A todo el personal general de Barnes de México, por su apoyo para llegar a la culminación del proyecto. A todos mis compañeros, que me acompañaron durante toda la carrera, por todos esos maravillosos momentos, así como por su apoyo durante estos años.
ÍNDICE DE FIGURAS
CAPÍTULO 1
- DESCRIPCIÓN DEL PROYECTO
- PROPUESTA
Teniendo en cuenta que el cliente final es el más importante, tenemos que asegurarnos de que siempre esté contento y satisfecho con el producto ofrecido. Para asegurar que el producto que recibe el cliente cumpla con los más altos estándares de calidad, se sugiere que la empresa implemente algunos de los elementos que componen el aseguramiento de la calidad de acuerdo con la norma ISO 9000.
CAPÍTULO 2 MARCO TEÓRICO
- Revisión de Contrato
- Control de Diseño
- Control de Documentos y Datos
- Compras
- dentificación del Producto y Rastreabilidad
- Control del Proceso
- Inspección y Prueba
- Equipo de Inspección, Medición y Pruebas
- Estado de Inspección y Prueba
- Control de Producto no Conforme
- Acción Correctiva y Preventiva
- Manejo, Almacenamiento, Empacado, Preservación y Entrega
- Registros de Calidad
- Auditoñas de Calidad Interna
- Capacitación
- Servicio
- Técnicas Estadísticas
- SISTEMA DE CALIDAD
- CALIDAD
- CONTROL DE CALIDAD
- ASEGURAMIENTO DE CALIDAD
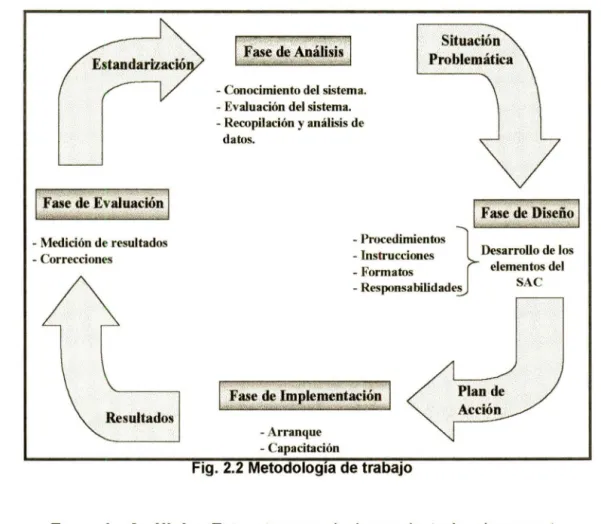
- METODOLOGÍA DE TRABAJO
Las versiones relevantes de los documentos relevantes están disponibles en todos los lugares donde se llevan a cabo operaciones que son fundamentales para el funcionamiento eficaz del sistema de calidad. Mantener registros de calidad para demostrar el cumplimiento de los requisitos especificados y el funcionamiento eficaz del sistema de calidad.

MÉTODO DE SOLUCIÓN
CONOCIMIENTO DEL SISTEMA
Por otro lado, los costos incurridos dentro de la empresa se dividen aproximadamente entre materias primas, que equivalen al 92,5%, costos de producción, 3,5%, y mano de obra, 4%.
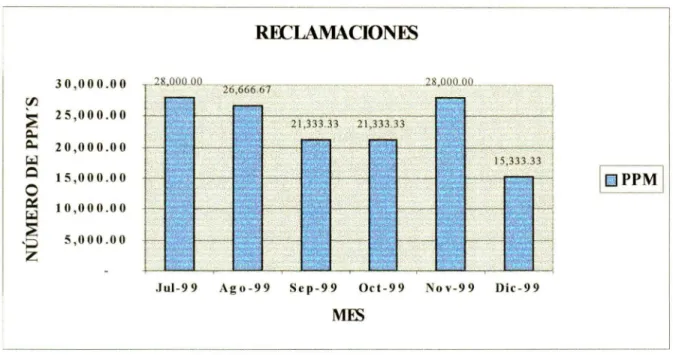
RECLAMACIONES DEL CLIENTE
- DEFICIENCIAS DENTRO DEL DEPARTAMENTO DE SERVICIO
Muchas veces los formularios no incluían toda la información, no incluían la carta que se envió al cliente explicando la falla de la bomba, la cotización de reparación, ni figuraba en la línea. También vale la pena señalar que después de la reparación y entrega del producto, los datos no se vacían en la computadora y, por lo tanto, todo permanece en el formato y ya no se monitorea más adelante.
DEVOLUCIONES A PROVEEDOR
- ORIGEN DE LAS DEVOLUCIONES A PROVEEDOR
- NÚMERO DE PIEZAS ACEPTADAS VS RECHAZO A PROVEEDOR DE FUNDICIÓN EN EL AÑO 99
En cierto sentido, la empresa cumple con los requisitos establecidos en la norma ISO 9000 en el punto 4.19, ya que brinda garantías sobre los productos adquiridos y brinda servicios de reparación en caso de que el producto se averíe. El gráfico en la parte inferior muestra el número de piezas devueltas a los principales proveedores en el año 99.
FALLAS EN PROCESO
- RETRABAJO
- TIEMPO EXTRA
- ÁREA DE PRUEBAS FINALES
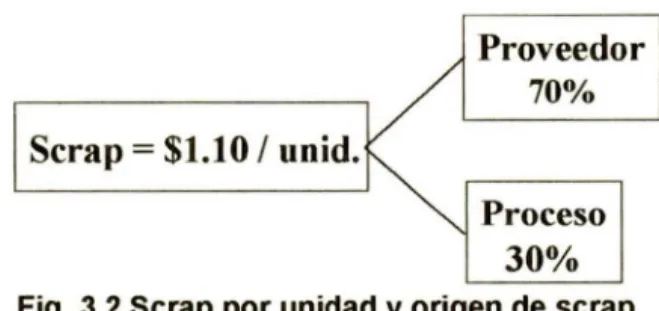
- DESPERDICIO
En el área de inspección no existe documentación de piezas que sean desechadas y reelaboradas. Aunque desperdicio es la palabra más adecuada cuando se hace referencia a piezas desechadas, la empresa suele denominarlo SCRAP, por lo que se utilizará esta palabra a lo largo de todo el documento.
EVALUACIÓN DEL SISTEMA DE CALIDAD ACTUAL
No existe documentación de los métodos utilizados ni evidencia que demuestre que se hayan cumplido los requisitos de la norma ISO 9000. No existe un sistema para la aprobación por parte del cliente de posibles modificaciones al contrato original.
Control de Diseño
No existe ningún contrato con el proveedor que garantice su capacidad para cumplir con las obligaciones contractuales. No existe documentación sobre procedimientos para controlar los cambios de diseño, pero se realizan. Los cambios en el diseño no se documentan, identifican, controlan y aprueban adecuadamente, pero se llevan a cabo.
No existen controles que garanticen una documentación válida y actualizada durante las operaciones de producción e inspección. No existe una lista de toda la documentación utilizada que identifique su estado de revisión. No existen procedimientos para evaluar y seleccionar proveedores ya que son proveedores desde hace más de 30 años y como están contentos con ellos no piensan cambiarlos.
Identificación y rastreabilidad del producto
Control del proceso
No existen procedimientos de inspección escritos para verificar los recibos, lo que implica una inspección aproximada del producto recibido en busca de poros y otros defectos. No se examina la fuente ni se tiene en cuenta la documentación de calidad proporcionada por el proveedor. Las piezas mecanizadas se retienen antes de pasar al siguiente proceso hasta que se completen todas las inspecciones.
El producto se revisa durante el proceso mediante calibres y micrómetros para verificar dimensiones e inspecciones visuales para buscar poros. No existe ninguna guía que indique qué procedimientos se deben llevar a cabo si se detectan parámetros fuera de control en el proceso. De las inspecciones y pruebas realizadas al final del proceso, el 18,6% fue devuelto al proveedor.
Control del equipo de inspección, medición y pruebas
No se mantienen condiciones ambientales, no existen procedimientos para proteger el equipo, no hay signos de alteración, no está calibrado según estándares. Los materiales no conformes se segregan colocándolos en un área específica de la planta para evitar su reutilización.
Acciones correctivas y preventivas
Manejo, almacenamiento, empaque, conservación y distribución
Hay instrucciones, pero no escritas, para verificar el embalaje, el embalaje, la identificación del paquete y el envío. No está escrito, pero se garantiza la calidad e identificación de los artículos hasta la entrega.
Servicio postventa
Técnicas estadísticas
A través de esta evaluación se encontró que el principal problema es que no existe un sistema de aseguramiento de calidad documentado que asegure que el producto sea producido y entregado al cliente de acuerdo a sus requerimientos y de manera consistente, lo cual es un riesgo potencial para la empresa. ..
No hay forma de saber qué etapa del proceso de mecanizado está causando el problema, ya que estos defectos no están documentados en las piezas. Tampoco se menciona el motivo del tiempo extra, por lo que se desconoce si estarán reelaborando las piezas o realizando trabajos normales. Cuando se prueban piezas o bombas para determinar su rendimiento óptimo, no queda documentado si estos productos pasan las pruebas o no.
Dentro de la planta sólo sabemos la cantidad de piezas y dinero que se perdió, pero desconocemos los motivos por los que se tomaron estas medidas. De la información obtenida se puede decir que los desechos, retrabajos y mano de obra no representan ni el 2% del costo total, por lo que no hay necesidad de reducir costos. Se puede decir que el problema central de la empresa es la falta de un sistema formal de garantía de calidad que garantice que el producto se fabrique y entregue al cliente de acuerdo con sus requisitos y de manera consistente, lo cual es un riesgo potencial para la empresa.
PROPUESTA DE SOLUCIÓN
CAPÍTULO 4 RESULTADOS
- NSPECCIÓN Y PRUEBA (ELEMENTO 4.10) 4.1.1 INSPECCIÓN Y PRUEBAS EN RECIBO
- INSPECCIÓN Y PRUEBAS EN MAQUINADO Inspección
- ESTADO DE INSPECCIÓN Y PRUEBA (ELEMENTO 4.11)
- EQUIPO DE INSPECCIÓN, MEDICIÓN Y PRUEBAS (ELEMENTO 4.12)
- ACCIÓN CORRECTIVA Y PREVENTIVA (ELEMENTO 4.14)
- CONTROL DE REGISTROS DE CALIDAD (ELEMENTO 4.16)
- PLAN DE CONTROL
Una vez que la pieza está en su lugar, se inyecta aire a presión para garantizar que no haya poros ni grietas que puedan provocar un mal funcionamiento de la pieza. Una vez ensamblada la bomba, se coloca en la pila, conectando tuberías o mangueras a las distintas entradas y salidas de la bomba. Este proceso de inspección tiene como objetivo garantizar que la bomba esté empaquetada correctamente para evitar posibles daños durante el envío.
Coloque el modelo, tipo y número correcto de la bomba en el exterior de la caja para evitar confusiones. En el Apéndice G se puede encontrar un ejemplo de la etiqueta utilizada. 2) Mantenga un registro del estado de lo que debe inspeccionarse y probarse. En el área de recepción, se recomienda utilizar instrucciones de inspección, que ayudarán a determinar si la pieza luce correcta y está libre de posibles defectos de fundición.
CONCLUSIONES, RECOMENDACIONES Y TRABAJOS FUTUROS
CONCLUSIONES
No hubo un responsable de diligenciar el reporte de proveedores, así como la causa de los errores semanales en el proceso de devolución y el ritmo de avance. Con el diseño de los procedimientos, formatos e instructivos de inspección, la empresa ya cuenta con una base donde sostenerse en caso de que el procedimiento se realice de manera incorrecta. Con estas instrucciones, la empresa asegura que todos sus operadores siguen los mismos procedimientos y las mismas instrucciones de inspección, facilitando así la forma en que se realiza este proceso.
Por otro lado, gracias a los registros creados, es posible tener una base de datos en la que la empresa puede comprobar qué se hizo mal y así implementar medidas correctivas y preventivas. Con el diseño de procedimientos de inspección, instructivos de inspección y formatos de registros, la empresa eleva su calificación a 5 puntos, lo que significa que: La implementación ha avanzado y hay evidencia preliminar de resultados adecuados. De esta forma siempre estará satisfecho con lo que recibe y la empresa no perderá ningún cliente potencial.
RECOMENDACIONES Y TRABAJOS FUTUROS
Con la aplicación de esta evaluación es posible determinar el grado de avance en cuanto a la implementación de los diversos requisitos de la norma ISO 9000 y así poder saber qué es necesario fortalecer y qué está acorde con la norma. Hoy en día el cliente es muy exigente en cuanto a calidad, por eso es importante darle siempre el mejor producto junto con el mejor servicio. Otra recomendación que se hace es que, como se vio durante la etapa de análisis, se pueda considerar que los elementos que se enumeran a continuación son los siguientes en importancia, debido al estado actual de la empresa, la falta de procedimientos documentados. y las condiciones de sus proveedores.
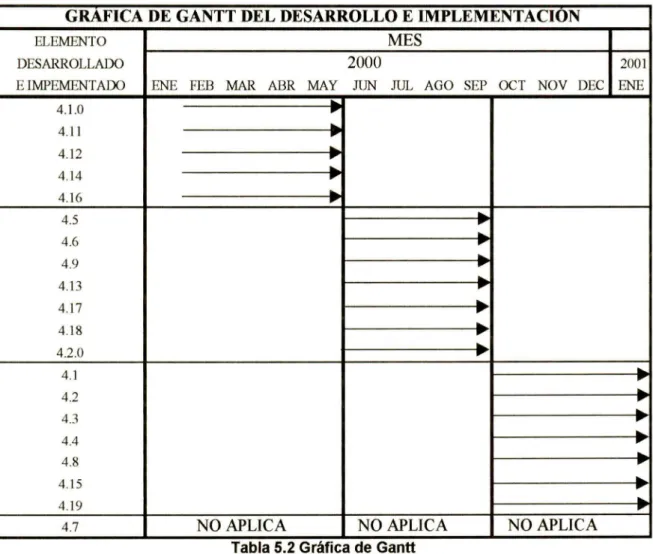
Si bien estos pueden ser los últimos elementos a implementar, eso no significa que sean los menos importantes. Se recomienda implementar estos elementos hasta el final porque son procedimientos realizados por la alta dirección y, sin embargo, tienen un mayor conocimiento del sistema a nivel gerencial que los operadores. El siguiente diagrama de Gantt muestra el tiempo estimado para completar esta implementación. En cambio, el elemento 4.7 no se implementará ya que no aplica a la empresa al no suministrar el cliente a la fábrica de materia prima.
BIBLIOGRAFÍA
4036~4 BIBUOTECA
Existen procedimientos documentados para revisar contratos y coordinar estas actividades. Los procedimientos documentados definen la frecuencia de las comprobaciones de diseño, su contenido y las personas. Las instrucciones de trabajo documentadas se utilizan para controlar la producción, la inspección y los procesos.
Si ocurre un error, existen procedimientos documentados para verificar los productos que no cumplen con los requisitos. El personal responsable de comprobar los productos no conformes tiene autoridad suficiente para realizar su trabajo. Los registros de control de materiales y productos no conformes detallan las deficiencias, los procedimientos de eliminación y las acciones correctivas.
Se toman medidas correctivas cuando el análisis de los datos de inspección y/o registros de productos inaceptables revela discrepancias repetidas. Los registros de subcontratistas y proveedores se mantienen de la misma forma que el resto.