MEJORAMIENTO DE LOS PROCESOS DE
PRODUCCIÓN DE UNA EMPRESA DE PUBLICIDAD
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE
INGENIERO MECÁNICO ELECTRICISTA
ZENÓN ALFONSO ESPINOZA ROMANÍ
PROMOCIÓN 1994-11
LIMA-PERÚ
mi la constancia para lograr mis objetivos.
A Charo mi compañera en las buenas y en las malas, por tu comprensión y paciencia; sin tí no lo hubiera logrado
A mis adorados hijos Fonzi y Narda, ustedes son el motor que impulsa mis logros y dan sentido a mi vida.
A mis queridos hermanos que siempre confiaron en mí: Osear, Hilda, Vilma, Auristela, Mary, Mirela y José; los amo.
A todas las personas que de una manera ú otra contribuyeron a lograr esta meta, les quedo eternamente agradecido.
CAPÍTULO 1 3
INTRODUCCIÓN 3
1.1 Antecedentes 5
1.2 Objetivos 5
1.3 Alcances 6
1.4 Limitaciones 6
1.5 Justificación 6
1.6 Importancia 7
CAPÍTULO2 8
DESCRIPCIÓN DE LA EMPRESA Y SUS PRODUCTOS 8
2.1 Resefta Histórica 8
2.2 Situación actual 8
2.2.1 Políticas de calidad y medio ambiente 9
2.2.2 Ubicación de la planta 9
2.2.3 Personal 10
2.2.4 Principales productos 10
2.2.5 Principales clientes 1 1
2.2.6 Organigrama de la empresa 12
CAPÍTULO3 13
FUNDAMENTO TEÓRICO 13
3.1.1 Concepto de la cultura organizacional 20
3.2 Herramientas de la calidad 21
3.3 Metodología Lean Manufacturing 22
3.3.1 Reseña Histórica de la Lean Manufacturing 22
3.3.2 Objetivos 24
3.3.3 Beneficios 24
3.3.4 El valor como principio del Pensamiento Lean 25
3.3.5 Los siete desperdicios 26
3.4 Herramientas básicas del sistema Lean 30
3.4.1 Las SS 30
3.4.2 Jidoka (automatización) 31
3.4.3 Poka Y oke ( a prueba de errores) 31
3.4.4 Andon (alarma) 31
3.4.5 Kaizen 31
3.4.6 Kanban 32
3.4.7 Just in Time 33
CAPÍTULO 4 35
ANÁLISIS DE LOS PROCESOS DE PRODUCCIÓN ANTES DE LA MEJORA 35 4.1
4.2
Análisis y síntesis de los factores que afectan la producción 4.1.1 Tormenta de ideas
4.1.2 Diagrama de afinidad
Selección de los problemas de calidad más representativos 4.2.1 Matriz de prioridades por grupo
4.2.2 Matriz de prioridades por conjunto 4.2.3 Diagrama de Pareto
4.3 Investigación de las causas de los problemas 4.3.1 Diagrama de causa -efecto (shikawa)
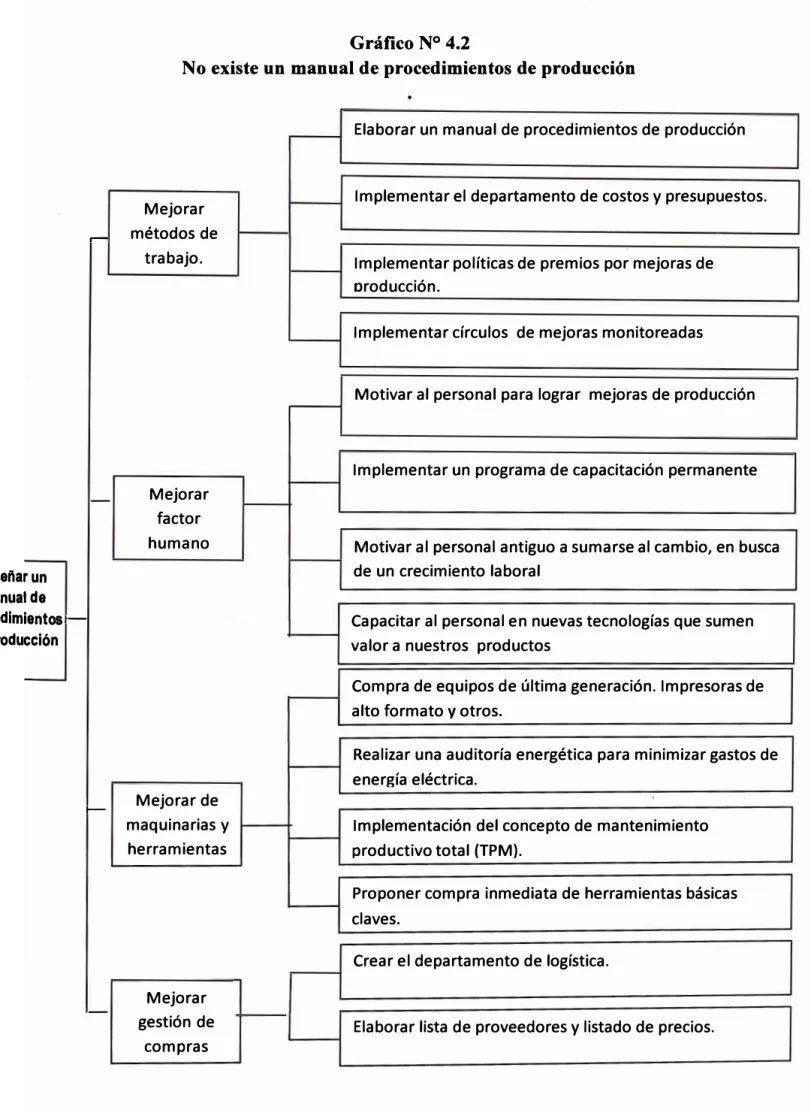
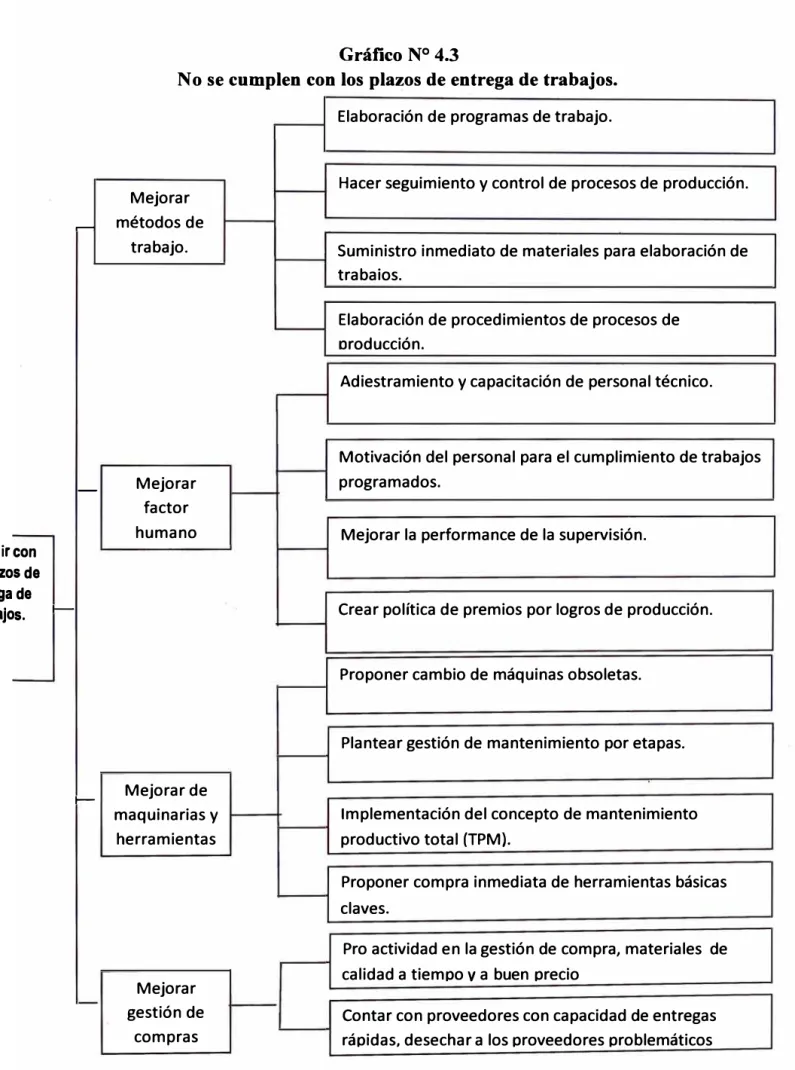
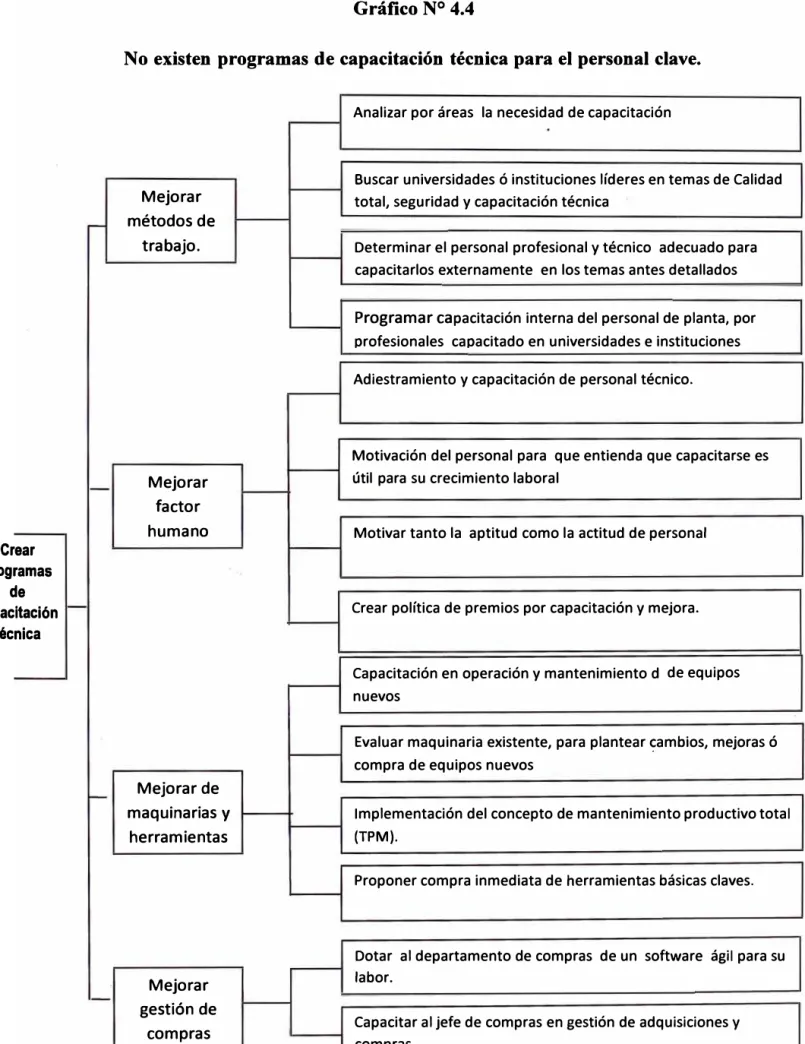
4.3.2 Análisis y síntesis de la causa:-raíz del problema 4.3 .3 Propuesta de soluciones ( diagrama del árbol)
CAPÍTULOS
47 47 53 55
61 IMPLEMENTACIÓN DE LA MEJORA EN LOS PROCESOS DE PRODUCCIÓN 61
5.1 Liderazgo y compromiso de la alta dirección 63
5.2 Secuencia a seguir para la implementación de la mejora 64
5.2.1 Adoptar el compromiso de la mejora 64
5.2.2 Crear el equipo de la mejora 64
5.2.3 Planificación para implementar la mejora 66
5.2.4 Facilidades otorgadas al equipo de mejora 67 5.2.5 Capacitación del equipo de mejora y del personal de producción 68
5.2.6 Gestión de tiempo (diagrama de Gannt) 69
5.2.7 Perseguir la perfección 76
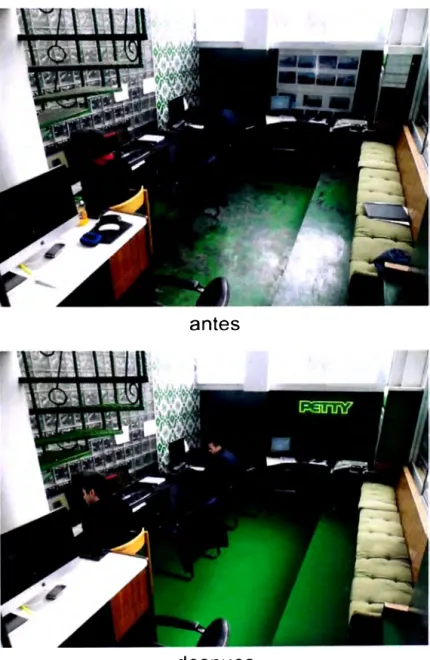
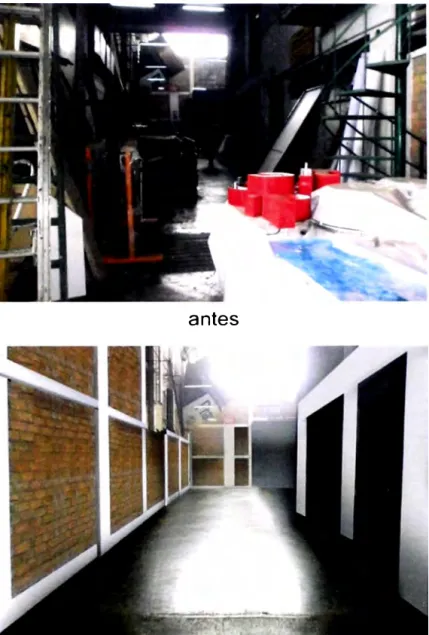
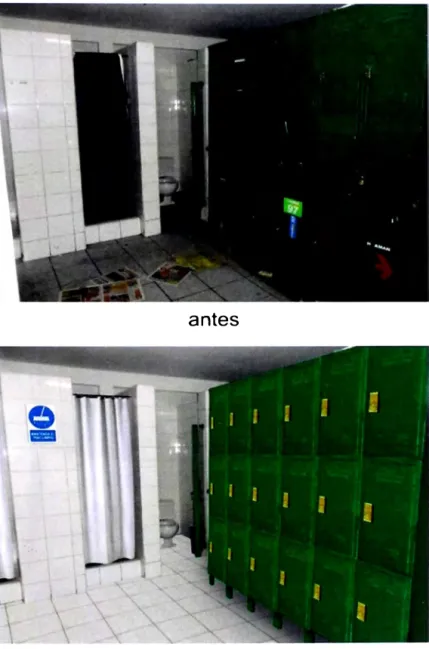
5.3 Aplicación de las SS 76
5.4 Implementación de un programa de capacitación 88 5.4.1 Detectar las necesidades de capacitación 89 5.5 Implementación de Procedimientos de Producción 95 5.6 Implementación de Políticas de Calidad de la Empresa 95
5.7 Implementación de Equipos y herramientas 96
6.1
6.2
CAPÍTULO6
MONITOREO Y CONTROL
Indicadores de desempeño
Mejoramiento continuo
CAPÍTULO7
COSTOS Y BENEFICIOS
7.1 Análisis costo beneficio 7.2 Costos de inversión
7.2.1 Implementación de las 5S
7.2.2 Implementación del Manual de Procedimientos de Producción 7.2.3 Implementación de las Políticas de Calidad de la empresa 7.2.4 Implantación de Programas de Capacitación
7.2.5 Compra de equipos y herramientas
7.2.6 Implementación de políticas de seguridad y medio ambiente 7.3 Cálculo de costo beneficio
El presente informe está sustentado en once años de experiencia profesional
vivida laborando continuamente en el rubro de la publicidad exterior, observando
que los requerimientos actuales de productos de publicidad son cada vez más
exigentes en cuanto a tiempos de entrega y calidad, sobre todo en tiempos de entrega,
obligando a las empresas de este rubro a producir cada vez más en menores tiempos,
lo que genera como es natural problemas en la calidad y por consiguiente sobre
costos de producción, por estas razones PSV PETTY PUBLICIDAD ha
implementado una meJora para procesos de producción en sus diferentes áreas
aplicando herramientas de calidad para la gestión de procesos de producción y
mejora continua.
Actualmente vivimos en un mundo globalizado cada vez más competitivo, por tal
razón cada empresa busca alcanzar la excelencia empresarial tanto en la producción
de bienes como en la prestación de servicios, afanados en lograr satisfacer al cliente.
Descripción mínima de los capítulos:
Capítulo 1:
Se empieza con una breve introducción de los objetivos, alcances y
Capítulo 2: Se describe la empresa a través de una semblanza histórica, sus
condiciones presentes así como su proyección futura.
Capítulo 3: Se describe el fundamento teórico de las herramientas a usar para la
implementación de la mejora en los procesos de producción de la organización de la empresa.
Capítulo 4: Detalles de la producción antes de la meJora, identificación de
problemas recurrentes que afectan la producción con la ayuda de las herramientas de calidad y búsqueda de posibles soluciones.
Capítulo 5: Descripción de la implementación de la mejora de producción con ayuda
de herramientas de gestión de procesos, el compromiso de toda la organización para lograr el éxito esperado, detalles de mejoras de producción.
Capítulo 6: Descripción de los procesos de monitoreo, seguimiento y control para
poder identificar el nivel de mejora en el tiempo.
Capítulo 7: Resultados de costos y beneficios con datos de satisfacción económica
Cada día son más las organizaciones que deciden mejorar la calidad de sus
productos y servicios, apuntando a la satisfacción de sus clientes. Sin duda, ello no es
una tarea fácil. La competencia es cada vez mayor y los clientes se vuelven más
exigentes. En la empresa, es necesario el desarrollo de una cultura orientada a la
mejora continua, la sistematización de los procesos, la participación del personal, el
trabajo en equipo, la creatividad. Ante la necesidad de supervivencia y
competitividad, el análisis y la mejora de los procesos no son opcionales, es
imprescindible. Incluso podríamos decir que hoy, procesos eficaces y eficientes no
aportan una ventaja competitiva, pero, por el contrario el no tenerlos es una gran
desventaja.
mejorar todos los procesos, llegando incluso a una reingenieria de procesos. En el
primer caso se pierde la oportunidad de aprovechar la documentación para analizar y
mejorar los procesos que no son efectivos y en el segundo caso el ansia de mejorar
todo sin priorizar, transforma el proyecto en algo inabarcable e interminable que
termina desmotivando a las personas y, muchas veces, en el fracaso. Frecuentemente
no se cuenta con una estructura específica y suficiente para dedicar al análisis y la
mejora de los procesos siendo clave la optimización de los recursos al máximo. Para
ello es fundamental trabajar de manera sistemática, organizada.
A grandes ras�os, hay una serie de pasos a seguir para trabajar de manera productiva.
En primer lugar, es necesario realizar un mapeo general de los procesos de la
empresa, lo que permite identificar claramente los procesos principales y los de
apoyo. Luego, hay que inventariar todos los procesos (significativos, que afectan a la
calidad), siguiendo el orden del mapeo realizado. Se definirán entonces los
responsables, los equipos, las prioridades para el análisis. Es clave trabajar con un
cronograma estableciendo claramente los tiempos de implementación y la gente que
estará involucrada en ello.
1.1. ANTECEDENTES
Petty Publicidad es la 3ra empresa más importante del país en el rubro de la publicidad exterior con capital 100% peruano que ha experimentado un crecimiento acelerado en los últimos cinco años inicialmente trabajando sin políticas de gestión adecuadas que habían afectado la línea de medición con resultados, de demoras de entrega, baja calidad de productos terminados, pérdidas de horas hombre destinados a corregir, desperdicio de materiales, etc.
Es por éste motivo que la alta gerencia decide implementar una política de mejoras para los procesos de producción.
Para implementar la metodología de meJora fue necesario involucrar a todo el
personal desde el puesto más simple hasta la alta gerencia.
1.2. OBJETIVOS
El objetivo del presente informe es lograr a través de la aplicación de las herramientas de calidad de gestión dentro del área de producción, mejoras sustantivas dentro de las líneas de producción de una empresa, optimizando tiempos, reduciendo fallas y pérdidas de materiales logrando de esta manera una producción eficiente al menor costo posible y finalmente lograr la satisfacción plena del cliente.
filosofia de la mejora continua que les permitirá reducir sus costos, mejorar sus procesos y eliminar los desperdicios y optimizar sus márgenes de utilidad.
1.3. ALCANCES
El presente informe se basa específicamente en el área de producción de la empresa Petty Publicidad, que consideramos debe mejorar, debido a que es el área
más crítica en relación al resto de la organización y que además es el área más importante si consideramos que de ella depende el crecimiento o caída de toda la
organización productiva.
1.4. LIMITACIONES
Debido a la importancia de los temas, probablemente el lector espere mayor información en el capítulo teórico, es preciso señalar que la información descrita en este capítulo solo sirve como base teórica y se profundizará solo en los puntos que
sean necesanos.
1.5. JUSTIFICACIÓN
La elaboración de este informe se justifica por los resultados económicos
positivos obtenidos una vez implementado la metodología de los procesos de
1.6. IMPORTANCIA
La importancia de este informe es que actualmente los ingenieros debemos de
conocer y manejar a la perfección las herramientas de gestión de la mano con los
conocimientos técnicos, solo ello garantizará que este profesional pueda llevar
2.1. RESEÑA HISTÓRICA:
La empresa PETTY PUBLICIDAD, inicia sus operaciones el 26 de febrero de 1995 especializándose en el rubro de la publicidad exterior, logrando a lo largo de sus operaciones posicionarse poco a poco en el mercado nacional.
El prestigio ganado se debe al esfuerzo tenaz de sus directivos que desde el inicio de sus operaciones
se
trazaron la meta de un crecimiento sostenido, que se logró rápidamente pero con la consiguiente carga de pedidos a tiempos mínimos y de productos más sofisticados que puso en aprietos la empresa con el cumplimiento de sus compromisos de producción, la organización no estaba preparada para un crecimiento tan abrupto.2.2. SITUACIÓN ACTUAL
2.2.1. Políticas de calidad y medio ambiente
Dentro de la política de calidad y medio ambiente de la organización se tiene los siguientes conceptos:
a. Cumplir con los requerimientos y necesidades de nuestros clientes. b. Fabricación de nuestros productos asegurando la calidad que satisfaga
a nuestros clientes.
c. Búsqueda de la mejora continua en todos los niveles de la organización.
d. Respeto y cuidado del medio ambiente, evitando la contaminación de
nuestro entorno con un proceso limpio de nuestra producción.
e. La responsabilidad social, como principio de acción.
2.2.2. Ubicación de la planta
PSV. PETTY cuenta con 03 plantas para la elaboración de trabajos de metal-mecánica, pintura, fabricación de muebles y trabajos de aplicación de vinil, rotulado y tensado de paneles publicitarios; asimismo se cuenta con O 1 almacén-depósito e infraestructura de 03 niveles para oficinas.
Planta 1
Ubicación: Av. Santa Cruz Nro. 1176 - Villa María del Triunfo.
Área 520 mt2.
Planta 2
Ubicación: Psje. Guardia Civil 268 - Villa Maria del Triunfo.
Área 500 mt2.
Planta 3
Ubicación: Calle Los Bufeos Mz. Al - Lote 5 / Lurín
Área 2,250 mt2.
I'
¡¡ ¡ ,1
.1
Oficinas
Ubicación: Psje. Guardia Civil 248 - Villa Maria del Triunfo.
Área Construida 750 mt2
Almacenes
Ubicación: Psje. Guardia Civil 229 - Villa Maria del Triunfo.
Área Construida 600 mt2
2.2.3. Personal
La organización cuenta con 125 trabajadores: a.
b.
Personal operativo
Personal Administrativo
2.2.4. Principales Productos
75
45
Los principales productos con los que cuenta la empresa son: a. Torres unipolares
b. Paneles publicitarios
c. A visos luminosos ( en lona translúcidas, acrílicos, neón y otros)
d. Avisos corpóreos (en acrílico, acero inoxidable, metal y madera) e. A visos de neón
f. Tótems corporativos
g. Señal éticas (para exteriores e interiores en diferentes materiales)
h.
Gigantografias fotográficas ( en banner en alta resolución)1. Bandeloras fotográficas y rotuladas
J. Identificación corporativa de estaciones de servicio (grifos) k. Estructuras metálicas en general
l. Proyectos eléctricos y de iluminación
2.2.5. a. b. c. d. e. f.
g.
h. l. J. k. l. m. n. o. p. q. r. s. t. u. v. w. X. Principales ClientesRepsol Comercial S.A.C. Autorex Peruana
Derco Perú (Suzuki, Chevrolet, Mazda)
Mitsubishi
Coca Cola
Banco de Crédito Lan Perú S.A. Nestle
América Móvil SAC ( CLARO) Unique
Diners Club Intemational Interbank
F & F Textil (Tayssir)
Jaamsa
Kimberly Clark 3M Perú
Supermercados Peruanos (Plaza Vea) Natura
Backus & Johston
Ripley
2.2.6. Organigrama
DIAGRAMA DE LA ESTRUCTURA ORGANIZACIONAL DE LA EMPRESA
P.S.V. PETIY E.I.R.L.
Gerente Comercial Jaime Jan
Jefe de Ventas Cesar Vargas
Director General
Petty Molina
Gerente General
José Marina
Gerente de Operaciones Alfonso Espinoza
Gerente Administrativo
Miguel Pacheco Jefe de Producción CesarVilca Proyectos y Presupuestos Jorge Melgar
Jefe Contabilidad BcttyQuiroz
Arca de Electricidad Arturo ACOSII
Jefe de Diseño
Christian Guda Jefe de Taller José Cuwicda
Jefe do Scpidad.Sabl y Medio Ambicru�
Jorge Canales
Arca Metal Mecánica Arca de Impresiones Arca de Instalaciones Augusto EsllCio MIClh Mormo HcmAn Suia
Jefe Logistico Matlas Espino
Jefe de Almacén \VilmcrCccntc
Arca de Pintura
El presente trabajo tiene por objetivo orientar a quienes deciden trabajar en la
mejora de los procesos, tarea ineludible si se desea implementar un sistema de
gestión de la calidad. Inicialmente se plantea la importancia de mejorar los procesos
y cuál debe ser la filosofía de trabajo, cimiento fundamental para obtener los mejores
resultados. Luego, se continúa con la evaluación y la selección de los procesos que serán elegidos para aplicar la metodología que se propone. Además, se atienden
aspectos claves como la formación de equipos efectivos de trabajo y la utilización de
una metodología probada, práctica, rigurosa y adaptable a las particularidades de cada organización.
Finalmente y basado en la propia experiencia del autor se formulan algunas causas de
fracaso detectadas en el proceso de la implantación de la mejora. La finalidad es que
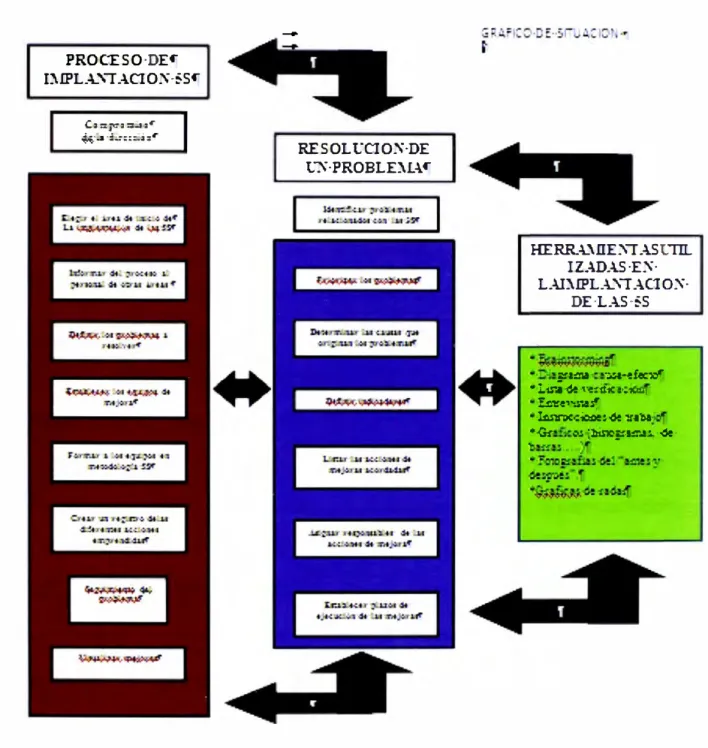
Metodología para la mejora de procesos:
La metodología a usar debe ser estructurada y sistemática, consiste en la
aplicación de 7 diferentes pasos para la solución de los problemas, los cuales se
detallan a continuación
l.
Definición del Problema:La idea principal de este paso es identificar
primero todas las oportunidades de mejora y los problemas que afectan la
calidad de los productos, servicios o procesos, seguridad industrial, costo de
producción, productividad de la mano de obra y prevención de errores y/o no
conformidades. Si el equipo de trabajo es un Círculo de Control de Calidad
son ellos quienes definen el trabajo a realizar y si es un Grupo de Progreso la
definición del proyecto está a cargo del jefe del departamento al cual
pertenecen. Una vez identificado el problema es necesario comprender los
efectos que.trae este para así poner los objetivos que se desea lograr. La parte
más importante de todo el proyecto de mejora es definir correctamente el
problema a solucionar, pues un problema bien definido, es un problema casi
resuelto.
2. Colecta de Datos:
Es la búsqueda de la información requerida para los
análisis del problema propuesto, la solución que se requiera dar al problema
está dada por la profundidad de información que se recolecte.
3. Identificación de las posibles causas:
Es el análisis propiamente dicho del
4.
Estudio de las posibles soluciones: En esta etapa de la metodología es
necesario una lista de las posibles soluciones que se tienen para cada uno de
los inconvenientes encontrados, luego es necesario ir depurando esta lista de
acuerdo a criterios establecidos por el mismo equipo de mejora, hasta
seleccionar las mejores alternativas.
5.
Aplicación de las mejoras: Para poner en práctica las soluciones primero es
necesario diseñar un plan de acción para la ejecución de las diversas
actividades que se deben efectuar en la solución del problema, este plan de
acción debe contener como mínimo a cada actividad un responsable y la
fecha de ejecución de estas actividades, luego en la medida de lo posible se
deberá elaborar un plan de contingencias y finalmente se ejecutarán las
actividades según lo programado.
6.
Evaluación de resultados: En esta etapa se evalúan los resultados, tanto
cualitativos <;orno cuantitativos de las mejoras efectuadas por el equipo del
proyecto, comparar resultados con metas o indicadores cuando se utilicen
estos, y emitir un juicio de valor.
7.
El seguimiento o monitoreo será a través de encuestas, lista de cotejos
reuniones de evaluación, cuestionarios, gráficos de control etc ..
Estandarización: Es aquí donde se definen las actividades que se deben
realizar para la que los mejoras ejecutadas en el proyecto sean difundidas
·I
3.1 MARCO CONCEPTUAL DE LA CALIDAD
•
Calidad:según definición del ISO 9000:2000 se define como el grado en que
a un conjunto de características inherentes cumplen con los requisitos, siendo
las características un rasgo diferencial.
Un requisito es una necesidad o expectativa generalmente implícito u
obligatorio si aplicamos este concepto a una empresa diríamos que lo que
distingue una de otra, es su prestigio o imagen, la capacidad de su directiva y
la habilidad de su personal, en el grado de satisfacción que brinda a sus
clientes con los productos que ofrece, el precio de sus productos, la cultura de
su organización, el grado de compromiso con su comunidad y el nivel de
formalidad de su sistema de trabajo.
"En suma calidad es el conjunto de propiedades y características de un
producto o s�rvicio que le confieren aptitud para satisfacer unas necesidades
explícitas e implícitas".
•
Objetivos de la Calidad:según la definición del ISO 9000:2000, la alta
dirección debe asegurarse de que los objetivos de la calidad, incluyendo
aquellos necesarios para cumplir los requisitos para el producto, se establecen
en las funciones y niveles pertinentes dentro de la organización. Los objetivos
de la calidad deben ser medibles y coherentes con la política de la calidad.
•
Satisfacción del cliente:según definición del ISO 9000:2000, es la
Las quejas de los clientes son un indicador habitual de una baja satisfacción
del cliente, pero la ausencia de las mismas no implica necesariamente una
elevada satisfacción del cliente. Los clientes necesitan productos con
características que satisfagan sus necesidades y expectativas que se expresan
en la especificación del producto y denominados como requisitos del cliente.
• Aseguramiento de la Calidad: todas las actividades planificadas y
sistemáticas implementadas dentro del sistema de calidad y evidenciadas como necesarias para dar adecuada confianza de que una entidad cumplirá los
requisitos de calidad.
Esto es el establecimiento de un sistema formal de calidad, prevenir en lugar
de detectar y brindar dentro de la organización y a los usuarios la confianza
de que continuamente se satisfarán las expectativas operando de una manera
eficiente y eficaz.
• Sistema de Calidad: es la integración de responsabilidades, estructura
organizacional, procedimientos, procesos y recursos que se establecen para
llevar a cabo la gestión de calidad.
Es decir, es el conjunto de las actividades de la función general de gestión que
determinan la política de calidad, los objetivos y las responsabilidades, y los ponen en práctica con ayuda de medios tales como la planificación de la
La implementación de un sistema de calidad con lleva a muchos beneficios a
la empresa y a los proyectos en los cuales esta trabaja, entre estos tenemos
se logra mejorar la producción, superar la satisfacción del cliente, abrir
nuevos mercados, se optimiza procesos (recursos, mano de obra, maquinaria)
etc. El sistema de calidad debe establecer procedimientos documentados de
forma que se regulen las actividades, de forma que el proyecto final
consecuencia de este diseño cumpla con los requisitos exigidos por el cliente.
Esta planificación deberá ser actualizada
a medida que evolucione el
proyecto y consistirá en:
1.- Identificar las actividades especificando las que sean de diseño o de
desarrollo. Por ejemplo en el proyecto de mejora, la metodología a usar
se puede considerar como una actividad de diseño y la justificación de
costos como una actividad de desarrollo
2.- Planificación de las actividades
3.- Designación de responsables para cada una de las actividades
4.- Definición de las interfaces organizativas y técnicas entre actividades
•
Control:se define como el acto de delimitar responsabilidades y autoridad,
con el fin de liberar a la gerencia de detalles innecesarios, conservando los
medios para asegurarse que los resultados sean satisfactorios.
•
Control de los Registros de Calidad:los registros deben establecerse y
como de la operación eficaz del sistema de gestión de calidad. Los registros deben permanecer legibles, fácilmente identificables irrecuperables. Debe establecerse un procedimiento documentado para definir los controles necesarios para la identificación, el almacenamiento, la protección, la recuperación, el tiempo de retención y la disposición de los registros.
• Plan de Aseguramiento de la Calidad: es el documento formal que contiene
la declaración de las políticas, y describe el alcance del trabajo. Las relaciones organizacionales y los objetivos de calidad del proyecto.
• Eficiencia: es el buen uso de los recursos, es decir que se obtenga de ellos el
mayor aprovechamiento.
• Eficacia: es el logro de metas y objetivos. Ello implica alcanzar los
propósitos previstos.
• Calidad total: la constante evolución de las necesidades y las expectativas de
La calidad total es la adaptación permanente de los productos a las necesidades explícitas e implícitas de los clientes externos e internos mediante el control de todas las actividades de la empresa.
3.1.1. Concepto de la Cultura Organizacional
Las organizaciones son sistemas de personas que mediante una
estructura de operación y utilizando métodos de trabajo y servicios claramente definidos se orientan al cumplimiento de una misión u objetivo que involucra la creación de valor para sus grupos de interés e influencia (accionistas, clientes, empleados, sociedad, etc.) Toda organización ya sean hospitales, plantas industriales, etc., tienen su propia cultura que ha sido desarrollado a través del tiempo, la cultura organizacional es un sistema de símbolos compartidos y dotados de sentido que surgen de la historia y gestión de la compañía de sus contexto sociocultural.
La cultura organizativa puede facilitar la implantación de un proyecto de
mejora ó por el contrario, impedir o retrasar su puesta en práctica. Si
aceptamos la premisa de que la estrategia empresarial, además d� conducir a
la empresa hacia la realización de determinados objetivo económicos, le sirve
de guía en su constante búsqueda para mejorar su funcionamiento, se puede
deducir, por tanto, que la cultura puede influir, y de hecho influye, sobre los
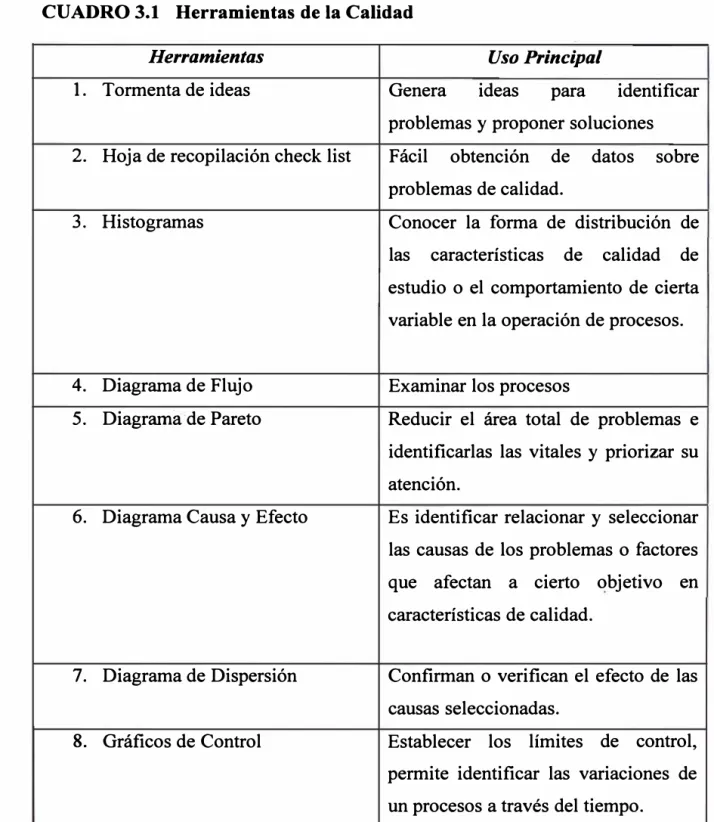
3.2. HERRAMIENTAS DE LA CALIDAD
Las herramientas básicas usadas para mejoramiento de procesos sencillos se
detallan en el cuadro adjunto:
CUADRO 3.1 Herramientas de la Calidad
Herramientas
Uso Principal
l.
Tormenta de ideas
Genera
ideas
para
identificar
problemas y proponer soluciones
2.
Hoja de recopilación check list
Fácil
obtención de
datos
sobre
problemas de calidad.
3.
Histogramas
Conocer la forma de distribución de
las
características
de calidad de
estudio o el comportamiento de cierta
variable en la operación de procesos.
4.
Diagrama de Flujo
Examinar los procesos
5.
Diagrama de Pareto
Reducir el área total de problemas e
identificarlas las vitales y priorizar su
atención.
6.
Diagrama Causa y Efecto
Es identificar relacionar y seleccionar
las causas de los problemas o factores
que afectan a
cierto
objetivo
en
características de calidad.
7.
Diagrama de Dispersión
Confirman o verifican el efecto de las
causas seleccionadas.
8.
Gráficos de Control
Establecer
los
límites
de
control,
permite identificar las variaciones de
CUADRO 3.2 Las siete herramientas nuevas usadas para el mejoramiento de
procesos complejos
Herramientas
Uso Principal
l. Diagrama de Afinidad
Ayuda a clasificar y localizar problemas
no resueltos.
2. Diagrama de Relaciones
Ayuda a percibir
relación lógica entre
problemas encadenados como
causa y
efecto simbolizado por flechas.
3. Diagrama del Árbol
Despliega los
medios
necesanos
para
lograr
metas
y objetivos específicos,
clasifica la esencia del problema.
4.
Diagramas MatricialesClasifica situaciones problemáticas con
el
uso
del
pensamiento
multidimensional.
5.
Matriz Análisis de DatosOrdena
datos
presentados
en
un
diagrama
matricial,
la
información
numérica es visualizada y entendible.
6.
Gráfica de ProgramaciónPermite determinar que procedimientos
a seguir y obtener resultados esperados.
7.
Diagrama de FlechasProgramar actividades necesarias para el
cumplimiento de tareas complejas.
3.3. METODOLOGÍA LEAN MANUFACTURING
3.3.1. Reseña histórica de Lean Manufacturing.
Henry Ford creo el modelo T en 1908 - su vigésimo diseño sobre un
periodo de cinco años. El satisfacía finalmente en el modelo T, dos objetivos:
conducido y reparado por cualquier persona, sin necesidad de un chofer o
mecánico. La clave para la producción en masa no era el movimiento
continuo de la línea de ensamble, como generalmente se cree, sino la
completa y consistente intercambiabilidad de partes y la simplicidad de
ensamblarlas unas a otras.
Después de la segunda guerra mundial mientras que en los Estados Unidos
seguían produciendo en masa, en Japón la escasez de recursos, tanto de
materiales, como de mano de obra y de recursos financieros, hicieron nacer
una nueva forma de producir que representara menos costes.
Estos nuevos métodos de producir habían sido utilizados desde la década de
los sesenta y se afinó en la década de los setenta con la participación de los directivos de. Toyota, Taiichi Ohno, Shingeo Shingo y Eiji toyoda, quienes
desarrollaron un nuevos sistema llamado "Toyota Production System". El
objetivo de este sistema era minimizar el consumo de recursos que no añadían valor a un producto y una continuada búsqueda de mejoras. Este
nuevo sistema hizo que Toyota se convirtiera en una industria muy eficiente y competitiva.
El origen de la terminología "Lean Manufacturing" lo conocemos por
primera vez en el libro "La máquina que cambio el mundo"(The machine that changed the World) de James P. Womack, best seller de 1990 en el que
fue escrito por tres investigadores del "Programa Internacional del Vehículo
Motor" (IMVP, por sus siglas en ingles), perteneciente al MIT (Massachusets
Institute of Technology ).
Este programa nació de una conferencia internacional para anunciar la
publicación de su libro previo, "El futuro del Automóvil", en el cual ellos
examinaban los problemas que enfrentaba la industria del automóvil en el
mundo en 1984.
La palabra "lean", se traduce como flaco, magro de ahí que podríamos
traducir en "Lean Manufacturing" como manufactura magra, eso es sin grasa,
no obstante como muchas otras técnicas es mejor dejar su nombre en inglés.
3.3.2. Oh ietivos
Los principales objetivos de la metodología "Lean Manufacturing" se
basan en las operaciones de forma que se puedan obtener tiempos de reacción
más cortos, mejor atención y servicio al cliente, mejora continua de la
calidad, costos más bajos, eliminar los desperdicios para aumentar la
satisfacción de los clientes y obtener mayores márgenes de utilidad.
3.3.3. Beneficios
Una de las grandes preguntas que se hacen los gerentes de operaciones
es como disminuir los tiempos de entrega y asegurar que se cumpla lo
todas sus formas de manera tal que se incremente la productividad y por supuesto la rentabilidad de la empresa, algunos beneficios más resaltantes
son:
a. Disminución de los desperdicios.
b. Reducción de costos de producción. c. Reducción de inventarios.
d. Reducción del tiempo de entrega.
e. Mejoramiento de calidad.
f. Disminución de horas hombre.
g. Mayor eficiencia de equipos.
3.3.4. El Valor como principio del Pensamiento Lean
Cuando se aplica el sistema de Manufactura Esbelta, se inicia examinando los procesos de manufactura desde el punto de vista del cliente. La primera pregunta en este sistema de producción siempre es: ¿Qué es lo que el cliente espera de este proceso? ( tanto para el cliente del siguiente proceso dentro de la línea de producción, como para el cliente externo). Esto se define como valor. A través de los ojos del cliente, puede observarse un proceso y separar los pasos que agregan valor de los que no. Se puede aplicar a cualquier proceso (manufactura, información o servicio).
Después de conocer qué es lo que agrega valor al producto o serv1c10,
podemos pasar a ver qué es el desperdicio.
3.3.5. Los siete desperdicios
Se han identificado 7 tipos de desperdicios que no agregan valor al
proceso de manufactura, los cuales son: Sobreproducción, Espera, Transporte
innecesario, Procesamiento incorrecto, Inventarios, Movimiento innecesario,
y Defectos o retrabajos. El objetivo principal es minimizar el desperdicio.
MUDA (palabra japonesa cuyo significado es desperdicio), es todo aquello
que no agrega valor y por lo que el cliente no está dispuesto a pagar.
Los 7 tipos de desperdicios clásicos que aparecen en las empresas.
l. Defectos y Retrabajos.
Este es el mayor tipo de derroche, que es la cantidad de trabajo que necesita
volverse a hacer, con la consecuente reutilización de recursos para llevarlo a
i·
2. Procesamiento Incorrecto.
Este tipo de producto no mejora el producto y se trata de pasos innecesarios o
procedimientos/elementos de trabajo (trabajo que no agrega valor al
producto).
Desperdicios generados por fallas en materia de layout, disposición fisica de
la planta y sus maquinarias, errores en los procedimientos de producción,
incluyéndose también las fallas en materia de diseño de productos y
serv1c1os.
3. Sobreproducción.
Este tipo de derroche origina material procesado o producto final que no es
requerido. La misma es el producto de un exceso de producción, producto
entre otros factores de:
Fallas en las previsiones de ventas, producción al máximo de la capacidad
para aprovechar las capacidades de producción (mayor utilización de los
costos fijos), lograr un óptimo de producción (menor coste total), superar
problemas generados por picos de demandas o problemas de producción.
Cualquiera sea el motivo, lo cual en las fábricas tradicionales suelen ser la
suma de todos estos factores, el coste total para la empresa es superior a los
costes que en principio logran reducirse en el sector de operaciones. En
primer lugar tenemos los costos correspondientes al almacenamiento, lo cual
conlleva tanto el espacio fisico, como las tareas de manipulación, controles y
financieros debidos al dinero con escasa rotación acumulada en altos niveles de sobreproducción almacenados.
4. Inventario.
Se refiere al material que se acumula en el lugar de trabajo, entre procesos, o como producto final que podría ser entregado al cliente. Tiene muchos motivos, y en él se computan tanto los inventarios de insumos, como de repuestos, productos en proceso e inventario de productos terminados. El
punto óptimo de pedidos, como el querer asegurarse de insumos, materias primas y repuestos por problemas de huelgas, falta de recepción a término de los mismos, remesas con defectos de calidad y el querer aprovechar bajos
precios o formar stock ante posibles subas de precios, son los motivos generadores de este importante factor de desperdicio.
En el caso de productos en proceso se forman stock para garantizar la continuidad de tareas ante posibles fallas de máquinas, tiempos de
preparación y problemas de calidad. A los factores apuntados para la sobreproducción deben agregarse las pérdidas por roturas, vencimiento, pérdida de factores cualitativos como cuantitativos.
5. Movimiento.
Movimientos sin valor agregado de gente, materiales, piezas o maquinaria. Se
los movimientos fisicos que el personal realiza en exceso debido entre otros
motivos a una falta de planificación en materia ergonómica. Ello no sólo
motiva una menor producción por unidad de tiempo, sino que además
provoca cansanc10 o fatigas musculares que originan bajos niveles de
productividad.
Una estación de trabajo mal diseñada es causa de que el personal malgaste
energía en movimientos innecesarios, constituyendo el sexto tipo de
despilfarros. Así por ejemplo situar los departamentos que prestan asistencia
al trabajo de valor añadido en oficinas alejadas de las personas productoras de
valor agregado aumenta los movimientos innecesarios. Las herramientas, los equipos, los materiales y las instrucciones que se necesitan para realizar el
trabajo han de colocarse en el lugar más conveniente para que el operario
ahorre energía. En las empresas de categoría mundial el personal de primera
línea no ha de ir a buscar ayuda, sino que la reclama para que ésta vaya a ellos.
6. Espera.
Tener que esperar a que otro proceso termine antes de empezar el trabajo.
Motivado fundamentalmente por: los tiempos de preparación, los tiempos en
que una pieza debe esperar a otra para continuar su procesamiento, el tiempo
de cola para su procesamiento, pérdida de tiempo por labores de reparaciones
o mantenimientos, tiempos de espera de órdenes, tiempos de espera de
administrativas. Todos estos tiempos ocas10nan menores niveles de
productividad.
7. Transporte.
Se presenta cuando materiales, información, herramientas o partes no
necesarios para la producción, se desplazan de un lugar a otro. Despilfarro
vinculado a los excesos en el transporte interno, directamente relacionados
con los errores en la ubicación de máquinas,
ylas relaciones sistémicas entre
los diversos sectores productivos. Ello ocasiona gastos por exceso de
manipulación, lo cual lleva a un sobre-utilización de mano de obra,
transportes
yenergía, como así también de espacios para los traslados interno.
3.4. HERRAMIENTAS BÁSICAS DEL SISTEMA LEAN
3.4.1. Las 5 eses (5S)
Busca mejorar las áreas de trabajo, con el propósito de facilitar el flujo
de materiales, personas
ypoder localizar correctamente materiales, insumos,
equipos, herramientas, etc.
l. Clasificar (Seiri)
2.
Ordenar (Seiton)3.
Limpieza (Seiso)4.
Estandarizar (Seiketsu)3.4.2. Jidoka (Automatización)
Automatización con sentido humano, busca crear mecanismos sonoros
o visuales que indiquen cuando existen problemas, el sonido que emite su
impresora cuando se ha quedado sin papel o bien si está atascado.
3.4.3. Poka Yoke (A prueba de errores)
Es un sistema a prueba de error la cual busca crear mecanismos para
que las cosas solo se haga de la forma correcta, un ejemplo de ellos son los
cables de las computadoras, en donde solo existe una forma de conectarlos.
3.4.4. Andon (Alarma)
Son dispositivos de luces o señales de luminosas en un tablero que
indican las condiciones de trabajo en el piso de producción dentro de las áreas
de trabajo.
Si un problema ocurre en la tabla de Andon se iluminará para señalar al
supervisor que la estación de trabajo está en problemas. Una melodía se usa
junto con la tabla de Andon como signo audible de identificación de problemas.
3.4.5. Kaizen
Significa mejora continua que involucra a todos incluyendo tanto a la
alta administración gerentes y trabajadores, la filosofia de Kaizen supone que
innovación en donde una estrategia de Kaizen mantiene y mejora el estándar de
trabajo, mediante mejoras pequeñas y graduales, y la innovación produce mejoras
radicales como resultado de grandes inversiones en tecnología y equipos.
3.4.6. Kanban
El sistema Kanban también se ha llamado el "Método de
Supermercado", porque la idea fue tomada de los supermercados.
Supermercados y grandes tiendas de retail usan tarjetas de control para los
productos donde existe importante información como el nombre del producto,
el código de producto y la ubicación del producto en el almacén. En un
supermercado las existencias de productos son los que necesita el cliente;
están disponibles cuando el cliente los necesita y en la cantidad requerida.
La pnmera empresa manufacturera en utilizar este concepto fue Toyota,
Taiichi Ohno, fue quien promovió la idea de justo a tiempo y aplicó este
concepto, comparó el supermercado y el cliente; con el proceso anterior y el
proceso siguiente, respectivamente en una empresa de manufacturas. Al tener
el próximo proceso ( el cliente) ir al anterior proceso ( el supermercado) para
tener las partes necesarias cuando son necesarias y en la cantidad necesaria.
Un Kamban es una tarjeta que va dentro una funda rectangular de plástico. Se
utilizan principalmente dos tipos: el Kanban de transporte y el Kanban de
producción. El primero especifica el tipo y la cantidad de producto a retirar
por el proceso posterior, mientras el Kanban de producción indica el tipo y la
cantidad a fabricar por el proceso anterior denominándose por tal razón
3.4.7. Just in Time
Just-in-Time fue creado y desarrollado en la empresa Toyota por el
ingeniero Taiichi Ohno. Su concepto principal es que define el despilfarro
como cualquier actividad que no aporta valor para el cliente. Toyota adoptó la
estrategia de eliminar todo uso de recursos por encima del mínimo teórico
necesario (mano de obra, equipos, tiempo, espacio, energía), además, de
comprar los productos en el momento preciso y en las cantidades requeridas.
La principal fuente de despilfarro es la existencia de stocks en sus diversas
formas, lo que arrastra o genera ineficiencias (sobreproducción, procesos
inadecuados, movimientos improductivos, productos defectuosos, tiempos
muertos, etc.)
Así nace el concepto justo a tiempo, como base de un sistema de arrastre o
pull, el que busca producir en cada etapa del proceso la clase de piezas o
componentes requeridos, en las cantidades necesarias y en el momento
oportuno y si fuera posible, con calidad perfecta.
El sistema Just-in-Time tiene cuatro objetivos esenciales que son:
1. Atacar los problemas fundamentales.
2.
Eliminar despilfarros.3. Buscar la simplicidad.
LAMEJORA
4.1. ANÁLISIS Y SINTESIS DE LOS FACTORES QUE AFECTAN LA
PRODUCCIÓN:
Analizaremos primeramente los problemas de calidad en el proceso
productivo de la empresa Petty Publicidad.
Una vez detectado los problemas de calidad se suceden las siguientes etapas:
Descripción, evaluación, corrección, valoración, documentación y retroalimentación.
En primera instancia, se reúne la mayor cantidad de información sobre los problemas
con el fin de tener los elementos de juicio para evaluarlos frente al proyectó y con la
cual, sea posible diseñar una solución para enfrentarlo.
Para identificar los problemas potenciales que afectan el proceso productivo
4.1.1. Tormenta de Ideas
Se trabajó un listado con los problemas más recurrente que afectan al
departamento de producción con la aplicación de la herramienta "tormenta de
ideas", donde participaron todos los involucrados del departamento desde la
alta dirección, seguido de empleados, técnicos, obreros y personal de
limpieza.
1. Los trabajos programados por el jefe de producción son cambiados
por otro ejecutivo del departamento de comercialización, logístico o
por el gerente de operaciones, generando desorden en la línea de
producción.
2. Las órdenes de trabajo (OT), no son claras, en algunos casos falta
información para la fabricación del producto, carencia de planos de
3.
4.
detalle.
El jefe . de producción no cuenta con un registro del tiempo de duración.
El jede de producción no cuenta con un planeamiento adecuado.
5. El personal trabaja en forma desorganizada, es decir avanzando diferentes órdenes de trabajo a la vez.
6. Fallas constantes de producción, repetición de trabajo, pérdidas de material y horas hombre.
7. No existe un programa de control de calidad efectiva que pueda
8.
No existe jefes de área, que dirijan y organicen al personal, para
cumplir los objetivos de trabajos programados por el jefe de
producción.
9.
Insatisfacción del personal por políticas de descuento y amenazas de
despido.
10.
11.
12.
13.
14.
15 .
16.
No cumplimiento de plazos de entrega en la mayoría de los trabajos,
como consecuencia quejas del cliente.
Los productos terminados carecen de un control de calidad por lo que
muchas veces son devueltos para su corrección.
No existe buena comunicación entre los departamentos de
comercialización, producción y logística, creando confusiones y
retrasos en la producción.
No llegan a tiempo los materiales e msumos solicitados por
producción.
No existe una política de orden y limpieza.
Los materiales sobrantes y chatarras se encuentran regados en
diferentes puntos de la planta.
Existe carencia de herramientas básicas, por lo que se pierde mucho
tiempo al esperar que acabe un proceso para pasar al siguiente o en
otras ocasiones se pierde tiempo esperando la devolución de la
herramienta que otra área está usando en ese momento.
18.
El área de metal mecánica, se encuentra al fondo del taller, y el área
de pintura, que es el siguiente paso en el flujo de producción se
encuentra al otro extremo de la planta.
Carencia de capacitación del personal técnico.
19. Altos precios de producto por encima del mercado.
20. Insatisfacción del personal por largas jornadas de trabajo,
sobretiempos innecesarios y sueldos no conformes.
21. La empresa no está orientada a conseguir la plena satisfacción del
cliente.
22. Existe pocos intentos de cambiar la cultura de la organización
mediante charlas, filminas, folletos.
23. No existe una buena definición detallada de funciones.
24. 25. 26.
27.
28.
29.
Existe poca motivación para el cambio por parte de la alta dirección.
Falta de implementar, políticas de seguridad y medio ambiente.
Poca satisfacción del cliente con la consiguiente pérdida de
credibilidad.
Demora en atención de reclamos del cliente.
Existe desorden administrativo.
No existe un departamento exclusivo de costos al detalle, con planos en Autocad por producto.
30. No existe control de calidad adecuado.
31. Baja confiabilidad de máquinas y herramientas.
32. El área de metalmecánica está alejada del área de pintura y acabados,
Al
A2
A3
A4
A5
A6
A7
Bl
B2
B3
B4
B5
4.1.2. Diagrama de Afinidad
Aplicando la herramienta "diagrama de afinidad", formamos cmco
grupos para su posterior tratamiento mediante "herramienta matriz de
prioridades":
Cuadro 4.1
De la Responsabilidad Gerencial
Los trabajos programados no se cumplen por otra prioridad de gerencia.
No existe un manual de procedimientos de producción.
No existen jefes de área de talleres que dirijan y organicen.
No existe una política de orden y limpieza.
Existe carencia de herramientas básicas
La empresa no prioriza la satisfacción del cliente en tema de costos.
Existe poca motivación para el cambio por parte de la alta dirección.
Cuadro 4.2
De la política empresarial
Insatisfacción del personal por políticas de descuentos, amenazas y despidos. No existe una política de funciones definida.
Falta implementar políticas de seguridad y medio ambiente.
No existen políticas de seguridad y medio ambiente.
CI
C2
C3
C4
C5
DI
D2
D3
D4
D5
Cuadro 4.3
Del Impacto en el Cliente
Devolución de productos terminados, para corrección por defectos de calidad.
No se cumplen con los plazos de entrega de trabajos.
Poca satisfacción del cliente, por pérdida de credibilidad debido a los plazos
de entrega.
Altos precios de productos por encima del mercado.
Demora en la atención de reclamos del cliente.
Cuadro 4.4
De la Organización Administrativa
No llegan a tiempo los materiales e insumos solicitados por producción.
No existe buena comunicación entre departamentos ligados a producción.
Existe un desorden administrativo.
Existe un desorden administrativo.
El
E2
E3
E4
E5
E6
E7
E8
E9
EI0
4.2.
Cuadro 4.5.
De la responsabilidad de ingeniería
Planta desordenada, chatarras y productos defectuosos ocupan gran parte del
área.
No existen programas de capacitación técnica para el personal clave.
Ordenes de trabajos no claras, no existen planos con detalles.
No existe un planeamiento adecuado de producción.
Retraso en plazos de entrega de materiales.
No existe un departamento exclusivo de costos al detalle, con planos en
Autocad por producto.
No existe registro de tiempos de procesos por producto.
No existe una política que fomente una cultura de calidad.
Baja confiabilidad de máquinas y herramientas.
El área de metalmecánica está alejada del área de pintura y acabados, que son
procesos ligados.
SELECCIÓN
DE
PROBLEMAS
REPRESENTATIVOS
4.2.1. Matriz de Prioridades por Grupo.
DE
CALIDAD
MÁS
Tomando como base los cuadros de afinidad anteriores plantearemos
la selección de aquellos problemas más representativos por cada cuadro,
mediante la aplicación de la "matriz de prioridades", para tal efecto
Al A2 A3 A4 A5 A6 A7 Al
1
3
2
1/2
2
3
2
Bl B2 B3 B4 B5 Cl C2 C3 C4 C5Cuadro Nº 4.6
Matriz de Prioridad A: Responsabilidad Gerencial
A2 A3 A4 A5 A6 A7 TOTAL
1/3
½2
1/2
1/3
1/2
5.16
1
3
3/2
3/2
3
3
16
113
-
1
2
2/3
1/2
1/2
6.99
2/3
½1
2/3
2/3
2/3
4.64
2/3
3/2
3/2
1
2/3
2/3
7.98
1/3
2
3/2
3/2
1
3/2
10.83
1/3
2
3/2
3/2
2/3
1
8.99
Cuadro Nº 4. 7
Matriz de Prioridad B: Política Empresarial
Bl B2 B3 B4 B5 TOTAL
1
1/2
3/2
1/2
3/2
5
2
1
3/2
2/3
3/2
6.66
3/2
2/3
1
2
2
6.32
2
3/2
1/2
1
3/2
6.50
2/3
2/3
1/2
2/3
1
3.48
Cuadro Nº 4.8
Matriz de Prioridad C: Impacto en el Mercado
Cl C2 C3 C4 C5 TOTAL
1
3/2
3/2
3/2
2
7.50
2/3
1
2
2
3/2
7.19
2/3
1/2
1
3/2
3/2
5.16
2/3
1/2
2/3
1
2/3
3.48
El E2 E3 E4 ES E6 E7 E8 E9 ElO
Cuadro Nº 4.9
Matriz de Prioridad D: Organización Administrativa
Dl D2 D3 D4 DS TOTAL
Dl
1
2
3/2
2/3
2
7.16
D2
2
1
2
2/3
3/2
7.16
D3
2/3
1/2
1
2/3
2
4.82
D4
3/2
3/2
3/2
1
2
5.82
DS
1/2
2/3
1/2
1/2
1
3.16
Cuadro Nº 4.10
Matriz de Prioridad E: Responsabilidad de Ingeniería
El E2 E3 E4 ES E6 E7 E8 E9 ElO TOTAL
1
1/2 1/2
1/2
2/3
1/2
2/3
1/2
2/3
1/2
5.48
2
1
3/2 3/2
2
3/2
2 3/2
2
2
17.00
2
2/3
1
2/3
2
2/3
3/2
2/3
2/3
2/3
10.46
2
2/3
3/2
1
2
2/3 3/2
2/3
2/3
3/2
12.14
3/2
1/2
1/2
1/2
1
2/3
3/2
2/3
3/2
3/2
9.82
2
2/3
3/2
3/2
3/2
1
2
2/3
2
3/2
14.32
3/2
1/2
2/3
2/3
2/3
1/2
1
1/2 2/3
3/2
8.14
2
2/3
2/3
3/2
3/2
3/2
2
1
2
2
15.66
3/2
1/2
3/2 3/2 2/3
1/2 3/2
1/2
1
3/2
10.66
2
1/2
3/2
2/3 2/3
2/3
2/3
1/2
2/3
1
8.80
A2 A6 B2 B4
Cl
C2 D1 D2 E2 E6
E8
4.2.2. Matriz de Prioridades Coniunto
Llamado así porque involucra el resultado de otras sub matrices, en este caso las matrices de prioridades A, B, C, D y E, respectivamente, de estas matrices mencionadas se han escogido los problemas de mayores puntajes para formar con ellos una matriz de prioridades conjunto, de donde finalmente se obtendrá los factores más representativos, para que con ellos se
pueda dilucidar los problemas que más afectan al proceso de producción de la empresa Petty Publicidad.
Cuadro 4.11
Matriz de Prioridades Conjunto
A2 A6 B2 B4 Cl C2 D1 D2 E2 E6 E8 TOTAL
1
3/2
3/2
3/2
3/2
3/2
3/2
2
3/2
3/2
3/2
16.5
2/3
1
3/2
1
1
2/3
3/2
3/2
4/3
3/2
1
12.09
2/3
2/3
1
..
1/2
2/3
1/3
1/2
1
1/3
1/3
1/4
6.25
2/3
1
2
1
3/4
2/3
3/2
3
1
3/2
3/2
14.59
2/3
1
3/2
4/3
1
3/2
3/2
2
3/2
3/2
2/3
14.17
2/3
3/2
3
3/2
2/3
1
2
2
1
3/2
1
15.84
2/3
2/3
2
2/3
2/3 1/2
1
2
2/3
3/2
1/3
10.68
1/2
2/3
1
1/3
1/2
12
1/2
1
1/2
1/2
1/4
. 6.25
2/3 3/4
3
1
2/3
1
3/2
2
1
3
2/3
15.26
2/3
2/3
3
2/3
2/3
2/3
2/3
2
1/3
1
1/4
10.6
2/3
1
4
2/3
3/2
1
3
4
3/2
41
22.34
Del cuadro anterior se ordena según puntaje en un nuevo cuadro, que
CÓDIGO
E8 1
A2 2
C2 3
E2 4
B4 5
CI 6
A6 7
DI 8
E6 9
B2 10
D2 11
No existe una política que fomente una 22.34 cultura de calidad.
No existe un manual de procedimientos de 16.50
producción.
No se cumplen con los plazos de entrega de 15.84 trabajos.
No existen programas de capacitación técnica 15.26 para el personal clave.
No existen políticas de seguridad y medio 14.59 ambiente.
Devolución de productos terminados por 14.17
defecto de calidad.
La empresa no prioriza la satisfacción del 12.09 cliente en tema de costos.
No llegan a tiempo los materiales e insumos a 10.68
producción.
No existe un departamento de costos y 10.60 presupuestos exclusivo.
No existe una política de funciones definida. 6.25
No existe buena comunicación entre 6.25 departamentos ligados a producción.
%ACUM
22.34 15.45% 15.45%
38.84 11.41% 26.86%
54.68 10.96% 37.82%
69.94 10.56% 48.38%
84.53 10.09% 58.47%
98.70 95.80% 68.27%
110.79 8.36% 76.63%
121.47 7.39% 84.02%
132.07 7.34% 91.36%
138.32 4.32% 95.68%
25
20
15
�
� 10
5
o
4.2.3. Diagrama de Pareto
Mediante este diagrama seleccionaremos los problemas más
representativos.
- - --
-1 2 3 4
-- -
-5 6 7 8
PRIORIDADES
9 10 11
100
80
60
40
20
o
:::,�
<x:
Del Diagrama de Pareto, resulta evidente ver cuáles son los problemas
críticos, se puede observar que los cinco primeros problemas representan el
58.47% de las fallas de los procesos productivos de Petty Publicidad, de
manera que si se eliminan las causas que los provocan desaparecería la mayor
parte de los problemas que aquejan el proceso productivo.
Los problemas más relevantes son:
1. No existe una política que fomente una cultura de calidad.
2. No existe un manual de procedimientos de producción.