Todos los productos fabricados en la planta deben cumplir con los estándares de calidad establecidos por el fabricante original. Los sólidos se deben pesar cuidadosamente para garantizar que se introduzcan cantidades precisas en el tanque donde se prepara la base de la bebida.
5.- DESCRIPCIÓN DETALLADA DEL PROCESO DE PRODUCCIÓN SIN AUTOMATIZAR AUTOMATIZAR
Las etapas de producción son: Limpieza y Sanitización de Equipos, Preparación de la base de bebida, Mezclado de todos los ingredientes, Verificación de estándares de calidad en la bebida terminada, Pasteurización y Envasado. Toda el agua tratada utilizada en esta primera fase forma parte de la cantidad detallada en la tabla de fórmulas.
4.- CONTROLES NECESARIOS DENTRO DE LA PLANTA
Comprobación de la dosificación de medidas precisas de cada ingrediente sólido: Para continuar. El estado de las válvulas depende del camino que deben recorrer todos los fluidos en el sistema.
CAPITULO III
3.-DESCRIPCIÓN GENERAL DE PROCEDIMIENTOS AUTOMÁTICOS
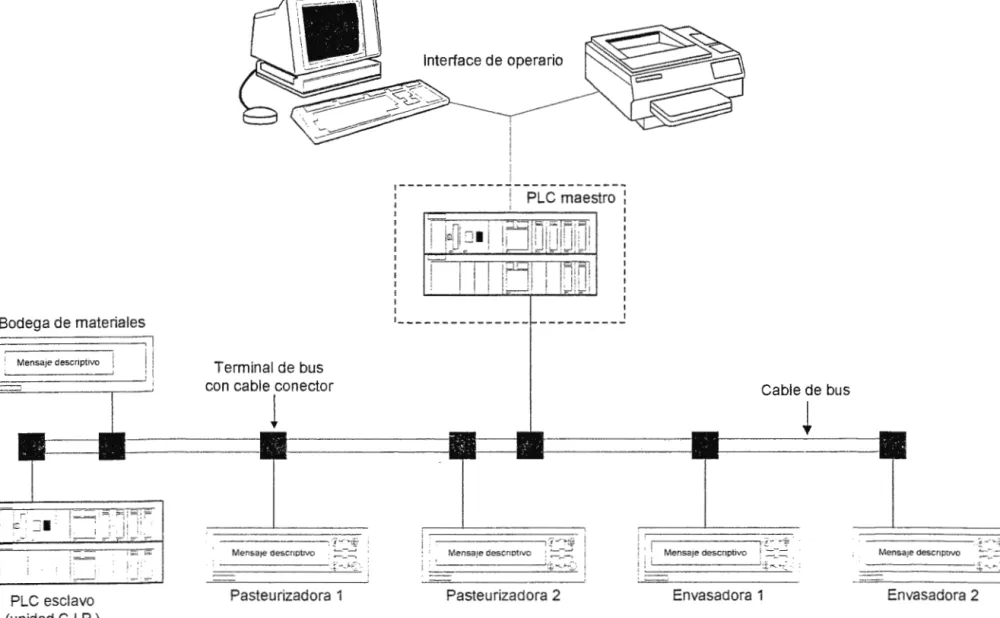
Los equipos que funcionarán como esclavos son: (1) la interfaz del operador; (2) el PLC de la unidad CIP; (3) una exhibición en el almacén de materiales para que el personal de esta área esté al tanto del trabajo que se realiza en la fábrica; (4) un display en el pasteurizador 1, para que el operador a cargo de esta máquina tenga siempre a mano los valores de configuración de fases; (5) una pantalla en el pasteurizador 2; (6) una pantalla en la máquina envasadora 1; y (7) una pantalla en la máquina empacadora 2. La Figura A1O de los apéndices muestra la configuración de la red local dentro de la planta de producción de jugo. El procesador de comunicación debe estar conectado al PLC (maestro) que controla el proceso de producción de bebidas, los demás dispositivos (esclavos) están conectados a la línea bus a través de la interfaz RS-485.
La gestión de recetas a través de la interfaz es similar al procedimiento utilizado para gestionarlas en archivadores. Cada tipo de producto tiene su receta especificada en la memoria de la interfaz. Seleccione una de las dos rutas de salida del cuerpo de la válvula para una entrada.
Limpieza inferior (entrada de aire C): Limpieza del fondo de la carcasa. El inicio de la mezcla en el tanque TI está determinado por el final del evento de dosificación de agua. El supervisor de planta debe acceder al registro de vida de la válvula en la interfaz, sí.
Secuencia Temporizada
De forma independiente, el operador debe programar el dispositivo y este espera a que el PLC active el proceso. Si las condiciones indican que la selección del operador ha sido errónea o apresurada, el PLC envía un mensaje de bloqueo, que inhabilita el funcionamiento del dispositivo hasta que el operador realice nuevamente la programación. Dosificación de Agua: El PLC abre la válvula permitiendo el flujo de agua al tanque de Tl.
Para iniciar el desarrollo de este método, se debe cerrar la válvula VS 101 y el operador debe recibir una señal SL 1 O 1 a través de la interfaz indicando que puede introducir los sólidos al interior del recipiente cónico. Al mismo tiempo que el PLC envía esta señal, pone en marcha un temporizador, mediante el cual el PLC sabe el tiempo establecido para que el operador realice su función, si este llega a cero y el operador no ha confirmado la finalización de su tarea, el PLC Se inicia otro temporizador que determina el tiempo de retraso causado por esta acción. La recirculación dura sólo 30 segundos, finaliza cuando el PLC registra que el tiempo de recirculación ha llegado a cero y envía las siguientes señales de salida: (1) apagar la bomba BC 1 O 1;.
Condiciones de falla o alarma: (I) Si el motor agitador no arranca, el PLC deberá indicar con una alarma audible que existe una posible falla en el circuito de arranque, independientemente de la causa y duración de la falla, el tiempo de homogeneización mencionado en Las operaciones 3 y 4 de esta fase son dobles, cabe señalar que la posibilidad de esta falla es remota debido al mantenimiento que se le realiza al motor debido a su importancia dentro del proceso; (2) si la válvula de salida no se abre, el PLC no enciende la bomba BC 1 O 1; (3) Si el BC 1 O 1 no responde a ningún comando del PLC, deberá avisar con una alarma y determinar las acciones necesarias para evitar daños al equipo, por ejemplo si la bomba no responde al comando de parada, la válvula VS debe mantenerse abierta 101; (4) Si el operador no presiona el botón que indica que los sólidos están listos, el PLC comienza a contar el tiempo de retraso causado por esta condición, además de producir una alarma. Condiciones de falla o alarma: (1) Cuando ha pasado un tiempo determinado y el operador no presiona el botón, el PLC sabe que ha habido una falla en esta etapa y pone en marcha el cronómetro que determinará el tiempo de retraso en el proceso. causado por esta situación. Fin de la homogeneización: Para realizar esta acción, el controlador debe verificar que el tiempo de agitación llegue a cero y enviar la señal de parada al motor MTlül.
Fin de homogeneización: Para llevar a cabo esta operación el controlador debe verificar que el tiempo de agitación llegue a cero y mandar la señal de paro al motor MTlül
Dosificación de concentrado: El controlador indica al operador, a través de la señal SL 102 en la interfaz, que el concentrado puede introducirse en el tanque. Cuando el concentrado ha sido introducido al tanque Tl, el mismo operador es responsable de confirmar la ejecución de esta actividad en la interfaz y el controlador puede continuar con el desarrollo del proceso. El valor del cronómetro se calcula según la cantidad máxima de concentrado (3 barriles) necesaria para preparar la base de bebida y depende de la posible falla (1) en la operación 2 de esta etapa.
- 1.- INTRODUCCIÓN
- 2.- REQUERIMIENTOS DE POTENCIA
- 2.1.- Fuente común de corriente alterna
- 2.2.-Transformadores de Aislamiento
- 3.- CIRCUITERIA DE SEGURIDAD
- 4.- CONSIDERACIONES PARA RUIDO EXCESIVO
- 5.-FUENTE DE POTENCIA DEL SISTEMA
- 5.1.- Transformadores de voltaje constante
El controlador espera la señal de nivel mínimo para cambiar el estado de las válvulas VD 1 O 1 y VDX. Los estados de las válvulas se almacenan en una palabra binaria definida en la configuración de la línea de producción. La medición tiene como objetivo cubrir los errores que puede provocar la intervención humana en la configuración de la línea de producción (programación de ºBrix del almíbar del día).
Depende de la concentración de azúcar en el almíbar simple utilizado ese día. La operación 2 de esta etapa se realiza de la misma forma que el paso c, con el valor de corrección fijado. e) Se debe homogeneizar el contenido del tanque con una agitación de 1. Cuando el operador completa su función, presiona un botón en la pantalla del pasteurizador.
En la operación 5 de la etapa 2, el PLC determina cuándo la bebida terminada está lista para pasar a la siguiente etapa. El operador responsable del pasteurizador deberá activar los controles necesarios para que la máquina permita el ingreso del producto. Esta fuente está conectada al mismo voltaje de alimentación que la fuente de alimentación del PLC, que es proporcionada por.
La mejor ubicación para el autómata es cerca de la máquina o proceso que se controlará. El porcentaje de regulación cambia dependiendo de la carga (alimentación del PLC y dispositivos de entrada).
GLOSARIO
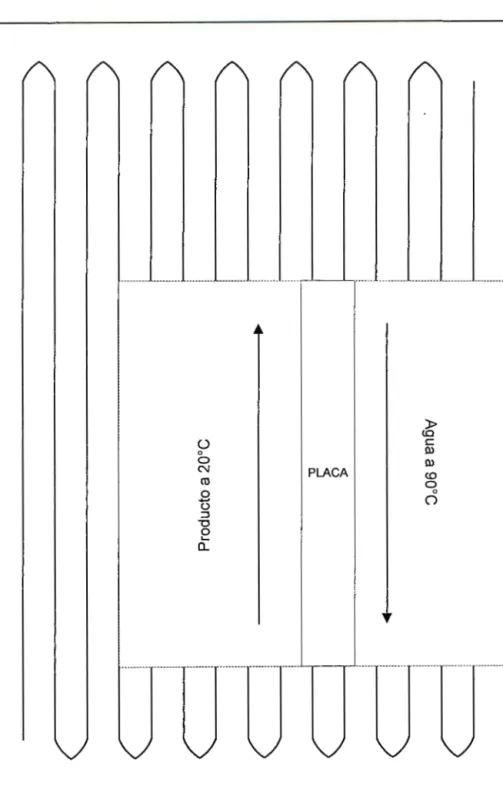
Lazo de control cerrado: Camino que sigue la señal a través de un sistema, tomando una señal de error de la salida para enviarla de regreso al sistema a través de un bloque sumador, corrigiendo cualquier error en la señal de salida. Calibración: Ajustar la salida de un instrumento a los valores deseados dentro de una tolerancia especificada para ciertos valores de la señal de entrada. Control microbiológico: Consiste en la destrucción de microorganismos mediante un intercambio de calor indirecto entre la bebida y el agua expuesta a alta temperatura, para evitar que estos microorganismos se desarrollen cuando el producto se encuentra a la temperatura de almacenamiento y distribución.
Implementación: Es la realización o implementación de un diseño, este término se utiliza para definir la etapa en la que lo propuesto en papel se lleva a la realidad. Perturbaciones: Es una señal que tiende a afectar negativamente el valor de la salida de un sistema. Consiste en la aplicación de una estructura principal para muchas aplicaciones, es un dispositivo de estado sólido utilizado para controlar máquinas, además de la operación de procesos a través de un programa almacenado en él mismo, así como a través de retroalimentación de dispositivos de entrada/descarga.
Procesos: Es una operación o desarrollo natural, caracterizado por una serie de cambios graduales, progresivamente continuos, que se suceden de manera relativamente fija, y que tienden hacia un determinado resultado u objetivo. Tri-Blender: Término inglés utilizado para describir la rápida disolución de compuestos sólidos a través de un generador de turbulencia acoplado a un recipiente cónico. Consiste en utilizar sólo dos tanques para la producción de un lote, independientemente de su tamaño.
ANEXO
Gratis. Entrenamiento electrónico: desde la parte de los tanques a los que afectan. 50 KHz) espuma --40 ºC a +71 ºC más que en funcionamiento. tanques superiores Kpa) - Montaje de temperaturas.
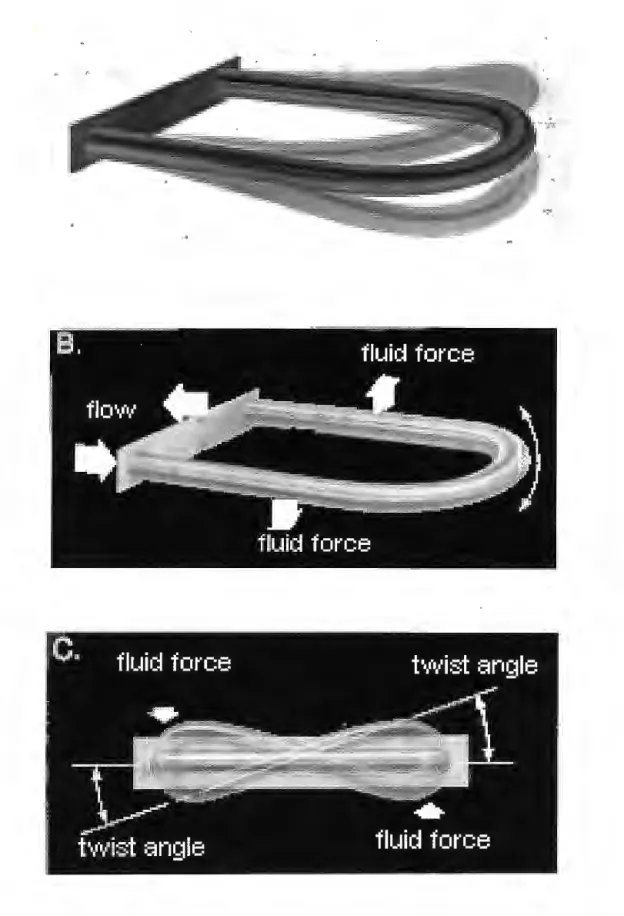
OPERACIÓN PRINCIPIO DE
ºº 1
Los cables que transportan señales digitales de CC y los cables blindados que transportan señales analógicas no deben instalarse por separado. Los cables que transportan señales digitales de CC y los cables blindados con señales analógicas deben instalarse preferiblemente en canales separados de los cables con voltajes de hasta 500 V CA. Líneas digitales de corriente continua Líneas con señales analógicas Líneas para transmisión de datos en.
Las líneas de señal deben estar lo más separadas posible de los cables de alta tensión (<500V AC) mediante diferentes cajas de conexiones. Las líneas con señales digitales, señales analógicas y cables para transmisión de datos deben estar separadas una distancia mínima de cables de alta tensión >500V AC a 1 00 OV AC. Los cables con tensiones superiores a 1 KV AC deberán estar separados por una distancia superior a 30 cm.
Los cables para transmisión de datos se pueden instalar junto con líneas de señal digitales y analógicas. Las instrucciones de instalación para cables de tensión de alimentación son idénticas a las mencionadas anteriormente para líneas de señal digitales y analógicas. Se debe tener cuidado para garantizar que los cables blindados no se instalen paralelos a las líneas de interferencia.