El acceso abierto debería aumentar la visibilidad y el impacto de los resultados de la investigación al mismo tiempo que se adoptan políticas y se siguen protocolos. El objetivo de este trabajo final es conectar los conocimientos adquiridos a lo largo del curso con el diseño de una planta procesadora de alimentos. Combinando todos los datos recopilados se determinó la capacidad de producción de la empresa.
Definieron los tiempos del proceso y por tanto las horas de trabajo de la planta. Finalmente, se calculó la rentabilidad del proyecto mediante la tasa interna de recuperación y el tiempo de recuperación. Integrar los conocimientos adquiridos a lo largo de la carrera y aplicarlos para realizar la evaluación tecnoeconómica de un proyecto basado en el diseño de una planta de elaboración de puré de frutas listas para el consumo.
A NÁLISIS DE M ERCADO
Una ingesta variada de frutas y verduras garantiza una ingesta adecuada de la mayoría de los micronutrientes, fibra dietética y una serie de no nutrientes esenciales. Del 20% al 25% de la población total de niños y adolescentes en América Latina tiene sobrepeso u obesidad. Se concluye que la disponibilidad de frutas y verduras no sería suficiente para cubrir las recomendaciones dietéticas de la población argentina, ya que ha experimentado un descenso en los últimos años.
En 2009, sólo el 4,8% de la población consumía al menos cinco raciones de frutas y verduras al día. Las oportunidades son factores positivos que la empresa puede aprovechar. Multiplicando esta cifra por la intención de compra estimada, el consumo de compost sería de 9.304.003 kg/año.

D ESARROLLO DE
P RODUCTO
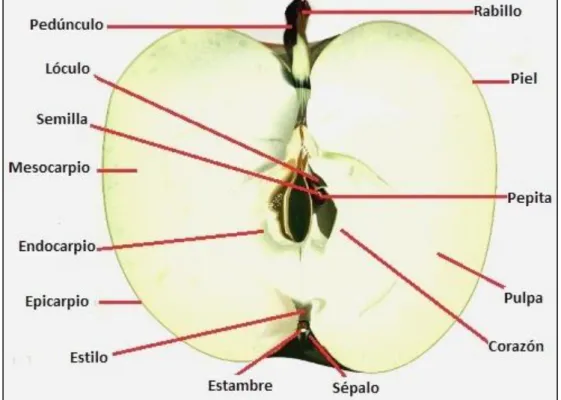
M ATERIAS P RIMAS
Miel de melaza: Es miel que se obtiene principalmente de las secreciones de las partes vivas de las plantas o de las secreciones de los insectos chupadores de plantas que se encuentran sobre ellas. Miel cristalizada o granulada: Es miel que ha sufrido un proceso de solidificación natural como consecuencia de la cristalización de la glucosa. Para ello se analizará la microflora habitual de los dos ingredientes principales del producto: manzana y miel.
La miel contiene bacterias del género Bacillus, que se presentan en estado esporulado, aunque se pueden encontrar formas vegetativas. Existe la posibilidad de contaminación de la miel con hongos de la especie Acosphaera apis (Red Acosphaerales), además de la acción de Acosphaera major. La miel puede estar contaminada primaria o secundariamente con microorganismos provenientes del polen, del tracto digestivo de las abejas, del medio ambiente o del néctar, o por una manipulación inadecuada.
P ROCESO DE E LABORACIÓN
La información que contendrá la etiqueta será: día de recepción de la materia prima, peso y proveedor. Es la operación que logra la separación de la pulpa de otros residuos como semillas y cáscaras, entre otros. Esto se logra enviando la pulpa a través de un sistema de tuberías desde la salida del despulpadora hasta un tanque de almacenamiento.
En esta operación se mezcla la miel con la pulpa de manzana. Lo que se busca es que no quede aire en el interior del recipiente y que la temperatura de la pasta sea suficiente para eliminar los mohos ambientales que pueda tener el recipiente. Se determinó en las pruebas realizadas durante el desarrollo del producto que el 26,31% de la masa se pierde por evaporación del agua durante la etapa de cocción.

E VALUACIÓN DEL
T RATAMIENTO T ÉRMICO
E STIMACIÓN DEL
R EQUERIMIENTO E NERGÉTICO
D ESCRIPCIÓN DE
E QUIPOS
T IEMPOS DE P ROCESOS
El diagrama de Gantt es un sistema de coordenadas con dos ejes significativos: en el eje vertical se ubican las tareas a completar desde el principio hasta el final del proyecto, mientras que en el eje horizontal se ubican los tiempos. La materia prima que no vaya a utilizarse por el momento será almacenada en una cámara de frío, cuyo dimensionamiento se desarrolla en el Anexo VIII. Una vez en el lugar, un operador vaciará cajas de manzanas verdes y rojas para alimentar la lavadora.
Al final de la cinta se encuentra la máquina cortadora, que se alimenta continuamente. La descarga de la cortadora se realiza en un recipiente de plástico que, una vez lleno, alimentará la caldera. Una vez finalizado el envasado, el producto es conducido mediante cintas transportadoras hasta el túnel de pasteurización donde debe permanecer durante 37 minutos, según se calcula en el Capítulo 5, para completar la operación.
Se evaluarán los tiempos de proceso para cumplir con el objetivo fijado en el capítulo 4 de 2.326 kg/día de producto. Considerando la duración de cada operación, se estima que los equipos necesarios para realizar el proceso deberán estar operativos por menos de 4 horas, con lo cual deberán tener una capacidad de producción de 1000 Kg/h para los equipos necesarios. cocción, entonces esta capacidad se reduce según lo determinado en el balance de masa (capítulo 4). Este mismo operario junto a otro descargarán las cajas de manzanas a la lavadora, donde las frutas permanecerán en el aparato durante aproximadamente 5 minutos.
Como la capacidad de la cortadora es de 1000 kg/h, se necesitarán 30 minutos para procesar 500 kg de manzanas. Una vez finalizado el envasado, el producto permanecerá en el equipo de pasteurización durante 37 minutos. En el esquema el color corresponde a la serie del equipo.
Se sumarán 1h 48' que se utilizarán para limpiar y desinfectar el área de producción para completar una jornada laboral de 9 horas.

L OCALIZACIÓN Y
L AYOUT DEL E STABLECIMIENTO
Dentro de la industria alimentaria, garantizar la seguridad de los productos es de crucial importancia. Son procedimientos básicos que controlan las condiciones de operación dentro de un establecimiento y previenen la contaminación física, química y/o microbiológica del producto final. Al igual que el POES, el BPM debe registrar todos los procedimientos productivos realizados, los controles y sus registros.
Las BPF tienen como objetivo garantizar la seguridad de los alimentos destinados al consumo humano. Su implementación también ayuda a estandarizar y mejorar el control de procesos, profesionalizar la planta, generar confianza en los clientes y reducir el riesgo de transmisión de enfermedades y quejas de los clientes. Una forma eficaz de realizar esta tarea es implementar procedimientos operativos estándar sanitarios (POE).
Se debe elaborar un plan escrito que describa los procedimientos diarios y detalla las acciones destinadas a evitar la contaminación del producto. Los procedimientos deben detallar cómo limpiar y desinfectar todos los equipos (y sus piezas) y superficies que entran en contacto con los alimentos antes, durante y después de la producción. Finalmente, se debe implementar el sistema de Análisis de Peligros y Puntos Críticos de Control (APPCC).
HACCP se desarrolló en la década de 1960, cuando la NASA (Administración Nacional de Aeronáutica Espacial) quería un programa de "cero defectos" para garantizar la seguridad de los alimentos consumidos por los astronautas en el espacio. El sistema HACCP es una herramienta que permite la identificación y evaluación de peligros y el establecimiento de sistemas de control que se centran en la prevención más que en la inspección y verificación del producto final. Cualquier sistema HACCP es capaz de adaptarse a cambios como cambios en el proceso de fabricación del producto, cambios en los equipos, cambios en el proceso de limpieza, etc.
Para la aplicación de un sistema HACCP se debe completar un programa de requisitos previos (BPM y POES), que constituye la base para la producción de alimentos seguros.
MANZANITA SA
Índice
T RATAMIENTO DE
E FLUENTES
A NÁLISIS E CONÓMICO
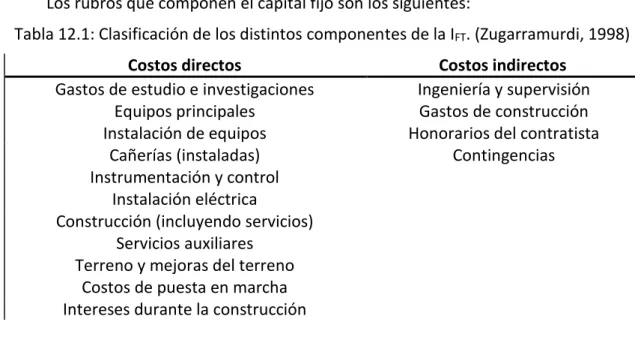
La cantidad de dinero necesaria para iniciar un proyecto se conoce como “Inversión” de la empresa. El monto de este capital varía dentro de límites muy amplios, dependiendo de la modalidad del mercado al que se dirige la producción, las características del proceso y las condiciones determinadas por el origen y disponibilidad de las materias primas. La inversión total requerida para poner en funcionamiento la planta está dada por el costo del terreno, la inversión fija y la inversión de capital de trabajo.
Este es un método mediante el cual se puede extrapolar el costo de todo el sistema a partir del costo del equipo de proceso principal (Chilton, 1949) y se puede determinar una estimación de la inversión fija total con un error del 10-15% del valor real. , con una cuidadosa selección de factores dentro de un rango determinado. Se recomienda ajustar los factores experimentales combinando los resultados de diferentes casos. El punto de partida de este método es la evaluación de la inversión del principal equipo de proceso incorporado, al que llamaremos IE.
Cabe señalar que el costo de otros elementos esenciales necesarios para completar el sistema puede relacionarse con la inversión en el equipo principal y que la inversión fija total puede estimarse aplicando factores experimentales a la inversión básica del IE. Es interesante observar que la inversión en bienes de capital puede representar hasta la mitad, un tercio o, a veces, un cuarto de la inversión fija total, según la naturaleza del proceso. Para estimar la inversión fija será necesario calcular el costo de los principales equipos instalados de la planta (IE).
La Tabla 12.3 calcula los costos del equipo de producción de la planta. Como se puede observar en la tabla anterior, el valor de la máquina envasadora es elevado y representa el 72,7% del EI. Para el cálculo de la inversión en activo fijo se utilizan los factores del Cuadro 12.2 para la planta conservera, ya que es la empresa que más se asemeja al proceso productivo realizado.
Esto se debe a que, desde la salida de la despulpadora hasta la salida de la máquina envasadora, las operaciones son continuas y comunicadas a través de tuberías.