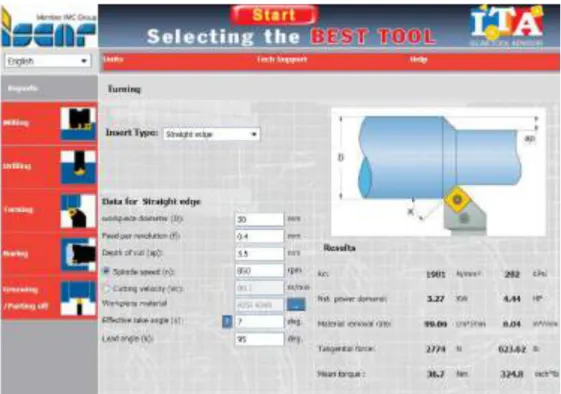
A través del Acceso Abierto se pretende aumentar la visibilidad y el impacto de los resultados de la investigación, asumiendo políticas y respetando protocolos y. Se determinan el tamaño de la herramienta, la capacidad máxima de eliminación de viruta y el uso típico, esto se basa en el tamaño original de la máquina, las aplicaciones de cálculo de los proveedores de herramientas de corte y la teoría de la tecnología mecánica para el esfuerzo de mecanizado.
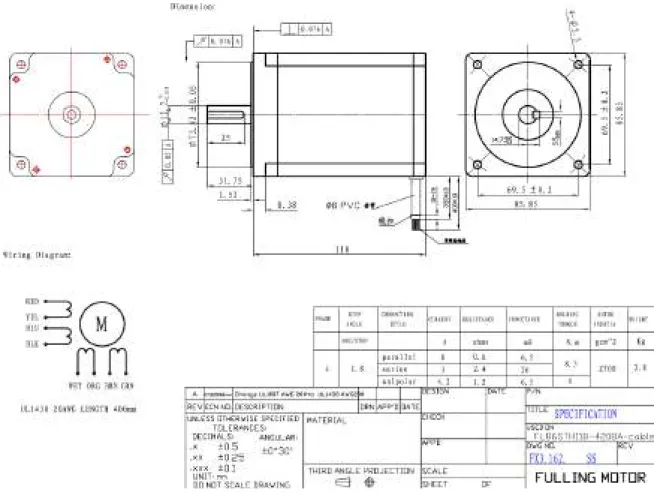
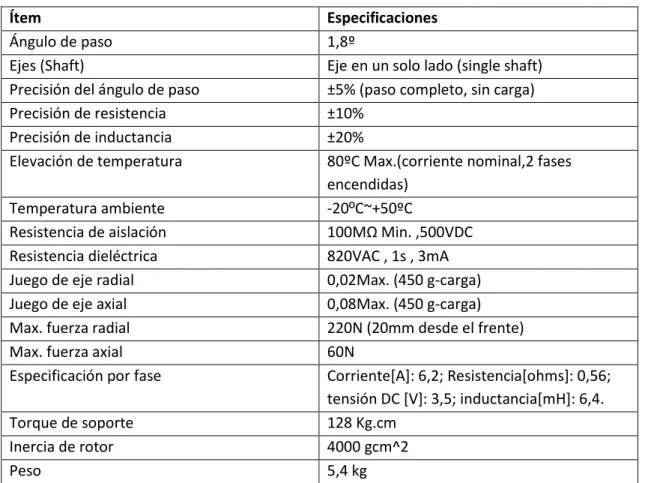
Especificaciones generales
Cálculo de fuerza de corte
El valor de la fuerza de corte se recalcula teóricamente según la bibliografía dada en la cátedra de Tecnología Mecánica 1: módulo de tecnología mecánica. Los cálculos teóricos presentados anteriormente nos permiten obtener una relación "i" entre la fuerza de corte tangencial y la fuerza normal.

Cálculo de esfuerzo viscoso
Para los espesores de película considerados en esta lubricación, existe un efecto hidrodinámico localizado entre las microrrugosidades superficiales que. El espesor de la película ℎ0 en el orden de magnitud de la rugosidad y para una rugosidad (Ra) dada por rectificado de aprox. 0,6 um3 da como resultado ℎ0=0,6 um.
Requerimientos cinemáticos y dinámicos de traslación de carros
La fuerza normal a la superficie "𝑁" es la suma de la fuerza cortante y el peso calculado. Fricción estática máxima entre el carro transversal y el carro longitudinal con carga de corte adicional = 670 N.

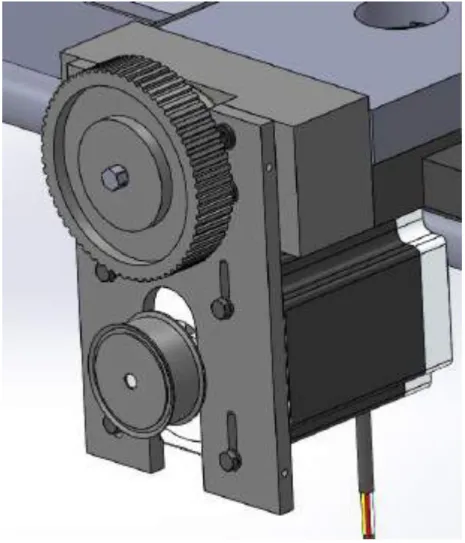
Elementos de transmisión y soporte en carros
La referencia20 muestra que el rango de tensión de tracción21 para el tornillo en cuestión es de 36,6 mm2. Los cálculos y datos de la correa se dan en el punto "Cálculo de la correa síncrona para el eje X". Las características de las poleas están relacionadas con la capacidad de transmisión de la correa, y su selección se determina en el punto "Cálculo de la correa síncrona para el eje X".
La selección de la correa se registra en el punto "Cálculo de la correa síncrona para el eje X". El manual del fabricante “Hiwin” contiene fórmulas para calcular la vida útil de la hélice30. La vida útil de la tuerca simple (los datos de la tuerca utilizada se indican en la figura 10) es:.
Para la ubicación de las dimensiones dadas en la Tabla 19, consulte el diagrama de la Fig. En el peor de los casos se utiliza una velocidad lenta, la velocidad de corte de 175 rpm en el tornillo, de la Fig.
Verificación de capacidades de carros
El esfuerzo en el rodamiento depende de la posición en "Z" donde se realiza el corte. Se utiliza aquí la misma redacción que la presentada en el punto anterior de "cálculo de la fuerza máxima sobre los rodamientos". 100 Para el cálculo de la carga equivalente se debe tener en cuenta la carga axial de la precarga de 666[N].
En el caso del rodamiento de la derecha, la condición de funcionamiento normal es con una carga equivalente de 2808[N]@1527rpm. En el caso del rodamiento de la izquierda, la condición de funcionamiento normal es con una carga equivalente de 2325[N]@1527rpm. Con engranaje medio, los diámetros de las poleas son los mismos, por lo que el ángulo de contacto es de 180° y C1=1.
Control de la tensión de la correa mediante el método de flexión de la correa Fig.
Husillo
Inicialmente se buscó la instalación de un rodamiento que pudiera instalarse en el alojamiento disponible sin necesidad de modificar la pieza fundida. Durante el cálculo de la carga mínima del rodamiento surge la imposibilidad de utilizar este rodamiento en esta aplicación. La búsqueda de un rodamiento para el husillo con la premisa de no cambiar la fundición de la caja no resultó satisfactoria.
Ubique el cojinete del eje lateral en la placa que permite la modificación de la fundición de la caja. Considerando que la búsqueda del soporte del husillo en el lado de sujeción no tenía una solución satisfactoria sin procesar la caja de fundición, se propone ahora procesar el alojamiento para el rodamiento en la caja. 101 Los valores de vida útil de los rodamientos son flojos en comparación con la vida útil de la máquina.

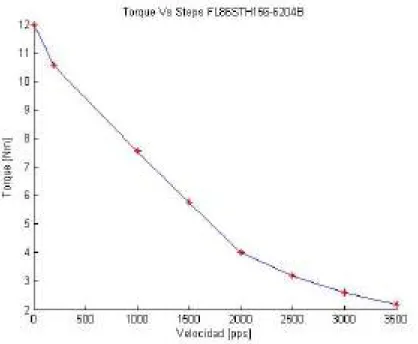
Cálculos de motor principal y transmisión a husillo
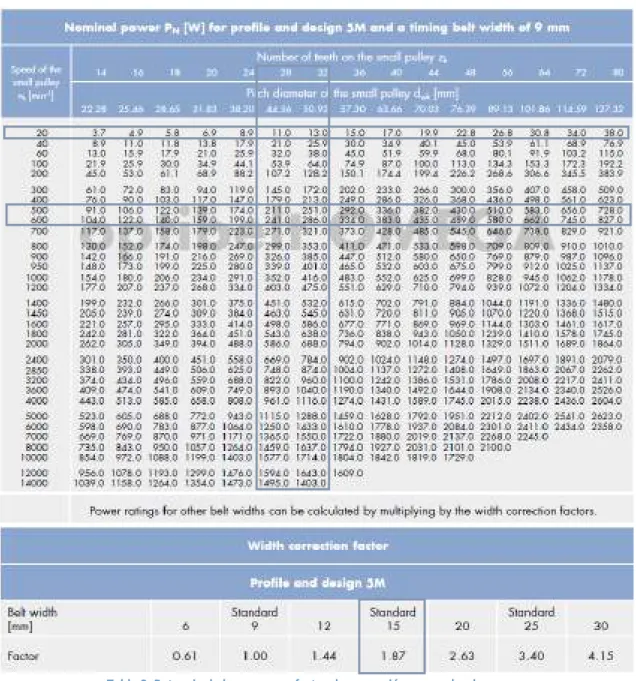
La amplitud de la tensión de alimentación también debe variarse proporcionalmente a la variación de frecuencia. Los siguientes cálculos están basados en las indicaciones dadas por el manual de la marca Optibelt51. La potencia utilizada para seleccionar el arnés debe estar influenciada por el factor de servicio, denominado coeficiente C2.
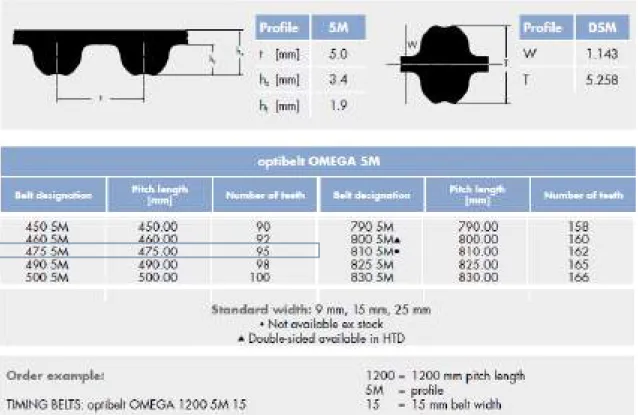
60 permite seleccionar el tipo de correa en función de la potencia previamente calculada y de la velocidad de la polea pequeña. 111 ℎ𝑏: es la “diferencia de línea efectiva”, para el tipo de correa PL, ℎ𝑏 = 3,5 mm, indica la distancia entre el radio de la polea y el radio efectivo (grano o altura en la que no difiere la longitud de la correa de la polea) su longitud por flexión). 115 Hay menos capacidad de potencia para la relación baja, por lo que este valor se considerará para el cálculo del número de neumáticos.

Torreta y portaherramientas
La existencia del carro no es estrictamente necesaria en un torno CNC, pero puede resultar útil si se quiere fijar la posición de la herramienta o ajustar alguna dimensión sin interferir con el código de mecanizado. En este caso comprobar si está operativo algún mecanismo de posicionamiento de la rotación de la torreta o añadirlo. La opción 4 es la más cara y puede estar sujeta a mejoras adicionales del torno.
La reacción de la fuerza cortante principal está soportada por el lecho y está diseñada para soportar la tensión principalmente en dirección vertical y descendente. La implementación de la Opción 3 solo requiere la compra del accesorio de torre de cambio rápido. Un portaherramientas de cambio rápido (tipo Peyal) de la empresa Vertex modelo VTP-AR-AP (ver Fig. 69) se puede ver en el siguiente enlace:. http://www.vertex-tw.com.tw/products/products_list.php?language=_eng&cid=676#), Este modelo permite soporte de herramientas con una altura de 16 mm y cuenta con accesorios de cono Morse número 1.

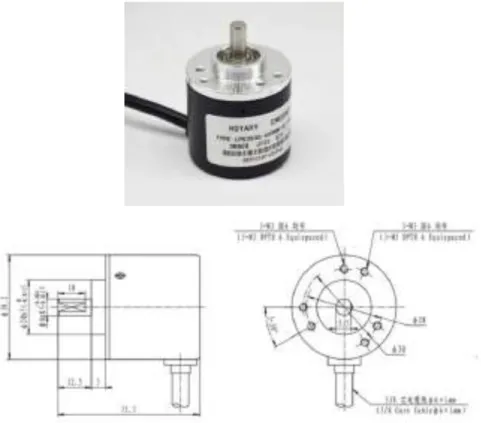
Encoder
La ubicación del codificador se considera fuera de la caja, en el extremo izquierdo y detrás del torno. La velocidad máxima del codificador es de 12.000 rpm para el codificador de 500 ppr (pulsos por revolución). Para calcular la distancia entre los centros y el ajuste se repiten los mismos cálculos realizados para el movimiento del carro X.
Un codificador de baja resolución se basa en un disco ranurado como el que se muestra en la imagen. Un sensor óptico fijado al cuerpo del torno mediante un soporte en la imagen. El ángulo de ranura se calcula durante el tiempo especificado a la velocidad máxima (como muestra el manual de Mach3), es decir, N = 3500 rpm.
Lubricación
Desventajas: significa la existencia de un embrague con el motor principal, es más caro que el anterior por la necesidad de una bomba de aceite y su ajuste. Para la bomba anterior, se debe hacer una placa de interfaz con el motorreductor o motor principal para conectar las piezas e incluir los puertos de entrada y salida de aceite. La especificación de la relación de reducción del reductor debe configurarse para lograr un flujo de aceite suficiente incluso a la velocidad máxima del husillo.
Dado que una pequeña cantidad de aceite permite una correcta lubricación, la corriente necesaria dependerá de la necesidad de refrigeración. El depósito de aceite no está presurizado, de modo que el aceite existente en el torno puede alimentarse a este depósito para conseguir un circuito cerrado. El manual de Hiwin recomienda utilizar aceite para rodamientos para el husillo de bolas de recirculación.

Selección de componentes eléctricos y electrónicos, esquema de conexión
El software Mach3, como LinuxCNC (EMC), son programas de control de máquinas CNC para PC que se conectan a través de una placa de interfaz a la máquina. La principal ventaja es el bajo coste de implementación, ya que las placas de interfaz son relativamente económicas. El tablero de control CNC de Acorn controla una amplia gama de motores y variadores de husillo con señales de comando de dirección y paso estándar de la industria.
El variador de velocidad elegido previamente es el modelo SY8000-004G/5R5p-4 de la marca SANYU. Sin embargo, es preferible evitar altas tensiones de red en las proximidades del resto de circuitos, ya que un fallo de aislamiento en la placa de interfaz podría provocarlo. Por lo tanto, se ha agregado un relé externo para evitar la tensión de red en la placa de interfaz.

Carenado
140 - Es útil tener un panel de control cerca del área de trabajo para ajustar la herramienta o posicionar el trabajo. Se pueden instalar pies antivibraciones regulables que permiten corregir irregularidades del suelo y doblar el banco. Aquí se debe considerar la proximidad de los motores del carro, la potencia del motor principal y el cableado al panel de control.
Gran parte de la dificultad del trabajo implicó encontrar diferentes soluciones, alcanzables con los medios disponibles, limitadas por las geometrías existentes, con disponibilidad limitada y aplicables a la realización de una sola máquina. Como resultado de la ejecución del proyecto se logró una solución completa al problema. La solución propuesta requiere la adquisición de los componentes enumerados en el Apéndice 1 y la fabricación de los componentes descritos en el Apéndice 2.

Listado de componentes principales a adquirir
En este proyecto final, se dará cuenta de la gran cantidad de trabajo necesario para la conversión de un torno. El empuje máximo de cada eje se calcula sin tener en cuenta los micropasos en los motores, si se utilizaran se reduciría el par disponible. Es posible aumentar el par disponible en los motores paso a paso aumentando la tensión de alimentación de los controladores.
En los cojinetes de tornillo se deben utilizar grasas con aditivos de extrema presión debido a la baja velocidad. Se deben utilizar lubricantes sin disulfuro de molibdeno ni aditivos de extrema presión en las tuercas de bolas de recirculación o en la superficie del tornillo. Según la regla general de carga mínima requerida, los rodamientos de contacto angular de los soportes de rodamientos para los ejes X y Z deben ajustarse con una precarga equivalente de al menos 100 N.
Listado de croquis