A través del Acceso Abierto se pretende incrementar la visibilidad y el impacto de los resultados de la investigación, la aceptación de las políticas y el cumplimiento de los protocolos y. Sin embargo, debido a los altos costos asociados a la adaptación, la mayoría de los diseños existentes no toman en cuenta las variaciones anatómicas y biomecánicas de los operadores.
Introducción
Sistemas de actuadores y sensores
Los motores eléctricos suelen estar unidos a los ejes de articulación de la estructura mecánica y utilizan baterías como fuente de energía, lo que hace que el exoesqueleto sea fácil de transportar 727. Para verificar que el rango de movimiento de la estructura robótica esté dentro de un valor seguro y aceptable, la mayoría de los exoesqueletos contienen sensores de posición en las articulaciones 7.
Los exoesqueletos como solución a los problemas ergonómicos de la industria
La automatización completa de las actividades mediante la incorporación de robots que no requieran actividad humana solucionaría los problemas ergonómicos de las empresas 1. Sin embargo, con la llegada de la Industria 4.0 (término utilizado para describir una cuarta revolución industrial) las empresas necesitan aumentar la flexibilidad en los procesos productivos. a no.
Antecedentes de uso de exoesqueletos en la industria
Uno de los trabajadores de la planta dijo que le llevó varias semanas acostumbrarse al uso del dispositivo. Los objetivos de la empresa son lograr mayor eficiencia, calidad y adaptabilidad en los procesos productivos 54.
El rol de los materiales en los exoesqueletos
Por otro lado, la velocidad de producción y la calidad de la pieza fabricada depende de la máquina laminadora o del operador. Dado que el gradiente de presión disponible se limita a la presión atmosférica en los procesos de infusión al vacío, el caudal de resina suele ser lento.

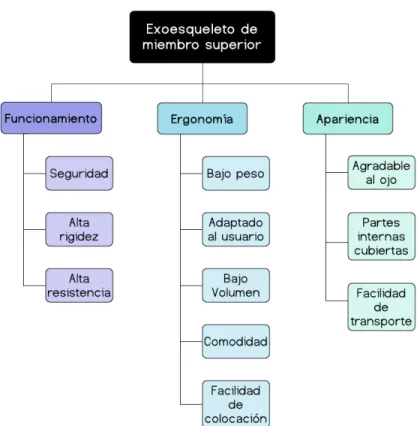
Problemática y requerimientos de diseño
Planteo de la problemática
- El peso y el volumen de los dispositivos
- La capacidad de adaptación del exoesqueleto al cuerpo del usuario
- Los sistemas de sujeción del exoesqueleto al cuerpo de los usuarios
- Los aspectos estéticos relacionados con el uso de exoesqueletos
En el caso particular de los exoesqueletos, varios estudios reportaron quejas de los usuarios al respecto. La figura 2.1 muestra los nombres de los principales huesos que forman el brazo humano.

Requerimientos de diseño
Por este motivo, los requisitos encaminados a mejorar la aceptación del usuario son un factor clave en el proceso de desarrollo del exoesqueleto. Establecer la base de diseño y producción de un exoesqueleto de miembro superior con un grado de libertad para ayudar a los trabajadores en entornos industriales.
Material y técnica de procesamiento
Selección del material
Las Figuras 3.3 y 3.4 comparan las propiedades mecánicas específicas de los diferentes materiales utilizados tradicionalmente en la fabricación de exoesqueletos robóticos, y la Tabla 3.1 muestra su rango de densidad, resistencia y rigidez. El material compuesto de carbono/epóxido tiene propiedades específicas que son significativamente superiores a las de los metales comúnmente utilizados para la construcción de exoesqueletos.

Selección de la técnica de procesamiento
- Impresión 3D
- Infusión por vacío con membranas
- Defectos en las piezas
- Requerimientos de fabricación
La Figura 3.7 muestra los diversos defectos que pueden aparecer en la pieza, que pueden originarse por la preforma, flujo o curado de la resina 87. Dado que las propiedades mecánicas de los materiales compuestos dependen en gran medida de la dirección de las fibras, su rendimiento se ve afectado significativamente por su alineación 145. Esto puede ocurrir si hay cambios en la permeabilidad local, defectos en la preforma o curado prematuro de la resina 87.
Por otro lado, la porosidad suele surgir como consecuencia de la presencia de aire en la resina líquida, que luego del curado queda atrapado 144. La generación de microfisuras ocurre cuando se desarrollan tensiones residuales en la pieza que exceden el límite elástico de la resina. .

Caracterización del material compuesto
- Espesor promedio por lámina
- Propiedades mecánicas
- Determinación de la fracción volumétrica de fibra
- Micromecánica
- Ensayo de tracción experimental
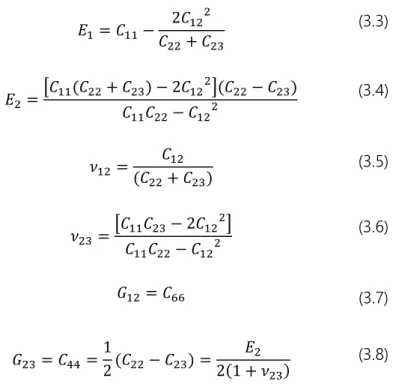
La Tabla 3.2 muestra las propiedades de la fibra y la matriz que se utilizarán como referencia para el modelo micromecánico propuesto. Las propiedades elásticas de la lámina se determinan según los datos obtenidos del modelo micromecánico. El módulo de rigidez en la dirección de las fibras se calculó utilizando los mismos criterios que en el ensayo experimental.
Con estos valores las propiedades de la losa son las que se muestran en la Tabla 3.5. Se supondrá que, a pesar de la variación en la fracción volumétrica de fibra, las propiedades de las láminas son siempre las mismas.

Diseño geométrico y biomecánico del componente
- Diseños preliminares
- Diseño definitivo
- Diseño de las medias cañas
- Sistema de actuación y control
- Carcasa
- Estudio de movimiento
- Prueba de concepto
- Rediseño
Por otro lado, la longitud se estimó en el 60% de la extensión de cada segmento del brazo. También se consideró que la etapa posterior de laminación aumentará el espesor de las piezas; para evitar futuras incompatibilidades entre ellos se dejaron espacios libres en la zona de articulación. Finalmente, para obtener la media caña, se corta la geometría de la Figura 4.9c en el plano superior (xz).
Además de la diferencia de longitud, los diseños tienen diferencias en los centros y radios de las elipses. Después de la fabricación de cada conjunto de piezas, las dos piezas se unen entre sí mediante inserciones metálicas en el conjunto.

Simulación numérica
Descripción del modelo
- Creación de la parte
- Definición del material
- Creación del laminado
- Malla
- Cargas y condiciones de contorno
- Creación del Output
En Abaqus, la inclusión de una escala requiere la definición de coeficientes iniciales en las propiedades del material. Para facilitar la fase de posprocesamiento, cada lámina fue nombrada según la orientación y posición de sus fibras en la pieza. Para mejorar la calidad de la malla, se crearon particiones en la geometría de la Figura 5.2 y se utilizaron diferentes técnicas de mallado.
Finalmente se realizó una malla libre en las caras laterales de la pieza, resaltada en color rosa. El momento se aplicó en la zona de la articulación, que es la que hace girar el antebrazo.

Post-procesamiento
Se observa que el fallo de la matriz, tanto en compresión como en tracción, se alcanza mucho antes que el de la fibra. A 500 N.m ambos indicadores de falla de la matriz son iguales a 1, mientras que a 5000 N.m aún no se observan roturas de fibras. En todos los casos se observó que el fallo de la matriz se alcanza antes que el de la fibra.
La falla prematura de la matriz indica que en la zona crítica el refuerzo en la dirección de la carga es insuficiente. Dado que en todos los casos se utilizaron las mismas orientaciones y las mismas propiedades de la losa, el contacto máximo crece linealmente con el número de capas de refuerzo.
Fabricación del exoesqueleto
- Impresión 3D
- Infusión por vacío
- Primera prueba preliminar
- Segunda prueba preliminar
- Prototipo definitivo
- Proceso productivo
En el caso de las piezas con tabiques, luego de la impresión fue necesaria una etapa de acondicionamiento de los orificios para los pasadores, los cuales estaban recubiertos de polímero y no encajaban perfectamente. Las piezas de la Tabla 6.1 están todas laminadas excepto las dos partes del soporte (piezas nº 6 y 7). En la primera prueba preliminar se utilizaron las piezas de antebrazo ya ensambladas sin aumentar el espesor de la media caña (piezas nº 8, 9 y 10) y de la pieza 2 de la placa (pieza nº 3).
En el caso de la placa (piezas nº 2 y 3 ensambladas) no se observaron defectos significativos en la pieza. Detalle de todas las piezas que conforman el exoesqueleto luego de la etapa de laminación No.

Proyecto de inversión de exoesqueletos activos de miembro superior
Resumen ejecutivo
Antecedentes
Estudio de mercado
Para evaluar el mercado de exoesqueletos en Argentina es necesario conocer qué porcentaje representa nuestro país en la industria latinoamericana. Sin embargo, debido a la repentina situación actual de pandemia y recesión económica, esta aproximación está lejos de la realidad. Los directivos afirmaron que se esperaba una recesión económica para 2020 debido a la incertidumbre en torno a la negociación de la deuda externa.
Sin embargo, la llegada de la pandemia ha aumentado la recesión económica que azota al sector. Al ser un mercado poco desarrollado en el país, no existe un precio de referencia competitivo para determinar el precio de venta del producto, ni un monto asociado a ese precio.

Ingeniería de la producción
- Especificación de los equipos
- Capacidad de la planta
Por otro lado, el director general de Ternium explicó que las inversiones de la empresa se centrarán en políticas de seguridad e Industria 4.0, manteniendo programas orientados a la comunidad. Esto quiere decir que hay un mercado que aún no está definido y que se puede desarrollar. También se sugiere adquirir una impresora 3D con una cama de impresión más grande, lo que evita separar las piezas para agilizar la fase de diseño y fabricación, pues durante la creación del prototipo se encontró que los agujeros de los alfileres estaban tapados. .sencillo y después de la impresión se requiere una etapa de postprocesamiento para que se puedan unir las piezas.
Para aumentar la capacidad de producción de la planta se adquirirán 3 impresoras 3D y 3 dispositivos de infusión. De esta forma, dependiendo de la variabilidad del tamaño de las piezas y posibles retrasos en la producción, podrán producir 25 exoesqueletos en un mes de 30 días y al 100% de ocupación de la planta.
Aspectos administrativos
- Estructura organizacional
- Impacto económico, social y ambiental
Dado que los sets de infusión serán fabricados especialmente para la empresa, se solicitará un kit de construcción que permita laminar todas las piezas en un solo día. Si se suma el tiempo de diseño, que también se puede hacer en un solo día, y el tiempo de montaje y embalaje, se concluye que un exoesqueleto se puede construir en 4 días. Dado que las fases son secuenciales, el segundo día ya puede comenzar con la producción de otro exoesqueleto.
Los clientes podrán conocer y obtener información sobre el producto ofertado a través de anuncios que se realizarán a través de una página web exclusiva de la empresa. Asimismo, busca promover industrias creativas con mayor integración entre seres humanos y máquinas, optimizando las actividades industriales para permitir una mayor productividad y calidad.
Evaluación económica
- Inversión
- Costos de producción
- Precio de venta
- Rentabilidad
- Punto de equilibrio
- Conclusión
Una parte de la inversión también se destina a cubrir posibles imprevistos y gastos iniciales. Finalmente se incluye un componente para la creación de la página web de la empresa. Por otro lado, la inversión en capital de trabajo se estima en un 10% de la inversión fija total.
Se observa que el punto de equilibrio es aproximadamente el 13% de la capacidad de producción. Durante la fabricación del producto se han realizado diversas pruebas para verificar la compatibilidad de las técnicas de procesamiento seleccionadas.

Código para calcular la geometría de la media caña
Código VBA para la incorporación de las curvas en SolidWorks
Considerations for industrial applications: A systematic review of the impact of active and passive upper limb exoskeletons on physical exposure. Available at: https://www.industrie- techno.com/article/avis-d-expert-tout-savoir-sur-le-fonctionnement-des-exosquelettes.53257. Available at: https://www.ford.com.ar/acerca-de-ford/novedades/2018/planta-ford-valencia-exosqueletos-lineas-de-montaje/.
Disponible en: https://www.xataka.com/robotica-e-ia/como-se-estan-usando-exosqueletos-fabricas-espanolas.