Dedicamos este proyecto a todos ustedes por su apoyo incondicional y el impulso que nos dieron para hacerlo realidad. Nunca dejamos de aprender con el Dr. cada vez que nos encontramos nos enseñó cosas nuevas.
ÍNDICE DE FIGURAS
ÍNDICE DE TABLAS
RESUMEN
INTRODUCCIÓN
- Historia de Nemak
- Misión y Valores de Nemak
- Fechas importantes
- Producción y Ventas de Nemak
A nivel mundial, Nemak es la empresa líder en la producción de monobloques y cabezales de aluminio de alta tecnología. NEMAK es líder mundial en la producción de cabezales y monobloques de aluminio de alta tecnología para motores gasolina y diésel.
![Fig. 1.1 Principales clientes de Nema k [11]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/19.898.166.739.147.508/fig-1-1-principales-clientes-nema-k-11.webp)
ALUMINIO Y SUS ALEACIONES
ALUMINIO Y SUS ALEACIONES
- Aleaciones de aluminio
En la serie 1 xx.x, el primer dígito indica el grupo de aleación, mientras que el segundo y tercer dígito indican el contenido de aluminio. Los brazos dendríticos secundarios comienzan a formarse cerca de la punta dendrítica y aparecen como una interrupción en ese lugar.
![Tabla 2.1- Propiedades físicas, químicas y mecánicas del aluminio [2]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/28.877.176.712.132.780/tabla-2-1-propiedades-físicas-químicas-mecánicas-aluminio.webp)
EDS 3
- METODOS DE
En la parte inferior de la misma figura 2.9, se muestra la dependencia del tamaño de las dendritas con respecto al alargamiento. Aquí se observa que el alargamiento disminuye a medida que aumenta el tamaño de las dendritas.
![Fig. 2.9- Tamaño de las celdas dendríticas con el esfuerzo y elongación de varias aleaciones de aluminio [9]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/40.873.315.566.270.672/tamaño-celdas-dendríticas-esfuerzo-elongación-varias-aleaciones-aluminio.webp)
ENDURECIMIENTO
MÉTODOS DE ENDURECIMIENTO
- Endurecimiento por solución sólida
- Tratamiento térmico para las aleaciones 319 y 356
- Cambio en microestructura
Como se puede ver en la Figura 3.3, el cobre se disuelve completamente en aluminio hasta un 5,7%. Como se puede observar en la Tabla 3.3, los tiempos de residencia en la solución dependen del espesor de la pieza. Sin embargo, es importante tener en cuenta que se produce cierta difusión en el proceso de templado, lo que hace que el material disuelto se separe.
La calidad de los sedimentos no es la misma, por lo que es mejor que el material se elimine durante el envejecimiento en lugar de ceder. Como se puede observar en la Figura 3.6, en el proceso de envejecimiento las propiedades mecánicas dependen de la temperatura y del tiempo de permanencia a esa temperatura. Por lo tanto, el tiempo y la temperatura son muy importantes en el proceso de endurecimiento por precipitación (envejecimiento).
Lo que ocurre en el proceso de envejecimiento es la precipitación del material disuelto en la matriz.
![Fig. 3.2 - Zonas de tensión y compresión con y sin átomos de elementos aleantes [16]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/46.874.203.675.231.407/fig-zonas-tensión-compresión-átomos-elementos-aleantes-16.webp)
4. PROCESO ACTUAL
PROCESO ACTUAL
- Aleaciones
- Tratamiento Térmico
En Nemak se utilizan diversas aleaciones de aluminio, pero las más comunes y en las que se basan otras aleaciones son la aleación 319 y la aleación 356, las cuales pertenecen a la serie 3XX.X y se basan en un sistema binario Aluminio - Silicio. La aleación 319 se considera una aleación moldeable debido a sus niveles moderados de silicio, lo que hace que la aleación sea más fluida al ingresar a la cavidad del molde. Aleación perteneciente a la familia 3XX, tratable térmicamente y que contiene elementos en bajas proporciones y silicio respecto a la aleación 319 es ligeramente superior.
Altos porcentajes de silicona facilitan el proceso de fundición (mejora la fundición) y refuerza ligeramente la unión. La aleación 356 tiene la propiedad de ganar dureza y resistencia mediante un tratamiento térmico adecuado que dará como resultado una mejor maquinabilidad y estabilidad dimensional en una pieza fabricada con esta aleación cuando dicha pieza se encuentra en condiciones de servicio, como es el caso de los componentes. Respecto al proceso de tratamiento térmico propiamente dicho, Nemak maneja diferentes parámetros dependiendo de la conexión.
Como puede verse, la temperatura de disolución de la aleación 356 es mayor que la de la 319.
![Tabla 4.2 Principales componentes de aleación 319 [2]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/68.873.336.544.112.290/tabla-4-2-principales-componentes-aleación-319-2.webp)
DISEÑO DE EXPERIMENTOS
- DOE propuesto
Como puede verse, los únicos parámetros que cambiarán son la velocidad de enfriamiento y la temperatura de envejecimiento. Como puede verse, para la aleación 319, los únicos parámetros que cambiarán son la velocidad de enfriamiento y la temperatura de envejecimiento. Para determinar la temperatura de la solución es necesario conocer la curva de solidificación de la aleación.
Este aumento de temperatura se debe a la solidificación de una fase de la aleación, que libera calor al resto de la aleación, lo que se refleja en este aumento de temperatura. El tiempo de remojo a la temperatura de la solución se basa en la teoría y la experiencia. De manera similar, basamos el tiempo de envejecimiento de ambas aleaciones en publicaciones anteriores y en el proceso actual de la empresa (4,5 horas).
Además, este dibujo nos dice que dependiendo de la temperatura utilizada, el momento en el que se encuentran las mejores propiedades dinámicas es diferente.
DIFUSOR DE AIRE
DIFUSOR DE AIRE
- Diseño
- Pruebas e iteraciones
Por este motivo, se tomó la decisión de no utilizar ventiladores y optar por utilizar aire comprimido para el flujo de aire. Poder proporcionar un enfriamiento uniforme en toda la bandeja es una función del flujo de aire uniforme. Para poder proporcionar 100°C/min, se decidió tener al menos tres entradas de aire comprimido de diámetro W'.
Para poder ajustar el flujo de aire, la primera opción es utilizar la válvula de flujo en la entrada de aire comprimido. Como ves, con abrir el 50% de la entrada de aire y mantener las otras dos cerradas no es suficiente para bajar a 40°C/min. Porque también es necesario conocer la presión de entrada de aire ya que muchas veces hay una caída de presión debido al uso de aire comprimido en la planta, por lo que no siempre es constante.
Sólo con el manómetro se puede regular la presión y también el caudal de aire.
SIMULACION
SIMULACIÓN DE TRATAMIENTOS TÉRMICOS
- Modelación del tratamiento térmico en MAGMA
- Importancia de la visualización y estudio de la simulación del tratamiento térmico en MAGMA
La calidad de la fundición se compone de muchos requisitos, donde se establece y se mantiene mediante varias etapas que ocurren durante este proceso de fabricación. El simulador de optimización busca automáticamente diferentes diseños de fundición o procesos alternativos, lo que simula el trabajo en el área de fundición. Por otro lado está MAGMAsolid, donde se centra básicamente en la investigación sobre solidificación y enfriamiento de fundiciones.
Tiempos de solidificación, gradientes de temperatura y velocidades de enfriamiento en todos los puntos de la fundición. El simulador permite al usuario ver los resultados en geometría real, desde cualquier dirección e ingresar a diferentes ubicaciones para observar partes críticas de la fundición. En el segundo paso de la simulación (análisis) se discute el tema de las ecuaciones que modelan el proceso para que pueda ser simulado.
El último paso de la simulación consiste en el posprocesamiento, donde se examinan e interpretan los resultados obtenidos en la última etapa de análisis.
PROCEDIMIENTO EXPERIMENTAL
- Obtención de probetas
- Procedimiento para obtener Análisis Químico
- Preparación de Probetas
- Procedimiento para aplicar el Tratamiento Térmico
- Procedimiento para obtener Propiedades Mecánicas
- Procedimiento para obtener y medir las Microestructuras
Es importante saber esto ya que se debe tener en cuenta al programar el tiempo que las muestras estarán en el acelerador. Para la Mufla O, se pueden colocar todos los tubos al mismo tiempo y se sabe que el tiempo de calentamiento es de 30 minutos. Monitorear la temperatura de las piezas cada hora mediante un termopar colocado en los tubos de ensayo.
Retire los tubos de ensayo de las muflas A y C cinco horas después de iniciar la prueba. Es importante trasladar los tubos de ensayo de la Mufla C a una cesta para colocarlos en el agua. Después de 10 minutos de retirar los tubos de ensayo de la mufla A y C, retire los tubos de ensayo de la mufla B.
Todos los tubos de ensayo se colocarán dentro de la Mufla D para realizar el proceso de envejecimiento.
![Fig. 8.1.- Molde de arena sílica con templadera y filtro [3]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/107.876.191.695.694.991/fig-8-1-molde-arena-sílica-templadera-filtro.webp)
DISCUSION DE RESULTADOS
DISCUSIÓN DE RESULTADOS
- Análisis Químico
- Microestructuras 1 EDS
- Propiedades mecánicas
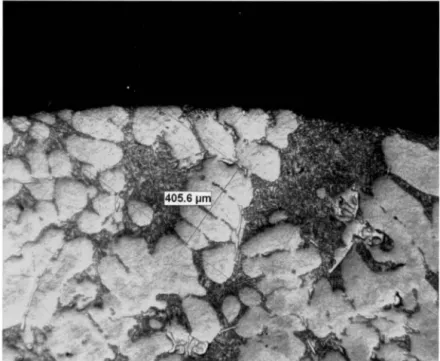
Los resultados de la medición de EDS de las dos imágenes siguientes se pueden ver en la Tabla 9.3 en las posiciones 14 y 27 respectivamente. En los siguientes gráficos presentaremos los resultados de los ensayos mecánicos, así como los principales efectos que cada parámetro de tratamiento tiene sobre las propiedades mecánicas. En la siguiente tabla (tabla 9.6) se muestran los resultados con las mejores resistencias a la fluencia obtenidas para cada aleación, y las velocidades de enfriamiento y temperaturas de envejecimiento que nos dan dichas resistencias.
Analizando estas gráficas podemos ver que la mejor combinación coincide con la del límite elástico: una velocidad de enfriamiento de 530°C/min y una temperatura de envejecimiento de 180°C. De manera similar, la mejor combinación para la aleación 356 coincide con la del límite elástico: velocidad de enfriamiento de 530 °C/min y temperatura de envejecimiento de 185 °C. En contraste con los resultados de las propiedades mecánicas anteriores, el alargamiento plástico presenta la mejor combinación mediante un enfriamiento lento (40°C/min) y una temperatura de envejecimiento de 235°C.
Para la aleación 356, la mejor combinación se da con un enfriamiento de 40°C/min y una temperatura de envejecimiento de 185°C.

Al igual que los resultados para el alargamiento plástico, el alargamiento total presenta su mejor combinación a través de un enfriamiento lento (40°C/min) y una temperatura de envejecimiento de 235°C. Para esta aleación, la mejor combinación se da con un enfriamiento de 40°C/min y una temperatura de envejecimiento de 185°C. En cuanto a los efectos que cada parámetro tiene sobre el alargamiento total, coinciden con los del alargamiento plástico: el efecto principal es la EDS, mientras que la temperatura de envejecimiento y la velocidad de enfriamiento pasan a ser secundarios.
En la siguiente tabla (tabla 9.9) se muestran los resultados con los mejores alargamientos totales obtenidos para cada aleación, y las velocidades de enfriamiento y temperaturas de envejecimiento que nos aportan dichos alargamientos. Para obtener los resultados se realizó primero la simulación de fundición, posterior solidificación y finalmente el tratamiento térmico. Primero se presentan los resultados del límite elástico (YS) y luego los resultados del esfuerzo último de tracción (UTS) para tres secciones de la pieza fundida: posición 1, 11 y 27.
Solo se obtuvieron los resultados de estos dos esfuerzos (YS y UTS) por limitaciones de tiempo, pero se espera que tengan buenos resultados para simular las extensiones como las obtenidas con el esfuerzo.

CONCLUSIONES Y RECOMENDACIONES
- Conclusiones
- Recomendaciones para trabajos futuros
Esfuerzo de tracción último: en comparación con el requisito más alto del cliente (221 MPa), la mejora es de al menos el 53%. Alargamientos: la mejora es de al menos un 10 % frente a los requisitos más altos del cliente (1. En comparación con el proceso actual de aleación 319 (consulte el Capítulo 4 para obtener una vista del proceso actual}), puede haber un ahorro potencial del 30 % en el consumo de energía ( MBTU}.
Límite elástico: Tiene una mejora de al menos un 35% en comparación con el requisito más alto del cliente (180 MPa). Esfuerzo último de tracción: hay una mejora de al menos un 16% respecto al mayor requerimiento del cliente (250 MPa). En comparación con el proceso actual para la aleación 356 (consulte el Capítulo 4 para conocer el proceso actual), no hay ahorro de energía (MBTU).
Debido a que se descubrió que a una temperatura de envejecimiento de 185 °C se obtienen las mejores propiedades mecánicas para la aleación 356, investigaciones futuras pueden investigar el tiempo de envejecimiento óptimo para ver si se obtienen mejores propiedades mecánicas en menos de 160 °C a 4,5 horas.
ANEXOS
![Tabla 2.2- Pro~iedades de aleaciones seleccionadas de aluminio a tem~eratura ambiente [8]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/29.877.170.717.837.1079/tabla-pro-iedades-aleaciones-seleccionadas-aluminio-eratura-ambiente.webp)
![Tabla 2.5- Pro~iedades y_ a~licaciones tí~icas de aleaciones forjables de aluminio [8]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/35.873.153.714.105.533/tabla-pro-iedades-licaciones-icas-aleaciones-forjables-aluminio.webp)
![Fig. 2.6- a) Esquema de dendritas y DAS (EDS), b) Representación esquemática del crecimiento dendrítico con sección transversal [3]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/38.873.224.673.179.389/esquema-dendritas-representación-esquemática-crecimiento-dendrítico-sección-transversal.webp)

![Fig. 3.6 Diagrama de dureza en función de la temperatura y tiempo de envejecido para una aleación 319 [3]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/57.877.255.637.86.368/fig-diagrama-dureza-función-temperatura-tiempo-envejecido-aleación.webp)
![Fig. 3.8 Rango de temperaturas de solución de cobre en aluminio [4]](https://thumb-us.123doks.com/thumbv2/123dok_es/12430389.0/61.875.254.635.90.391/fig-rango-de-temperaturas-de-solución-cobre-aluminio.webp)


