Los centros de transición (“Mod Centers”) son áreas que se especializan en la introducción de nuevos productos a las empresas y la transición de productos entre fábricas. Estos centros aseguran el acceso a nuevos productos para desarrollarlos y llevarlos a un nivel de industrialización en el que se haya conseguido satisfacer en tiempo y calidad las necesidades de los clientes. El proyecto Cables Transition Build Center (CTBC) pretende ser una célula no estándar para la introducción y desarrollo de nuevos productos de cable, centrándose en aquellas actividades necesarias para realizar la industrialización del montaje con la mejor calidad y tiempo posibles y poder entregar un producto cien por ciento edificable a producción.
Introducción
- Antecedentes
- Justificación
- Planteamiento del problema
- Preguntas de investigación
- Objetivos
- Objetivo general
- Objetivos específicos
- Hipótesis
En el norte del país, Baja California es una de las entidades más importantes para el desarrollo del sector aeroespacial. Las empresas que tienen más éxito en el desarrollo y lanzamiento de nuevos productos siguen un proceso bien organizado y planificado.
Marco teórico y referencial
- Industrialización
- Características de la industrialización
- Breve historia de la industrialización
- Procesos industriales
- Introducción de nuevos productos y productos mejorados
- Introducción al proceso de NPI
- Herramientas para mejorar el proceso de NPI
- Transiciones industriales
- Establecer el equipo de transición
- Análisis del proyecto (transición)
- Planeación de la transición
- Preparación hacia la transición
- Movimiento del producto
- Verificación
- Culminación de la transición
- Cables en industria aeroespacial
Prasad (2004) identifica algunas de las características más importantes de la industrialización, que se describen a continuación. El trabajo industrial se realiza en un lugar, generalmente cerrado, donde se encuentra la maquinaria necesaria para la producción de bienes o la transformación industrial. Los mercados de bienes y servicios se expanden y estimulan el crecimiento económico de la región o país.
El proceso NPDI (desarrollo e introducción de nuevos productos) comienza con la identificación de una oportunidad de mercado y finaliza con el lanzamiento exitoso del producto (Rolfe), por lo que intervienen varios departamentos dentro de la organización del fabricante de equipos médicos y generalmente se realiza un mapeo de la cadena de valor. en un producto individual o familia de productos desde el proveedor hasta el cliente. En esta fase, el equipo directivo evalúa la viabilidad de la transición, se realiza un análisis de los números de piezas que están destinados a la transición y cómo podría afectarles en cualquier momento. transición.
En este punto de transición, se desglosan todas las actividades necesarias para realizarlo (WBS) y los "hitos" o eventos importantes del proyecto de transición. Todavía hay mejoras en el diseño de la línea de producción, en las instrucciones y en el proceso, pero el producto puede fluir continuamente sin problemas. Los conectores vienen en diferentes tamaños de diámetro, número de contactos, ángulos de perfil y materiales de carcasa.

Metodología
Análisis de capacidad en celda de producción
- Análisis de demanda actual
- Clasificación de ensambles
- Obtener horas por operador disponibles
- Obtener horas requeridas por grupos de ensambles
Debido a que los números de piezas que maneja el área por mes son grandes (alrededor de 800 números de piezas diferentes), para facilitar el análisis, los números de piezas del cronograma mensual se clasifican según el tipo de montaje. Cabe mencionar dos cosas: La primera es que las líneas de producción se diseñan de acuerdo a las diferentes clasificaciones que existen para los ensambles de cables, y la segunda es que dichas clasificaciones son designadas internamente por el área que da una idea o característica del producto en cuestión. Con la clasificación se agrupa la información del cronograma mensual, y se agrupan todos los números de pieza en su clasificación adecuada para facilitar la lectura de los números y el análisis en sí. Lo siguiente fue calcular las horas disponibles para cada operador, este cálculo es sencillo, pero es muy útil para obtener la capacidad de la celda de producción.
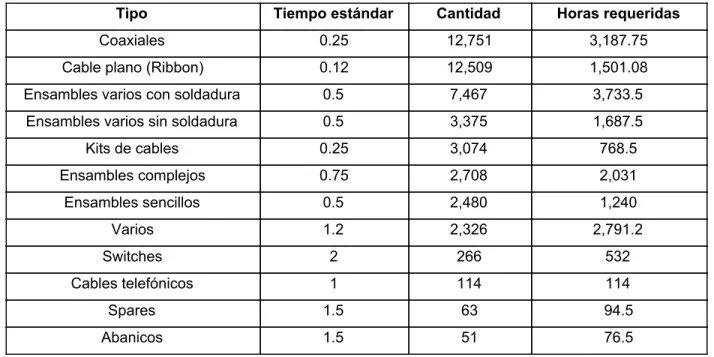
Para este cálculo es necesario primero saber cuántos operadores hay por cada grupo de montaje (cable), ya que con este dato más las horas de la Tabla 1 podemos ver el total de horas por grupo de montaje. Una vez que tenemos el número de operadores por grupo obtenemos el total de horas disponibles por grupo de producto, en este caso usaremos el dato de 35 horas/horario de operador. Calculando estos datos ahora podemos obtener lo que se requiere según la demanda del DNI que se analiza.
Para este cálculo solo es necesario obtener el producto del tiempo estándar de los montajes (por grupo) por la cantidad total de montajes necesarios, esto se puede ver representado en la ecuación 4: .. rs tiempo estándar necesarios) (Total número de asambleas).

Propuesta para flujo de operación del CTBC
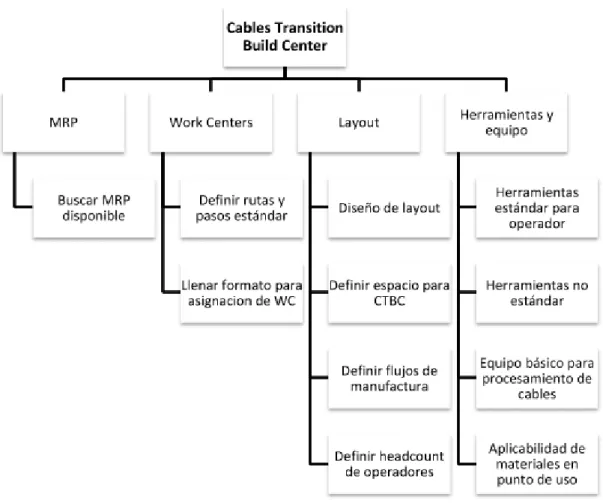
- WBS para implementación del CTBC
- Propuesta para flujo de operación del CTBC
Una vez desglosadas las actividades requeridas para el establecimiento físico del área, se procedió a definir la modalidad de trabajo que tendría, es decir, cuál sería el flujo de trabajo que seguiríamos para asegurar el paso o introducción de la nueva desde la entrada del cable al espacio hasta su traslado a las instalaciones de producción.
Resultados
Análisis de capacidad en línea de producción actual
Ahora en la Tabla 2 se muestran los diferentes tipos de cables con los que se realizó el análisis, así como un tiempo estándar promedio para su montaje. En la Tabla 3, basada en un cronograma de producción mensual tomado como referencia, se mostrará el número total de productos a ensamblar con el número total de horas necesarias para satisfacer esta demanda. Con la siguiente expresión podemos calcular cuántas horas hay disponibles para cada producto en horario laboral normal, con horas extras entre semana y finalmente con horas extras el fin de semana (sábado), representadas en la ecuación 3:.
La Tabla 5 mostrará una comparación de las horas requeridas por productos versus las horas disponibles por número de operadores. 40 Tipo Hora estándar Cantidad Horas requeridas. número de empleados) se considera para la línea de productos en cuestión. Mediante los análisis realizados se constató la sobrecapacidad que enfrentan actualmente las áreas de producción de cables estándar.
Este resultado muestra la importancia de establecer un CTBC en la empresa para mejorar el tiempo de producción de nuevos cables.

Ajustes preliminares para la implementación del CTBC
- Ajustes preliminares para el CTBC
- Asignación de MRP
- Creación de WC únicos para el área
- Implementar layout inicial
- Identificar materiales y herramientas para cada estación de trabajo
- Implementación de metodología establecida para CTBC
- Requerimiento del cliente
- Revisión de planos de ingeniería
- Alta de números de parte en la planta de Mexicali
- Creación de instrucción de trabajo y ayuda visual
- Primeras corridas (First Runs)
- Primer Artículo (First Article Inspection)
- Transferencia a celda de producción estándar
Se elaborará una lista, con referencia a las áreas de producción de cables estándar, de las herramientas necesarias para estación de trabajo para que los operadores puedan realizar todas sus operaciones sin detener el flujo tanto como sea posible. El cliente solicita al equipo vía correo electrónico sobre la necesidad de construir un cable y también es en este paso que se dan a conocer los números de pieza que desea transferir. Dentro de este paso, también se verifica si existe el acceso necesario al sistema PDM para ver los dibujos de números de pieza; de lo contrario, estos se requieren a través de SAP en el caso de los productos EAR.
Una vez que se publican los nuevos números de pieza, Ingeniería los revisa para confirmar que el ensamblaje requerido es fabricable, es decir, que la tecnología está disponible. , equipos, herramientas y procesos que ya se están gestionando. Los números de pieza que se manejan en Collins Aerospace no están registrados para todas las plantas corporativas, solo para las plantas que utilizarán los números de pieza, por esta razón al buscar la transición de un nuevo cable a Mexicali, luego de verificar si es posible. Para fabricar, la información pertinente deberá ampliarse a los números de pieza correspondientes, ya sean números de pieza. Una vez finalizados los trabajos de industrialización, el ensamblaje se traslada a la celda de producción estándar, ya sea al COE para cables si son para clientes internos, o al PCP cuando son cables que se pueden entregar directamente al cliente, como es el caso de Boeing.
Se cambia el MRP al correspondiente al área a la que se traslada y de allí en adelante también se traslada la demanda al área de producción.

Conclusiones
Conclusiones
Es precisamente la capacidad del personal operativo la principal causa del retraso en la entrega de nuevos productos industrializados. La respuesta es sí, la capacidad representa el principal problema del retraso de los productos a industrializar al ser unidades ya comprometidas con el cliente, estas prioridades no pueden ser descuidadas y entran en conflicto con cualquier actividad adicional que se agregue al equipo de producción. operaciones, aunque existe la posibilidad de hacer horas extras, no es la situación ideal de la cual depender ya que es un tiempo limitado y generalmente con menor disponibilidad de un equipo de soporte tanto interno como externo. Uno de los errores encontrados es el diseño de la línea de producción, ya que al no contar con un área especial para la actividad de industrialización y con una capacidad muy limitada para sus requerimientos, no hay manera de que el área pueda soportar dichas actividades sin depender del tiempo. o fines de semana laborales, por lo que la separación de la zona de transición CTBC se vio como algo necesario para la empresa, para agilizar este proceso y contar con una línea especialmente diseñada para este fin.
También se decidió contar con un equipo de soporte adicional y exclusivo para el centro de transición debido a que el soporte que se da a las células de producción absorbe el turno del equipo, esto debido a cambios y mejoras en las ayudas visuales, revisión de ingeniería, cambios en los planos, que requiere su implementación. dichas actualizaciones en todos los documentos y procesos aplicables, que el.
Recomendaciones
Inicialmente durante el análisis los números de ítem no fueron clasificados por grupos como se muestra en este estudio, lo que facilitó enormemente el logro de los resultados, pues ayudó mucho a leer los datos que mostraban los informes. Otra herramienta muy útil para encontrar posibles cuellos de botella, desperdicios o inconvenientes en un proceso (tanto operativo como administrativo) es el Value Stream Mapping. Esta herramienta podría ser otra opción donde se podría ver de una forma un poco más visual qué partes. el proceso de transición es donde más se detuvo y de esta manera atacó dichos residuos buscando un proceso más óptimo.
Trabajo futuro