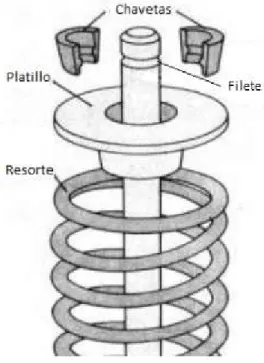
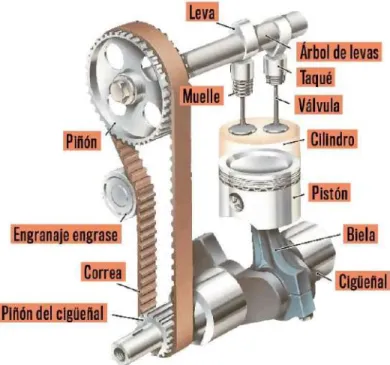
Esta carrera afectará directamente a la válvula, que se abrirá o cerrará dependiendo de la posición de la leva. La interacción entre ambas partes se produce a través de una cerradura que rodea la parte superior de la válvula y se apoya sobre el plato, como se muestra en la figura 4. En el caso de las válvulas de admisión, estas deben soportar temperaturas más bajas que las de escape, ya que solo permitir que la mezcla entre para que se produzca la combustión.
Pero en la práctica se producen errores en el cuerpo de la pieza, lo que lleva a su sustitución por una pieza de repuesto. Esta situación puede ocurrir debido a un retraso en la válvula o al funcionamiento del motor a un número de revoluciones demasiado elevado. Esto puede deberse a que la placa no queda perpendicular al cuerpo debido a la deformación de la válvula.
En la figura 7 puedes ver cómo quedaron nuestras piezas después de romperse, la de la izquierda es la válvula de escape y la de la derecha es la válvula de admisión. Como se describió anteriormente, al activar un empujador hace que el árbol de levas gire y mueva la válvula. Esto tiene que ver con la geometría de la leva y fue explicado anteriormente en el apartado "2.1.1 El movimiento de las válvulas".
ANÁLISIS METALÚRGICO 1 Introducción
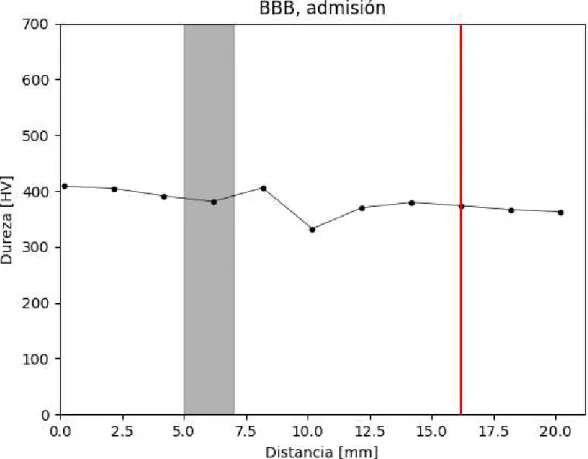
Se puede suponer que estas son las únicas válvulas de escape analizadas que tienen un tratamiento endurecido en la punta. La línea roja representa la posición del cambio de color en la válvula observado después del ataque químico con Picral. La muestra 1 mostró una decoloración macroscópicamente perceptible a 16 mm del extremo superior después del ataque.
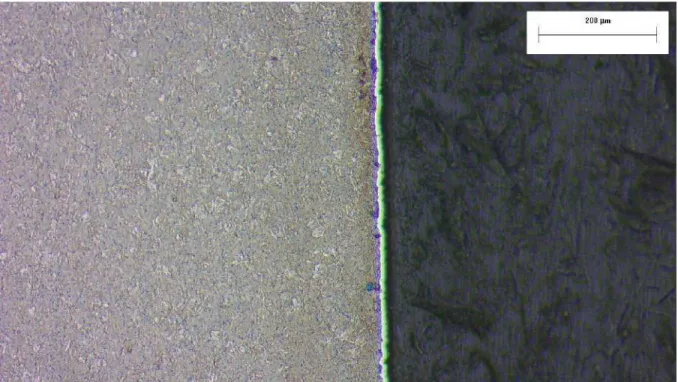
Cuando se observó al microscopio, se observó que este cambio de color se debe a un cambio en la microestructura. Se puede observar en la Figura 41 que se puede distinguir una sola fase granular, nuevamente acompañada de inclusiones oscuras y marcas de laminación. Además, se detectó la presencia de una capa de espesor variable bajo la altura de los filetes, ubicada en la superficie, que se extiende a lo largo de la muestra (Figura 42).
El ejemplo 3 muestra un cambio de color en la altura de los hilos después del ataque. Se nota la presencia de una capa como en el caso de la muestra 2, lo cual se evidencia en la figura 48. A mayor aumento se ve que la parte superior de la muestra 3 presenta una estructura fina, similar a lo observado en las muestras 1. .
En el cambio de color, los granos son claramente visibles, como se puede observar en la figura 49. La muestra 4 presenta características microestructurales muy similares a las observadas en la muestra 2: una estructura de grano homogénea en toda la muestra (figuras 51 y 52). La muestra 5 presentó características similares a la muestra 1, pero esta vez el cambio de color se produjo a 15 mm del extremo superior.
La muestra 6 muestra un cambio de color a la altura de los filetes luego de ser atacados, a 16 mm del extremo superior (figuras 57 y 58). Como se observó en el punto anterior, las válvulas de escape presentaron una estructura homogénea y granular, con ausencia de magnetismo, a excepción de la muestra 6 cuya punta superior era magnética. Por otro lado, el examen macroscópico de las muestras de admisión pulidas y grabadas mostró un cambio de color que indica un cambio en la microestructura, probablemente asociado a un tratamiento térmico realizado en una sola zona de la válvula, a excepción de la muestra 7, que presentó una estructura homogénea.
La Figura 66 muestra un dibujo ilustrativo que muestra cómo lucen las muestras con este cambio de color después de ser grabadas y pulidas.

ESTUDIO DE LA SUPERFICIE DE FRACTURA 1 Introducción
Dado que es inusual que todas las grietas se formen en el mismo plano, su eventual coalescencia crea un escalón vertical en la superficie de la fractura. Puede ver esto en las Figuras 67 y 68, que muestran la extensión total de la superficie de fractura de las dos muestras que fallaron. Primero, los pedazos rotos fueron enviados a la Universidad de San Juan, donde se realizó el primer análisis de la superficie rota.
Para esta etapa también se decidió romper dos válvulas del mismo modelo y fabricante que las que habían fallado en servicio. El objetivo era simular la condición de sobrecarga y poder realizar una comparación entre las superficies de fractura de las piezas originales y las fracturadas intencionalmente. Se realizó una comparación de las imágenes adquiridas para encontrar similitudes y diferencias entre válvulas que fallaron en servicio y aquellas que se rompieron manualmente.
La figura 69 muestra la superficie de la válvula que falló en el laboratorio y la figura 70 muestra la superficie de la válvula de escape que falló en servicio. Aunque no se puede afirmar que existan condiciones para que se produzca una fractura completamente frágil, la superficie no mostró, en esta ampliación, la presencia de hoyuelos. En la figura 72 se puede observar la presencia de hoyuelos, que darán indicios de fractura dúctil.
Sin embargo, en la figura 71 no parece haber ningún hoyuelo, incluso se ven algunos planos regulares. Tanto en las Figuras 71 como 72 no se detectaron estrías, lo que descarta un posible fallo por fatiga. Finalmente, se comparó la superficie de la válvula de admisión rota en el laboratorio con la válvula de admisión que falló en servicio, la cual se puede observar en las Figuras 73 y 74 respectivamente.
Aunque la zona de interés es la misma, el aumento es mayor en la figura 73, permitiendo así ver diferentes planos de fractura así como la presencia de hoyuelos. Además, se observaron similitudes entre las superficies de las muestras que fallaron en servicio y aquellas que se fracturaron voluntariamente por sobrecarga.

ESTIMACIÓN DE ESFUERZOS 1 Introducción
Muchos autores se han referido a la temperatura en la parte superior de la válvula de escape. De este modo, la única fuerza que se desprecia es el propio peso de la válvula. La fuerza del resorte se puede estimar como el producto de la constante del resorte 𝑘 y la precompresión ∆𝑥 del resorte[19].
De esta forma podemos obtener los resultados de las fuerzas del resorte y la fuerza provocada por la presión. La guía mide aproximadamente 42 mm y rodea todo el contorno del cuerpo de la válvula como se ve en la Figura 80. En segundo lugar, se modeló la fuerza debida a la presión sobre el plato de la válvula.
Finalmente, está la fuerza que ejerce la leva sobre la punta de la válvula. Para este caso, se hicieron algunas suposiciones sobre la aplicación de fuerza, ya que era importante determinar cómo se transmite la fuerza de la leva a la válvula. Para ello se consideraron dos posibles anomalías que podrían afectar la posición y dirección de la carga en la parte superior de la válvula.
El rango de valores del límite elástico obtenidos se puede ver en el eje y de la Figura 88. Sin embargo, como se mencionó anteriormente, es importante considerar el efecto de la temperatura. En la Figura 76 se puede ver como al aumentar 100 K respecto a la temperatura ambiente se pierde aproximadamente un 5% de la resistencia.
La Figura 91 ilustra la variación de la tensión a medida que la carga se desplaza desde la generatriz del vástago. De igual forma, en la Tabla 7 se muestran los valores máximos de tensión según el desalineamiento para los casos de entrada y salida. En la Figura 92, que corresponde a una curva cualitativa, se puede ver cómo el valor del voltaje aumenta a medida que aumenta la desalineación de la carga.
Está claro que la fuerza en x será la más dominante y dependerá del ángulo de la figura 𝑓 * 𝑠𝑒𝑛θ.

CONCLUSIONES
Los cálculos de tensiones en condiciones de alineación correcta, es decir, sin deficiencias de montaje, mostraron valores máximos por debajo del límite elástico del material, e incluso por debajo del límite de fatiga. Esto se aplica incluso en los casos en los que las roscas no están endurecidas como la punta de la válvula; lo que respalda el criterio utilizado por diversos fabricantes, que endurece las roscas más allá del valor inherente del vástago. Cuando se introducen errores de desalineación y descentrado de carga, se observa que el área de interés (los filetes, y especialmente el más alejado del extremo superior) presenta un aumento significativo de tensiones, siendo la desalineación la que tiene el mayor impacto. el filete de abajo.
A un régimen bajo (1000 RPM) se encontró que incluso con un grado moderado de dureza del acero (entre 350 y 370 HV) se requeriría una deflexión mayor a 3 y 4° para obtener valores de tensión. que amenazan la durabilidad de las válvulas. Sin embargo, se ha descubierto que un régimen más exigente puede provocar un aumento de la aceleración de las válvulas (y, en consecuencia, de la carga sobre ellas), lo que amenaza su vida útil. En este escenario, una desviación de la vertical de sólo 2° podría ser suficiente para provocar un ciclo alto o incluso una falla prematura si la aceleración es lo suficientemente grande.
Considerando esta posibilidad, el endurecimiento observado en algunas de las piezas analizadas parece una buena práctica. Se concluye que la calidad metalúrgica de las válvulas estuvo a la altura de las cargas esperadas durante la operación. Esto, sumado a la ausencia de marcas de fatiga, obliga a pensar en la presencia de un error de ensamblaje que provocó altos niveles de tensión en el filete inferior, lo que finalmente provocó la rotura de la pieza.
BIBLIOGRAFÍA
Estudio de viabilidad de sustitución de un árbol de levas de un motor de combustión interna por otro fabricado en fundición esferoidal delgada [Tesis de Grado].