Lo que pasó antes del inicio del proyecto en la fábrica de soja Avidesa Mac Pollo. Para aumentar la producción de soja, instalamos dos estufas más y dejamos espacio para dos más en el corto plazo.
CONCLUSIONES
Se construyó e implementó un tablero de control y potencia para el arranque de los motores de la planta de soja, los cuales son controlados remotamente para facilitar al operador el control de la planta. Es importante elegir los elementos adecuados para el sistema y esto se hizo teniendo en cuenta los recursos proporcionados por la empresa, ya que fue la patrocinadora de todo el proyecto.
MARCO TEORICO
PROCESO SIMPLE DE COCCIÓN DE FRÍJOL SOYA
- ELEMENTOS MECANICOS QUE INTERVIENEN EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- ELEMENTOS ELECTRICOS QUE INTERVIENEN EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- SENSORICA QUE INTERVIENE EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- ELEMENTOS AUTOMATAS QUE INTERVIENEN EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
Desde la máquina de enfriamiento los granos quedan listos para su consumo y envío. Dispositivo encargado de la distribución del producto, a través de un mecanismo cambia la dirección del producto que pasa por él en ese momento.

IMPLEMENTACIÓN
DEFINICION DE FUNCIONES .1 DESING Ltda
- ANIBAL TOLOZA ζ Misión 12
- FESTO Ltda
En el proceso de automatización y ampliación de la planta de soja de Avidesa Mac Pollo S.A, Desing Ltda. En el proceso de automatización y ampliación de la planta de soja de Avidesa Mac Pollo S.A, FESTO Ltda.

SISTEMA DE CONTROL Y SUPERVISION
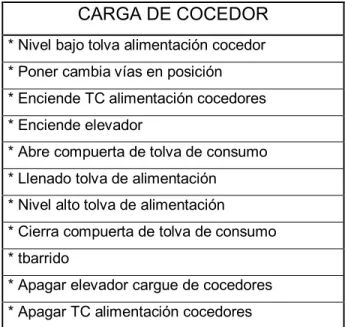
- PROCESO DEL SISTEMA DE COCCIÓN DE FRÍJOL 1. CARGUE DE CADA COCEDOR
- PROCESO DE COCCIÓN
- PROCESO DE ENFRIAMIENTO
- TRASLADO A TOLVA DE DIARIO
- EMPAQUE Y DESPACHO A GRANEL
- MODELADO DEL PROCESO DE COCCIÓN DEL FRÍJOL SOYA
- SISTEMA DE CONTROL .1 PLC 1 (Ver figura 28)
- SISTEMA DE VISUALIZACION .1 PROGRAMADOR DEL PLC (FST)
Luego de que cada cocina haya tenido su respectiva carga, enviando una señal de nivel alto hacia el programa de cocción, se abre la puerta de acceso a la primera placa de la cocina, iniciando la carga de la primera placa y luego de un tiempo se cierra la puerta de acceso. a la primera placa y se inicia la inyección de agua a 98ºC en la placa. Luego de la descarga del chiller, el producto es llevado por elevador a unas tolvas de tránsito y de allí es llevado por un transportador de cadena hasta una báscula de tránsito que se encarga de pesar el producto, a través de un elevador y un transportador de cadena. lleva el producto listo para usar a los silos de los consumidores para su uso en la producción de alimentos. I0.0 MOTOR TÉRMICO PLACA 3 I0.1 MOTOR TÉRMICO PLACA 4 I0.2 SENSOR NIVEL ALTO PLACA 3 I0.3 SENSOR NIVEL ALTO PLACA 4 I0.4 SENSOR AUMENTO CARGA COCINA 3 I0.5 SENSOR AUMENTO CARGA COCINA 4 I0.6 SENSOR SENSOR DE ACELERACIÓN COCINA 3 I0.7 SENSOR DE ACELERACIÓN COCINA 4.
I0.0 COCINA TÉRMICA MOTOR 1 I2.0 COCINA 7 SENSOR CAMBIO I0.1 COCINA 2 TÉRMICA MOTOR I2.1 COCINA 8 SENSOR CAMBIO I0.2 COCINA 5 SENSOR TÉRMICO MOTOR I2.2 CENSOR COSED SENSOR CARGA I06. SENSOR .3 SENSOR DE CIERRE DE NIVEL DE TRANSFERENCIA DE CARGA 1 I0.4 SENSOR DE NIVEL DE EBULLICIÓN ALTO 1 I2.4 SENSOR DE CIERRE DE NIVEL DE TRANSFERENCIA DE CARGA 2 I0.5 SENSOR DE NIVEL DE EBULLICIÓN ALTO 2 I2.5 SENSOR DE CIERRE DE NIVEL DE TRANSFERENCIA DE CARGA I0.5 SENSOR. 5 I2.6 SENSOR DE APAGADO DEL NIVEL DE TRANSFERENCIA DE CARGA 4 I0.7 SENSOR DE NIVEL ALTO DE HERVIMIENTO 6 I2.7. I1.0 SENSOR DE NIVEL DE CARGA DE COCCIÓN 1 I3.0 SENSOR TÉRMICO HYF BAJA I1.1 SENSOR DE NIVEL DE CAPA DE COCCIÓN 2 I3.1 SENSOR TÉRMICO DE TRANSP. BAJA I1.2 SENSOR DE NIVEL DE CAPA DE COCCIÓN 5 I3.2 SENSOR DE NIVEL DE CAPA DE COCCIÓN I3.2 CAPA DE COCCIÓN SENSOR DE NIVEL I3.2 SENSOR DE NIVEL DE CAPA DE COCCIÓN I3.2 SENSOR DE NIVEL DE CAPA DE COCCIÓN I3.2 COOSPLAAS 1 SKRANSOR. SENSOR DE NIVEL DE CARGA 6 I3.3 SENSOR DE CAMBIO TÉRMICO SALIDA 2 I1.4 SENSOR DE CAMBIO TÉRMICO COCCIÓN 1 I3.4 SALIDA HYF DE CAMBIO TÉRMICO 1 I1.5 SENSOR DE CAMBIO TÉRMICO COCCIÓN 2 I3.5 CAMBIO TÉRMICO TERM. TER SENSOR COCINA 5 I3.6 VENTILADOR TÉRMICO 1. Funciones: si, entonces, en caso contrario, la programación se hace como se pretende, describe el proceso, y su programación se hace simultáneamente, maneja conceptos como set y reset, se hace su programación basado en la tarea automatizada.
Las versiones superiores de IDE le permiten importar proyectos desde otras versiones del idioma, manteniendo el proyecto con la misma apariencia y funcionalidad que antes de la importación. Sin embargo, la amplia gama de controles integrados es en algunos casos demasiado general, lo que lleva a la necesidad de reprogramar nuevos controles para una necesidad de aplicación específica. Los controles personalizados no mejoran el poder de la API de Windows y, en ciertos casos, usarlos será la única forma de lograr el control personalizado deseado.
EVOLUCION DEL PROCESO
El proceso se inicia evacuando el grano del silo 3 ó 4 mediante un transportador de cadena (TC descarga silo 3), que alimenta a un elevador de cangilones (Elevador salida silo 3 y 4), el cual descarga sobre un transportador de cadena (TC puente planta de soja), que a su vez alimentará el contenedor de consumo diario. Esta primera parte del sistema corresponde a la línea de “llenado de tanques de consumo”, la cual se enciende desde el tablero de control remoto de motores ubicado en la planta de soja. Estos tableros de control de motores se realizaron de manera ordenada y se agregaron todos los equipos de la nueva línea de proceso de hervido de frijol.
El primero es la carga del tazón de alimento y el segundo es el ciclo de carga y cocción dentro de cada estufa. La etapa de carga del contenedor de alimentación de cada estufa fue controlada por un PLC SIEMENS S7 200, que recibió una señal de vacío en el contenedor generada por un sensor de nivel de paleta giratoria (Roto Bin-Dicator) (ver Figura 30). Al estar presente esta señal de vacío y la señal de corredera cerrada que carga cada estufa, el PLC activó una señal que fue enviada al campo y activó el skimmer de evacuación de la tolva de consumo diario (Ver figura 31) y abrió un skimmer para cargar tolva.
Una vez adquirida la señal de alto nivel en la tolva de cada cocedor, la misma fue captada por un PLC FESTO FEC 21, que comenzó a cargar el cocedor y cocinar la soja. Para que esto suceda, el skimmer de la tolva de pienso debe abrirse y permanecer abierto durante un tiempo determinado. Al cerrar la tolva de alimentación se activa un temporizador, el cual determina cuánto tiempo deben permanecer los granos en el plato 1 (ver tabla 10) y (ver figura 32); Esta es la primera fase del.

Aca se pone la grafica numero 33
SEÑALES DEL PROCESO COCCION DE FRIJOL SOYA ALIMENTADOR
Una vez definido el número total de entradas y salidas, se cotizó un PLC que soportaría esta aplicación. A pedido del Departamento de Mantenimiento Electromecánico se ofrecieron dos PLC, uno para cada línea de enfriamiento, debido a que la instalación de estas 2 nuevas estufas y la implementación de un nuevo PLC que controlara todo el proceso implicaba un reensamblaje de todo el sistema. y cualquier falla que se manifieste en el tiempo significa un encarecimiento del proceso y una posible paralización de la fábrica de alimentos por falta de frijol, que ninguna fábrica de Santander podría cubrir. Se realizó una nueva cotización, esta vez tomando en cuenta los dos PLC en proceso, el sistema SCADA y el registro de temperatura.
A la hora de valorar el presupuesto y compararlo con las cotizaciones se optó por los PLC FESTO y la adquisición de datos mediante Visual Basic. Para la termometría se decidió utilizar dos multiplexores que se comunicarían con el PLC mediante una señal analógica. Cuando se aprobó la propuesta, se habría diseñado el modo de operación que tendrían los PLC y que sería considerado dentro del SCADA.
Los PLC fueron denominados CPX1, que controla las señales de entrada y salida de las estufas 3 y 4, y CPX 2, que controla las señales de entrada y salida de las estufas 1, 2, 5 y 6. Dentro del sistema de carga implementarían interruptores que , según la lógica del programa, cargaría el contenedor de alimentos de la cocina que por prioridad permanecía en la cola de espera ya que había generado una señal de contenedor de alimentos vacío (ver Figura 34). El sistema de cocción del frijol funcionó de la siguiente manera: (ver Cuadro 11) y (ver Cuadro 12).
APLICACIÓN
- SELECCION DE ELEMENTOS QUE INTERVIENEN EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- SENSOR DE TEMPERATURA TERMOPAR (Ver Anexo A, Sensores)
- SENSOR DE NIVEL
- ACTUADORES NEUMATICOS
- TIPO DE PLC FESTO
- ELEMENTOS SELECCIONADOS SENSOR DE TEMPERATURA
- PRUEBAS
- ELEMENTOS MECANICOS QUE INTERVIENEN EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- ELEMENTOS ELECTRICOS QUE INTERVIENEN EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- SENSORICA QUE INTERVIENE EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- ELEMENTOS AUTOMATAS QUE INTERVIENEN EN EL PROCESO DE LA COCCIÓN DEL FRÍJOL SOYA
- RESULTADOS
- COMO REALIZAR AJUSTES EN EL SISTEMA SCADA
- COMO SE REALIZA LA CARGA EN EL SISTEMA SCADA
- VISTA DE TEMPERATURAS Y DESCARGUE DE BACHE
- DEFINICION DE FUNCIONES
- DESING Ltda
- ANIBAL TOLOZA ζ Misión 3
- PROCESO DE CADA COCEDOR ENTRADAS DIGITALES A 110 V
- SENSOR DE TEMPERATURA TERMOPAR
- SENSOR DE NIVEL ULTRASÓNICOS
- RUTINA DE MANTENIMIENTO (Ver figura 45)
Y por último, para el microinterruptor, se debe verificar la posición del microinterruptor en el cilindro para verificar que el sensor tenga la señal correcta al colocarlo en posición. La implementación de estufas dio tan buenos resultados que llegamos a un total de 4 en el almacén de frijol, también con el objetivo de cubrir las necesidades del almacén de alimentos. La implementación de varias cocinas era imposible sin un procesamiento completo de la planta de soja.
El enfriador actual, después de varias modificaciones, no pudo enfriar los granos de las 4 estufas existentes, y otra modificación implicó reconstruir la mitad de la planta. El siguiente paso fue preparar el presupuesto para su aprobación por el director de planta. Fue la empresa la que se encargó de la fabricación de las nuevas estufas (ver figuras 11, 12 y 13), transportadores de cadena (ver figura 14), ciclón (ver figura 15), elevador (ver figura 16), tolva de alimentación (ver figura 17). ), interruptor (ver figura 18), enfriador (ver figura 19) y agitadores (ver figura 20). con base en el diseño actualmente en operación) y su respectivo montaje bajo la supervisión de Carlos Pinzón (coordinador de mantenimiento), Andrea Juliana Ortiz Cuadros, José Antonio Correa y la aprobación del Ing.
En proceso de automatización y ampliación de la planta de soja en Avidesa Mac Pollo S.A. ANIBAL TOLOZA fue la empresa encargada de asesorar en todo lo relacionado con la parte eléctrica y cableado. Brindar capacitación en programación Festo plc y al mismo tiempo asesoría permanente durante la programación del proceso de automatización de la planta de soja. Festo presentó la posibilidad de capacitación para programación en Festo plc y capacitación en el desarrollo de sistemas SCADA, por tal motivo se decidió cooperar con esta empresa para tener un seguimiento preciso durante el proceso de automatización de la planta de soja, pues se contó con un apoyo del 100%. y consejo.
El servicio local está ubicado en un entresuelo de la subestación de la fábrica de alimentos. La idea de implementar 2 cocedores de frijol más, como se mencionó anteriormente, surge de las necesidades de producción de frijol inactivado para un mejor rendimiento de la fábrica de alimentos Avidesa MAC Pollo S.A. Cuando vieron la necesidad de frijol pensaron en cómo y la respuesta fue comprar más equipos que permitieran una mayor producción.
A continuación se detallan los elementos importantes en el proceso de cocción de la soja en la planta de alimentos de Avidesa Mac Pollo S.A.