MCC: Celulosa microcristalina (celulosa microcristalina) MFC: Microfibras de celulosa (microfibras de celulosa) MWF: Producto tras la hidrólisis. En cuanto al alcance de la tesis, se considera el diseño del proceso para la obtención de nanofibras de celulosa por explosión de vapor, así como su evaluación técnico-económica.
- Composición de Ichu (Stipa Ichu)
- Nanocelulosa
- Proceso de obtención de nanofibras de celulosa (NFC)
- Pretratamiento
- Explosión de vapor
- Modelamiento de la cinética de la autohidrólisis
- Rentabilidad de procesos químicos
- Indicadores
- Producción de nanofibras de celulosa
- Nanofibras de celulosa
- Aplicaciones de nanofibras de celulosa como refuerzo
- Industria de nanofibras de celulosa
- Volumen de producción
- Análisis técnico-económicos
La producción de nanofibras de celulosa se divide en métodos convencionales y no convencionales, donde destaca la producción por explosión de vapor [26]. 24 Dos artículos destacan el proceso de obtención de nanofibras de celulosa por explosión de vapor como principal proceso de los últimos años.

- Determinación de la capacidad de producción
- Simulación de la cinética de hidrólisis
- Descripción del proceso
- Reducción de tamaño de fibra
- Blanqueamiento
- Diseño del reactor principal para obtención de pulpa de celulosa
- Balance de masa
- Consumo energético
- Lista y especificación de equipos
- Elaboración del PFD
- Evaluación económica
- Costos de capital (CAPEX)
- Costos operativos (OPEX)
- Factibilidad económica
- E-factor
32 para modelar la cinética de la hidrólisis de hemicelulosa y la formación de pseudolignina en la explosión de vapor de madera de álamo junto con los parámetros cinéticos. Además de las condiciones, también se utilizó la composición química inicial de la fibra de Stipa Ichu, en base a los parámetros cinéticos previamente ajustados. La composición inicial se muestra en la Tabla 6, y representa la muestra de Stipa Ichu tomada en Cusco para la fase experimental.
Finalmente, se consideró el uso de datos provenientes de la simulación de la reacción principal del proceso. Para el caso de los equipos de molienda se tuvieron en cuenta los valores energéticos específicos para el tipo de biomasa [46] que se muestran en la Tabla 7.

Determinación de la capacidad de producción y base de diseño
Simulación de la cinética de hidrólisis por explosión de vapor para pasto
Los resultados de la simulación describen la hidrólisis parcial de la lignina y la hemicelulosa presentes en las fibras de Stipa Ichu a lo largo del tiempo (en condiciones de vapor). Resultados obtenidos para el aumento de lignina aparente (total), eliminación de hemicelulosa y reordenamiento de lignina a 205°C en la fibra de celulosa. A su vez, el porcentaje de ceniza presente en las fibras de Stipa Ichu corresponde a la cantidad de ceniza en la madera de “Populus alba”, 3.2 a 2.67% en peso seco, respectivamente [15].
Con esto podemos dar una idea de la aplicabilidad original del modelo a Stipa Ichu. Resultados de los perfiles de concentración aparente de lignina a lo largo del tiempo de dos fuentes bibliográficas [28][15] y valores de Stipa Ichu peruana.

Validación del modelo
- Ajuste de parámetros cinéticos
Los valores de SSE obtenidos en este ensayo para lignina aparente son centesimales y del orden de milésimas en la concentración de hemicelulosa. Comparación entre los resultados de [33] y el modelo para el perfil de concentración de lignina aparente y hemicelulosa. Las tendencias finales se pueden ver en la Figura 11 de los datos y los resultados del modelo.
En el gráfico se puede observar que la tendencia aparente de la concentración de lignina es muy similar hasta el minuto 15 (líneas azules y verdes). Con el modelo cinético adaptado se modeló el perfil de concentración de todos los componentes y se representa en la Figura 12.
![Tabla 8. Resultados del análisis de suma de cuadrados residuales para la comparación entre los modelos de [28] y el realizado](https://thumb-us.123doks.com/thumbv2/123dok_es/12415445.0/47.918.127.786.404.804/tabla-resultados-análisis-cuadrados-residuales-comparación-modelos-realizado.webp)
Modelamiento del reactor de pretratamiento
Como tercer punto es importante comentar el contenido de ácido acético en la explosión de vapor. Centrando el análisis en la temperatura de 150°C, se verifica que el aumento de la concentración de ácido implica una disminución del rendimiento, debido a la generación de pseudolignina. Rendimiento de lignina condensable en un reactor de explosión de vapor para valores de temperatura (150 a 225°C) y concentración de ácido acético (0,1 a 0,3 g/g fibra).
Las condiciones óptimas de reacción sugeridas para esta operación basada en lignina condensable son 14 minutos de operación, 150°C de temperatura y sin ninguna adición de catalizador ácido o básico (solo se asume una concentración de 0,1 g/g de fibra). el porcentaje de cenizas en la fibra [28]. Perfil de concentración de la reacción de explosión de vapor del pretratamiento de fibras de Stipa Ichu a 150°C y con una concentración de ácido acético de 0,1 g/g de fibra.

Dimensionamiento de autoclave 1 (reactor de pretratamiento) y consideraciones
El contenido de pseudolignina y hemicelulosa sin reaccionar, aunque mínimo, también se eliminará de la fibra en este proceso unitario. El pretratamiento consiste en una explosión inicial de vapor seguida de un blanqueo, obteniendo con la primera un rendimiento del 92% en términos de eliminación de lignina y una concentración final de celulosa en la fibra pretratada del 53%. Considerando que la relación en peso de fibra a agua en el reactor principal es el contenido de sólidos, este reactor procesa aproximadamente 550 kilogramos por lote al 50% de su capacidad, o su equivalente en volumen de suspensión (600 litros).
Se tendrá en cuenta la relación de aspecto del reactor dependiendo del autoclave comercial que se vaya a adquirir (preferiblemente 2:1, para la base y la altura). El reactor debe tener bobinas internas para calentar la suspensión (resistencias), así como un sistema de control de temperatura para regular la corriente a través del mismo para mantener la temperatura dentro del rango deseado (150 ± 3°C).
Balances de masa y demanda energética
- Balance de masa
- Demanda energética
Se supone una pérdida de masa general del 4,2% de acuerdo con lo observado a nivel de laboratorio durante el lavado a pH neutro (2 lavados). En esta etapa se considera una pérdida del 4,3% de masa general hasta alcanzar nuevamente un pH neutro (2 lavados). Para esta etapa se acepta un rendimiento general del 93% en masa debido al tipo de operación.
Se supone que su fuerza será mayor para los tres movimientos, ya que es el que procesa una masa con mayor presencia de sólidos en suspensión. Por este motivo se supone que la potencia calculada tres veces calcula la potencia total en los procesos de agitación.
Descripción del proceso
Luego se procede a un lavado con agua en el tanque TA-01 y posterior filtración semicontinua (F-01 con malla de 4,76 mm). Posteriormente la fibra es blanqueada a 70°C en el tanque TA-02 para obtener pulpa de celulosa de Stipa Ichu (parcialmente libre de hemicelulosa y lignina). Finalmente se continúa con un lavado en el tanque TA-03, seguido de una filtración semicontinua (malla de 4,76 mm) en F-02 antes de entrar a la segunda etapa de explosión de vapor.
Por otro lado, las fibras separadas se someten a diálisis en el equipo C-02 para eliminar trazas contaminantes de las etapas anteriores [12]. El cronograma presentado se basa en los equipos requeridos en el PFD y también en la capacidad requerida para el procesamiento, y ya presenta una optimización del proceso.

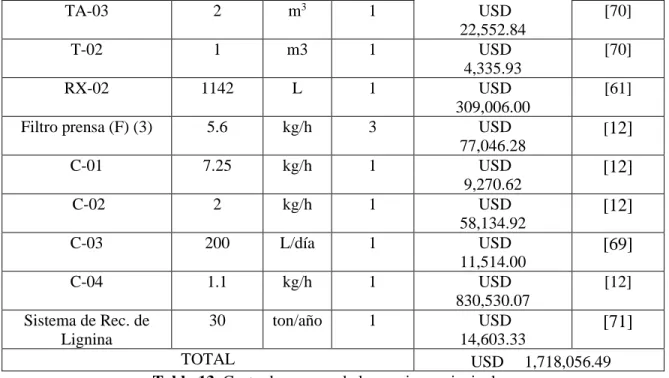
Lista y especificación de equipos
Este equipo tiene un tiempo de residencia de 10 minutos hasta que se separan los sólidos insolubles (contiene las nanofibras) [12]. El equipo tiene una capacidad de 2 kg/h debido a que el proceso se realiza de forma semicontinua con agua desionizada (aproximadamente hasta alcanzar un pH neutro en la solución). El desarrollo del equipo de sonicación tiene una capacidad de 20 L, una potencia de 2000 W y utilizando una frecuencia de 20 kHz produce sondas de sonido capaces de romper y dispersar las nanofibras.
El tiempo de sonicación es de 30 minutos, por lo que podría sonicar 10 lotes por día. Por tanto, para el proceso es suficiente una capacidad diaria de 200 litros y sólo se necesita un dispositivo con este volumen (el dispositivo tiene unas dimensiones de 7x15x.
Evaluación Económica
- Análisis de sensibilidad
Para el análisis de sensibilidad se consideran 5 puntos importantes como son el precio de compra de los equipos de PC, el precio de venta de las nanofibras, los costos fijos y otros costos e insumos variables. Se puede realizar un análisis más profundo del precio de venta de las nanofibras y su impacto en la rentabilidad como se muestra en la Figura 21. El precio de venta de las nanofibras es un factor determinante para la rentabilidad del proceso.
Un precio de venta inferior a 524 USD/kg de NFC seco (7-8% de descuento) dejaría el proceso con una TIR inferior al 16%, lo que lo haría poco atractivo para la inversión. El precio de venta también fue decisivo para la rentabilidad de los procesos propuestos por [39].
Análisis de Riesgos
Para un análisis de sensibilidad considerando la opción de recuperación de ácido oxálico en la segunda explosión de vapor, se consideró el costo anual del proceso. Este costo fue de 105.000 dólares estadounidenses para la recuperación de ácido oxálico y, por lo tanto, no tuvo en cuenta la demanda de ácido. Aunque existe un ligero aumento de la rentabilidad per se, la adición de una etapa de recirculación y recuperación de ácido oxálico no es justificable para este proceso.
Un aumento del precio del ácido oxálico a lo largo del tiempo o la adición de un EIA (estudio de impacto ambiental) al proceso podrían proporcionar mejores factores de decisión. Por otro lado, en el proceso aguas abajo sólo se observan peligros físicos relacionados con el alto voltaje requerido por los equipos para operar, los cuales pueden ser controlados mediante el uso de equipos de protección personal adecuados.
E-factor
70 conversión de materia prima en un producto, lo que significa el uso de procesos uniformes que están asociados con peligros químicos. Además de los riesgos asociados con la manipulación de reactivos de proceso, también existe el riesgo de su manipulación y eliminación; así como la exposición del personal a los reactivos. En este sentido, también existen riesgos mecánicos asociados a las explosiones de vapor que alcanzan temperaturas y presiones relativamente altas; así como el grado de reducción de tamaño cuando se utiliza el rectificado con cuchilla.
- kg diarios de NFC
- Balance masa por etapa
- Balance Energético
- CAPEX (USD) y Flujo de caja económico en millones de dólares
Cerqueira et al., "Manufacture of biodegradable starch nanocomposites using cellulose nanocrystals extracted from coconut fibers", Polimeros, vol. Bondancia et al., "Production of nanocellulose using citric acid in a biorefinery concept: effect of the hydrolysis reaction time and techno-economic analysis", Ind Eng Chem Res, vol. Tao et al., “Process and techno-economic analysis of leading pretreatment technologies for lignocellulosic ethanol production using switchgrass”, Bioresour Technol, vol.
Deepa et al., “Structure, morphology and thermal characteristics of banana nanofibers obtained by steam explosion”, Bioresour Technol, vol. Thomas et al., “A comprehensive review of nanocellulose: recent developments, challenges and future prospects,” J Mech Behav Biomed Mater, vol. Gemmer et al., “Extraction of nanocellulose from Yerba Mate residues using steam explosion, TEMPO-mediated oxidation, and ultrafine friction”.
Cheng et al., “A novel approach to recycle oxalic acid during pretreatment of lignocellulose for xylose production,” Biotechnol Biofuels, vol.
![Tabla 1. Composición de la fibra de Stipa Ichu en peso húmedo. Fuente: extraído de [19]](https://thumb-us.123doks.com/thumbv2/123dok_es/12415445.0/18.918.329.598.513.644/tabla-composición-fibra-stipa-ichu-húmedo-fuente-extraído.webp)
![Figura 1. Esquema propuesto para la obtención de NFC a partir de pulpa de remolacha azucarera (SBP) por explosión de vapor [22]](https://thumb-us.123doks.com/thumbv2/123dok_es/12415445.0/26.918.232.685.197.382/figura-esquema-propuesto-obtención-partir-remolacha-azucarera-explosión.webp)
![Figura 2. Relación de porcentaje de celulosa, hemicelulosa, y lignina con el producto sin modificar después de proceso de explosión de vapor (EPF), hidrólisis (MWF) y producto final (NFC) [23]](https://thumb-us.123doks.com/thumbv2/123dok_es/12415445.0/26.918.315.655.752.1000/relación-porcentaje-celulosa-hemicelulosa-producto-modificar-explosión-hidrólisis.webp)
![Figura 3. Imagen de barrido de emisión de campo de las nanofibras de celulosa obtenidas mediante explosión de vapor asistida por ácido cítrico [32]](https://thumb-us.123doks.com/thumbv2/123dok_es/12415445.0/28.918.352.620.264.512/emisión-nanofibras-celulosa-obtenidas-mediante-explosión-asistida-cítrico.webp)
![Figura 4. Relación proporcional entre la cantidad de NFC (CNF en la gráfica) en la matriz y las propiedades mecánicas: módulo de tensión y fuerza de fluencia [31], tomando como comparación el](https://thumb-us.123doks.com/thumbv2/123dok_es/12415445.0/29.918.273.700.598.904/relación-proporcional-cantidad-gráfica-propiedades-mecánicas-tensión-comparación.webp)
![Tabla 4. Empresas productoras a nivel industrial o piloto al 2018 y los precios reportados al 2020 [38]](https://thumb-us.123doks.com/thumbv2/123dok_es/12415445.0/32.918.127.795.603.892/tabla-empresas-productoras-nivel-industrial-piloto-precios-reportados.webp)


