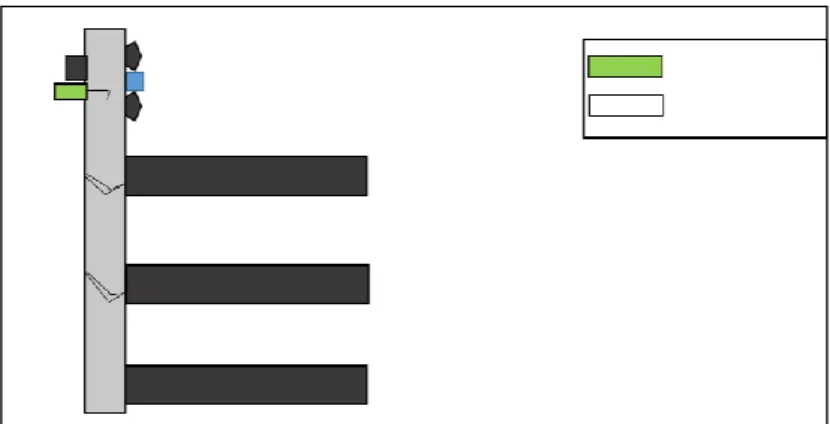
(37) 6.4.10 TPM- Mantenimiento total productivo Tabla 8. TPM-proceso automatizado ACTIVIDADES A REALIZAR EN LA ESTACIÓN 2 ENSAMBLADORA Mantenimiento autónomo Realización de mantenimientos: predictivos, de calidad y planificado. Actualización de los mantenimientos realizados en la estación ensambladora Fuente: Autores. MANTENIMIENTO. FRECUENCIA. ENCARGADO. X. Por horas de trabajo. Operario. X. Mensual. Técnico. X. Mensual. Técnico. 6.5 PROCESO DE PRODUCCION SEMI-AUTOMATIZADO El proceso semi-automatizado dependía de una serie de procedimientos que involucraban conocimientos en áreas como: almacén, finanzas, calidad, producción, talento humano, gerencia, inversión. Para llevar a cabo este proceso se empleó dos tipos de máquinas: prensa troqueladora y Testeo Ilustración 6. Maquinas prensa troqueladora y testeo. Fuente: Autores. Las maquinas tenían como función realizar la perforación en las tapas y se verificaba el sellado de cada cilindro.. 37.
(38) En este proceso productivo se realizaron 3 ciclos con el fin de cumplir la meta de los 60 cilindros en 45 minutos.. 6.5.1 Primer Ciclo de Producción Se establecieron cargos donde cada uno tenía una función específica y debía de trabajar en equipo para alcanzar el flujo continuo del proceso. 1. El gerente y jefe de producción debía de explicarle a los demás operarios las tareas a realizar, eso involucraba el manejo de herramientas, máquinas y formatos. 2. El gerente y jefe de producción debían desarrollar estrategias para alcanzar la meta de fabricación establecida 3. Los operarios debían realizar distribución de planta según las áreas formadas dentro de proceso. Siendo así, los cargos internos y externos quedaron de la siguiente manera: Tabla 9. Cargos ciclo 1 CARGOS. INTERNO. Gerente Jefe de producción Producción Ensamble 1 Ensamble 2 Ensamble 3 Almacén Operarios de la maquina prensa troqueladora Talento humano Mantenimiento Operario de la maquina Testeo Calidad Reproceso Finanzas Cronometristas Asesor comercial Inversionistas Proveedores Clientes Expedición y etiquetado Fuente: Autores. EXTERNO. X X X X X X X X X X X X X X X X X X X X. NUMERO DE OPERARIOS 1 1 1 1 1 1 2 2 1 1 1 1 1 1 1 1 1 2 2 2. Después de tener lista las actividades, se procedió a realizar la primera distribución de planta 38.
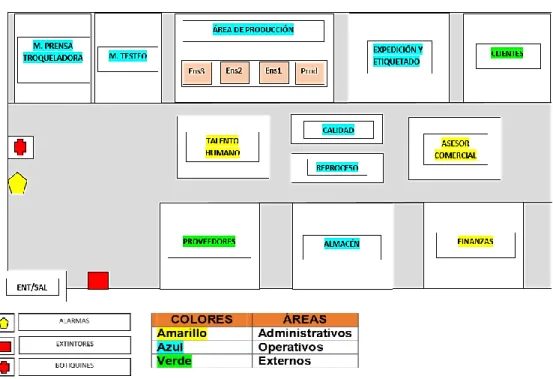
(39) Ilustración 7. Distribución de planta ciclo 1. Fuente: Autores. Se realizó una distribución de planta en “E” sin tener en cuenta procedimientos que dependían entre sí, lo que provocó caos al momento de dar inicio al ciclo.. 6.5.2 Análisis del Ciclo 1 en el Proceso Semi-Automatizado Dentro de las falencias en este primer ciclo están: 1. Los operarios no se apegaron a la planeación estratégica de la empresa, no tenían compromiso, una cultura organizacional 2. El jefe de producción no tomo buenas decisiones frente a la producción, la mayoría del tiempo dejaba que los operarios realizaran sus actividades por separado no cumpliendo con el trabajo en equipo. 3. Hubo duplicidad de funciones entre el operario de talento humano y el jefe de producción debido a que ambos daban indicaciones diferentes a los trabajadores de expedición y etiquetado lo que causo confusión al momento de llevar a cabo sus actividades. 4. Los proveedores no entregaban las piezas correctas a la empresa CILINDROS COMPANY S.A.S lo que provocó caos en el área de almacén puesto que no podían abastecer a los operarios de producción 5. Los operarios de prensa troqueladora tardaban en llevar a las tapas a ensamble 2 por el cambio de broca de las referencias 21, 22, 23 a la 24 39.
(40) 6. Las maquinas empleadas en el proceso compartían presión a través de una manguera, cuando se cerraba la presión al momento de hacer cambios de formato en la maquina prensa troqueladora, la maquina testeo dejaba funcionar, lo anterior causaba que el operario no pudiera verificar el sellado de los cilindros. Tabla 10. Resultados ciclo 1. Fuente: Autores. Cuando se terminó el ciclo 1, se procedió a preguntar a cada trabajador el nivel de estrés en el que se encontraban mientras desarrollaban sus actividades. Tabla 11. Niveles de estrés-ciclo 1. X X X X X X X. NUMERO DE OPERARIOS 1 1 1 1 1 1 2. NIVEL DE ESTRÉS 10 10 4 3 3 3 10. X. 2. 5. X X. 1 1. 5 3. X. 1. 9. X X X X. 1 1 1 1. 6 6 10 7. CARGOS. INTERNO. Gerente Jefe de producción Producción Ensamble 1 Ensamble 2 Ensamble 3 Almacén Operarios de la maquina prensa troqueladora Talento humano Mantenimiento Operario de la maquina Testeo Calidad Reproceso Finanzas Cronometristas. EXTERNO. 40.
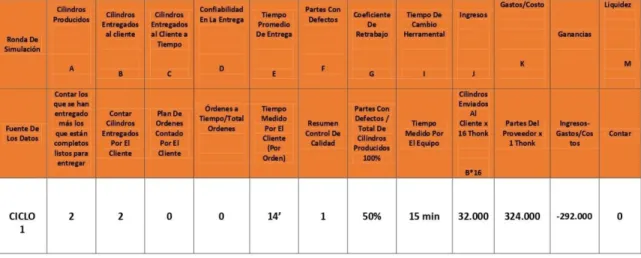
(41) Asesor comercial Inversionistas Proveedores Clientes Expedición y etiquetado Fuente: Autores. X X X X X. 1 1 2 2 2. 10 4 10 5 6. Gráfico 3. Niveles de estrés-ciclo1. Fuente: Autores. 6.5.3. Análisis Gráfica sobre Niveles de Estrés-Ciclo 1 • •. Los operarios de gerencia, jefe de producción, almacén, testeo, finanzas asesor comercial tienen un nivel de estrés más alto frente a los demás cargos. Los proveedores tuvieron un nivel alto de estrés debido al descontrol en las piezas a entregar a la empresa CILINDROS COMPANY S.A.S. Después de finalizado el ciclo 1 el siguiente paso de mapear el proceso con el fin de identificar flujo de material, desperdicios, sistemas de producción, cargos y distribución de planta.. 6.5.4. VSM Ilustración 8. Mapeo ciclo 1. 41.
(42) Fuente: Autores. Después de conocido los procesos desarrollados durante el ciclo 1, se calculó el nivel Z en el que se encontró por medio de un software denominado MINITAB empleado una gráfica la cual arrojó: Tabla 12. Six sigma-ciclo 1 N° CILINDRO 1 2 Fuente: Autores. REFERENCIA 22 24. TIEMPO 14 16. Tabla 13. Estadísticos descriptivos proceso semi-automatizado ciclo 1. Variable. N. N*. Media. Error estándar de la media. Tiempos. 2. 0. 15,00. 1,00. Desv.E st.. Mínimo. Q1. Mediana. Q3. Máximo. 1,41. 14,00. *. 15,00. *. 16,00. Fuente: Autores. 42.
(43) Gráfico 4. Six sigma proceso semi-automatizado ciclo 1. Fuente: Autores. 6.5.4. Análisis Gráfica Six Sigma Proceso Semi-Automatizado Ciclo 1 El nivel sigma de este primer ciclo este en 0,05 y defectos de 479500,12. Dos datos que se salen de los límites y que no abarcan el objetivo indicado.. 6.5.5. Segundo Ciclo de Producción Para el ciclo 2 los operarios tomaron estrategias de producción incorporando otra herramienta Lean manufacturing la cual es utilizada para conocer el tiempo que tarde la fabricación de cada cilindro neumático. 6.5.7 TAKT TIME. 𝐓𝐀𝐊𝐓 𝐓𝐈𝐌𝐄 =. 𝐭𝐢𝐞𝐦𝐩𝐨 𝐝𝐞 𝐩𝐫𝐨𝐝𝐮𝐜𝐜𝐢ó𝐧 𝟒𝟓 𝒎𝒊𝒏 × 𝟔𝟎𝒔 = = 𝟒𝟓𝒔/𝒖𝒏𝒅 𝐜𝐚𝐧𝐭𝐢𝐝𝐚𝐝 𝐭𝐨𝐭𝐚𝐥 𝐫𝐞𝐪𝐮𝐞𝐫𝐢𝐝𝐚 𝟔𝟎 𝒖𝒏𝒅. Fuente: Autores. Tabla 14. Cargos ciclo 2 CARGOS. INTERNO. Gerente. X. EXTERNO. 43. NUMERO DE OPERARIOS 1.
(44) Jefe de producción Producción Ensamble 1 Ensamble 2 Ensamble 3 Almacén Operarios de la maquina prensa troqueladora Mantenimiento Operario de la maquina Testeo Calidad Finanzas Cronometristas Asesor comercial Inversionistas Proveedores Clientes Expedición y etiquetado Fuente: Autores. X X X X X X. 1 1 1 1 1 2. X. 2. X. 1. X. 1. X X X X X. 1 2 1 1 1 3 2. X X X. 2. La tabla de cargos se volvió a colocar debido a que se retiraron los cargos de reproceso y talento humano. Con el fin de potencializar la capacidad de las personas vinculadas a el proceso, se optó porque escogieran el área donde se sintieran cómodos y así evitar demoras que perjudicaran la producción. Ilustración 9. Distribución de planta ciclo 2. Fuente: Autores. 44.
(45) Fuente: Autores. La distribución de planta nueva fue desarrollada en “C” dejando las áreas que dependen entre sí, más cerca, cumpliendo con el flujo continuo del proceso.. 6.5.8. Hojas de Proveedor Tabla 15. Hoja de proveedor 1 ELEMENTO Base roja Base metal Base negra Tapa azul Embolo x 19mm Embolo x 15mm Embolo x 15mm hueco o-ring x 15mm o-ring x 13mm Resorte Racor M5 Ficha técnica N°21 Ficha técnica N°22 Ficha técnica N°23 Ficha técnica N°24 Bolsa plástica. CANTIDAD 5 5 10 20 10 5 5 10 10 20 20 5 5 5 5 20. Totales Fuente: Autores. TOTAL. 160. VALOR TOTAL $5.000 $5.000 $10.000 $20.000 $10.000 $5.000 $5.000 $10.000 $10.000 $20.000 $20.000 $5.000 $5.000 $5.000 $5.000 $20.000 $160.000. Tabla 16. Hoja de proveedor 2 ELEMENTO Base roja Base metal Base negra Tapa azul Embolo x 19mm Embolo x 15mm Embolo x 15mm hueco o-ring x 15mm o-ring x 13mm Resorte. CANTIDAD. TOTAL. VALOR TOTAL. 3. $3.000. 3 3. $3.000 $3.000. 3. $3.000. 3. $3.000. 45.
(46) Racor M5 Ficha técnica N°21 Ficha técnica N°22 Ficha técnica N°23 Ficha técnica N°24 Bolsa plástica Totales Fuente: Autores. 3. $3.000. 3. $3.000. 3 24. $3.000 $24.000. Tabla 17. Hoja de proveedor 3 ELEMENTO Base roja Base metal Base negra Tapa azul Embolo x 19mm Embolo x 15mm Embolo x 15mm hueco o-ring x 15mm o-ring x 13mm Resorte Racor M5 Ficha técnica N°21 Ficha técnica N°22 Ficha técnica N°23 Ficha técnica N°24 Bolsa plástica Totales Fuente: Autores. CANTIDAD. TOTAL. VALOR TOTAL. 4 4. $4.000 $4.000. 4. $4.000. 4 4 4. $4.000 $4.000 $4.000. 4 4 32. $4.000 $4.000 $32.000. 6.5.9. Análisis del Ciclo 2 La deficiencia presentada en este ciclo fue por la perforación defectuosa de los cuerpos de los cilindros, puesto en la mayoría no se lograba enroscar el racor. Y las maquinas prensa troquelado y testeo seguían presentando la misma falla por la manguera compartida para la presión.. 46.
(47) Tabla 18. Resultados ciclo 2. Fuente: Autores. Tabla 19. Niveles de estrés-ciclo2 CARGOS Gerente Jefe de producción Producción Ensamble 1 Ensamble 2 Ensamble 3 Almacén Operarios de la maquina prensa troqueladora Mantenimiento Operario de la maquina Testeo Calidad Finanzas Cronometristas Asesor comercial Inversionistas Proveedores Clientes Expedición y etiquetado Fuente: Autores. X X X X X X X. NUMERO DE OPERARIOS 1 1 1 1 1 1 2. NIVELES DE ESTRÉS 10 10 4 5 5 6 8. X. 2. 6. X. 1. 3. X. 1. 5. X X X X X. 1 2 1 1 1 3 2 2. 6 10 4 10 3 4 10 6. INTERNO. EXTERNO. X X X. 47.
(48) Gráfico 5. Niveles de estrés-ciclo2. Fuente: Autores. 6.5.10 Análisis Gráfica Niveles de Estrés-Ciclo 2 • •. Los operarios de gerencia, jefe de producción, almacén, finanzas asesor comercial siguieron presentando altos niveles de estrés. Los clientes, aunque no forman parte de un cargo como tal, son importantes puesto que son la base por la que se realiza la fabricación de los cilindros tuvieron un nivel de estrés alto, por el incumplimiento con los pedidos en el tiempo por medio de la formula TAKT TIME. Ilustración 10. Mapeo ciclo 2. Fuente: Autores 48.
(49) Se realizó este segundo mapeo para poder organizar mejor todo en el ciclo 3, en el cual el proceso deberá cumplir con los requisitos no solo del cliente sino también de la organización. En el tercer ciclo se deberán aplicar otras herramientas lean que ayuden a optimizar el proceso Tabla 20. Six sigma-ciclo 2 CANTIDAD DE CILINDRO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42. REFERENCIA DE CILINDRO 24 24 24 24 24 23 23 22 21 23 22 23 21 21 22 21 23 21 21 22 23 24 24 24 24 24 24 23 23 22 21 23 22 22 23 21 23 23 22 23 23 22. 49. TIEMPO (s) 75 86 95 70 68 89 72 72 71 87 86 73 80 76 83 67 76 64 75 77 66 90 79 68 77 92 68 86 67 68 87 73 67 73 93 78 67 86 87 75 68 60.
(50) Continuación Tabla 20 43 44 45 46 47 47 48 50 51 52 53 54 55 56 57 58 59 Fuente: Autores. 21 21 23 23 22 21 23 22 22 23 23 23 21 21 22 21 23. 84 77 76 65 67 83 66 87 76 90 65 57 84 78 82 75 71. Tabla 21. Estadísticos descriptivos proceso semi-automatizado ciclo 2. Variable. N. N *. TIEMPO. 59. 0. Media. Error estánda r de la media. Desv.Est .. Mínimo. Q1. Mediana. Q3. Máxim o. 0,7627. 0,0117. 0,0902. 0,5700. 0,6800. 0,7600. 0,8400. 0,9500. Fuente: Autores. Gráfico 6. Nivel sigma proceso semi-automatizado ciclo 2. Fuente: Autores. 50.
(51) 6.5.11. Análisis de la Gráfica SIX SIGMA El nivel Z del ciclo fue de 1,81 y PPM en 35303,10 alcanzando un poco el objetivo, pero pasando los limites inferiores y superiores. En este no se obtuvo un nivel sigma alto debido al no cumplimiento con el tiempo de fabricación por cada cilindro.. 6.5.12. Tercer Ciclo de Producción Aunque en el segundo ciclo la meta fue casi alcanzada, de todas maneras, no fue un proceso productivo y optimizado. Los operarios no tenían definido cuentos cilindros debían fabricar según la referencia, todo se lleva a cabo por el pedido del cliente, pero no había un control, es por tanto que se implementó otra herramienta Lean en este caso KANBAN la cual cumple con esa función.. 6.5.13 Kanban Tabla 22. División de los cilindros a fabricar REFERENCIAS CILINDROS 21 22 23 24 Fuente: Autores. CANTIDAD CILINDROS 15 15 15 15. Tabla 23. KANBAN NIVELAR 21 22 23 24 Fuente: Autores. 1 3 3 3 3. 2 3 3 3 3. 3 3 3 3 3. 51. 4 3 3 3 3. 5 3 3 3 3.
(52) 6.5.14 5´S Tabla 24. 5´s SEIRI Clasificar. En procedimientos administrativos y operativos. SEITON Ordenar. SEISO Limpiar. SEIKETSU Estandarizar. Las áreas según las funciones que realicen. Todas las áreas de trabajo, durante y después de desarrolladas. Realizar una matriz donde se visualice las áreas, actividades que desarrollan y limpieza. SHITSUKE Disciplina Implementar la herramienta Kata para que los operarios se comprometan con la organización. Fuente: Autores. 6.5.15. Kaizen Otra herramienta a emplear es KAIZEN, en esta metodología se puede planear, hacer, verificar y actuar enfocada a la mejora de una falla, por consiguiente, se aplicará a dos áreas que presentaban deficiencias, donde básicamente se evidenciaba el cuello de botella. Ilustración 11. PHVA 1 Problema Almacén: diligenciamiento incorrecto de formatos Causas raíz-5 por qué? Porque no les habían explicado la forma correcta de llenarlos Porque los operarios no conocían los formatos Porque los trabajadores no estaban se encontraban capacitados para esa tarea Porque los operarios estaban confundidos. Porque no se habían presentado un plan de mejora que lo evitara. Fuente: Autores. Solución Capacitar a todos los trabajadores que pertenezcan a esa área con el fin de tener cero deficiencias y aumentar la productividad del proceso. K´PIS % de formatos deficientes #𝑑𝑒 𝑓𝑜𝑟𝑚𝑎𝑡𝑜𝑠 𝑐𝑜𝑛 𝑖𝑛𝑐𝑜𝑛𝑠𝑖𝑠𝑡𝑒𝑛𝑐𝑖𝑎𝑠 = × 100 # 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑓𝑜𝑟𝑚𝑎𝑡𝑜𝑠 𝑢𝑡𝑖𝑙𝑖𝑧𝑎𝑑𝑜𝑠 𝑒𝑛 𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 Seguimiento. Mensual. 52.
(53) 6.5.16 SMED Tabla 25. Eliminar pasos del cambio de broca maquina prensa troqueladora Análisis de Actividades Lugar y Fecha: 08/2019. Hoja No. Pasos del Proceso. 1 Retirar el vastago 2 Quitar tornillo de la baje troqueladora 3 Desconectar cables del sensor 4 Desconectar el cilindro del troquel 5 Retirar tornillo de la tapa frontal 4 6 Retirar tornillo de la tapa del troquel 7 Quitar el segue 8 Colocar matriz 9 Colocar matriz 2 10 Colocar el segue 2 11 Colocar punzon 12 apretar punzon 13 Enroscar tornillos de la base 14 Colocar la guarda 15 Enroscar los 4 tornillos de la guarda 16 Alineación de la torreta 17 Apretar sensor 18 Conectar sensor de presión 19 Conectar sensor laterales 20 Colocar bastago en posicion inicial. Min 1. 1. 1 1. Seg 30 20 20 50 5 40 9 50 42 11 14 11 42 15 12 15 5 14 54 3. Duración 1,20s. 1,05s. x x x x x x. x. 1,42s 1,12s. x x x x x x x. Se recomienda un asistente. I/E. Duración simplificación. No. Cambio de Ajustes. Unidad de Tiempo. Eliminacion. Análisis ECCS. interna. Duración Actual. 1. Externa. Maquina: Prensa troqueladora. combinación. Elaborado Por: EDINSON SÁENZ LOMBANA, JOSÉ ALBERTO LOSADA BERMÚDEZ, DIANA PATRICIA BARIAZA HURCAIRA. Área de producción. SI. NO x x x x x x x x x x x x x x x x x x x x. min. seg 16. 22 4 5 5. 3. Fuente: Autores. Se eliminaron 14 pasos de 20, con esto poder facilitar el manejo de la máquina, que no hayan demoras y que el proceso sea productivo.. 53.
(54) Tabla 26. Cargos ciclo 3 CARGOS Gerente Jefe de producción Producción Ensamble 1 Ensamble 2 Ensamble 3 Operarios de la maquina prensa troqueladora Mantenimiento Operario de la maquina Testeo Calidad Finanzas Cronometristas Asesor comercial Inversionistas Proveedores Clientes Expedición y etiquetado Fuente: Autores. X X X X X X. NUMERO DE OPERARIOS 1 1 1 1 1 1. X. 3. X X X X X X X. 1 1 1 2 2 1 1 3 2 2. INTERNO. EXTERNO. X X X. Ilustración 12. Distribución de Planta Ciclo 3. Fuente: Autores. 54.
(55) La nueva distribución de planta se hizo en “L” donde esta vez las áreas estaban más cerca, para que el flujo continuo del proceso no se fuera a detener por los movimientos innecesarios presentados en el ciclo 1 y 2.. 6.5.17 Análisis del Ciclo 3 En este último ciclo no se presentó ninguna falla, se dejaron los cargos que involucraban solo las áreas de producción, pero no se despidió a ningún operario, cada uno fue asignado a un nuevo cargo de los que quedaron. Tabla 27. Resultados Ciclo 3. Fuente: Autores. Tabla 28. Six Sigma Ciclo 3 CANTIDAD DE CILINDROS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19. REFERENCIA DE CILINDRO 21 21 21 22 22 22 23 23 23 24 24 24 21 21 21 22 22 22 23. 55. TIEMPO (s) 31 29 32 32 31 32 30 31 29 29 32 32 29 31 31 29 29 32 32.
(56) 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 47 48 50 51 52 53 54 55 56 57 58 59 60 Fuente: Autores. 23 23 24 24 24 21 21 21 22 22 22 23 23 23 24 24 24 21 21 21 22 22 22 23 23 23 24 24 24 21 21 21 22 22 22 23 23 23 24 24 24. 56. 29 32 32 30 31 31 29 30 29 29 29 29 31 30 31 31 29 29 30 32 32 30 32 29 32 30 29 30 31 30 32 30 31 30 29 29 31 30 32 29 29.
(57) Tabla 29. Estadísticos descriptivos proceso semi-automatizado ciclo 3. Variable. N. N*. Tiempos. 60. 0. Media. Error estándar de la media. Desv.Est.. Mínimo. Q1. Mediana. Q3. Máximo. 0,30383. 0,00154. 0,01195. 0,29. 0,30. 0,7600. 0,3175. 0,32. Fuente: Autores. Gráfico 7. Six sigma proceso semi-automatizado ciclo 3. Fuente: Autores. 6.5.18. Análisis Grafica SIX SIGMA- Ciclo 3 El nivel sigma del proceso semi-automatizado en el tercer ciclo fue de 4,31 y PPM 211375,36. En este tercer ciclo el nivel sigma se encuentra en el rango de buen rendimiento que tienen las empresas, donde su tiempo de fabricación fue menor al establecido generando un proceso eficiente y productivo.. 57.
(58) 6.5.19. TPM Tabla 30. TPM – Proceso Semi Automatizado ACTIVIDADES A REALIZAR EN LA MAQUINA TESTEO Mantenimiento autónomo Realización de mantenimientos: preventivo, correctivo y de calidad Actualización de los mantenimientos realizados en la maquina Fuente: Autores. MANTENIMIENTO. FRECUENCIA. ENCARGADO. X. Por horas de trabajo. Operario. X. Mensual. Técnico. X. Mensual. Técnico. 58.
(59) 7. CONCLUSIONES •. Se operaron una serie de herramientas para la programación de la estación clasificación: SCADA la cual fue fundamental en el desarrollo de la programación, no obstante, en el presente informe se reemplazará por el diagrama de GRAFCET compuesto por 7 pasos que describen las acciones del sistema y 3 sensores denominados: sensor de reflexión directa, sensor inductivo y sensor de retro reflexión. Sombra digital que fue la representación de la estación en forma virtual. Gemelo digital se usó para adquirir datos que los sensores le proporcionaban, en este caso tiempos de fabricación los cuales eran subidos a La nube, otra herramienta. Integración vertical fue la relación entre el proceso y la planta didáctica FESTO, por ultimo comunicación M2M la más importante, puesto se empleó con el fin de sincronizar las 4 estación y llevar a cabo la producción de cilindros neumáticos.. •. Se aplicaron las siguientes herramientas al proceso semi-automatizado, VSM logrando mapear todo el proceso del ciclo 1 y 2. SMED para eliminar actividades innecesarias al realizar cambio de broca, es por tanto que se dejaron 6 pasos de 20 que había al iniciar la producción. TAKT TIME con lo que se conoció el tiempo de fabricación de cada cilindro dando como resultado 45s. KANBAN fue vital para dividir la cantidad de cilindros a fabricar al igual que la cantidad de piezas para proporcionar en las áreas de producción del ciclo 3. KAIZEN con lo que se llegó a la causa-raíz del problema en almacén debido al diligenciamiento de formatos, indicando la falta de capacitación al operario, y 5´s donde se clasificó, ordenó, limpió, estandarizó y tomó disciplina en todas las áreas de trabajo.. •. Se evaluó los niveles Z de ambos procesos productivos, dando como resultado al proceso automatizado un nivel Z de 5,01 teniendo una variación mínima entre un tiempo y otro, específicamente de 2 segundos, presentando un buen rendimiento. En cambio, para el proceso semi-automatizado, el nivel Z del primer ciclo fue de 0,05 teniendo tiempos largos de fabricación donde iban desde 14 minutos a 16 minutos. Para el segundo ciclo el nivel Z aumentó, aunque se mantenía por debajo de 3 que es un nivel considerable manejado por varias empresas, teniendo como resultado 1,81 debido a que los tiempos de fabricación sobrepasaron el límite de 45 segundos por cilindro. En el último ciclo el nivel sigma fue de 4,31, aquí los tiempos fueron menores al estimado, evidenciando la mejora continua del sistema productivo semi-automatizado.. •. Se estableció la herramienta TPM para proponer soluciones en la falla de la maquina Testeo llevado a cabo por medio de un formato estipulando que tipos de mantenimientos se le puede implementar, quien lo debe realizar y cada cuánto. Los mantenimientos propuestos fueron, autónomo, preventivo, 59.
(60) correctivo y de calidad. A su vez se recomendó dejar archivado todo lo que se haga con el fin de llevar un seguimiento y control de lo realizado en la máquina.. 60.
(61) WEBGRAFIA. http://leansolutions.co/conceptos-lean/lean-manufacturing/ http://leansolutions.co/conceptos-lean/lean-manufacturing/smed-single-minuteexchange-of-die/ http://leansolutions.co/conceptos-lean/lean-manufacturing/vsm-value-streammapping/ http://leansolutions.co/conceptos-lean/que-es-six-sigma/ https://www.progressalean.com/kaizen-mejora-continua/ http://www.mantenimientopetroquimica.com/tpm.html http://bdigital.unal.edu.co/48916/1/43975876.2015.pdf http://cybertesis.uach.cl/tesis/uach/2017/bpmm971i/doc/bpmm971i.pdf. 61.
(62) ANEXOS. REALIZANDO EL DIAGRAMA DE GRAFCET. ENSAYANDO LA PROGRAMACION EN EL SISTEMA FESTO. PROCESO SEMI-AUTOMATIZADO CICLO 2. 62.
(63)
Figure



+7


Documento similar
En el instrumento se recopila toda la información necesaria para realizar el estudio pues es importante almacenar lo referente a los datos generales del discapacitado, las
Este trabajo consiste en la creación de un sistema automatizado para el proceso de catalogación de medias, teniendo como punto de partida la inexistencia de una solución
Facultad 2 – Universidad de las Ciencias Informáticas Página 174 Si la opción es Eliminar ir a la sección “De-..
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
Si se solicita modificar un personal médico, el sistema muestra un listado del personal médico existente en la bases datos, se selecciona al personal médico que
El Centro de Información de ETECSA constituye un sistema para gestionar la información interna y externa como puntos de partidas en la planificación y diseño de
como: ¿Qué sistema automatizado se requerirá para optimizar la gestión del proceso de reservaciones para salidas y visitas a centros culturales y recreativos que ofrece la
Implementar un trabajo basado en Lean Manufacturing para mejorar el proceso productivo de machimbrados en la Empresa Industrial Famesac SAC, Pachacamac – 2018..
