UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADA POR
BACH. CASTILLON FLORES YIN ALEX
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO – PERÚ 2022
INFLUENCIA DE LA APLICACIÓN DEL MODO FALLA EN EL PROCESO DE CHANCADO QUE
MEJORE LA DISPONIBILIDAD DE LA UNIDAD
MINERA CORONA S.A
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERU
FACULTAD DE INGENIERIA MECANICA INFORME Nº 011-2022-SCG-FIM/UNCP
A : Dr. RAÚL JORGE MAYCO CHÁVEZ
Decano de la Facultad de Ingeniería Mecánica- UNCP De : Docente asesor de tesis
Mg. Sergio Cárdenas García
Asunto : INFORME DE ORIGINALIDAD DE TESIS (TURNITIN) Fecha : Ciudad Universitaria, 02 de diciembre del 2022.
Es grato dirigirme a usted para expresar mi cordial saludo y a la vez informarle que, habiendo culminado el desarrollo de la tesis titulada: “INFLUENCIA DE LA APLICACIÓN DEL MODO DE FALLA EN EL PROCESO DE CHANCADO QUE MEJORE LA DISPONIBILIDAD DE LA UNIDAD MINERA CORONA S.A”, presentado por el bachiller, Castillón Flores, Yin Alex; El informe de similitud anti plagio tiene un porcentaje de 13% que es un rango aceptable, en tal sentido DOY MI CONFORMIDAD para que pueda proseguir con los trámites correspondientes.
Seguro de contar con su amable atención, aprovecho la oportunidad para expresarle las muestras de mi especial consideración y estima personal.
Atentamente,
__________________________
Mg. Sergio Cárdenas García Docente Asesor de tesis
13 %
INDICE DE SIMILITUD
13 %
FUENTES DE INTERNET
1 %
PUBLICACIONES
%
TRABAJOS DEL ESTUDIANTE
1 5 %
2 2 %
3 2 %
4 1 %
5 1 %
6 1 %
7 < 1 %
8 < 1 %
INFLUENCIA DE LA APLICACIÓN DEL MODO FALLA EN EL PROCESO DE CHANCADO QUE MEJORE LA DISPONIBILIDAD DE LA UNIDAD MINERA CORONA S.A
INFORME DE ORIGINALIDAD
FUENTES PRIMARIAS
repositorio.uncp.edu.pe
Fuente de Internet
hdl.handle.net
Fuente de Internet
repositorio.upn.edu.pe
Fuente de Internet
docplayer.es
Fuente de Internet
repositorio.unsa.edu.pe
Fuente de Internet
repositorio.unh.edu.pe
Fuente de Internet
repositorio.ups.edu.pe
Fuente de Internet
repositorio.usm.cl
9 < 1 %
10 < 1 %
11 < 1 %
12 < 1 %
13 < 1 %
14 < 1 %
15 < 1 %
Excluir citas Activo Excluir bibliografía Activo
Excluir coincidencias < 15 words
repositorio.ucv.edu.pe
Fuente de Internet
repositorio.autonoma.edu.pe
Fuente de Internet
repositorio.une.edu.pe
Fuente de Internet
repositorio.lamolina.edu.pe
Fuente de Internet
repositorio.ujcm.edu.pe
Fuente de Internet
es.scribd.com
Fuente de Internet
repositorio.uns.edu.pe
Fuente de Internet
ASESOR
Mg. Sergio Cárdenas García
DEDICATORIA
Dedico este trabajo en primer lugar a Dios que me otorgo salud y constancia para culminarlo.
A mis padres, Tito Castillon y Guillermina Flores, quienes han sido los pilares para seguir adelante.
De la misma manera agradezco a mi mamita Hilda Capcha quien me ha apoyado a alcanzar mis sueños y ahora desde el cielo cuida mis pasos.
también dedico este trabajo a mi hija quien ha sido mi mayor motivación para nunca rendirme y poder llegar a ser un ejemplo para ella.
AGRADECIMIENTO
Agradezco en primer lugar a Dios, por haberme encaminado en el transcurso de mi carrera estudiantil, a mi familia; la que siempre me brindaron su apoyo en todo momento, al Mg. Sergio Cárdenas García por su impulso y acertada dirección en la elaboración de la presente tesis.
A la facultad de ingeniería Mecánica, a su plana de docentes que gracias a los conocimientos y experiencias compartidas en las aulas nos han ayudado a cumplir nuestro propósito de ser profesionales y poder ser buenos ciudadanos para dar aportes y soluciones dentro de nuestra sociedad
RESUMEN
El actual trabajo de tesis se realizó en la compañía minera CORONA, considerando que la empresa se dedica a la extracción y explotación de mineral, la empresa considera que el proceso de chancado debe de contar con una alta disponibilidad por considerar muy importante en su producción de minerales, sino no tienen los equipos con alta disponibilidad esto incidirá en sus costos de producción, que es uno de los problemas que acarrea la empresa.
Para lo cual su objetivo fue aplicar el Modo Falla en el proceso de chancado que mejore la disponibilidad, para lo cual se propuso un plan de mantenimiento, cuya metodología es del tipo tecnológico con nivel relacional.
Para realizar el análisis de resultados se utilizó el software estadístico SPSS, cuyos resultados nos permitió tener resultados un antes y después de la aplicación de mantenimiento, teniendo como promedio de disponibilidad antes de aplicar el mantenimiento de 86.42%, y después de aplicar el mantenimiento una disponibilidad mayor de 93.17%. concluyendo con ello que el estudio fue que la disponibilidad de la chancadora con la aplicación de un mantenimiento al sistema de chancado.
Palabra clave: disponibilidad, Chancadora, fallas y criticidad
ABSTRACT
This thesis work was carried out in the mining company CORONA, considering that the company is dedicated to the extraction and exploitation of mineral, the company considers that its crushing plant must have high availability as it considers very important in its production of If they do not have the equipment with high availability, this will affect their production costs, which is one of the problems that the company causes.
For which its objective was to apply the Failure Mode in the crushing plant that improves availability, for which a maintenance plan was proposed, whose methodology is of the technological type with a relational level.
To perform the analysis of results, the statistical software SPSS was used, whose results allowed us to have results before and after the maintenance application, having an average availability before applying the maintenance of 86.42%, and after applying the maintenance a availability greater than 93.17%.
concluding with this that the study was that the availability of the crusher with the application of a maintenance to the crushing system.
Keyword: availability, crusher, failures and criticality
ÍNDICE
ASESOR ... ii
DEDICATORIA ... iii
AGRADECIMIENTO ... iv
RESUMEN ... v
ABSTRACT ... vi
ÍNDICE ... vii
ÍNDICE DE TABLAS ... x
ÍNDICE DE FIGURAS ... xii
INTRODUCCIÓN ... 1
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO 1.1. PLANTEAMIENTO DEL PROBLEMA ... 2
1.2. FORMULACIÓN DEL PROBLEMA ... 5
1.2.1. Problema general ... 5
1.2.2. Problema específico ... 5
1.3. OBJETIVOS DE LA INVESTIGACIÓN ... 5
1.3.1. Objetivo general ... 5
1.3.2. Objetivos específicos ... 6
1.4. JUSTIFICACIÓN E IMPORTANCIA DEL PROYECTO ... 6
1.4.1. Razones que motivan la investigación ... 6
1.4.2. Importancia del tema de investigación ... 6
1.5. ALCANCES Y LIMITACIONES DE LA INVESTIGACIÓN ... 6
CAPÍTULO II MARCO TEÓRICO 2.1. ANTECEDENTES DEL ESTUDIO ... 8
2.2. BASES TEÓRICAS ... 11
2.2.1. Falla de equipos ... 11
2.2.2. Análisis de criticidad de los equipos ... 11
2.2.2.1. Análisis de criticidad ... 11
2.2.2.2. Mantenimiento ... 12
2.3. BASES CONCEPTUALES ... 20
2.4. HIPÓTESIS... 21
2.4.1. Hipótesis general ... 21
2.4.2. Hipótesis específicas ... 21
2.5. OPERACIONALIZACIÓN DE LAS VARIABLES ... 22
CAPÍTULO III METODOLOGÍA DE LA INVESTIGACIÓN 3.1. MÉTODO DE INVESTIGACIÓN ... 23
3.2. TIPO DE INVESTIGACIÓN ... 23
3.3. NIVEL DE INVESTIGACIÓN ... 24
3.4. DISEÑO DE LA INVESTIGACIÓN ... 24
3.5. POBLACIÓN Y MUESTRA O UNIDAD DE OBSERVACIÓN ... 24
3.7 TÉCNICAS DE PROCESAMIENTO Y ANÁLISIS DE DATOS... 25
CAPITULO IV APLICACIÓN DEL MODO DE FALLA EN EL PROCESO DE CHANCADO 4.1. SITUACIÓN ACTUAL DEL MANTENIMIENTO EN EL SISTEMA DE CHANCADO ... 26
4.2. APLICACIÓN DEL AMEF EN EL SISTEMA DE CHANCADO ... 30
4.2.1. Araña ... 31
4.2.2. Poste ... 33
4.2.3. Conjunto Eje piñón y Eje de extensión ... 37
4.2.4. Excéntrica ... 40
4.2.5. Cilindro Hidráulico ... 42
4.2.6. Revestimiento ... 43
4.2.7. Lubricación del Chancador ... 46
4.2.8. Unidad Hidráulica Posicionamiento del poste ... 49
4.2.9. Motor Eléctrico ... 51
CAPITULO V DISCUSIÓN E INTERPRETACIÓN DE RESULTADOS 5.1. PRESENTACIÓN DE RESULTADOS ... 53
5.1.1. Plan de Mantenimiento ... 53
5.2. DISPONIBILIDAD DESPUÉS DEL PLAN DE MANTENIMIENTO ... 57
5.3. ANÁLISIS ESTADÍSTICOS DE RESULTADOS ... 59
5.3.1. Redacción de la Hipótesis ... 59
CONCLUSIONES ... 66
RECOMENDACIONES ... 67
BIBLIOGRAFÍA ... 68
Anexo 1. Evidencias Forográficas ... 70
ÍNDICE DE TABLAS
Tabla 1. 1. Disponibilidad del Proceso de Chancado ... 4
Tabla 2. 1. Operacionalización de variable independiente ... 22
Tabla 2. 2. Operacionalización de variable dependiente ... 22
Tabla 4. 1. Análisis de Fallas ... 27
Tabla 4. 2. Criticidad por Sub sistemas ... 28
Tabla 4. 3. Disponibilidad ... 29
Tabla 4. 4. AMEF de Información del Sub Sistema Araña ... 31
Tabla 4. 5. AMEF de Decisiones del Sub Sistema Araña ... 32
Tabla 4. 6. AMEF de Información del Sub Sistema Poste ... 33
Tabla 4. 7. AMEF de Decisiones del Sub Sistema Poste ... 35
Tabla 4. 8. AMEF de Información del Sub Sistema Ejes ... 37
Tabla 4. 9. Decisiones del Sub Sistema Ejes (AMEF) ... 39
Tabla 4. 10. Información del Sub Sistema Excéntrica (AMEF)... 40
Tabla 4. 11. Decisiones del Sub Sistema Excéntrica (AMEF) ... 41
Tabla 4. 12. Información del Sub Sistema Cilindro Hidráulico (AMEF) ... 42
Tabla 4. 13. Decisiones del Sub Sistema Cilindro Hidráulico (AMEF) ... 42
Tabla 4. 14. Información del Sub Sistema Revestimiento (AMEF) ... 43
Tabla 4. 15. Decisiones del Sub Sistema Revestimiento (AMEF) ... 45
Tabla 4. 16. Información del Sub Sistema Lubricación del Chancador (AMEF) ... 46
Tabla 4. 17. Decisiones del Sub Sistema Lubricación del Chancador (AMEF) ... 48 Tabla 4. 18. Información del Sub Sistema Unidad Hidráulica Posicionamiento
del poste (AMEF) ... 49
Tabla 4. 19. Decisiones del Sub Sistema Unidad Hidráulica Posicionamiento del poste (AMEF) ... 50
Tabla 4. 20. Información del Sub Sistema Motor Eléctrico (AMEF) ... 51
Tabla 4. 21. Decisiones del Sub Sistema Motor Eléctrico (AMEF) ... 53
Tabla 5. 1. Plan de Mantenimiento 53 Tabla 5. 2. Disponibilidad después del plan de mantenimiento ... 57
Tabla 5. 3. Comparación de Disponibilidad ... 58
Tabla 5. 4. Prueba de Normalidad ... 60
Tabla 5. 5. Resumen de Procesamiento de Casos ... 60
Tabla 5. 6. Análisis Estadístico de Medias ... 60
Tabla 5. 7. Pruebas de normalidad ... 61
Tabla 5. 8. Decisión estadística ... 64
Tabla 5. 9. Estadísticas de muestras emparejadas ... 64
Tabla 5. 10. Correlaciones de muestras emparejadas ... 65
ÍNDICE DE FIGURAS
Figura 1. 1. Ranking de producción minera ... 2
Figura 1. 2. Disponibilidad del Proceso de Chancado ... 5
Figura 2. 1. Diagrama de Ishikawa ... 19
Figura 2. 2. Diagrama de Ishikawa ... 20
Figura 4. 1. Disponibilidad 2019 ... 30
Figura 5. 1. Comparación de Disponibilidad ... 58
Figura 5. 2. Valores observados Antes del mantenimiento ... 61
Figura 5. 3. Valores observados sin tendencia Antes del mantenimiento .... 62
Figura 5. 4. Diagrama de caja Antes del mantenimiento ... 62
Figura 5. 5. Valores observados después del mantenimiento ... 63
Figura 5. 6. Valores observados sin tendencia después del mantenimiento 63 Figura 5. 7. Diagrama de caja después del mantenimiento ... 64
INTRODUCCIÓN
La tesis que presento es con la finalidad de obtener el título profesional de Ingeniero mecánico. La tesis trata de analizar y estudiar la disponibilidad del sistema de chancado en la empresa, considerando la baja disponibilidad que presenta este equipo minero, para lo cual se utilizó el método del análisis de modo y efecto de falla, considerando principalmente las fallas críticas que presenta los elementos del sistema de chancado, para posteriormente plantear un plan de mantenimiento que hizo que la disponibilidad se incremente y que posteriormente mejore su maniobra en la planta concentradora de la minera Corona.
Para lo cual la tesis realizada se dividió en cinco capítulos, además de las conclusiones y recomendaciones.
El primer capítulo, se plantea la formulación del problema, objetivos, justificación.
El segundo capítulo, se analista los antecedentes, el marco teórico, además del marco conceptual.
El tercer capítulo, se analiza la metodología de investigación donde se considera el tipo, nivel de investigación además del diseño de investigación, la unidad de observación, las técnicas e instrumentos y instrucciones de recolección de datos utilizados en la tesis.
El cuarto capítulo, se analiza el desarrollo de la investigación considerando los procedimientos como se analizó la disponibilidad antes y después del mantenimiento.
El quinto capítulo se aplica un análisis estadístico, para poder tener los resultados y determinar la comprobación de la hipótesis.
CAPÍTULO I
PLANTEAMIENTO DEL ESTUDIO
1.1. PLANTEAMIENTO DEL PROBLEMA
Desde las épocas antiguas nuestro país es uno de los principales productores de mineral a nivel mundial. Además, hay que señalar que el Perú es el segundo productor de plata, cobre y zinc a nivel mundial.
Asimismo, es el primer productor de oro, zinc, estaño, plomo y molibdeno en América Latina. La Cordillera de los Andes es la columna vertebral de Perú y la principal fuente de depósitos minerales del mundo.
:
Figura 1. 1. Ranking de producción minera Fuente MINEM: Anuario Minero 2019
Nuestro país ha tenido un aumento de inversión muy importante considerando que es el segundo país en el mundo en la explotación del cobre y otros minerales, por lo que las empresas perciben ese crecimiento como potencial de explotación minera y consideran seguir invirtiendo en nuestro país.
En la actualidad los conocimientos del área de chancado son de vital importancia en la planta considerando que esta área tiene como fin principal el obtener un chancado que pueda triturar en forma adecuada y con la finalidad de obtener una cierta granumetrologia adecuada, considerando que las rocas extraídas de la mina es la materia prima, para lo cual es necesario un buen proceso. Esta etapa debe considerarse primordial cada vez que posterior a ello debamos obtener un material fino. El proceso debe convertirse en el inicio de los demás procesos de una planta concentradora, es por eso la importancia de su estudio para que los demás procesos sigan el mismo procedimiento.
Considerando a nuestro país como fuente de la minería a nivel mundial se debe dar la importancia al proceso de chancado y considerar dentro del estudio los altos índices de la operatividad de la planta, su disponibilidad y la confiabilidad.
La unidad minera Corona, trabajadora de la explotación y producción de minerales, cuenta con una planta concentradora que se realiza en serie, con la finalidad de hacer un seguimiento ordenado, además de controlar las diferentes fallas que puedan afectar en la producción del mineral es importante realizar el estudio desde el ingreso del mineral y todo el proceso a realizarse. Este proceso nos permitirá observar las distintas fallas que puedan afectar al sistema que trabaja en serie, como: fallas en las cintas transportadoras, zarandas con deficiencia, algunos desgastes de jebes en los chufes de alimentación a las chancadoras, falta de control de los sistemas de lubricación, ya que todas estas desvíos hacen que la causa poco eficiente y no óptimo.
Teniendo algunas dificultades como el desgaste, rotura, fatiga, mineralogía y otros inconvenientes en la producción de mineral, esto
hace que la disponibilidad sea baja, además que el plan de mantenimiento no cumpla con las exigencias de la producción del mineral y sus equipos no estén disponibles. Todas estas dificultades que se percibió no permiten realizar un estudio del análisis falla del proceso de chancado; así mismo, otra de las fallas que se cometían es el mantenimiento correctivo, este mantenimiento es demasiado costoso e ineficaz. Con estas anomalías que se presentan en el proceso de chancado su disponibilidad fue baja los años anteriores.
En el año 2019 el proceso de chancado tuvo una disponibilidad del 84.28%. estos datos lo podemos observar en la figura 02.
Tabla 1. 1. Disponibilidad del Proceso de Chancado
MES DISPONIBILIDAD (%)
ENERO 84.75
FEBRERO 86.13
MARZO 85.00
ABRIL 82.52
MAYO 82,67
JUNIO 82.30
JULIO 82.10
AGOSTO 88.60
SETIEMBRE 85.30
OCTUBRE 84.49
NOVIEMBRE 87.66
DICIEMBRE 79.79
Figura 1. 2. Disponibilidad del Proceso de Chancado Fuente: La Empresa
1.2. FORMULACIÓN DEL PROBLEMA 1.2.1. Problema general
¿Cómo influye la aplicación del modo falla en el proceso de chancado para mejorar la disponibilidad en la Unidad Minera CORONA SA?
1.2.2. Problema específico
• ¿Cómo influye la aplicación de los elementos críticos en la disponibilidad del proceso de chancado?
• ¿Cómo influye el plan de mantenimiento en la disponibilidad del proceso de chancado?
1.3. OBJETIVOS DE LA INVESTIGACIÓN 1.3.1. Objetivo general
Influencia de la aplicación del Modo Falla en el proceso de chancado que mejore la disponibilidad de la Unidad Minera CORONA S.A.
1.3.2. Objetivos específicos
• Análisis de las fallas en el proceso de chancado.
• Elaborar un plan de Mantenimiento para el proceso de chancado
• Realizar la comparación de la disponibilidad antes y después del plan de mantenimiento.
1.4. JUSTIFICACIÓN E IMPORTANCIA DEL PROYECTO 1.4.1. Razones que motivan la investigación
La investigación tiene una razón muy importante que me motivó a investigar, una de ellas fue la influencia del mantenimiento en la disponibilidad de la planta en el proceso de chancado, el otro motivo fue realizar el estudio de la influencia de los componentes críticos que se encuentran en el proceso de chancado, además de conocer su influencia en el mantenimiento.
1.4.2. Importancia del tema de investigación
La importancia de este estudio es poder analizar el mantenimiento y los elementos críticos en el proceso de chancado, el cual nos permitirá evaluar la incidencia en la disponibilidad de la chancadora, además de proponer mejoras en el mantenimiento y su coordinación en los activos que inciden en el proceso de chancado.
1.5. ALCANCES Y LIMITACIONES DE LA INVESTIGACIÓN El siguiente análisis tendrán un alcance como son:
o Teniendo en cuenta el estudio su alcance será al proceso de chancado con que cuenta la Unidad Minera CORONA, además podrá tener una incidencia en los demás componentes con que
cuenta la empresa Minera.
Las restricciones que pueden mostrar en el presente estudio son las siguientes:
o Una de las limitaciones puede ser la falta de información historial con que cuenta la empresa.
o Otra limitación es que el análisis y estudio se hará solo en la planta con que cuenta unidad minera de CORONA S.A.
CAPÍTULO II MARCO TEÓRICO
2.1. ANTECEDENTES DEL ESTUDIO
ALEXANDER LEANDRO QUISPE PARILLO (2018), en su tesis titulado
“Actualización del Plan de Mantenimiento de los Equipos e Instrumentación del área de Chancado Primario de la Minera Chinalco Perú S.A.” presentado en la Universidad Nacional de San Agustín de Arequipa, de la Facultad de Ingeniería Producción y Servicios. En este trabajo se concluye:
El apoyo a lo largo de la gestión juega un papel importante ya que aumenta la confiabilidad de los equipos y prolonga la vida útil de los recursos, por lo que se concluyó que los sistemas eléctricos y las herramientas de la zona de trituración primaria actuarán como una estrategia de la empresa para optimizar el rendimiento.
La implementación del plan de mantenimiento propuesto para el área principal de chancado del sistema eléctrico y de instrumentación mejorará la disponibilidad del área de chancado en un 1.09%.
Al enfocarnos en los defectos críticos utilizando el gráfico de Pareto y el jackknife, llegamos a la conclusión de que eliminar estos defectos críticos no habría resultado en una pérdida de producción de
$1,327,145.00.
De los equipos que componen la zona de chancado, el de menor
disponibilidad es el transportador terrestre del sistema de utillajes, el cual tiene una disponibilidad del 98,97%, mientras que la disponibilidad de los demás equipos es de aproximadamente el 99%. Además, la confiabilidad del sistema de cinturón de tierra eléctrico en el período de 100 días fue del 68%, y el otro equipo, más del 80%. El alimentador de placas y la trituradora tuvieron la confiabilidad más baja del instrumento, aproximadamente un 70 % durante un período de 100 días. Se concluyó que alta disponibilidad de equipos críticos no necesariamente significa alta confiabilidad de dichos equipos.
Percy Clifor Cruz Agustín (2019), en su tesis titulado “Propuesta de Implementación un Sistema de Gestión de mantenimiento Preventivo para optimizar la disponibilidad de Equipos en el Área de Chancado de la Planta Concentradora”. presentado en la Universidad Continental, Escuela Académica Profesional de Ingeniería Industrial. En este trabajo se concluye:
Por la importancia del sistema, no se debe descuidar el mantenimiento de los equipos de la fábrica, ni se debe operar con fallas en los componentes. Es importante aplicar estrictamente un sistema de gestión de mantenimiento preventivo para la producción u otras razones.
El uso del mantenimiento preventivo aumenta la disponibilidad de los equipos, haciendo crítico su uso. Para hacer esto, debe establecer una relación y firmar un contrato con una empresa que se especializa en este campo.
Según el estudio, los informes PIE son muy importantes para comparar y analizar cuánto cuestan las reparaciones y los repuestos. En otras palabras, se deben evitar las reparaciones repetidas y se debe buscar equipo de reemplazo.
Coronado Palomo (2007) en la tesis titulada “ANALISIS DE MODOS Y EFECTOS DE FALLAS A LOS EQUIPOS MAS CRITICOS DE LA SIERRA WAGNER KM-44 DE COLADA EN C.V.G VENALUM”, en la Universidad Simón Bolívar en el Decanato de Estudios de Postgrado Especialización en Diseño y Mantenimiento Industrial. En este trabajo se
concluye:
Mientras se escribe este informe, los análisis de modos y efectos de falla se pueden visualizar como una herramienta para evaluar cómo se pueden dañar los componentes y subsistemas más críticos de la sierra Km-44, la importancia y el alcance de los beneficios. Se revisaron las medidas para minimizar la posibilidad de falla. (Coronado Palomo, 2007) Dado que no es económico realizar un FMEA en cada componente del equipo, es necesario un análisis de criticidad para identificar los componentes y subsistemas más críticos y debe someterse al proceso FMEA. (Coronado Palomo, 2007)
A partir del trabajo desarrollado por Coronado Palomo, se utiliza para analizar e interpretar los resultados de los sistemas y subsistemas clave, determinar fallas funcionales, modos de falla, efectos de falla y calcular el número de prioridades de riesgo obtenido en este trabajo.
Suárez Bermúdez (2006) en la tesis titulada “ANALISIS DE MODO Y EFECTO DE FALLA DE UNA LLENADORA TIPO LINEAL DE MARGARINA”, en la Universidad Simón Bolívar de la coordinación de Ingeniería Mecánica. En este trabajo se concluye:
La identificación de fallas potenciales reduce los costos al eliminar el mantenimiento correctivo. El monitoreo de condición permite el registro histórico del rendimiento del sistema y los componentes para el mantenimiento predictivo y evitar fallas. A su vez, el tiempo de inactividad se reduce significativamente porque los problemas se resuelven antes de que ocurran las fallas. (Suárez Bermúdez, 2006)
A partir de un artículo desarrollado por Suárez Bermúdez, para desarrollar este trabajo se utilizaron las definiciones utilizadas en su marco teórico.
2.2. BASES TEÓRICAS 2.2.1. Falla de equipos
Según, John Moubray, (2004), “Señala que los equipos de cada falla que se puede presentar en una planta de proceso representan un riesgo potencial, por lo cual es esencial entender cómo se presenta, entendiendo la forma en que los equipos fallan, podremos diseñar mejores acciones correctivas o preventivas”. Lo que señala que una de las acciones es el mantenimiento preventivo, además de cómo es el proceso del de modos de falla, de esta manera que a cada modo de falla le corresponde una tarea”. Por lo que se puede decir que a un modo falla, como “la forma” en que un equipo o activo falla.
El análisis de fallas es importante para identificar los dos estados ("fallido" y "fallido" en este caso); el primero indica una condición de falla en la que la función simplemente deja de funcionar, mientras que el segundo elemento indica que la función no está funcionando de acuerdo con los criterios o requisitos de rendimiento necesarios previstos para que la función realice su función. El usuario lo tiene, pero no siempre deja de funcionar.
2.2.2. Análisis de criticidad de los equipos 2.2.2.1. Análisis de criticidad
Según, Mendoza (2005); considera que el “Análisis de la criticidad de los equipos de una empresa nos sirve para poder jerarquizar, por importancia, los elementos (sistemas) sobre los cuales vale la pena dirigir recursos (humanos, económicos y tecnológicos).
Además, ayuda a identificar eventos potenciales indeseados, en el contexto de la confiabilidad operacional”.
EQUIPOS CRITICOS ESPECIALES
El equipo especial en su análisis crítico comenta Mendoza, (2005); “Que las partes, piezas o componentes más importantes no se encuentran disponibles en el mercado local directo de
proveedores de partes, y que además no permiten adaptaciones locales o en muchos casos el hacerlo es sumamente complicado, dado lo sofisticado de su diseño y/o arquitectura. Una parada no programada (forzosa o inesperada) de estos equipos generalmente pueden afectar sustancialmente y/o detener la producción de un bien o servicio, generando altos costos para la empresa y procediendo impactos negativos, que incluso pueden afectar de manera directa la imagen de la organización”.
2.2.2.2. Mantenimiento
El mantenimiento según, García Palencia, (2012) considera al mantenimiento que conservar las condiciones de operación que sea segura, efectiva y económica en cuanto a los equipos de producción, herramientas y demás activos físicos, de las diferentes instalaciones de una empresa es considerado como mantenimiento.
Lo complejo que son considerados las instalaciones para un desarrollo tecnológico y su cadena de producción, cuyos detenimientos presentan pérdidas económicas grandes a la empresa. Po lo que es importante el análisis de mantenimiento se deriva por lo tanto de la necesidad de contar con una estructura que permita establecer rápidamente las condiciones de operación ideal, para reducir mínimo las pérdidas de producción. Comenta que un eficiente mantenimiento significa: La protección y conservación de las inversiones realizadas, la garantía de operatividad y la seguridad de un servicio”.
OBJETIVOS DE MANTENIMIENTO
Los objetivos de mantenimiento según Boero, (2012), está en las siguientes ideas:
✓ Maximizar la producción. - Mantener la capacidad de los equipos, teniendo en cuenta la capacidad de la planta de producción, para asegurar la máxima disponibilidad de los equipos, evitando averías en el menor tiempo y coste posible.
✓ Minimizar costos: Reduzca los daños, prolongue la vida útil del equipo, reduzca el inventario de piezas de repuesto, repare el equipo en el momento adecuado y mantenga la productividad de los empleados.
✓ Calidad exigida: Mantenga las operaciones de producción normales sin tiempo de inactividad, evite errores que afecten la calidad del producto y mantenga el equipo para garantizar la calidad requerida.
TIPOS DE MANTENIMIENTO Mantenimiento rutinario:
“El mantenimiento rutinario se basa en tomar los datos, la inspección visual, la limpieza, la lubricación y además del reapriete de tornillos en equipos, además en máquinas e instalaciones en servicio; también es necesario señalar que se utiliza para el cuidado y limpieza de los espacios comunes y no comunes del área de mantenimiento, y el personal que lo practica no requiere de mucha especialización técnica, pero informa novedades de todo tipo”.
Mantenimiento programado
El mantenimiento programado trata de Hay un plan de acción para una falla de confiabilidad inesperada para una máquina en particular y puede detenerse.
Mantenimiento preventivo:
El mantenimiento preventivo es realizado cuando se retira la maquina o equipo del servicio operativo con la finalidad de realizar la inspección y sustituir o no los dispositivos de acuerdo con una codificación planificada y organizada con anticipación, Este tipo de mantenimiento es adecuado porque te permite obtener datos muy importantes para el mejor funcionamiento del equipo”.
En este caso el mantenimiento preventivo se puede realizar reparaciones o cambios de componentes, esto lo programado y además, según el intervalo de tiempo o según rotundo criterio, prefijados esto con la finalidad de reducir la probabilidad de avería, y perdidas en el rendimiento de la maquina o planta.
Mantenimiento predictivo
El mantenimiento predictivo nos permite realizar un control adecuado estos se deben que se realiza una mayor frecuencia de inspecciones siempre que la maquina o equipo esté en funcionamiento, es la mejor forma de obtener datos con la finalidad de darle solución a las fallas de los equipos. Este tipo de mantenimiento es esencialmente nos sirve con la finalidad de detectar as fallas antes de que suceda, para luego tener el tiempo de corregirlo sin que se perjudique el otro servicio, además de no detener producción, etc. Con estos controles se pueden llevar el mantenimiento en forma periódica o continua, en función de tipos de equipo, sistema productivo, etc.
Importancia del Mantenimiento
Según John Moubray, (2004); “considera que es importante es estudio del mantenimiento preventivo que constituye una acción, o serie de acciones necesarias, con la finalidad de alargar la vida útil del equipo e instalaciones, además de prevenir la suspensión de las actividades laborales por imprevistos. Considera como propósito planificar los periodos de paralización de los trabajos en
momentos específicos, considera la inspección y realizar las acciones de mantenimiento de equipos, con lo que se evitan reparaciones de emergencia. Debemos señalar que un mantenimiento planificado mejora la productividad, así como también los reduce sus costos, alargando la vida útil del equipo”.
Elementos del Mantenimiento Preventivo
John Moubray, (2004), “señala que un equipo o sistema que opere sin fallas, o por un determinado periodo de tiempo, bajo unas condiciones de operación previamente establecidas”.
“Se relaciona con la reducción en la frecuencia de las fallas en un intervalo de tiempo, y es una medida de la probabilidad para una operación libre de fallas, durante un intervalo de tiempo dado; así, es una medida del éxito para una operación libre de fallas”.
R(t) = exp (-t/MTBF) = EXP(-It) donde:
I es la constante de falla.
MTBF Tiempo Medio entre Fallas.
Teniendo grandes periodos de interrupción sin fallas, estos resultantes nos dan una capacidad productiva incrementada, para lo cual se requiere pocos partes de repuestos y además de una menor fuerza laboral para las actividades de Mantenimiento, esto nos permitirá una reducción en los costos.
Tiempo Medio de Reparación (MTTR)
Según Márquez, (2008); Considere el tiempo de mantenimiento:
este es el tiempo de mantenimiento promedio. Esto nos permite comprender la importancia de la degradación, es decir, el tiempo de solución promedio.
MTTR = Tiempo total de reparación correctiva Ec. 01 Número de reparaciones correctivas
Disponibilidad
“La disponibilidad es una médida que permite una evaluación global de qué porcentaje del tiempo total un equipo es capaz de realizar sus funciones requeridas si se proporcionan los recursos externos necesarios para su funcionamiento. Al estudiar los factores que afectan la disponibilidad, la gerencia puede evaluar varias alternativas para mejorar la disponibilidad de los activos de producción.”.
D = MTBF Ec. 02 (MTBF + MTTR)
Donde:
D: Disponibilidad
MTBF: Tiempo medio entre fallas MTTR: Tiempo medio de reparación.
El Análisis de Modos y efectos de falla (AMEF)
Un análisis de modos y efectos de falla (AMEF), se define como cualquier evento que puede causarla falla de un activo físico.
“Una forma de mostrar la conexión y la diferencia entre los estados de fallas y los eventos que podrían causarlos en primera instancia es hacer un listado de fallas funcionales y luego registrar los modos de fallas que podrían causar cada Disponibilidad Inherente. Tal como es vista por el personal de Mantenimiento, (excluye las paradas por Mantenimientos Preventivos, demoras en suministros, y demoras administrativas), y es definida como”.
Disponibilidad Operacional.
La disponibilidad operacional es observada por el usuario y es definida como:
D𝐨 = MTBM Ec. 03 (MTBM + MDT)
Donde MDT es el tiempo medio de parada.
¿Por qué analizar los modos de fallas?
Una maquina puede fallar por diversos motivos.
Señalar que máquinas o un sistema son una línea de producción que puedan fallar por ciertas razones. Para una planta entera, los números son ascienden a miles, inclusive hasta decenas de miles.
Gerentes y personas que están involucrados en el mantenimiento señalan que un El análisis tomó tanto tiempo que abandonaron la idea por completo. Pero al hacerlo, ignoran el hecho de que el mantenimiento de rutina en realidad se realiza al nivel del modo de falla.
Disponibilidad Total
El autor Garrido, S. G. (2010); “señala que la disponibilidad es uno de los parámetros principales que cuenta el mantenimiento, esto es debido a que limita la capacidad de producción. También es definido como la probabilidad que una máquina está preparada para la producción en un período de tiempo determinado, esto nos quiere decir que la maquina o equipo no esté detenida por averías o ajustes”.
𝐃𝐢𝐬𝐩𝐨𝐧𝐢𝐛𝐢𝐥𝐢𝐝𝐚𝐝 = Horas Totales − Horas por Mantenimiento Ec.05 Horas totales
Donde:
Horas totales = Horas programadas por producción.
Horas paradas por mantenimiento = horas que se requiera para realizar el mantenimiento correctivo.
En toda planta que se mida la producción en las que la parada de una máquina supone la paralización de toda la línea, es interesante calcular la disponibilidad de cada una de las líneas, y después calcular la media aritmética.
Programas de Mantenimiento
“La programación de mantenimiento preventivo según, Tavares, (2014); donde señala que el mantenimiento es un El proceso de asociar códigos de equipos a ciclos, planes de ejecución de actividades planificadas, además de estas instrucciones de mantenimiento, así como datos de medición, códigos de materiales y otros datos determinados por el equipo usuario como necesarios para realizar actividades de mantenimiento.
Tipos de Programación
La programación de las actividades de cada día, se realiza normalmente vinculando las órdenes de trabajo para reparaciones (OT).
“Las tareas programadas se deben realizar periódicamente, considerando las tareas no tendrán precedencias ni las restricciones de importancia, siempre en cuando analizando los recursos. Los programas de mantenimiento son y actualizados por un planner de mantenimiento”.
La clasificación de una actividad, que por su complicación requiere de una iniciación en muchos trabajos de heterogéneas disciplinas y recursos no solo individuos sino también materiales, máquinas y dispositivos auxiliares. Tavares, A. L. (2014).
Administración moderna de mantenimiento.
Diagrama de Ishikawa
Cruz & González, (2006). “El diagrama de Ishikawa permitirá a entender las causas de problemas que se encuentra, esta herramienta también se conoce como causa-efecto, o también es el diagrama de árbol o diagrama espina de pescado. Es método
es un gráfico que en la parte central tiene una línea con el problema principal, de esta línea de desprenden otras líneas en las que se agrupan las posibles causas separadas por grupos:
mano de obra, maquinaria, materiales, métodos, mediciones y medio ambiente siendo estas categorías no obligatorias, se recomienda utilizar cualesquiera que resulten apropiadas”.
Este diagrama de Ishikawa a pesar de su simplicidad de entendimiento se debe ejecutar un correcto análisis y la aplicación se lograrán una serie de prerrogativas como:
- Suministrar una metodología razonado para la resolución de dificultades.
- Acceder a sistematizar los posibles principios de una dificultad.
Figura 2. 1. Diagrama de Ishikawa Fuente: Rodrigo y Gancedo
Diagrama de Pareto
Según el autor Cruz & González, (2006), “nos plantean que el diagrama de Pareto es una herramienta de representación gráfica, además que nos permitirá identificar los problemas más importantes, en función de su frecuencia de ocurrencia y también permite priorizar las actividades de intervención”.
Figura 2. 2. Diagrama de Ishikawa Fuente: Pedan
2.3. BASES CONCEPTUALES
Chancado. Es el proceso mediante el cual se disminuye el tamaño de las rocas mineralizadas triturándolas en equipos llamados chancadoras.
Disponibilidad. Se define como la probabilidad de que una máquina esté preparada para producción en un período de tiempo determinado, o sea que no esté detenida por averías o ajustes.
Mantenimiento. Conservación de una cosa en buen estado o en una situación determinada para evitar su degradación.
Programación. La programación del mantenimiento es el proceso mediante el cual se acoplan los trabajos con los recursos y se les asigna una secuencia para ser ejecutados en ciertos puntos del tiempo. Si todos los materiales necesarios para la orden de trabajo están en la planta (si no la ordena no debe programarse).
2.4. HIPÓTESIS
2.4.1. Hipótesis general
Si aplicamos el modo falla en el proceso de chancado mediante el mantenimiento y los elementos críticos se mejora la disponibilidad en la Unidad Minera CORONA S.A.
2.4.2. Hipótesis específicas
• Si realizamos un plan de mantenimiento preventivo se mejorará la disponibilidad en el proceso de chancado en la Unidad Minera CORONA S.A.
• Si estudiamos los elementos críticos mediante el modo falla se mejora la disponibilidad en el proceso de chancado en la Unidad Minera CORONA S.A.
2.5. OPERACIONALIZACIÓN DE LAS VARIABLES Tabla 2. 1. Operacionalización de variable independiente
Variable Independiente: Aplicación del modo falla en el proceso de chancado
Definición conceptual Dimensión Indicador
El análisis de fallas se basa en la verificación de la pieza, su apariencia, los métodos de producción, el material seleccionado, las condiciones de operación y las causas de la falla.
Análisis de criticidad.
Diagrama de decisiones.
Análisis de Pareto
Impacto en el nivel de producción.
Valor del activo Hoja de decisiones.
Fuente: elaboración propia.
Tabla 2. 2. Operacionalización de variable dependiente Variable Dependiente: Disponibilidad
Definición conceptual Dimensión Indicador
Se define como la probabilidad de que la aparato esté lista para la producción en un tiempo determinado, es decir.
que no se parará por mal trabajo o ajustes.
𝐃𝐢𝐬𝐩𝐨𝐧𝐢𝐛𝐢𝐥𝐢𝐝𝐚𝐝 = Horas Totales − Horas por Mantenimiento
Horas totales %
Fuente: elaboración propia.
CAPÍTULO III
METODOLOGÍA DE LA INVESTIGACIÓN
3.1. MÉTODO DE INVESTIGACIÓN
El método utilizado fue el análisis y síntesis que son procesos que permiten al investigador conocer la realidad. El análisis maneja juicios, es un proceso de conocimiento que se inicia por la identificación de cada una de las partes que caracterizan una realidad, podrá establecer la relación causa efecto entre los elementos que componen el objeto de investigación. La síntesis considera los objetos como un todo, la interrelación de los elementos que identifican el objeto. El método que emplea el análisis y la síntesis consiste en separar el objeto de estudio en dos partes y, una vez comprendida su esencia, construir un todo.
Análisis y síntesis son dos procesos que se complementan en uno.
3.2. TIPO DE INVESTIGACIÓN
El tipo de investigación es la tecnológica, (libro “METODOLOGÍA DE LA INVESTIGACIÓN” Ing. Espinoza Montes, Ciro; 2010). “La investigación tecnológica tiene como propósito ampliar el conocimiento científico a partir de la observación del funcionamiento de los fenómenos de la realidad”.
3.3. NIVEL DE INVESTIGACIÓN
En la investigación relacional se identifica las variables que se desea relacionar y se aplica la técnica de análisis de correlación; así mismo, se busca el grado de relación existente entre dos o más variables de un objeto de investigación.
En la investigación descriptiva correlacional se identifican las variables que se desea relacionar y se aplica la técnica de análisis de correlación;
así mismo, se busca el grado de relación existente entre dos o más variables de un objeto de investigación.
3.4. DISEÑO DE LA INVESTIGACIÓN
El diseño de la investigación será correlacional, el cual radica en recoger dos o más ligados de datos de una cosa de investigación con el propósito de establecer la correlación entre estos datos.
3.5. POBLACIÓN Y MUESTRA O UNIDAD DE OBSERVACIÓN
Se tendrá como unidad de observación el proceso de Chancado de la Unidad Minera CORONA S.A.
3.6. TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS La recolección de fichas es un historial que se realizó por el área de mantenimiento preventivo y además del análisis de criticidad, los
O1 r
O2 Donde:
M: Muestra de estudio
O1, O2: Observacion o mediciones del conjunto de datos 1 y 2
M Diagrama:
parámetros de acuerdo con una programación anual; además se cuenta con el área de servicio de mantenimiento que brinda la empresa que nos indica la disponibilidad de la planta.
Se elaboró la Jerarquización de equipos con la finalidad de analizar cuáles son los equipos críticos de todo el proceso de chancado.
Elaborar planes y programas de mantenimiento preventivo.
Determinar los indicadores que mejoren la gestión del mantenimiento (MTTR, MTBF, Disponibilidad).
3.7 TÉCNICAS DE PROCESAMIENTO Y ANÁLISIS DE DATOS
Para el análisis de datos se hizo uso principalmente de técnicas de análisis cuantitativo ya que se cuenta con una base de datos históricos de disponibilidad y datos de reporte diario.
También se hizo un análisis estadístico en el SPSS, comparando la disponibilidad un antes y otro después de elaborar un plan de mantenimiento.
CAPITULO IV
APLICACIÓN DEL MODO DE FALLA EN EL PROCESO DE CHANCADO
4.1. SITUACIÓN ACTUAL DEL MANTENIMIENTO EN EL SISTEMA DE CHANCADO
Para el análisis y aplicación del modo falla en el proceso de chancado se analizó y se seleccionó la maquina a analizar y esta correspondió a la chancadora que se considera el activo más crítico, considerando el impacto en la producción, además de sus costos altos de reparación, también se tomó en cuenta el tiempo promedio de reparación en sus fallas críticas.
Para este análisis se consideró los datos históricos que se encuentran en la empresa, con esta información se realizó la tabla N.º 4.1, donde se consideró las partes de la chancadora, las horas de detención, cantidad de fallas y el personal de mantenimiento.
Tabla 4. 1. Análisis de Fallas Componentes Horas
detenidas
Cantidad de fallas
Trabajadores
Motor Eléctrico 23 1 4
Cóncava 26 52 2
Poste 12 1 6
Rodamiento eje de Piñón
7 2 3
Eje de Extensión 7 2 2
Aceites 6 1 3
Araña 5 6 3
Válvula de cierre 3 1 2
Sistema de Lubricación
2 1 3
Fuente: Datos de la Unidad Minera Corona
Unas de las herramientas utilizadas en el modo de falla es la herramienta de criticidad, para lo cual en el cuadro siguiente se determina los sub sistemas más críticos.
Tabla 4. 2. Criticidad por Sub sistemas Sub sistema Índice de
Criticidad
Indisponibilidad (horas/año)
Poste 104 40
Revestimiento 32 35
Conjunto Excéntrico 95 32
Eje piñón y extensión 96 22
Cilindro hidráulico 42 16
Lubricación central 50 12
Sistema eléctrico 20 12
Araña 55 13
Unidad hidráulica 48 10
Lubricación araña 30 6
Cuerpo 18 0
Sellado del polvo 28 0
Carro extracción 5 0
Fuente: Datos de la Unidad Minera Corona
En este cuadro se presenta los índices de criticidad por sub sistemas además de la indisponibilidad de cada sub sistema.
Con los datos históricos obtenidos a través de la compañía minera Corona, podemos señalar que la gran mayoría de subcomponentes se realiza mantenimiento correctivo, en algunos sub componentes como los
postes y el cambio de la cóncava se realiza mantenimiento preventivo.
Disponibilidad de la Chancadora
Para determinar la disponibilidad con los datos históricos de compañía minera corona, en el año 2019, además se obtuvo el MTBF, el MTTR, con esos datos se determinó la disponibilidad.
Tabla 4. 3. Disponibilidad
Mes Disponibilidad
% MTBF MTTR
Enero 88 3.74 0.51
Febrero 87 3.41 0.52
Marzo 85 2.83 0.50
Abril 88 3.74 0.51
Mayo 85 2.83 0.50
Junio 87 3.41 0.52
Julio 86 3.38 0.55
Agosto 84 2.84 0.54
Setiembre 87 3.41 0.52
Octubre 85 2.83 0.50
Noviembre 88 3.74 0.51
Diciembre 87 3.41 0.52
TOTAL 86.39 3.30 0.52
Fuente: Elaboración Propia
Para el cálculo de la disponibilidad se utilizó la siguiente formula:
Disponibilidad= 𝑴𝑻𝑩𝑭
(𝑴𝑻𝑩𝑭+𝑴𝑻𝑻𝑹)
Utilizando la formula determinamos la disponibilidad del año 2019 Disponibilidad = 𝟑.𝟑𝟎
(𝟑.𝟑𝟎+𝟎.𝟓𝟐)= 𝟖𝟔. 𝟑𝟗%
Podemos observar que la disponibilidad del año 2019 no supera el 90%, lo se considera bajo, para lo cual debemos proponer un plan de mantenimiento.
Figura 4. 1. Disponibilidad 2019 Fuente: Elaboración propia
4.2. APLICACIÓN DEL AMEF EN EL SISTEMA DE CHANCADO
Para poder incrementar la disponibilidad en primera instancia se aplica la descripción de las funciones, la falla funcional, además del modo de falla y sus consecuencias de sus fallas.
Esta aplicación está relacionada con cada sub componente del chancado.
88 87
85 88
85 87
86 84
87 85
88 87
82 83 84 85 86 87 88 89
DISPONIBILIDAD
MESES
DISPONIBILIDAD 2019
4.2.1. Araña
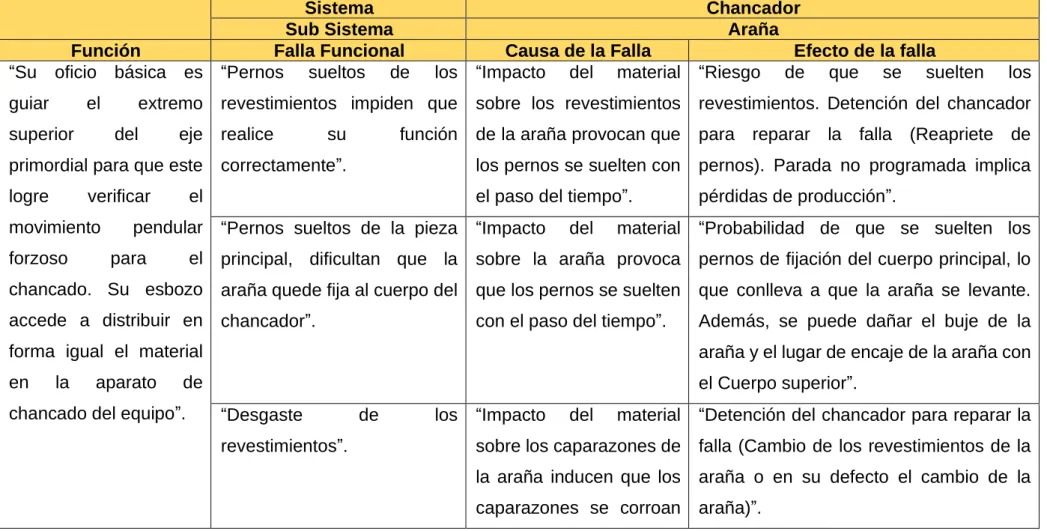
Tabla 4. 4. AMEF de Información del Sub Sistema Araña
Sistema Chancador
Sub Sistema Araña
Función Falla Funcional Causa de la Falla Efecto de la falla
“Su oficio básica es guiar el extremo
superior del eje primordial para que este
logre verificar el movimiento pendular forzoso para el chancado. Su esbozo accede a distribuir en forma igual el material en la aparato de chancado del equipo”.
“Pernos sueltos de los revestimientos impiden que realice su función correctamente”.
“Impacto del material sobre los revestimientos de la araña provocan que los pernos se suelten con el paso del tiempo”.
“Riesgo de que se suelten los revestimientos. Detención del chancador para reparar la falla (Reapriete de pernos). Parada no programada implica pérdidas de producción”.
“Pernos sueltos de la pieza principal, dificultan que la araña quede fija al cuerpo del chancador”.
“Impacto del material sobre la araña provoca que los pernos se suelten con el paso del tiempo”.
“Probabilidad de que se suelten los pernos de fijación del cuerpo principal, lo que conlleva a que la araña se levante.
Además, se puede dañar el buje de la araña y el lugar de encaje de la araña con el Cuerpo superior”.
“Desgaste de los revestimientos”.
“Impacto del material sobre los caparazones de la araña inducen que los caparazones se corroan
“Detención del chancador para reparar la falla (Cambio de los revestimientos de la araña o en su defecto el cambio de la araña)”.
al punto de perder funcionalidad”.
“Buje dañado o desgastado”. “Eje no alineado, ya que el poste trabaja cargado hacia un lado”.
“El buje se desgasta, ya que no cumple su función de apoyo para el eje de manera correcta. Esta pieza debe ser cambiada cuando se haga un cambio de la araña”.
Fuente: Elaboración Propia
Tabla 4. 5. AMEF de Decisiones del Sub Sistema Araña
Sistema Chancador
Sub Sistema Araña
Trabajo a realizar Frecuencia de trabajos Personal
“Inspección Visual luego de la instalación de la araña. Inspección pernos sueltos o cortados, reapriete o cámbielos”.
Después de 24 horas, luego a las 48 horas. 2 mecánicos de mantenimiento
“Inspección Visual.
Inspección pernos sueltos o cortados, reapriete o cambiar”.
Después de 24 horas, luego a las 48 horas. 2 mecánicos de mantenimiento
“Monitoreo mediante ultrasonido el espesor de los revestimientos.
Cada 3 meses 2 mecánicos de
mantenimiento
El espesor no debe ser inferior al 50% del espesor original”.
“El operador puede observar si existe filtración de grasa por encima del poste, si es así indica que el buje presenta problemas, se recomienda cambio.
Inspección en busca de desgaste o daño excesivo”.
“Inspección completa en mantención mensual.
Inspección diaria por parte del operador”.
Mecánicos de
mantenimiento / operador
Fuente: Elaboración Propia
4.2.2. Poste
Tabla 4. 6. AMEF de Información del Sub Sistema Poste
Sistema Chancador
Sub Sistema Poste
Función Falla Funcional Causa de la Falla Efecto de la falla
“Realizar el chancado de mineral por medio de la presión ejercida entre planchas de revestimiento”.
“Mal funcionamiento del eje, este no gira”.
Buje exterior pegado a la excéntrica.
Contra eje Cortado, Pernos o chaveta de corona dañadas.
Dificultades del Sistema eléctrico.
El eje deja de girar, se deja de machacar el material, el chancador se contiene. Se debe tomar medidas mediante la mantención para subsanar la falla.
Corte de energía o motor eléctrico no funciona.
Aprieto de material en la cámara de aplastamiento.
Limaduras de Hierro, en la aparato del chancador.
Se contiene el chancador. El eléctrico de turno debe examinar el origen de la detención, reparar y poner en marcha el motor.
El chancador queda estancado por algún material.
El chancador queda estancado por algún dispositivo, como son los dientes de las palas.
“Eje gira muy rápido, o con régimen excéntrico”.
“Buje interior se pega al poste”. “Se puede quemar el buje.
Detención del chancador. Daño severo”.
“Mantos sueltos superior o inferior”.
“Oscilación del manto en el centro del poste, causada por elongación del manto debido al duro trabajo en áreas localizadas”.
“Detención de la alimentación del chancador para realizar inspección visual del manto mientras se tritura la última parte de la carga. Si se confirma que los mantos están sueltos se debe detener el chancador”.
“Tuerca de ajuste suelta”. “Mala instalación en mantención.
Cordones de soldadura defectuosos”.
“Se libera de la tuerca, los mantos se consiguen soltar. La espera del chancador es necesario ya que si los mantos se destraban el poste girara al interior y los mantos despegados no realizaran la puesta de triturar el material”.
Sellos dañados Sellos dañados Sellos dañados
Fuente: Elaboración Propia
Tabla 4. 7. AMEF de Decisiones del Sub Sistema Poste
Sistema Chancador
Sub Sistema Poste
Trabajo a realizar Frecuencia de trabajos Personal
“Inspección y mantenimiento al sistema de lubricación”. Mensual 02 mecánicos de mantenimiento
“Inspección y mantenimiento al sistema de lubricación”. Mensual 03 mecánicos de mantenimiento
“Ningún mantenimiento preventivo”. Según condición 03 eléctricos de mantenimiento
“Limpie la cámara bajando el poste.
Reajuste el chancador y vuelva a arrancar.
Según condición Operador
Compruebe que el ajuste del chancador no sea menor al recomendado”.
“Remueva la obstrucción bajando el poste. Reajuste y vuelva a arrancar el chancador. Si no funciona, debido a que la obstrucción está muy atorada, despeje la cámara de chancado”.
Según condición Operador
“Inspección y mantenimiento al sistema de lubricación”. Semanal 02 mecánicos de mantenimiento
“Revisar el espacio entre la tuerca y la parte inferior de la araña, para determinar la cantidad de desgaste y ajuste del eje restante. Registre Observaciones”.
Según condición 02 mecánicos de mantenimiento
“Inspección en cada desarme, medir el Desgaste”.
Según condición 02 mecánicos de mantenimiento
Fuente: Elaboración Propia
4.2.3. Conjunto Eje piñón y Eje de extensión
Tabla 4. 8. AMEF de Información del Sub Sistema Ejes
Sistema Chancador
Sub Sistema Ejes
Función Falla Funcional Causa de la Falla Efecto de la falla
“Entregar el torque al excéntrico mediante un motor eléctrico”.
“Desgaste y daño en la jaula de los
rodamientos”.
➢ “Las vibraciones producto del movimiento del chancador producen la soltura mecánica y con esto el desgaste y daño de los rodamientos”.
➢ “Ruidos extraños, y aumento de temperatura. El chancador debe detenerse, para realizar el cambio de los rodamientos”.
Desgaste abrasivo ➢ “Filtros no retienen partículas contaminantes provenientes del medio”.
➢ “Contaminación del lubricante con partículas metálicas provenientes de una zona desgastada”.
➢ “Problemas en sellos y/o filtrado
➢ “Desgaste de los rodamientos, también puede provocar la degradación del lubricante. Se debe realizar cambio de aceite”.
➢ “Desgaste de los rodamientos, también puede provocar la degradación del lubricante. Se debe realizar cambio de aceite”.
del sistema de lubricación”. ➢ “Desgaste de los rodamientos, también puede provocar la degradación del lubricante. Se debe realizar cambio de aceite”.
Falla del acoplamiento ➢ “Material inchancable produce sobre exigencia de la excéntrica, conjunto eje piñón y eje de extensión”.
➢ “Falta de lubricación causada por la fuga de este producto del desgaste”.
➢ “Llenado deficiente de lubricante, un tapón que no fue puesto o un empaque dañado”.
➢ “Corte de eje o acoplamiento.
Posterior detención del equipo, finalmente pérdidas de producción”.
➢ “Al existir falta de lubricación, se produce un aumento de la temperatura. Los componentes se encuentran en contacto directo, fierro con fierro lo que termina en la falla de uno de los componentes”.
➢ “Lubricación deficiente produce un aumento de la temperatura. Los componentes se encuentran en contacto directo, fierro con fierro lo que termina en la falla de uno de los componentes”.
Fuente: Elaboración Propia
Tabla 4. 9. Decisiones del Sub Sistema Ejes (AMEF)
Sistema Chancador
Sub Sistema Ejes
Trabajo a realizar Frecuencia de trabajos Personal
“Realizar inspección.
Reparar según se requiera”.
Semanal mecánicos de mantenimiento
“Realizar inspección.
Reparar según se requiera”.
Semanal mecánicos de mantenimiento
“Realizar inspección.
Reparar según se requiera”.
Semanal mecánicos de mantenimiento
“Realizar inspección.
Reparar según se requiera”.
Semanal mecánicos de mantenimiento
“Observe la operación del contra eje y eje de extensión en busca de ruidos y vibraciones inusuales. Repare según se requiera”.
Según Condición mecánicos de mantenimiento
“Abrir y revisar mensual”. Mensual mecánicos de mantenimiento
“Abrir y revisar mensual”. Mensual mecánicos de mantenimiento
Fuente: Elaboración Propia
4.2.4. Excéntrica
Tabla 4. 10. Información del Sub Sistema Excéntrica (AMEF)
Sistema Chancador
Sub Sistema Excéntrica
Función Falla Funcional Causa de la Falla Efecto de la falla
Este conjunto está
encargado de producir el efecto giratorio del eje principal”.
“Atascamiento de la Excéntrica: Manto de trituración girará a la velocidad de la excéntrica”.
“Adhesion entre eje y el buje de la excéntrica”.
“No se podrá levantar ni bajar completamente con el cilindro de ajuste, aún con la cámara vacía. El motor sigue girando lo que puede terminar en el corte del acoplamiento o eje”.
“Buje quemado o quebrado: Aumento de desgaste en el buje”.
“Falta de lubricación, debido a Aceite sucio, filtro de aceite tapado, sello no funciona”.
“Genera hollín, se puede observar partículas de carbón en las muestras de aceite”.
“Ruido en el conjunto Piñón Corona. Desgaste excesivo en los dientes del piñón”.
“Espesor inadecuado de la empaquetadura entre el cuerpo inferior y la placa inferior, menor al juego del diseño”.
“Aumento de temperatura en puntos de contacto. Se revisa completo el equipo, Se realiza cambio de aceite”.
Fuente: Elaboración Propia
Tabla 4. 11. Decisiones del Sub Sistema Excéntrica (AMEF)
Sistema Chancador
Sub Sistema Excéntrica
Trabajo a realizar Frecuencia de trabajos Personal
“Inspección de lubricación. Inspeccionar las superficies internas y externas de la excéntrica, por desgaste y estiramiento excesivo. Medir el juego a 90°, este no debe ser mayor a 0,061”, de lo contrario cambiar excéntrica”.
Mensual Mecánicos de mantenimiento
“Revisar y Cambiar filtro en caso de ser necesario, controlar niveles de aceite.
Inspeccionar el Buje excéntrico interior por desgaste y estiramiento excesivo”.
Mensual Mecánicos de mantenimiento
“Mantenimiento predictivo. Realizar medición de
temperatura. Revisar la condición del engranaje cónico y su piñón, y los rodamientos del piñón en busca de desgaste excesivo”.
1 vez al día Mecánicos de mantenimiento
Fuente: Elaboración Propia
4.2.5. Cilindro Hidráulico
Tabla 4. 12. Información del Sub Sistema Cilindro Hidráulico (AMEF)
Sistema Chancador
Sub Sistema Cilindro Hidráulico
Función Falla Funcional Causa de la Falla Efecto de la falla
“Proporciona el movimiento vertical del eje principal, para propósito de ajuste y para liberar una obstrucción”.
Chancador no mantiene ajuste.
“Fuga de aceite, Valvula solenoide gotea, aire en el sistema, sello de
aceite Hydroset”. “Mala calidad de mineral, granulometría fuera del rango especificado”.
Fuente: Elaboración Propia
Tabla 4. 13. Decisiones del Sub Sistema Cilindro Hidráulico (AMEF)
Sistema Chancador
Sub Sistema Cilindro Hidráulico
Trabajo a realizar Frecuencia de trabajos Personal
“Revisar por condiciones inusuales como sonidos/olores/temperatura/vibración, repare según se requiera. Revisar nivel de aceite con un calibrador de vista.
Revise que la válvula no esté traqueteando ni con una
temperatura elevada. Revise
Semanal 2 mecánico s de mantenimiento
mangueras/cañerías/empaquetadura s/sellos/fittings por filtraciones. El anillo de desgaste ranurado ubicado en la parte superior del embolo no puede tener un desgaste mayor de 3[mm]. En caso contrario, debe cambiarse”.
Fuente: Elaboración Propia
4.2.6. Revestimiento
Tabla 4. 14. Información del Sub Sistema Revestimiento (AMEF)
Sistema Chancador
Sub Sistema Revestimiento
Función Falla Funcional Causa de la Falla Efecto de la falla
“Proteger las partes del chancador expuesta a desgaste debido al impacto y roce del mineral”.
“Desgaste revestimientos de la araña”.
“Impacto de mineral en las corazas de la araña”.
“Si la araña se ve afectada por el impacto directo del material, dejara de cumplir su función, lo que implicaría una detención del chancador”.
Desgaste de cóncavas. “Impacto de material y desgaste por trituración de material.
“Si el desgaste de la cóncava es muy severo, el material que impacta en ella puede comenzar a dañar el cuerpo del chancador”.