UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN TESIS DE GRADO
PREVIO A LA OBTENCIÒN DEL TITULO DE INGENIERO INDUSTRIAL
ÁREA
SISTEMAS DE ORGANIZACIÓN INDUSTRIAL
TEMA
ANALISIS Y OPTIMIZACIÒN DE LAS OPERACIONES EN EL PROCESO DE INSERCION Y DESPACHO DE LA EMPRESA C.A. EL
UNIVERSO
AUTOR
LEMA AGUIRRE LUIS ALFREDO
DIRECTOR DE TESIS
ING. IND. RUGEL RUGEL WILLIAN 2008 - 2009
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta tesis corresponden exclusivamente al autor”
Firma:……… Lema Aguirre Luis Alfredo
DEDICATORIA
AGRADECIMIENTO
INDICE GENERAL
CAPITULO I
INTRODUCCIÓN
1.1. Antecedentes 2
1.1.1. Planteamiento del problema que tiene la Empresa 2
1.2. Objetivos de la tesis 3
1.2.1. Objetivo general 3
1.2.2. Objetivos específicos 3
1.3. Justificativos 3
1.4. Marco teórico 4
1.5. Hipótesis 19
1.6. Metodología 19
CAPITULO II
PRESENTACIÓN DE LA EMPRESA
2.1. Datos generales 21
2.1.1. Localización 23
2.2. Misión de la empresa 23
2.2.1. Visión de la empresa 23
2.2.2. Identificación con el CIIU 23
2.2.3. Líneas de producción 23
2.4. Descripción de los productos que elabora la empresa 24
2.5. Organización 26
CAPITULO III
RECOPILACIÓN DE LA INFORMACIÓN
3.1. Producción y mercadeo 31
3.2. Capacidades de la Empresa 35
3.2.1. Terreno industrial y maquinarias 35
3.2.2. Recursos humanos 35
3.2.3. Recursos financieros 36
3.3. Cadenas de industrialización y comercialización 36
CAPITULO IV
ANALISIS INTERNO DEL DEPARTAMENTO
4.1. Cadenas de valor del producto 37
4.2. Análisis de capacidades internas del departamento 39
4.3. Problemas asignados a la dirección 41
4.4. Problemas asignados a la infraestructura 41
4.5. Problemas asignados al uso de tecnología 42
CAPITULO V
ANÁLISIS DEL ENTORNO
5.1. Microentorno y macroentorno 43
CAPITULO VI DIAGNOSTICO
6.1. Identificación de los problemas 44
6.2. Análisis de los problemas que afectan a la baja de la productividad 46
CAPITULO VII COSTEO DE SOLUCIONES
7.1. Inversión a realizar 50
7.2. Ahorro a obtener 59
CAPITULO VIII EVALUACIÓN
8.1. Coeficiente beneficio / Costo (B/C) 62
8.2. Valor actual neto (VAN) 64
8.3. Tasa interna de retorno (TIR) 65
8.4. Punto de equilibrio (Pe) 66
8.5. Periodo de la recuperación de la inversión 67
CAPITULO IX IMPLEMENTACIÓN
9.1. Cronograma de aplicación de la propuesta a realizar 68
CAPITULO X
CONCLUSIONES Y RECOMENDACIONES
10.1. Conclusiones 71
10.2. Recomendaciones 72
Glosario 73
Anexos 74
INDICE DE GRÁFICOS
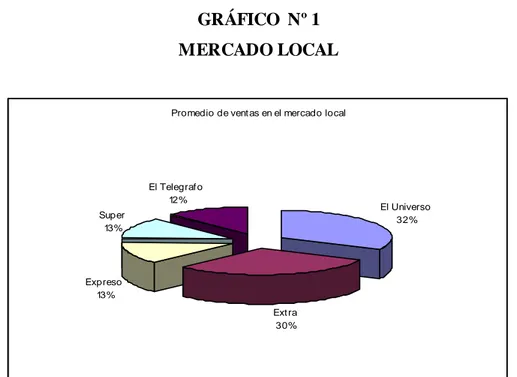
1 Mercado local 32
2 Porcentaje de captación del mercado nacional 33
3 Ventas semanales en la ciudad de Guayaquil 34
4 Cadena de valor 37
5 Diagrama actual de flujo de operaciones 40
6 Diagrama causa – efecto 45
7 Diagrama propuesto de flujo de operaciones 58
INDICE DE ANEXOS
1 Localización de C.A. El Universo 75
2 Organigrama general 76
3 Organigrama del departamento de inserción y despacho 77 4 Diagrama actual de planta y de recorrido del departamento de
Inserción y Despacho 78
5 Diagrama propuesto de planta y de recorrido del departamento de
Inserción y Despacho 79
6 Cotización de racks de almacenamiento 80
RESUMEN
PROLOGO
El Capítulo I menciona los antecedentes, planteamiento del problema, objetivos del estudio, metodología y marco teórico. El Capitulo II nos indica los datos generales, localización, líneas de producción y organización de la empresa.
El Capítulo III nos orienta a la situación actual de la empresa información tal como, producción y mercado que atiende, volúmenes de producción y ventas, cadena de industrialización y comercialización. El Capítulo IV nos indica el análisis interno de la empresa mediante la cadena de valor, además de los problemas asignados a la dirección, infraestructura y de tecnología.
En el Capítulo V se realiza el análisis de entorno de la empresa, utilizando el análisis FODA. El Capítulo VI se determina el diagnostico de los principales problemas que afronta la empresa aplicando la técnica de diagrama Causa-Efecto Ishikawa, o conocido también como “Diagrama Espina de Pescado”, además de los costos asignados a estos problema.
El Capítulo VII contiene el desarrollo de la propuesta. En el Capítulo VIII se realiza la evaluación de la propuesta, el cálculo del coeficiente costo/beneficio, valor actual neto (VAN), tasa interna de retorno (TIR), punto de equilibrio (Pe) y del periodo de recuperación de la inversión.
INTRODUCCIÒN
1.1. Antecedentes
El estudio que se va a realizar a continuación es para poner en práctica todos los conocimientos adquiridos en la carrera de Ingeniería Industrial y para ello se ha escogido una empresa del sector grafico para aplicar dichos conocimientos, la idea es poder proponer soluciones viables para los problemas que se presentan actualmente en el departamento de Inserción y Despacho de C. A. El Universo.
1.1.1. Planteamiento del problema que tiene la Empresa
El problema que se presenta actualmente en el departamento de Inserción y Despacho de C. A. el Universo, es la falta de organización en todas las operaciones que en el se realizan, lo cual repercute en la entrega a tiempo de los ejemplares para su posterior circulación.
El problema surge de la falta de estandarización de los métodos de trabajo utilizados actualmente, de la falta de espacio y también de la ubicación de los equipos, lo que influye en el flujo de operaciones realizadas por el personal, esto da como resultado la entrega tarde al departamento de circulación de los ejemplares, lo cuál afecta directamente a las ventas.
1.2. Objetivos de la tesis 1.2.1. Objetivo general
Analizar el flujo actual de las operaciones y procesos que se realizan en el departamento de Inserción y Despacho de C.A. El Universo, para luego formular las mejoras correspondientes.
1.2.2. Objetivos específicos
1. Analizar la distribución de planta, el flujo de operaciones y métodos de trabajos utilizados actualmente en dicho departamento.
2. Cuantificar y cualificar los problemas que se presenten en el estudio. 3. Presentar las soluciones para los problemas detectados.
4. Implementar las soluciones para mejorar el proceso de inserción y despacho. 1.3. Justificativos
Los justificativos de la presente tesis son los siguientes:
1. La causa que me impulso para la realización de este estudio, es la de demostrar que se puede mejorar el proceso que se desarrolla en dicho departamento y también para poner en práctica todos los conocimientos científicos adquiridos a lo largo de esta carrera.
2. La finalidad de este trabajo es que sea una guía útil y valedera para los estudiantes de esta carrera, pero sobre todo para las diferentes empresas gráficas que existen en el país, para que puedan mejorar sus procesos de inserción y de despacho.
oportunamente, lo cual se vera reflejado en el aumento de las ventas para la empresa, ya que se logrará una mayor captación del mercado local y nacional.
1.4. Marco Teórico
Edgar Hesiquio Herrera (del instituto tecnológico superior de álamo Temapache, Veracruz)
Define que Diagrama de Proceso es una representación gráfica de los pasos que se siguen en toda una secuencia de actividades, dentro de un proceso o un procedimiento, identificándolos mediante símbolos de acuerdo con su naturaleza; incluye, además, toda la información que se considera necesaria para el análisis, tal como distancias recorridas, cantidad considerada y tiempo requerido. Con fines analíticos y como ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen lugar durante un proceso dado en cinco clasificaciones. Estas se conocen bajo los términos de operaciones, transportes, inspecciones, retrasos o demoras y almacenajes.
Este diagrama muestra la secuencia cronológica de todas las operaciones de diseño como ajustes tolerancia y especificaciones, todos los detalles de fabricación o administración se aprecian globalmente en un diagrama de operaciones de proceso.
operaciones de proceso permite exponer con claridad el problema, pues si no se plantea correctamente un problema difícilmente podrá ser resuelto.
Actividad / Definición Operación.- Ocurre cuando un objeto está siendo modificado en sus características, se está creando o agregando algo o se está preparando para otra operación, transporte, inspección o almacenaje. Una operación también ocurre cuando se está dando o recibiendo información o se está planeando algo. Ejemplos:
Tornear una pieza, tiempo de secado de una pintura, un cambio en un proceso, apretar una tuerca, barrenar una placa, dibujar un plano, etc.
Transporte.-Ocurre cuando un objeto o grupo de ellos son movidos de un lugar a otro, excepto cuando tales movimientos forman parte de una operación o inspección. Ejemplos:
Mover material a mano, en una plataforma en monorriel, en banda transportadora, etc. Si es una operación tal como pasteurizado, un recorrido de un horno, etc., los materiales van avanzando sobre una banda y no se consideran como transporte esos movimientos.
Inspección.- Ocurre cuando un objeto o grupo de ellos son examinados para su identificación o para comprobar y verificar la calidad o cantidad de cualesquiera de sus características. Ejemplos:
Revisar las botellas que están saliendo de un horno, pesar un rollo de papel, contar un cierto número de piezas, leer instrumentos medidores de presión, temperatura, etc.
Demora.-Ocurre cuando se interfiere en el flujo de un objeto o grupo de ellos. Con esto se retarda el siguiente paso planeado. Ejemplos:
Almacenaje.- Ocurre cuando un objeto o grupo de ellos son retenidos y protegidos contra movimientos o usos no autorizados. Ejemplos:
Almacén general, cuarto de herramientas, bancos de almacenaje entre las máquinas. Si el material se encuentra depositado en un cuarto para sufrir alguna modificación necesaria en el proceso, no se considera almacenaje sino operación; tal sería el caso de curar tabaco, madurar cerveza, etc.
Actividad combinada.- Cuando se desea indicar actividades conjuntas por el mismo operario en el mismo punto de trabajo, los símbolos empleados para dichas métodos, estudiar las operaciones, para eliminar el tiempo improductivo. Finalmente, estudiar las operaciones y las inspecciones en relación unas con otras explicar mas relacionándola con la calidad artesanal, revelada por la apropiada coordinación de la mente y las manos.
excelente y extrema. El observador debe evaluar y asignar una de estas seis categorías, que va desde +15% hasta -22%.
Según el sistema el esfuerzo o empeño se define como una "demostración de la voluntad para trabajar con eficiencia". El empeño es representativo de la rapidez con la que se aplica la habilidad, y puede ser en alto grado por el operario. Pueden distinguirse seis clases representativas de rapidez aceptable: deficiente, aceptable, regular, bueno, excelente y excesivo. al excesivo se le asigna valor de +13% hasta -17%.
Las condiciones a que se ha hecho referencia en este procedimiento de calificación de la actuación, son aquellas que afectan al operario y no a la operación. Las condiciones serán calificadas como normales o promedio cuando las condiciones se evalúan en comparación con la forma en la que se hallan generalmente en la estación de trabajo. Se han enumerado 6 clases generales de condiciones que van desde mas 6% hasta menos 7% estas condiciones de estado general se denominan ideales, excelentes, buenas, regulares, aceptables y deficientes.
El último de los cuatro factores es la consistencia del operario. La consistencia del operario debe evaluarse mientras se realiza el estudio. Los valores elementales de tiempo que se repiten constantemente indican consistencia perfecta; hay seis clases de consistencia: perfecta, excelente, buena, regular, aceptable, y deficiente, asignando el valor más 4% a la consistencia perfecta y de menos 4% a la deficiente.
Las características y atributos que se consideran en la técnica para calificar actuaciones de la Westinghouse, fueron:
1) Destreza
1. Habilidad exhibida en el empleo de equipo y herramientas y en el ensamblaje de piezas.
2. Seguridad de movimientos.
3. Coordinación y ritmo.
2) Efectividad
Atributos:
1. Aptitud manifiesta para reponer y tomar continuamente herramientas y piezas con automatismo y exactitud.
2. Aptitud manifiesta para facilitar, eliminar, combinar o acortar movimientos.
3. Aptitud manifiesta para usar ambas manos con igual soltura.
4. Aptitud manifiesta para limitar esfuerzos al trabajo necesario.
3) Aplicación física.
1. Ritmo de trabajo.
2. Atención.
Calificación sintética.
Determina un factor de actuación para elementos de esfuerzo representativos de ciclo de trabajo para la comparación de los tiempos reales.
P= Ft/Q
Ft= tiempo de movimiento fundamental
Q= tiempo elemental medio observado para los elementos utilizados Ft
*Calificación por velocidad.
Se considera la rapidez de realización (por unidad de tiempo). El observador mide la efectividad del operario en comparación con el concepto de un operario normal que lleva a cabo el mismo trabajo, y luego asigna un porcentaje para indicar la relación o razón de la actuación observada a la actuación normal.
*Calificación objetiva.
Trata de eliminar las dificultades para establecer un criterio de velocidad o rapidez normal para cada trabajo.
Tn = (P2) (S) (Q)
Tn = tiempo normal establecido calculado
P2 = factor de calificación por velocidad
S = Factor de ajuste por dificultades de trabajo
Q = tiempo elemental medio observado
Selección del operario.
Análisis de las calificaciones.
Cuatro criterios determinarán si el analista de tiempos que utiliza la calificación por velocidad, podrá o no establecer consistentemente valores no mayores de 5% arriba o abajo de lo normal que sería representativo del promedio de un grupo de analistas de tiempo bien adiestrados.
Adiestramiento para la calificación de la actuación.
Uno de los métodos utilizados más ampliamente para adiestrar analistas en calificación de actuación es la observación de películas ilustrativas de diversas operaciones, efectuadas a diferentes niveles de producción.
Márgenes o tolerancias.
Consiste en la adición de un margen o tolerancia al tener en cuenta las numerosas interrupciones, retrasos y movimientos lentos producidos por la fatiga inherente a todo trabajo. Se debe asignar un margen o tolerancia al trabajador para que el estándar resultante sea justo y fácilmente mantenible por la actuación del trabajador medio a un ritmo normal continuo; las tolerancias se aplican para cubrir tres amplias áreas, que son las demoras personales, la fatiga y los retrasos inevitables.
El observador debe tener cuidado de no anticipar sus observaciones, y solo anotará lo que realmente sucede; un estudio dado no debe comprender trabajos de símbolos, sino que debe limitarse a operaciones semejantes en el mismo tipo general de equipo.
Retrasos personales
temperatura. El tiempo por retrasos personales dependerá naturalmente de la clase de persona y de la clase de trabajo.
Fatiga.
Estrechamente ligada a la tolerancia por retrasos personales, esta el margen por fatiga. En las tolerancias por fatiga no está en condiciones de calificarlas con base en teorías racionales y sólidas, y probablemente nunca se podrá lograr lo anterior. La fatiga no es homogénea; va desde el cansancio puramente físico hasta la fatiga puramente psicológica e incluye una combinación de ambas. Los factores más importantes que afectan la fatiga son bien conocidos y se han establecido claramente
Retrasos inevitables.
Se aplica a los elementos de esfuerzo y comprende conceptos como interrupciones; todo operario tendrá numerosas interrupciones en el curso de un día de trabajo, que pueden deberse a un gran número de motivos. Los retrasos inevitables suelen ser resultado de irregularidades en los materiales, a medida que resultan inadecuadas las tolerancias usuales por retrasos inevitables. Interferencia de máquinas.
Retrasos evitables.
Estas demoras pueden ser tomadas en cuenta por el operario a costa de su rendimiento o productividad, pero no se proporciona ninguna tolerancia por estas interrupciones del trabajo en la elaboración del estándar.
Tolerancias adicionales o extras.
Sin embargo, en ciertos casos puede ser necesario suministrar una tolerancia extra o adicional para establecer un estándar justo. Por tanto, debido a un lote subestándar de materia prima, pudiera ser necesario suministrar una tolerancia extra o adicional para tener en cuenta una indebidamente alta formación de desechos, originada por las deficiencias en el material. Siempre que sea práctico, el tiempo permitido se debe establecer para el trabajo adicional de una operación dividiéndola en elementos, y luego incluyendo estos tiempos en la operación específica.
Limpieza de la estación y lubricación de la máquina.
El tiempo necesario para limpiar y lubricar la máquina de un operador se puede clasificar como un retraso inevitable, cuando es gastado por el operario, se incluyen generalmente como una tolerancia de tiempo de ciclo total. El tipo y tamaño del equipo, y el material de la fabricació n tendrá considerable efecto.
Tolerancia por tiempo de suministro de potencia a una máquina.
Aplicación de las tolerancias o márgenes.
El propósito fundamental de las tolerancias es agregar un tiempo suficiente al tiempo de producción normal que permite al operario de tipo medio cumplir con el estándar cuando trabaja a ritmo normal.
La tolerancia se basa en el tiempo de producción normal, puesto que es este valor al que se aplicará el porcentaje en estudios subsecuentes.
El tiempo estándar.
El tiempo estándar para una operación dada es el tiempo requerido para que un operario de tiempo medio, plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a cado la operación. Se determina sumando el tiempo asignando a todos los elementos comprendidos en el estudio de tiempos.
Uso de la calculadora electrónica de mano.
Mediante una calculadora portátil pueden evaluarse los estándares de trabajo con precisión y rapidez. Una calculadora del tipo profesional permite efectuar operaciones aplicando una constante, como en el caso de un factor de calificación de la ejecución, un margen o tolerancia o cualquier factor de conversión, un analista de tiempos puede realizar cuatro estudios.
Expresión del tiempo estándar.
La suma de los tiempos elementales dará el estándar en minutos por pieza o en horas. La mayor parte de las operaciones de las operaciones industriales tienen ciclos relativamente cortos.
Estándares temporales.
nueva, y en la que hay un volumen insuficiente que permita al operario alcanzar su máxima eficiencia; basa la calificación del operario en el concepto usual de rendimiento o productividad, el estándar resultante parecería indebidamente estrecho, y con toda probabilidad el operario no estaría en condiciones de ganar cualesquiera incentivos. Quizá el método más satisfactorio para manejar situaciones como estas es por el establecimiento de estándares temporales; luego emplear la curva de aprendizaje para el tipo de trabajo que se estudia.
Estándares para preparación del trabajo.
Elementos típicos que figurarían en el estándar de preparación serían:
1. Marcar la iniciación del trabajo.
2. Sacar las herramientas del almacén.
3. Recoger planos y dibujos con el despachador.
4. Preparar la máquina.
5. Marcar la terminación del trabajo.
6. Desmontar las herramientas de la máquina.
7. Entregar las herramientas al almacén.
El analista emplea un procedimiento idéntico al seguido al establecer estándares para producción. Debe cerciorarse de que se utilizan los mejores métodos de preparación y que se ha adoptado un procedimiento estandarizado.
Preparaciones parciales.
ventajoso por varias razones: Los operarios quedarán considerablemente mas satisfechos debido a las más altas retribuciones, y tenderán a planear su trabajo para la mejor conveniencia posible. Esto resultará en mayor producción por unidad de tiempo y menores costos totales.
El tiempo estándar depende directamente del método empleado durante un estudio de tiempos. El método se refiere además a detalles como patrón de movimientos del operario, distribución en la estación de trabajo, condiciones del material y condiciones de trabajo.
Los estándares de tiempo se deben de mantener para asegurar una estructura satisfactoria de las tasas de remuneración. Esto exige el análisis continuo de métodos. Todos los estándares deben revisarse periódicamente a fin de comprobar si todos los métodos empleados son idénticos a los que estaban en uso en el momento de establecer los estándares.
La medición del trabajo y las computadoras.
Las computadoras son la herramienta principal para el análisis de medición del trabajo. Existen cinco razones para ello:
1. Uso creciente de los sistemas de datos de movimientos fundamentales.
2. incremento de las capacidades de memoria y precios más bajos de las computadoras personales.
3. Desarrollo de software apropiados por usuarios terminales e instituciones educativas.
4. Amplia difusión y uso de técnicas estadísticas y matemáticas.
5. Incremento del uso de la automatización en la obtención de datos.
El analista desarrolla una distribución en la estación de trabajo y el patrón de movimientos, con base en sus conocimientos de la economía de estos Últimos y las operaciones de taller. A partir de este método propuesto lleva a cabo una descomposición en elementos y se fija en los tiempos de datos estándares apropiados. El estándar de tiempo para la operación se obtiene ampliando los valores de tiempos elementales por su frecuencia, totalizando los tiempos para cada elemento, aplicando el margen correcto y efectuando finalmente la suma de los tiempos de elementos asignados a fin de determinar el tiempo de operación asignado. Un sistema automatizado para procesamiento de datos relativos a métodos y estándares, puede minimizar este trabajo; tal sistema operaría como
4. Todos los reportes correspondientes son preparados por el sistema.
5. El tiempo de operación y la descripción se conservan en un archivo permanente para uso y mantenimientos futuros.
Ventajas de la automatización de métodos y estándares.
de trabajo no medido, tanto mayor será la oportunidad de lograr un control efectivo y una operación eficiente.
Aproximación a la automatización por medio del procesamiento de datos. A fin de usar el equipo de procesamiento de datos es necesario elaborar archivos de todos los datos estándares existentes, que deben ser identificados por una codificación aceptable. Los registros comprendidos en el desarrollo del estándar de operación se almacena en un archivo temporal hasta que la revisión final de la elementos y archivos de operaciones.
En la implantación de un sistema de medición de trabajo son necesarios dos archivos principales de entrada: El archivo de elementos y archivo de operaciones. Después de la aprobación del estándar de operación, los registros de operación temporales se transfieren al archivo de operaciones.
Www.Wikipedia.com, la enciclopedia libre.
Define Distribución de planta como. “La ordenación física de los elementos industriales, esta ordenación, ya practicada o en proyecto, incluye, tanto los espacios necesarios para el movimiento de materiales, almacenamiento, trabajadores indirectos y todas las otras actividades o servicios, así como el equipo de trabajo y el personal de taller”.
El objetivo primordial que persigue la distribución en planta es hallar una ordenación de las áreas de trabajo y del equipo, que sea la más económica para el trabajo, al mismo tiempo que la más segura y satisfactoria para los empleados.
La distribución en planta tiene dos intereses claros que son:
Interés Económico: con el que persigue aumentar la producción, reducir los costos, satisfacer al cliente mejorando el servicio y mejorar el funcionamiento de las empresas.
Interés Social: Con el que persigue darle seguridad al trabajador y satisfacer al cliente.
Toda la información debe ser proyectada hacia el futuro. El layout es para el futuro. Cuando se usa el término distribución en planta, se alude a veces la disposición física ya existente, otras veces a una distribución proyectada frecuentemente al área de estudio ó al trabajo de realizar una distribución en planta. En el presente documento se desarrollara el proyecto de diseñar una planta.
materiales del producto en estudio, la estructura del proceso en la que se desarrollarán maquinaria, equipo y herramientas, las áreas de producción, puestos de trabajo, ruta de producción, continuando con las consideraciones de seguridad e higiene ocupacional que tendrá la planta, y se finalizará con la políticas generales en las que se cuenta los días laborales anuales y la jornada de trabajo, y otros. También se trabajaran los aspectos siguientes, el cálculo de requerimiento de maquinaria y equipo, la cual será necesaria para la producción, así como la mano de obra tanto directa como indirecta, que son parte fundamental de la empresa.
Y la parte fundamental del cálculo el espacio físico de la planta, dentro del cual se encuentran todas las áreas involucradas en el proceso de producción así como administrativo, considerando la expansión de la misma en el futuro.
1.5. Hipótesis
Después de lo expuesto anteriormente podríamos decir que las alternativas de solución para los problemas detectados son una restructuración de las operaciones que se realizan actualmente en dichos procesos, tanto en el de inserción como en el de despacho, también implica la redistribución de los equipos existentes en el área de trabajo, la optimización de los espacios verticales existentes, o sea crecer verticalmente ya que los espacios horizontales son muy reducidos.
1.6. Metodología
Para el presente estudio se realizara una investigación empírica primaria o también llamada de campo, combinándola con la investigación empírica secundaria o también llamada bibliográfica.
Con la investigación de campo se podrá establecer un diagnostico real de la situación actual del departamento de inserción y despacho, para así de esta manera determinar las causales de él o los problemas que existen en dicho departamento.
Se realizara un estudio de tiempos y movimientos en las diversas operaciones realizadas.
Se utilizaran técnicas y herramientas aprendidas, como por ejemplo:
- Diagramas de procesos. - Diagramas causa efecto. - Análisis F.O.D.A.
Se investigara y se consultara en libros, textos, Internet, etc., las diferentes alternativas de soluciones.
PRESENTACIÓN DE LA EMPRESA
2.1. Datos generales
“C.A. El Universo” fue fundada el 16 de septiembre de 1921 en la ciudad de guayaquil, su matriz principal está ubicada en Av. Domingo Comín entre calle 11 y Av. Ernesto Albán, contando además con oficinas en Quito, Cuenca, Salinas y varias agencias ubicadas estratégicamente para la comercialización y distribución del diario, actualmente cuenta con 870 empleados.
Telf.: 2-490000 P.O.BOX: 09-01-531 E mail: eluniverso.com.ec.
Acontecimientos importantes.
Del año 1921 al 1941
- 1921: Se adquieren los primeros activos de la empresa que fueron de El Universal. Su primer local estuvo ubicado en Chimborazo1310 entre Vélez y Luque, empezó con 8 empleados.
- 1923: Se adquiere prensa marca Universal y linotipo. Se firmo la escritura pública de constitución de la Compañía Anónima El Universo.
- 1926: Se inaugura una roto plana Duplex, fabricada e importada especialmente para El Universo.
- 1932: Se adquiere en propiedad el antiguo Templo Masónico en la esquina de Escobedo y Nueve de Octubre. Allí funciono el Diario por 61 años, hasta su traslado a su ubicación actual.
Del año 1941 al 1961
- 1958: Empieza a funcionar rotativa marca Goss.
- 1959: Se definió el slogan de: “El Mayor Diario Nacional”
Del año 1961 al 1981
- 1967: Empieza a funcionar rotativa marca Goss, modelo Mark II.
- En los años 80: Se pasa de la técnica del caliente (lingotes de plomo) al frío (computadora).
Del año 1981 hasta la actualidad.
- 1993: Se inauguran las modernas instalaciones en que se edita El Universo, hasta la fecha actual.
- 1994: Carlos Pérez Perasso define la misión de la empresa. Se logró vender los miércoles hasta 442470 ejemplares, cuando el promedio era de 135.000 ejemplares diarios.
- 1996: Se adquiere rotativa marca Goss modelo Headliner Offset, con la cual el Diario entró de lleno a la más moderna técnica de impresión con que termino el siglo XX.
2.1.1. Localización
C.A. El Universo esta localizada al sur de la cuidad de Guayaquil, su matriz principal está ubicada en Av. Domingo Comín entre calle 11 y Av. Ernesto Albán, en una zona industrial, para mayor detalle (ver anexo 1).
2.2. Misión de la empresa
Informar sobre lo acontecido en las últimas veinticuatro horas en la ciudad, en el país y en el mundo, de manera clara, objetiva, honesta, imparcial y veraz y orientar y ofrecer elementos de reflexión sobre los asuntos de orden público desde dos espacios editoriales y de análisis; en un producto útil, convenientemente presentado, bien impreso y que llegue a todos los sectores del país en el momento oportuno. Hacer todos los días el mayor y mejor periódico del Ecuador.
2.2.1. Visión de la empresa
Ser una organización sólida y cohesiva, identificada con los más caros intereses nacionales, enfocada a su razón de ser y líder en contenidos periodísticos, para ser el mayor y mejor diario nacional día a día.
2.3. Identificación con el CIIU (codificación internacional industrial uniforme).
La identificación de la empresa según la Clasificación Industrial Internacional Uniforme corresponde con el código 3.4.2.0 y es para las Imprentas, editoriales e industrias conexas; entendiéndose como una empresa de impresión de diarios y revistas.
2.3.1. Líneas de producción.
2.4. Descripción de los productos que elabora la empresa. El Ejemplar
El Universo es un periódico informativo, que tiene las siguientes secciones: Primera
La primera sección contiene las noticias más importantes del día, ya sea en el ámbito de la Economía, Política, Sucesos del país y del mundo. Además incluye la página editorial, en la cual el Diario y sus columnistas expresan su opinión sobre temas de trascendencia nacional o internacional. Esta sección contiene también una página especial para el tratamiento a fondo de un tema que nuestros editores plantean al país y a los lectores como agenda propia.
Gran Guayaquil
Presenta noticias y temas de actualidad local e internacional. Además, busca acercarse al lector ciudadano ofreciéndole una ventana hacia la comunidad.
Vida y Estilo
Esta nueva sección presenta noticias, temas y eventos de interés que suceden en el ámbito cultural, artístico y de espectáculos.
Deportes
Esta sección cubre los principales acontecimientos deportivos en el ámbito nacional e internacional. Ofrece reportajes sobre las diferentes disciplinas deportivas, estrellas y personajes que diariamente hacen noticia.
Clasificados
La Revista
Revista dominical para jóvenes y adultos con temas variados. Presenta artículos de moda, belleza, cocina, decoración, arquitectura, turismo nacional e internacional, recomendaciones en el área de salud, consejos, reportajes para la familia, entre otros.
Sambo
Revista para jóvenes y adultos, circula el primer viernes de cada mes, para el sector de zamborondón, con temas variados de farándula, tips, modas, etc.
Mi Mundo
Revista interactiva infantil de aprendizaje y diversión. Busca informar, orientar y servir de herramienta de actualización para los niños. Presenta temas de gran interés como: Internet, ecología, música, moda, reportajes de trabajos
prácticos, etc. Circula todos los sábados. Motores
Esta revista trata sobre la oferta automotriz, transporte y novedades de la industria nacional y extranjera para satisfacer las inquietudes de los amantes de los autos. Presenta diferentes secciones como: Mecánica, Auto-notas, Novedades, La prueba, etc.
Coleccionables
Todas las semanas nuestros lectores reciben el más variado material didáctico coleccionable. En la actualidad esta circulando todos los martes y miércoles los fascículos de "Cocina fácil" en estos fascículos encontrará recetas fáciles y sencillas de preparar.
Diario Súper subgerente de análisis y proyectos además de su respectiva secretaria, continuando están los gerentes de comercialización, producción, recursos humanos, financiero, administración, sistemas y nuevos medios los mismos que son responsables directos de lo que acontece en cada área (ver anexo 2).El organigrama del departamento de Inserción y despacho también es de tipo lineal, el cuál está encabezado por el Jefe, seguido de los Coordinadores quienes son los responsables de todas las labores del departamento, siguiendo la línea vertical tenemos al supervisor quien es el encargado del control del personal auxiliar, posteriormente tenemos al ayudante quien colabora en el control de las operaciones (ver anexo 3).
2.6. Descripción por cargos del departamento de Inserción y Despacho
CUADRO Nº 1
DESCRIPCIÓN DE LAS ACTIVIDADES DEL JEFE DEL DEPARTAMENTO Y FRECUENCIA DE EJECUCIÓN.
Cargo: Jefe de Imprenta e Inserción y Despacho
Colaboradores: Coordinador y Supervisor
Superior Inmediato: Gerente de Producción
Actividad Frecuencia
Diaria Semanal Quincenal Mensual
Desarrollar los planes de trabajo. X
Controlar el cumplimiento de los planes de trabajo X
Coordinar el mantenimiento eléctrico y mecánico
de los equipos. X
Analizar y optimizar los procesos procurando eliminar cuellos de botella, retrasos, fallas y reprocesamientos
X
Controlar y analizar el consumo de los materiales e
insumos utilizados en el departamento de Imprenta. X
Coordinar con Preprensa los formatos de nuevos
productos para optimizar recursos en la Imprenta. X
Supervisar el cumplimiento de las normas de
seguridad industrial establecidas en la Imprenta. X
Realizar un seguimiento mensual al presupuesto del
departamento de Imprenta. X
Realizar un seguimiento a los indicadores de
gestión para lograr su cumplimiento. X
Planificar y coordinar las órdenes de producción. X
Realizar el análisis y control de los materiales e
insumos para obtener productos de calidad. X Coordinar con los supervisores, prensistas y
personal a cargo, la ejecución de los trabajos y el cumplimiento de los estándares de calidad, cantidad y tiempo establecidos.
X
Realizar el presupuesto del departamento. X
Aprobar y controlar los sobre tiempos y cambios de
horarios del personal de Inserción y Despacho. X
Planificar las actividades de inserción dentro del
periódico. X
Coordinar de forma efectiva las actividades con Prensa e Imprenta, Circulación y demás departamentos del área Comercial.
X
Establecer procedimientos para optimizar las tareas
de inserción. X
Controlar que los procedimientos establecidos se
cumplan X
CUADRO Nº 2
DESCRIPCIÓN DE LAS ACTIVIDADES DEL COORDINADOR DEL DEPARTAMENTO Y FRECUENCIA DE EJECUCIÓN.
Cargo: Coordinador de Inserción y Despacho
Colaboradores: Supervisor
Superior Inmediato: Jefe de Imprenta e Inserción y Despacho
Actividad Frecuencia
Diaria Semanal Quincenal Mensual Controlar el número de ejemplares recibidos de
la Rotativa. X
Controlar el número de ejemplares entregados
a Distribución. X
Controlar y Realizar reportes del número de ejemplares de periódicos sobrantes o faltantes, basado en los datos de ejemplares recibidos.
X
Llenar los respectivos formularios de
entrega-recepción de ejemplares. X
Controlar y Elaborar reportes de la cantidad de
fascículos, láminas y afiches que sobraron. X
Controlar la recepción de los insertos que otras empresas contratan para su circulación con los periódicos El Universo y Súper.
X
Confirmar con el área Comercial la fecha de
circulación de los insertos contratados. X
Coordinar las actividades del personal de inserción (eventual), según el volumen de trabajo y la programación de producción.
X
Elaborar el reporte de liquidación de días
trabajados por los auxiliares. X
Realizar el reporte de entrega de paquetes de
periódicos a Distribución X
Realizar el pedido de los departamentos de
Suministros y Bodegas. X
Controlar que el almacenamiento de insertos, preimpresos y otros productos se realizan en orden y con su respectiva señalización.
X
Fuente: C.A. El Universo.
CUADRO Nº 3
DESCRIPCIÓN DE LAS ACTIVIDADES DEL SUPERVISOR DEL DEPARTAMENTO Y FRECUENCIA DE EJECUCIÓN.
Cargo: Supervisor de Inserción y Despacho
Colaboradores: Ayudante y Auxiliar
Superior Inmediato: Coordinador de Inserción y Despacho
Actividad Frecuencia
Diaria Semanal Quincenal Mensual Supervisar el trabajo de los Auxiliares de
Inserción y Despacho que arman los paquetes con poca cantidad de ejemplares.
X
Verificar que los ejemplares de suscripciones de Diario El Universo sean de óptima calidad.
Verificar que las actividades asignadas a los auxiliares del Departamento sean ejecutadas correctamente.
X
Controlar el ingreso y la asistencia del
personal auxiliar a su cargo. X
Dar instrucciones de los trabajos que tienen
que realizar el grupo de auxiliares. X
Supervisar la inserción de fascículos, revistas y otros insertos comerciales en los
Supervisar las actividades de limpieza de los auxiliares en el área de Inserción y Despacho.
X
Fuente: C.A. El Universo.
CUADRO Nº 4
DESCRIPCIÓN DE LAS ACTIVIDADES DEL AYUDANTE DEL DEPARTAMENTO Y FRECUENCIA DE EJECUCIÓN.
Cargo: Ayudante de Inserción y despacho
Superior Inmediato: Coordinador de Inserción y Despacho
Actividad Frecuencia
Diaria Semanal Quincenal Mensual
Coordinar con el área de Circulación la
cantidad de suplementos requeridos. X
Comunicar al Supervisor de Rotativa la cantidad de ejemplares del desperdicio impreso que llega a la Sala de Inserción y Despacho.
X
Supervisar la calidad de los suplementos, revistas y fascículos que salen del stacker (contador de ejemplares).
X
Llenar el formulario “Recepción y Entrega de Revistas” con la cantidad, nombre del producto, fecha y firma para enviar a la Imprenta.
X
Controlar que en la bodega exista un stock de suplementos varios, para atender los
requerimientos de las diferentes áreas.
X
Comunicar mediante correo electrónico la cantidad de fascículos que sobraron al Coordinador y al Jefe de Inserción y Despacho.
X
Recibir los insertos de las empresas que
contratan el servicio de distribución. X
Revisar la cantidad de paquetes de insertos
por cajas. X
Enviar una muestra de los insertos recibidos a la Secretaria de Ventas, Auditor Interno de Publicidad, Jefe de Operaciones, Jefe de Logística y Gerente de Circulación
X
Realizar el pedido de los materiales (papel blanco, fundas, flejes, cartón cortado, etc.) que se utilizarán en la noche a los
departamentos de Suministros y Bodegas.
X
Verificar que las actividades asignadas a los Auxiliares de Inserción y Despacho sean cumplidas.
X
RECOPILACIÓN DE LA INFORMACIÓN
3.1. Producción y mercadeo.
Diario El universo opera con distribuidores en cada uno de los cantones en la totalidad de las provincias del país. Dividiendo el mercado en cinco regiones, las cuales describimos a continuación:
Región 1 Guayas - Santa Elena.
Región 2 Santo Domingo - Esmeraldas - Babahoyo. Región 3 Manabí.
Región 4 Cuenca-Machala – Pasaje – Huaquillas - Santa Rosa - Loja. Región 5 Provincias del norte de la Sierra y Oriente.
Guayaquil y Quito son dos mercados que se manejan con prioridades.
CUADRO Nº 5
PORCENTAJE DE CAPTACIÓN DEL M ERCADO LOCAL
Diarios
Promedios semanales de ventas de ejemplares
Promedio de vent as en el mercado local
CUADRO Nº 6
PORCENTAJE DE CAPTACIÓN DEL M ERCADO NACIONAL
Diarios
PORCENTAJE DE CAPTACIÓN DEL M ERCADO NACIONAL Promedio de ventas en el mercado nacional El universo
Las estadísticas de ventas están reflejadas en las distribuidoras, agencias y suscripciones, las cuales son manejadas directamente por la empresa.
CUADRO Nº 7
VENTAS SEMANALES EN LA CIUDAD DE GUAYAQUIL
Puntos de ventas Numero de ejemplares Porcentaje
Distribuidoras 220500 42,16%
Agencias 219050 41,88%
Suscripciones 83450 15,96%
TOTAL 523000 100,00%
Fuente: C.A. El Universo.
Elaborado por: Luis Lema A.
GRÁFICO Nº 3
VENTAS SEMANALES EN LA CIUDAD DE GUAYAQUIL
Distribuidoras 42%
Agencias 42% Suscripciones
16%
Fuente: C.A. El Universo. Elaborado por: Luis Lema A.
3.2. Capacidades de la Empresa
3.2.1. Terreno industrial y maquinarias
El terreno industrial en donde opera la empresa es de 82514.87 m2, los Embuchadoras-Cosedoras Mûller Martini, con una velocidad de trabajo de 12.000 ejemplares / hora, estas son utilizadas para todo el proceso de refilado y grapado, adicionalmente tiene stackers Grammeler para el conteo de ejemplares y atadoras
3.2.3. Recursos financieros
3.3. Cadenas de industrialización y comercialización.
La distribución de los ejemplares como ya se ha visto en los cuadros anteriores se realiza por medio de las distribuidoras, agencias y suscripciones; a continuación se detalla los canales de distribución empleados para que el ejemplar pueda llegar al lector final:
1ªCanal: Empresa - Agencia - Mayoristas - Voceadores - Lector final 2ªCanal: Empresa - Mayoristas - Voceadores - Lector final
3ªCanal: Empresa - Mayoristas - Lector final
4ªCanal: Empresa - Agencia - Voceadores - Lector final 5ªCanal: Empresa - Agencia - Lector final
6ªCanal: Empresa -Centros de distribución -Mayoristas -Voceadores -Lector 7ªCanal: Empresa - Centros de distribución - Mayoristas - Lector final 8ªCanal: Empresa - Centros de distribución - Lector final
9ªCanal: Empresa - Islas - Lector final
ANALISIS INTERNO DEL DEPARTAMENTO
Logística interna.- Los principales proveedores de los insertos que circulan con el diario son los siguientes en orden de volumen:
- Imprenta Mariscal ( Quito )
- Imprenta Offset Abad ( Guayaquil ) - Ecuaeditorial ( Quito )
- Departamento de Rotativa e Imprenta - Otras imprentas del mercado local
Operaciones.- La fuerza de producción en el departamento la representan los circulación nacional o sectorizada, ya sean comerciales o pertenecientes al diario, cuando decimos pertenecientes al diario nos referimos a los suplementos históricos y a los institucionales, el envío de los ejemplares se lo hace por medio de camiones de reparto utilizados a nivel nacional o local, a continuación detallamos dicha distribución:
- Nacional ( Total del País)
- Provincial (Ciertas provincias pedidas por el cliente) - Guayas y Santa Elena (Total de las dos provincias) - Quito (Total de la ciudad)
- Guayaquil (Total de la ciudad)
- Zona Norte (Urdesa, Zamborondón, Alborada, Puntilla, Duran, etc.) - Zona Sur (Guasmo, Esclusas, etc.)
- Zona Centro (Todo el centro de la ciudad)
- Suscriptores (Clientes que pagan mensualmente por que le entreguen el diario en su casa).
Ventas.- La venta de los ejemplares como ya se vio anteriormente, se la realiza por medio de las distribuidoras, agencias, islas, suscripciones y voceadores, cualquier cliente ya sea directo u ocasional puede adquirir un diario y así poder estar informado de las últimas noticias.
ocasiónales, para saber en que estado le llega el diario, si el ejemplar llega en mal estado se le hace la reposición sin costo adicional.
4.2. Análisis de capacidades internas del departamento
GRÁFICO Nº 5
DIAGRAMA ACTUAL DE FLUJO DE OPERACIONES
La capacidad de producción es constante de domingo a jueves, con un
Día Cantidad de ejemplares a insertar
Lunes 90719
4.3. Problemas asignados a la dirección
Actualmente en el departamento no existe un manual de políticas y procedimientos para la recepción de los productos recibidos de los Dpto. de Rotativa y de Imprenta y tampoco para la entrega de los ejemplares al Dpto. de Distribución.
4.4. Problemas asignados a la infraestructura
4.5. Problemas asignados al uso de tecnología
CAPITULO V
ANÁLISIS DEL ENTORNO
5.1. Microentorno y macroentorno
Para el siguiente capitulo utilizaremos el análisis F.O.D.A., esta herramienta nos permitirá conformar un cuadro de la situación actual del departamento permitiendo de esta manera obtener un diagnostico preciso que permita en función de ello tomar dediciones para, aprovechar oportunidades, contrarrestar amenazas y corregir debilidades. por mal flujo de los procesos
Aprovechar la capacidad de respuesta del personal
DIAGNÓSTICO
6.1. Identificación de los problemas
Los problemas que se presentan actualmente en el departamento son los siguientes:
1.- Mala distribución de planta, espacios mal utilizados. 2.- Falta de organización.
3.- Falta de estandarización de los métodos de trabajos. 4.- Deficiente flujo de despacho.
En el siguiente cuadro detallamos el origen, la causa y el efecto de los problemas antes mencionados, el orden en que se encuentran es según su prioridad:
CUADRO Nº 12
ORIGEN, CAUSAS Y EFECTOS DE LOS PROBLEMAS
PROBLEMA ORIGEN CAUSA EFECTO
6.2. Análisis de los problemas que afectan a la baja de la productividad.
Para comprender mejor la situación actual del Departamento, se detalla a continuación el porqué de los problemas:
Mala distribución de planta, espacios mal utilizados.- Los espacios de trabajo son mal empleados debido a la mala ubicación de los equipos, también por la mala distribución de las mesas de trabajo; a lo que se le suma la falta de organización para almacenar los insertos, ya sean propios del diario como son La Revista, Mi Mundo, los fascículos coleccionables, y los ejemplares de adelanto de los días domingos, especiales o feriados que van en el ejemplar; también por la ubicación inadecuada de un espacio de almacenaje preventivo para los insertos comerciales que son enviados por los clientes para su circulación, cabe recalcar que dicho espacio obstaculiza el flujo del personal auxiliar, otro de los puntos que influye en la mala utilización de los espacios es la distribución zonal de los insertos, ya que el material pre-insertado no es colocado en un solo lugar sino en varios.
Falta de organización.- Al llegar un inserto sea este comercial o del diario existe una clara desorganización al momento de la recepción ya que no existe un manual de políticas y procedimientos, también existe confusión al momento de realizar las inserciones, ya que no existe una programación para realizar dicho trabajo, todo se realiza empíricamente y no técnicamente.
Deficiente flujo de despacho.- Una de las causas para este problema es la
6.3. Costos asignados a los problemas
Para esta parte se elaborar una tabla, en la cual se detallaran los tiempos de inserciones utilizados por los auxiliares, se utilizara la producción de un día normal entre semana.
CUADRO Nº 13
TIEMPOS DE ELABORACIÓN DE PAQUETES
Cabe señalar que cada paquete contiene 50 ejemplares y los días sábados la producción es doble, el número de auxiliares que trabajan de domingo a viernes es de 45, por cada mesa laboran 4 personas y solo en la # 12 labora una, mientras que el sábado trabajan 53.
Para el cálculo de la producción diaria de paquetes tomaremos la cantidad de ejemplares promedio que circulan de lunes a viernes, la cual es de 123.978 ejemplares, esta cantidad la dividimos para 50 (número de ejemplares por paquete), el número de ejemplares también varia por la cantidad de páginas que tenga, entonces de la división del promedio de ejemplares que circulan diariamente para el numero de ejemplares por paquete tenemos que se tienen que despachar 2.480 paquetes promedio por día, en un tiempo de 6 horas de trabajo.
CUADRO Nº 14
TIEMPO PERDIDO POR MALA DISTRIBUCIÓN DE PLANTA
COSTEO DE SOLUCIONES
7.1. Inversión a realizar
Antes de entrar de lleno al estudio de la inversión a realizar, analizaremos los problemas encontrados en el desarrollo de este estudio, y también estableceremos las soluciones para cada uno:
1.– Para la mala distribución de planta y espacios mal utilizados, se plantea la redistribución de los equipos y puestos de trabajo (mesas); lo que se logrará con esto es aprovechar al máximo los espacios y también disminuir considerablemente el tiempo que se pierde actualmente en el traslado del personal auxiliar para el transporte de los paquetes de ejemplares. También se implementarán unos Racks de almacenamiento para poder colocar los insertos a circular, según el requerimiento del Dpto. de Circulación, la adquisición de un montacargas eléctrico, el cual servirá para poder colocar los palets con insertos hasta una altura de cinco metros. Lo que se pretende aprovechar con esta propuesta son los espacios verticales que existen actualmente en el área, para una mejor apreciación visual ver anexo 5.
CUADRO Nº 15
COMPARACIÓN DE ELABORACIÓN DE PAQUETES
Mesa # de personas procedimientos, un archivo digital de programaciones de inserciones y también un formato de entrega recepción de ejemplares.
Manuales de Políticas & Procedimientos
Departamento de Inserción y Despacho PRODUCCIÓN
Listado
1. Políticas y Procedimientos para la Entrega-recepción de Pre impresos.
2. Políticas y Procedimientos para la Recepción de insertos comerciales impresos externamente y contratados para su circulación con los diarios El Universo y/o Diario Súper.
3. Políticas y Procedimientos para la entrega-recepción de fascículos, afiches y láminas sobrantes.
4. Políticas y Procedimientos para la Entrega-recepción de Pre impresos e insertos sobrantes.
DIARIO EL UNIVERSO
POLÍTICAS Y PROCEDIMIENTOS PARA EL PROCESO DE ENTREGA-RECEPCIÓN DE PREIMPRESOS
Elaborado por: Luis Lema A. Coordinador de Inserción y Despacho
Revisado por:
Aprobada por: Gerencia general... fecha: Directorio... fecha:
1. Propósito
Documentar los pasos necesarios para la entrega de todos los productos impresos en la Rotativa a los Departamento de Imprenta y Distribución.
2. Alcance
Aplicable a todos los “pre impresos” trabajados en las rotativas y que llegan a la Sala de Inserción y Despacho.
3. Definiciones
Pre impreso.- Productos impresos en la rotativa, a excepción del periódico.
4. Responsable de la revisión de las políticas
El Jefe de Inserción y Despacho conjuntamente con el Gerente de Producción serán los responsables de la revisión y actualización de estas políticas cuando lo estimen necesario.
5. Políticas
a El Coordinador de Inserción y Despacho y el ayudante o supervisor son las personas autorizadas para entregar productos impresos en la Rotativa y que pasan por la sala de inserción y despacho.
b Los productos anteriormente mencionados solo pondrán ser entregados a los Departamentos de Imprenta y Distribución.
6. Procedimientos
Políticas y Procedimientos para la Entrega-recepción de Pre impresos.
a) Los auxiliares de inserción y despacho estiban los productos impresos en
d) El reporte de recepción del producto es archivado en su respectiva carpeta. e) Se procede a llenar la papeleta de entrega - recepción del producto, la
misma que contiene un original y una copia, esto solo se hace en los Pre insertos que son llevados para su terminación en el departamento de imprenta.
f) El producto estibado en palets es trasladado al departamento de Imprenta. g) Cuando todo el producto se encuentra en dicho departamento, se envía la
papeleta de entrega – recepción.
h) La papeleta de entrega - recepción es firmada por el coordinador de inserción y despachos, su ayudante o el supervisor, quienes son los autorizados para la entrega del producto y por el jefe de Imprenta o por el supervisor quienes son los autorizados para recibir el producto.
i) Firmada la papeleta de entrega - recepción por ambas partes, la copia es dejada en el departamento de Imprenta.
j) El original firmado de la papeleta entrega - recepción es archivada en su respectiva carpeta en el departamento de Inserción y Despacho.
a) El ayudante de Inserción y Despacho cuenta el número de cartones o paquetes en que viene el inserto y compara esa información con la cantidad que consta en la orden de entrega, para verificar si existen diferencias.
b) Luego de esto el Coordinador de Inserción y Despacho o el ayudante procede a firmar la papeleta, quedándose con una copia.
Una vez finalizada la tarea de inserción por la noche, en la mañana siguiente se hace:
a) Se procede a limpiar los suplementos Pre insertados que sobraron, para poder obtener los insertos comerciales externos.
b) Una vez obtenidos los insertos comerciales, este se lleva a la balanza para obtener su peso en kilos.
c) Obtenido el peso se procede a llenar el formato de entrega – recepción, el cual consta de un original y una copia, además de los datos correspondientes al inserto comercial.
d) El sobrante amarrado se lleva a la bodega de desperdicios, donde lo recibe la persona encargada.
e) Una vez corroborados los datos del documento de entrega – recepción, este es firmado por el coordinador de inserción y despachos o por su ayudante quien entrega los sobrantes y por el encargado de la bodega de desperdicios quien recibe.
f) Una vez firmada la papeleta por ambas partes, la copia es entregada al encargado de la bodega de desperdicios.
Políticas y Procedimientos para la entrega-recepción de fascículos, afiches y láminas sobrantes.
a) El ayudante de Inserción y Despacho cuenta el número de baches y palets que envía el departamento de Imprenta y compara esa información con la cantidad que consta en la orden de entrega, para verificar si existen diferencias.
b) Luego de esto el Coordinador de Inserción y Despacho o su ayudante procede a firmar la papeleta, quedándose con una copia color celeste. c) Esta copia es enviada al departamento de circulación y es entregada al
asistente de información y estadísticas.
Una vez finalizada la tarea de inserción por la noche, en la mañana siguiente se hace:
a) Se cuenta el sobrante de fascículos y laminas unidad por unidad.
b) Una vez obtenida la cantidad de los sobrantes, estos son enviados al departamento de optativos, quienes corroboran la cantidad enviada.
c) Confirmada la cantidad por el supervisor de optativos se procede a enviar un correo electrónico, al supervisor de suministros, asistente de información y estadísticas, jefe de imprenta, jefe de logística y jefe de operaciones y circulación.
d) El correo electrónico es impreso y enviado al supervisor de optativos, para dejar constancia del sobrante entregado.
e) El correo electrónico es contestado por el supervisor de suministros, confirmando cantidad de sobrantes recibidas.
Políticas y Procedimientos para la Entrega-recepción de pre impresos e insertos sobrantes.
Una vez finalizada la tarea de inserción por la noche, en la mañana siguiente se hace:
a) Se cuenta el suplemento sobrante unidad por unidad.
b) Una vez obtenida la cantidad del sobrante, este se lleva a la balanza para obtener su peso en kilos.
c) Luego de pesar el sobrante se procede a amarrarlo.
d) Una vez obtenidos la cantidad y peso se procede a llenar el formato de entrega – recepción, el cual conste de un original y una copia, en el mismo constan los datos correspondientes a cada suplemento entregado.
e) El sobrante amarrado se lleva a la bodega de desperdicios, donde lo recibe encargado de la bodega de desperdicios.
h) El original firmado de la papeleta entrega - recepción es archivada en su respectiva carpeta en el departamento de Inserción y Despacho.
GRÁFICO Nº 7
DIAGRAMA PROPUESTO DE FLUJO DE OPERACIONES
Fuente: C. A. El Universo
Como se pudo apreciar en el diagrama anterior realizando las respectivas mejoras en el proceso, se reducirá el tiempo utilizado actualmente para realizar 100 insertos que es de 00:12:20 min. a 00:08:20 min., lo que nos equivale a incrementar la producción en un 33.3 %.
4.- Para el deficiente flujo de despacho, se controlará la cantidad de ejemplares por paquetes, se escogerán paquetes al azar para realizar dicho control.
En el siguiente cuadro se detallan las inversiones requeridas a realizar para las soluciones planteadas:
CUADRO Nº 16 INVERSIÓN REQUERIDA
Detalle Cantidad Costo unitario($) Costo total ($) Cable concéntrico (3x12) 300 mt. 2,20 el mt. 660
Canaleta para cables 30 mt. 1,10 el mt. 33
Racks de almacenamiento 6 módulos 379,31 el modulo 2275,86
Montacargas eléctrico 1 8817,61 8817,61
TOTAL 11786,47
Fuente: C.A. El Universo.
Elaborado por: Luis Lema A.
La cotización de los Racks de almacenamiento se presenta en el anexo 6 y la del montacargas eléctrico se presenta en el anexo 7, cabe recalcar que la reubicación de los equipos las realizaría el personal de mantenimiento mecánico en coordinación con el personal de mantenimiento eléctrico.
7.2. Ahorro a obtener
emplean actualmente el personal en traslado, lo cual influye en la elaboración de tiempos que se utilizarán en la elaboración de los paquetes:
CUADRO Nº 17
Como se pudo apreciar en el cuadro anterior, el tiempo improductivo por traslado del personal para la elaboración de un paquete se reducirá sustancialmente de un promedio de 2 min. a solo 23 seg.
En el siguiente cuadro compararemos la producción actual con la que obtendríamos después de todas las propuestas planteadas:
CUADRO Nº 18
COMPARACIÓN DE PRODUCCIÓN ACTUAL Y PROPUESTA