Evaluación comparativa de características superficiales y comportamiento a la corrosión de probetas de acero inoxidable AISI 316L electropulidas en equipos industriales. Evaluación comparativa de características superficiales y comportamiento a la corrosión de probetas de acero inoxidable AISI 316L electropulidas en equipos industriales.
Resumen
Introducción
Revisión bibliográfica
Aceros inoxidables
- Generalidades
- Aceros inoxidables austeníticos
- Generalidades
- Tratamientos térmicos de los aceros inoxidables austeníticos
- Calidad metalúrgica
Ignacio Martín Carro Page 9 La capacidad de ser pasivado es el punto fuerte y el punto débil del acero inoxidable. Son los aceros inoxidables más utilizados por su, ya mencionada, gran resistencia a la corrosión y sus buenas propiedades mecánicas.

Proceso de electropulido
- Generalidades
- Ventajas y desventajas del electropulido frente al pulido mecánico
- Mecanismo de electropulido
- Relación entre la tensión y la densidad de corriente
- Relación entre el tiempo y la densidad de corriente
- Variables que afectan al proceso de electropulido
- Influencia de la temperatura del electrolito
- Influencia de la agitación
- Influencia del tiempo de electropulido
- Influencia del tamaño del sistema
- Requerimientos según la norma ASME BPE-2009
De esta manera se puede conseguir una mejora significativa en la pasivación de la superficie [6]. Tiempo, para electropulir la aleación AISI 301LN en un electrolito de alcohol con ácido perclórico.

Topografía superficial
- Generalidades
- Método del perfil
- Módulo de medición o cut-off y longitud de medición
- Perfilómetros de contacto
- Sistema de medición de rugosidad de la línea media
- Parámetros de rugosidad y ondulación basados en la línea media
Es la distancia vertical entre el pico más alto y el valle más profundo del perfil de rugosidad dentro de la longitud de medición, Figura 20. Es la distancia vertical entre el pico más alto y el valle más profundo del perfil de onda dentro de la medición de longitud.

Procesos de corrosión
- Generalidades
- Tipos de corrosión en aceros inoxidables
- Ensayos de corrosión
- Métodos electroquímicos para ensayos de corrosión
En los aceros inoxidables, las picaduras están directamente relacionadas con discontinuidades locales en la capa de pasivación. La presencia de inclusiones no metálicas en la superficie del acero inoxidable impide el crecimiento coherente de la capa pasivante en esa zona. La zona que carece de capa de pasivación pasa a actuar como ánodo y provoca que se genere la cavidad.
Ignacio Martín Carro Page 37 condiciones electroquímicas que difieren de la superficie libre del material, facilitando el avance del ataque hacia el interior y haciendo el proceso autocatalítico. El porcentaje de cromo en el carburo precipitado de Cr23C6 puede alcanzar el 94%, lo que implica un agotamiento significativo del cromo de la matriz de austenita inmediatamente adyacente al carburo precipitado. Los carburos de cromo precipitaron en los límites de los granos de austenita en un acero inoxidable austenítico.
Los métodos electroquímicos evalúan el fenómeno de la corrosión y permiten un análisis cuantitativo de la cinética del proceso. En este caso se determinarán las constantes de Tafel de la curva anódica, en lugar de la catódica. La información obtenida de este tipo de representación apunta sobre todo al comportamiento en función de la frecuencia.

Estado del arte
Chen et al (2001) encontraron que los parámetros óptimos para el electropulido, en términos de resistencia a la corrosión, están determinados por una temperatura de 85°C y una densidad de corriente de 1 A/cm2. Lee et al (2003) estudiaron la influencia del espacio entre cátodos (espacio) y el tiempo en el proceso de electropulido. Herzog et al (2012) encontraron que el electrolito con porcentajes de ácido sulfúrico y fosfórico de 30/70% podría obtener mejores resultados de rugosidad superficial a un valor de voltaje de 2,1 V, un tiempo de 10 minutos y una temperatura de 80°. C.
Núñez, et al (2013) encontraron que las disminuciones porcentuales en la rugosidad fueron muy similares para los tres electrolitos utilizados. Omanovic, et al (2014) encontraron que el proceso de electropulido mejoró significativamente el rendimiento superficial de las piezas, aumentando su resistencia a la corrosión y desplazando la aparición de picaduras hacia potenciales anódicos más altos, logrando resultados óptimos a 10 V. Córdoba, et al (2015) ) encontraron que las disminuciones porcentuales de rugosidad fueron similares para los dos electrolitos utilizados, logrando superficies con apariencia brillante, con valores de Ra inferiores a 1 μm y picos más bajos y distantes.
Castro, et al (2016) encontraron que las disminuciones porcentuales en la rugosidad fueron similares para los dos electrolitos utilizados, logrando valores de Ra entre 0,4 y 0,5 μm, mientras que la ondulación se mantuvo mayormente constante. Rotty, et al (2017) compararon el comportamiento de un acero inoxidable AISI 316L convencional y uno obtenido mediante fabricación aditiva por láser (ALM) y encontraron que los parámetros óptimos del proceso de electropulido para ambos materiales están dados por una temperatura de 70ºC y una temperatura superior. estrés a 2 V. Rahman, et al (2017) estudiaron la influencia del voltaje en el proceso de electropulido, para lo cual utilizaron potenciales correspondientes a la evolución de oxígeno en el electrolito E1 y por debajo del electrolito E2.
Objetivos
Procedimiento experimental
- Caracterización del material de partida
- Preparación de probetas
- Caracterización superficial de las probetas
- Microestructura
- Microdureza
- Topografía superficial
- Preparación de los ensayos de electropulido
- Selección del electrolito
- Montaje de probetas
- Fuente de energía
- Mecanismo de agitación
- Forma, tamaño y material del ánodo
- Forma, tamaño y material de cátodo
- Celda electrolítica
- Determinación de curvas características
- Realización de ensayos de electropulido
- Caracterización de las probetas electropulidas
- Ensayos de corrosión
Esquema del aspecto microscópico de los límites de grano o inclusiones y la reflexión del haz de luz. Una forma de determinar las fases en una aleación metálica es mediante difracción de rayos X (DRX). Para determinar la microdureza se utilizó un microdurómetro Leitz Wetzlar, correspondiente a la Figura 31 y se aplicó una carga de 40 g.
Se realizaron dos análisis de topografía de superficie, uno cuantitativo mediante perfilometría de contacto y el otro cualitativo mediante microscopía electrónica de barrido (SEM). El detector de electrones secundario proporciona una imagen en blanco y negro de la topografía de la superficie examinada. Las pruebas de electropulido se realizaron en las instalaciones y equipos de la empresa Redox Neo SA.
El propósito de este paso fue la preparación de la celda de electrólisis y el ajuste de la prueba de electropulido. La distribución de esta carga determina la intensidad del campo interfacial, que está relacionada con la tasa de transferencia de iones en la interfaz metal/solución. Teniendo en cuenta la densidad del componente y el área total probada, la velocidad de corrosión se puede calcular a partir de la masa perdida.

Resultados y discusión
Probetas prismáticas
- Composición química
- Contenido inclusionario
- Determinación de curvas características
- Influencia de los parámetros de electropulido
- Voltaje de la fuente
- Tiempo de electropulido
- Temperatura del electrolito
- Tamaño de la pieza
- Material del cátodo
- Distancia al cátodo
- Influencia de la terminación superficial de partida
- Fases presentes
- Microdureza
- Topografía superficial
- Resistencia a la corrosión
En el caso de probetas en bruto no se observa la presencia de martensita en la microestructura. Después de realizar el electropulido no se observa la presencia de la fase martensita en las probetas prepulidas. En la Tabla 16 se presentan los valores de microdureza de las probetas estudiadas antes y después del pulido electrónico, calculados con la ecuación 29.
Ignacio Martín Carro Página 80 Las Figuras 56 y 57 muestran las imágenes SEM de las probetas pulidas antes y después del electropulido. En y 61 se muestran imágenes SEM de muestras en bruto antes y después del electropulido. La Figura 62 muestra las curvas de estabilización potencial en NaCl al 3,5% m/v, antes y después del electropulido, para muestras prepulidas y sin tratar.
Curvas de estabilización de potencial en circuito abierto, antes y después del electropulido, para probetas pulidas y en blanco. Las Figuras 63 y 64 muestran los gráficos de Nyquist y Bode más representativos, antes y después del electropulido, para muestras prepulidas y rugosas, respectivamente. Las Figuras 65 y 66 muestran las curvas de polarización potenciodinámica más representativas, antes y después del electropulido, para las muestras prepolarizadas y no tratadas, respectivamente.
Ignacio Martín Carro Página 87 En el caso de la polarización potenciodinámica, también se puede observar que las probetas prepulidas presentan una mayor resistencia a la corrosión después del electropulido, evidenciado por un potencial de corrosión más noble y una menor corriente de corrosión. Por otro lado, el potencial de ruptura de las muestras prepulidas aumenta después del electropulido, mientras que permanece aproximadamente constante en las muestras rugosas.

Probetas de revolución
- Pulido exterior
- Influencia de la geometría del cátodo
- Influencia de la terminación superficial de partida
- Pulido interior
Se puede observar que se consigue una mayor homogeneidad en los valores de los parámetros de rugosidad y onda utilizando un cátodo cilíndrico concéntrico a la muestra en lugar de cátodos planos. En el caso de los cátodos planos se puede observar que en las zonas más alejadas de ellos (posiciones de 0º y 180º) el proceso es menos eficiente, mientras que en las zonas enfrentadas a los cátodos menores valores de rugosidad y ondulación. parámetros. Para evaluar la influencia del acabado superficial original se utilizó una varilla cilíndrica maciza acabada por torneado, un tubo de clavos pulido a mano con lija de grano 80 y una pieza de descarte suministrada por una empresa local.
En las tablas 25, 26 y 27 se muestran los valores de los parámetros de rugosidad y ondulación para los diferentes ensayos analizados. Se puede observar que para las piezas que presentaron menor rugosidad inicial, hubo una disminución en los valores de Ra y Rt del orden del 50%, mientras que la ondulación no cambió significativamente. Por otro lado, la pieza que presentaba una mayor rugosidad inicial no sufrió cambios significativos en los parámetros Ra, Rt y Wt tras el electropulido.
Para evaluar la uniformidad de la rugosidad en el electropulido interior se utilizó una pieza comercial (pinza de soldadura de 2” de diámetro). En la Figura 78 se muestra una imagen del manguito de sujeción electropulido bajo los parámetros descritos y en la Tabla 28 se enumeran los valores de los parámetros de rugosidad y ondulación obtenidos. Se puede observar que el electropulido provoca una disminución de los parámetros Ra y Rt del orden del 60%, mientras que el parámetro Wt aumenta repentinamente en algunas zonas.
Probetas de geometría compleja
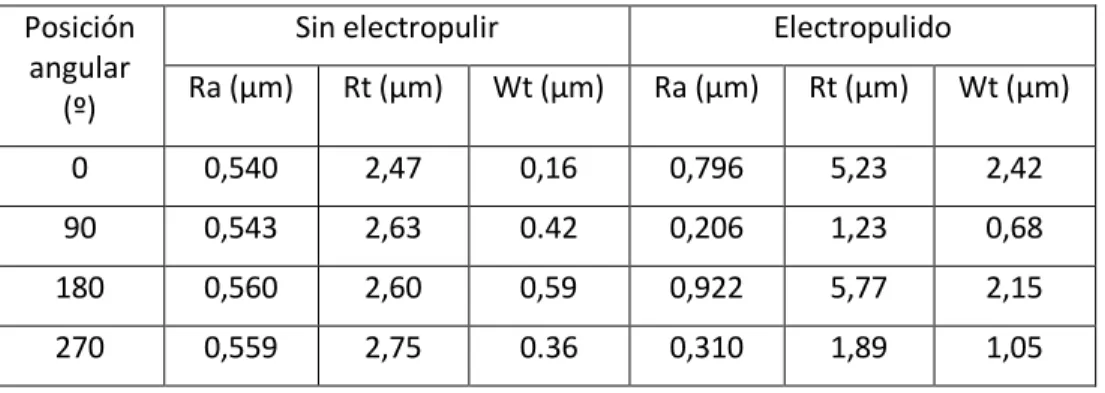
Ignacio Martín Carro Página 97 Se analizó el efecto del electropulido sobre la uniformidad de la rugosidad obtenida en diferentes sectores de la pieza. Los valores de rugosidad y ondulación se reportan para cuatro posiciones angulares externas y tres internas (zona correspondiente al corte diametral), todas separadas 90 grados, y para las orejas. Se aclara que la posición 0º corresponde a la porción de la pieza que mira hacia arriba en el baño, diametralmente opuesta a la posición de las orejas, que miraban hacia el fondo del tanque con sus lados planos paralelos a los cátodos.
Las figuras 79 y 80 muestran imágenes de la muestra sin electropulido y electropulido, respectivamente, en las condiciones descritas. Se puede observar que el electropulido proporciona una disminución porcentual del parámetro Ra en un rango entre 40 y 65% para todas las posiciones angulares internas, externas y las patillas, siendo el proceso más efectivo para las posiciones angulares externas enfrentadas a los cátodos. (posiciones 90º y 270°) y hasta los oídos. Respecto al parámetro Rt, el comportamiento es similar al Ra, pero con una mayor dispersión en los valores de caída porcentual (oscilando entre el 15% y el 80%). Por otra parte, el parámetro Wt disminuye en un 50% para las posiciones angulares exteriores hacia los cátodos y para las orejas, mientras que permanece prácticamente sin cambios en las demás posiciones angulares exteriores e interiores.

Conclusiones
Trabajos futuros
Bibliografía









