German Sintering Plants..122 Table 3.16: Operational and economic data for MEEP and ESCS electrostatic precipitators in operation. 315 Table 6.16: Example of energy input/output of a high top pressure blast furnace using coal. 341 Table 6.27: Requirements for the composition of plastics used for injection into the blast furnace at.
SCOPE
This issue should be addressed in a specific chapter of the revised BREF for Large Combustion Plants (LCP) [ 282, EC 2006. The scope of the BREF does not include matters that only concern workplace safety or product safety, because these are important not covered by the directive.
1 GENERAL INFORMATION
- Steel production in Europe and worldwide
- Geographical distribution of iron and steel production in the EU the EU
- Economics and employment in the EU iron and steel industry industry
- Steelmaking process
- Main environmental issues in the production of iron and steel steel
The development of continuous casting had an extremely positive effect on the economics of the steel industry in the 1970s and 1980s. In 2006, the consumption of DRI in the production of EAF steel was 1.523 million tonnes per year in the EU-27. In the furnace, iron ore is reduced more and more, and liquid iron and slag collect at the bottom of the furnace, where it is tapped from.

2 GENERAL PROCESSES AND TECHNIQUES
Energy management in the steelmaking industry
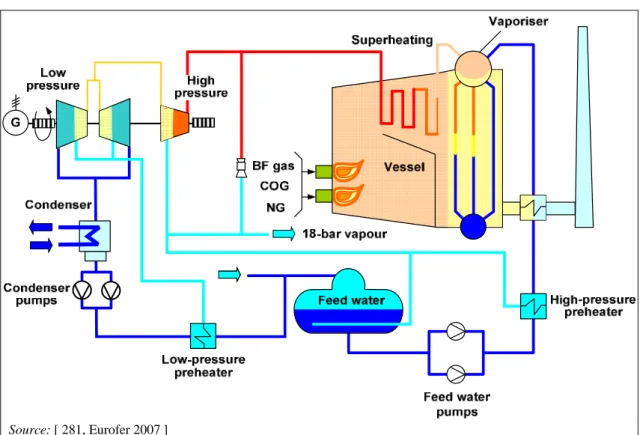
- Steam and heat management in integrated steelworks
- Energy flow in EAF steelmaking
The main task of energy management in the steel industry is the efficient distribution and use of process gases and purchased fuels. Coke oven gas (COG), blast furnace gas (BF gas) and basic oxygen furnace gas (BOF gas) form the basis of the energy system in an integrated steel plant. An example of BF and BOF gas streams is shown in Figure 2.4.

Power plants in iron and steel works
- Applied processes and techniques
- Current emission and consumption level
Gas turbines fired with process gases are not normally used in Europe due to the low calorific value of the gases. The operation of power plants in integrated steel plants, which are fired with BF/BOF gas and/or COG, is dependent on the entire plant's production. The NOX value depends to a large extent on the plant's efficiency, on the nitrogen content of the fuel and on the associated oxygen content in the flue gas.
Materials management
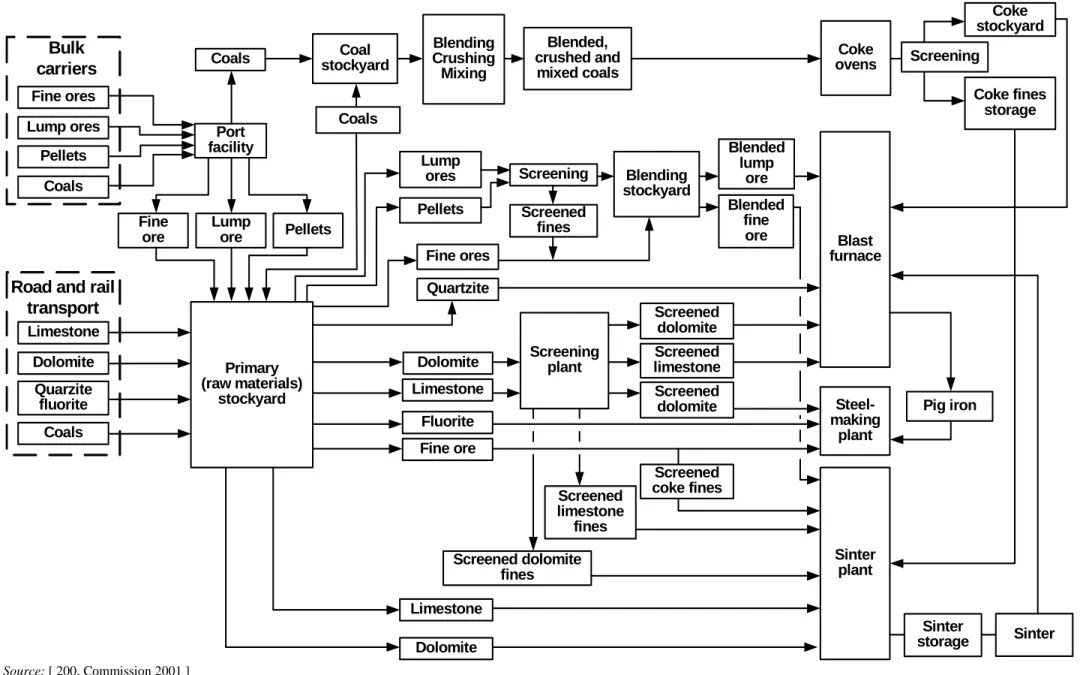
- Storage and handling of input materials
- Management of production residues
- Internal use of integrated steelworks residues
- External applications of integrated steelworks residues
- Disposal of integrated steelworks residues
By optimizing the process, including maximizing the internal circulation of dust containing carbon and iron, residues that are excess to the requirements of the steel mill's integrated production processes are minimized. In addition to handling materials generated in the processes, integrated steel plants receive residues, including scrap, from other plants and sectors. Small portions of the total amount of scrap from an integrated steel mill have no economic use (either internally, in-plant or externally) and some disposal is inevitable.
Water and waste water management
The costs for waste water treatment and release costs based on legal tax on discharge of water into the municipal system can be significant. Another cost-related factor is that, depending on the water quality, for many applications, the water taken from the above bodies must undergo a conditioning step before it can be used. Particularly in locations with very low availability of fresh water, where the water demand must be covered by groundwater or spring water, it may be necessary to reduce water consumption significantly.
In such cases, the specific water consumption can be lower than 5 m3/t of steel and the interdependencies can be much more intensive. The extensive recirculation in indirect and direct cooling systems reduces the total water intake to 2.4% of the need for the disposable system. NB: It is not known whether this data also includes the water used in downstream operations (not included in this document, eg rolling).
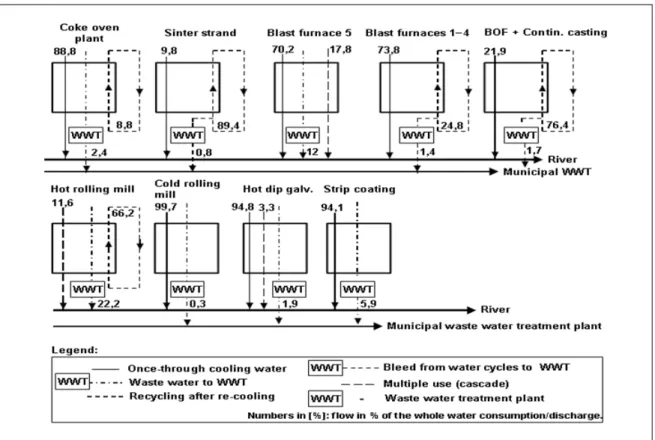
The following two figures present other examples of two different global systems of two integrated steel works with separate circuits due to the local design of the plant (see Figure 2.13) and with a counterflow cascade system with steel production steps (from a cold rolling mill to the blast furnace ) (see Figure 2.14). In the example plant depicted in Figure 2.13, the overall amount of water in 2005 was almost 1.2 billion m3/yr. The recirculation rate in this case was 97.2% and only 2.8% had to be topped up with fresh water.
Through this measure, it is possible to dispose of waste water in different ways at a reasonable cost.
General techniques to consider in the determination of BAT BAT
- Environmental management systems Description Description
- Energy management
- Techniques to improve energy efficiency Description Description
- Techniques to optimise process gas utilisation Description Description
- Techniques to improve heat recovery Description Description
- Frequency-controlled pumps and fans Description Description
- Reduction of NO X in process gas-fired power plants
- Reduction of NO X by primary measures Description Description
- Material management
- Techniques to improve the use of scrap Description Description
- Techniques to reduce diffuse emissions from materials storage, handling, transport and blending handling, transport and blending
- Techniques to control releases to water from raw materials handling, blending and mixing handling, blending and mixing
- Monitoring in iron and steel plants [ 277, Wiesenberger 2007 ] [ 277, Wiesenberger 2007 ]
- Continuous parameter and air emissions monitoring Description Description
- Monitoring of process gases Description
- Discontinuous monitoring of ducted air emissions Description Description
- Monitoring of PCDD/F Description Description
- Monitoring the discharge of waste water
- Reduction of noise
Typically, a change in the energy supply of one process in the steel mill affects some other process (eg the use of coke oven gas in the blast furnace may result in a higher calorific value in upper gas BF). By applying the aforementioned techniques, the specific energy requirement for steel production in an integrated steel plant can be reduced. The specific energy consumption depends on the purpose of the process, the quality of the product and the type of installation (eg the amount of vacuum treatment in the BOF, the baking temperature, the thickness of the products, etc.).
In this way, it is possible to connect the production of the heat and the specific process cooling solutions. The specific energy consumption depends on the scope of the process, the product quality and the type of installation (eg the amount of vacuum treatment at the BOF, annealing temperature, thickness of products, etc.). Upper air injection is additionally used in burning the remaining fuel to the command.
The process differs from typical iron production processes in the quality of the raw materials, so they require a different pre-. The metallurgical conditions of the collection step can result in PCDD/F emissions in the waste gas. In this case, the melting step will take place in the blast furnace of the Lucchini plant.
In case of poor performance of the purification systems, quick measures can be taken. In case of poor performance of the secondary dedusting system, immediate action can be taken. In case of poor performance of the bag filter system, immediate action can be taken.
3 SINTER PLANTS
Applied processes and techniques
- Purpose of the sinter process
- Sinter strand operation
- Hot sinter screening and cooling [ 29, EC Sinter/BF 1995 ][ 29, EC Sinter/BF 1995 ]
Here they are completely mixed and the mixture is moistened to increase the formation of micropellets, which improve the permeability of the sinter bed (see Figure 3.2). In the down-draw process, a powerful fan draws process air through the entire length of the sinter bed into distribution chambers located below the grate known as wind boxes. As the sintering mixture continues along the grate, the combustion front is drawn down through the mixture.
The gaseous emissions from the sinter plant contribute significantly to the total emissions from an integrated steel plant. The cooler can be integrated into the sinter string, but a separate cooler (eg a rotary cooler) is more common. At the end of the string, the sinter cake falls onto a crash deck, where it is broken using a crusher.
In most cases (ie when cooling is not integrated within the sinter strand), after sinter discharge, pressing and hot cleaning, the sintered material passes into a cooler. The cooler is usually a rotating structure about 20 – 30 m in diameter, in which the sinter is deposited in a layer thicker than 1 m. The sinter is cooled by air, which is forced up or down through the layer.
The cooled sinter is transferred to screens that separate the parts to be used in the blast furnace (4 – 50 mm) from the parts to be returned to the sinter process (0 – 5 mm as 'return fines', part fraction, 10 – 20 mm as 'hearth layer').
Current emission and consumption levels
- Environmental issues for sinter making process
- Emissions to air
- Waste water
- Process residues such as waste and by-products [ 7, Bothe 1993 ][ 7, Bothe 1993 ]
- Energy consumption
The emission profile of lead compounds along the sinter string shows that lead volatilization occurs in the first two-thirds of the string. Sulfur oxides (mainly SO2) in the waste gases originate from the combustion of sulfur compounds in the sinter feed. Only when higher temperatures are reached in the lower layers of the sinter bed do emissions increase significantly.
From sinter yarn experiments, it has been shown that the oxides of nitrogen in the tail gas are mainly composed of NO. By doing this, the resulting oil content of the raw mix for the sinter strand should be <0.1. These emission rates are equal to typical tailgas emissions concentrations of ng I-TEQ/Nm3 (based on a tailgas flow rate of 2100 Nm3/t sinter).
Even when they are destroyed in the sinter filament during decomposition, the resulting compounds can contribute as precursors to de novo synthesis. Therefore, a significant part of PCDD/F is produced in the sintering process via the de novo synthesis route. No data are available regarding the most important PAH compounds in sinter plant emissions.
In a sintering plant, cooling water can be used to cool ignition covers and fans and for sintering machines.
Techniques to consider in the determination of BAT for sinter plants sinter plants
- Process optimisation Description Description
- Abatement techniques for emissions into air from sinter plants .1 Advanced electrostatic precipitator (ESP) .1 Advanced electrostatic precipitator (ESP)
- Bag filter – combined or integrated reduction of solid and gaseous pollutants pollutants
- Cyclones Description Description
- Fine wet scrubbers Description Description
- Reduction of VOC emissions
- Reduction of PCDD/F
- Reduction of SO 2
- Reduction of NO X
- Collection and abatement of dust emissions from secondary sources
- Use of production residues such as waste and by-products in the sinter plant the sinter plant
- Heat recovery in the sinter process
- Heat recovery from sintering and sinter cooling Description Description
- Partial recycling of waste gas
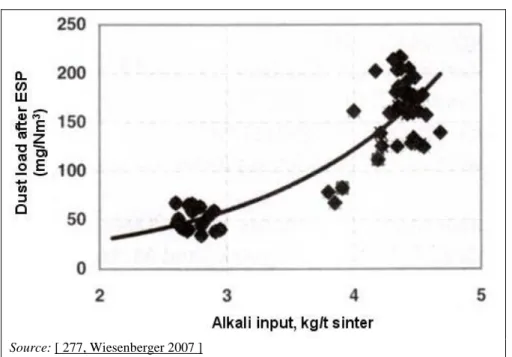
For the treatment of the acid compounds in the waste gas from sinter strings, a 'semi-dry sorption process' is usually used. To facilitate desulfurization of the waste gas, moisture is added to the dust in the mixer. Special attention should be paid to the age and performance of the existing ESP.
Bag filters have been used in the sintering process for dedusting waste gas since the early 1990s. This amounts to 1 MJ/ton of sinter, or less than 0.1% of the energy consumption of the sinter plant. The number in the text above the table refers to the total operation of the sintering plant (when the AIRFINE scrubber is in operation 95% of the time).
Most of the oil hydrocarbons evaporate from the sintering mixture at temperatures in the range of 100 to 800 °C and are released from the sintering plant via waste gas. Scrap utilization is an important function of the sinter plant in an integrated steel plant. The amount of waste heat obtained can be influenced by the design of the sinter plant and the heat recovery system.
The use of the sinter cooler flue gases in a waste gas recirculation system will result in a reduction in diffuse dust emissions from the sinter cooler. In partial waste gas recycling, some parts of the sintering waste gas are recirculated to the sintering process. While this technique can help reduce the mass emission footprint of the .. the acidic compounds) in the recirculated and the exhaust gases.



![Source: [ 286, Stahl 2008 ] and Table 3.2, Table 4.1, Table 5.2, Table 6.2, Table 7.3 and Table 8.1](https://thumb-us.123doks.com/thumbv2/123dok_es/12319944.0/41.892.203.781.398.990/source-stahl-table-table-table-table-table-table.webp)