Alcalinidad total y pH del sistema discontinuo 97 Figura 4.12 Determinación del orden de reacción del proceso anaeróbico 99 Figura 4.13 Esquema de reacciones bioquímicas del proceso anaeróbico. 117 Figura 4.25 Mecanismo de almacenamiento y liberación de fósforo 118 Figura 4.26 Aspecto del agua después del tratamiento DAF y salida de lodos activados 119.
ABSTRACT
INTRODUCCIÓN
Creación de un sistema de tratamiento de aguas residuales de la industria embutida basado en la evaluación de procesos físico-químicos como la flotación por aire disuelto y procesos biológicos anaeróbicos y aeróbicos. Establecimiento de la ingeniería conceptual del sistema de tratamiento de aguas residuales de la industria embutida.
GENERALIDADES
- Situación mundial de la industria de embutidos
- Situación nacional de la industria de embutidos
- Proceso de elaboración de embutidos
- Generación de residuos del procesamiento de embutido
- Impactos generados al ambiente
- Identificación del problema
En la producción de embutidos predominan el jamón y los embutidos, que juntos representan el 50% de la producción nacional. El proceso de cocción se puede realizar sumergiendo la carne en agua caliente (hervidores) o en cámaras de vapor (horno).

PROCESOS DE TRATAMIENTO DE AGUAS RESIDUALES DE LA INDUSTRIA CÁRNICA
Procesos de tratamiento físico
Filtración Eliminación de sustancias suspendidas en un medio que dificulta el paso de partículas más pequeñas. Flotación Eliminación de material muy fino con densidades cercanas al agua mediante aire, se puede observar como espesamiento.
Procesos Fisicoquímicos
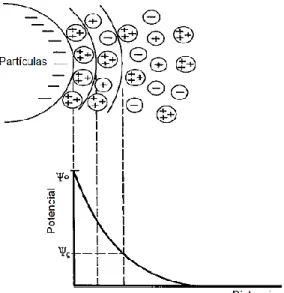
Ésta es mayor en la superficie y disminuye gradualmente con la distancia, llegando casi a cero en el exterior de la capa difusa (Metcalf & Eddy, 2003; Ravina & Moramarco, 1993). Un punto de interés en la curva es el potencial en la intersección de la capa de Stern y la capa difusa.

Procesos biológicos
La figura 2.9 muestra una clasificación fisiológica de los microorganismos dependiendo del ambiente donde se desarrollan, en este caso pueden ser aeróbicos (en presencia de oxígeno molecular) o anaeróbicos (en ausencia de oxígeno molecular); y dependiendo de la fuente de carbono y de si requieren luz ultravioleta en el medio. Se revisó las características de los filtros anaeróbicos de flujo ascendente, destacando que debido a su buen desempeño en el tratamiento de aguas residuales de la industria cárnica por sus características, requerimientos, ventajas y desventajas, en este trabajo se experimentó con un reactor con estas características. . Los protozoos juegan un papel importante en el proceso aeróbico, debido al consumo de bacterias libres y partículas coloidales, y también ayudan en la clarificación del efluente.
La concentración de oxígeno disuelto en el medio acuoso debe ser de al menos 2 mg/L. En el caso de la desnitrificación, microorganismos como las bacterias quimioorganoheterótrofas pueden utilizar nitrato en lugar de oxígeno disuelto como aceptor de hidrógeno. Una vez oxidado el material contaminante, los sólidos incluidos en el licor proceden a la sedimentación.
Luego, el nivel de lodo en el reactor se vuelve a ajustar continuamente y el resto se descarga como se muestra en la Figura 2.14 (Doble y Kumar, 2005; Fair et al., 1973).

MATERIALES Y MÉTODOS
- Muestreo del agua residual
- Pruebas de tratamiento fisicoquímicas
- Coagulación-Floculación
- Pruebas de Tratamiento Biológicas
- Pruebas de decoloración con hipoclorito de sodio
Luego se toma una muestra de la columna de flotación ya tratada a través de una válvula ubicada en el fondo de la columna de flotación y se determina DQO, sólidos totales, sólidos suspendidos totales, turbidez y color. Fue necesario adaptar y crecer la biomasa antes de poder poner en marcha el filtro anaeróbico aguas arriba (FAFA). a) Fase de ajuste de biomasa en un reactor discontinuo. Se llevó a cabo en un reactor anaeróbico discontinuo agitado completo que constaba de un matraz Erlenmeyer de vidrio con un volumen total de 2 litros y que contenía 1,8 litros de mezcla de biomasa y sustrato.
Se inoculó FAFA con la biomasa de la etapa de adaptación, que luego de la etapa de adaptación y crecimiento alcanzó una concentración de aproximadamente 10,000 mg/L de SSV. Como paso previo a la puesta en marcha del proceso de lodos activados, se realizó una prueba de tratamiento en un reactor discontinuo aeróbico, el cual fue construido en acrílico con una capacidad de 2 L con un sistema de aireación que aseguró la mezcla completa de la biomasa y el sustrato. Se midieron parámetros como DQO y SSV para conocer la descomposición de la materia orgánica y el crecimiento de la biomasa, respectivamente.
Reducción de DBO: Mediante oxidación de compuestos orgánicos presentes en el agua.

RESULTADOS Y DISCUSIÓN
Caracterización del agua residual
El pH del agua es ácido, esto puede deberse a la inclusión de aditivos como algunas sales, conservantes y saborizantes entre otros, los cuales varían dependiendo del producto deseado. La turbidez y los SST son dos parámetros de calidad del agua que están directamente relacionados; Es decir, cuanto mayor es la concentración de SST, mayor es la turbidez, lo que se refleja en los resultados obtenidos. Los SST en el agua se deben principalmente a los residuos de la carne resultantes de su trituración y ebullición, y en menor medida a otras sustancias arrastradas en el proceso de lavado.
Iones importantes como calcio, sulfato, cloruro, sodio y potasio presentes en el agua surgen del proceso de producción de embutidos, especialmente de materias primas como Insumos utilizados en la salazón o amasado. El color es un parámetro destacado en la caracterización del agua y no está regulado en la normativa mexicana (NOM-001-SEMARNAT-1996 y NOM-002-SEMARNAT-1996). El mencionado parámetro estético indeseable o contaminante se atribuye al colorante carmín E-120, o ácido cármico, utilizado durante el proceso de elaboración de embutidos.
Con base en las características fisicoquímicas de las aguas residuales, se realizaron estudios de tratamiento utilizando procesos fisicoquímicos y biológicos más viables desde el punto de vista técnico para tratar eficazmente este tipo de aguas residuales (Behling et al., 2003; López et al., 2008; Martínez et al., 2014; Rossi, 2009; Ruiz, Veiga, de Santiago, & Blázquez, 1997).
Procesos fisicoquímicos Coagulación-floculación
Inicialmente, la prueba del frasco se realizó a pH 6 con un rango de dosis de coagulante de 5 mg/L a 600 mg/L Al2(SO4)3 y adición de 5 mg/L de floculante de polímero aniónico de la marca TECHNIFLOC. 998. La Figura 4.1 muestra la remoción de DQO, turbidez y color en función de las dosis de coagulante y floculante utilizadas a pH 6. Se observa un aumento en la remoción de turbidez y DQO cuando la dosis de sulfato de aluminio aumenta en el intervalo de 100 a 300 mg/L.
Sin embargo, a partir de este último valor la eliminación de turbidez y DQO comienza una disminución de la eficiencia. La Figura 4.2 muestra imágenes de prueba del frasco variando la dosis de coagulante; Es posible ver la formación del pelo en las imágenes b) yc). a). Para determinar el pH óptimo se consideró un rango de prueba de 5.5 a 9.0 unidades, ya que se considera un pH de descarga ajustado y el de la experimentación de algunos autores (López et al., 2008; Manjunath, Mehrotra, & Mathur, 2000) , utilizando la dosis óptima de 300 mg/L de Al2(SO4)3 y 5 mg/L de polímero aniónico.
Con base en la información de la Figura 4.1, que muestra que a medida que aumenta la concentración de Al2(SO4)3, el sistema se acerca al punto isoeléctrico a 300 mg/L, lo que confirma que se logra la neutralidad de carga (Figura 4.3), (Al-Shamrani, James y Xiao, 2002).

Procesos biológicos
En la Figura 4.11a se puede observar una disminución de DQO y DBO en los primeros 6 días. La Figura 4.11b muestra la relación de comportamiento entre el pH del agua residual y la capacidad tampón de la mezcla sustrato-biomasa, expresada como alcalinidad. El valor mínimo que el reactor continuo logró remover es de aproximadamente 550 mg/L DQO y 250 mg/L DBO, equivalente al 84% de la DQO, como se puede observar en la Figura 4.16a.
La Figura 4.18 muestra el aspecto del agua residual a la entrada y salida del proceso anaeróbico, aún a pesar de la buena remoción de materia orgánica con el sistema anaeróbico se puede observar un color residual. La Figura 4.23 muestra el desempeño de la prueba de lodos activados durante el tiempo de operación. Se observa una reducción drástica de la concentración de DQO y DBO en los primeros 3 días de funcionamiento a un CO de 3 kgDQO/m3/d.
La apariencia de la calidad del agua después del tratamiento se muestra en la Figura 4.26.

PROPUESTA DE TRATAMIENTO
El sistema de tratamiento de aguas residuales de la industria cárnica, el cual se propone para el tratamiento de descargas residuales, consta de los siguientes pasos que se muestran en la Figura 5.1. La remoción de contaminantes en cada una de las etapas propuestas del sistema de tratamiento se describe en la Tabla 5.1. Lo anterior también se puede mostrar en la Figura 5.2 (a), que muestra la remoción de materia orgánica durante todo el proceso, relacionándola con el color, ya que es uno de los parámetros más persistentes, pero finalmente es reducido por el hipoclorito.
La Figura 5.2 (b) muestra la eliminación de nutrientes en forma de nitrógeno y fósforo totales. Cabe señalar que la adición de hipoclorito puede eliminar el nitrógeno amoniacal residual, ya que una vez que se forma la cloramina, se evapora casi por completo. Al mismo tiempo, cabe recordar que los fosfatos aportan una parte importante de la contaminación, ya que durante todo el proceso de elaboración del embutido se añaden sales de fósforo, lo que sugiere que la mayoría de ellas se ubican en la parte sólida y disueltas en agua, indicando una evolución lineal. eliminación durante todo el proceso. Un sistema de tratamiento similar fue trabajado en Venezuela, en una fábrica de embutidos, comparando las remociones de DQO, DBO, nitrógeno y fósforo con este trabajo en la Tabla 5.2 de Gascón et al (2006).
Gascón et al (2006) no especifican las condiciones de operación como la naturaleza del coagulante y floculante en la flotación por aire disuelto, pero explican que el proceso de lodos activados se realiza con aireación extendida, lo que puede limitar la relación F/M y permitir una descomposición de la biomasa más pronunciada como en este trabajo, ya que se intentó no conseguir una pendiente pronunciada en la fase de respiración endógena de los microorganismos, lo que redundaría en una menor lisis de los mismos, lo que aumentaría la disponibilidad de alimento y en consecuencia la hidrólisis del nitrógeno proteico, nitrificación y eliminación del fósforo mediante bioacumulación.

CONCLUSIONES
Además, la concentración de nutrientes en el agua a la salida del pretratamiento DAF es adecuada para un proceso aeróbico, y la saturación de aire a la salida de la flotación también es un medio para el mencionado proceso biológico. Por tal motivo, se concluye que un sistema de tratamiento compuesto por procesos convencionales (hidrosita + DAF + lodos activados) es suficiente para eliminar satisfactoriamente los contaminantes del agua de embutido remanente, lo que confirma la hipótesis planteada para este trabajo. Sistema de tratamiento de aguas residuales de la industria cárnica, que devuelve el agua al drenaje, de acuerdo con la calidad requerida por la NOM-002-SEMARNAT-1996.
Comparación del rendimiento de ácido carmínico entre dos procesos de deshidratación de cochinilla a partir de tunas cultivadas en guano. Rendimiento del filtro anaeróbico y del reactor EGSB para el tratamiento de aguas residuales a base de ácido oleico: impacto. Diseño de un plan de tratamiento de aguas residuales líquidas para una fábrica de embutidos y embutidos en la ciudad de Córdoba capital.
Tratamiento de aguas residuales de la industria cárnica mediante flotación por aire disuelto y procesos de oxidación avanzados monitorizados por GC-MS y LC-MS. Uso de algunos materiales en el desarrollo de coagulantes y floculantes para el tratamiento de aguas en Costa Rica.
Dedicatoria
Agradecimientos