La fermentación en estado sólido es un proceso con el potencial de producir enzimas pectina a partir de desechos de naranja. La fermentación en estado sólido (FES) se basa en la inducción del desarrollo de hongos como Aspergillus spp. Colla et al., 2015) o Rhizopus oligosporus (Dulińskia et al., 2017) sobre un sustrato con bajo contenido de humedad.
Objetivos
General
Por otro lado, el uso de pectinasas puede constituir una estrategia para promover la extracción de compuestos bioactivos de diferentes matrices vegetales. En este sentido, debido a la estructura de la pared celular (celulosa, hemicelulosa y sustancias pécticas, principalmente) de frutas y verduras, su simple maceración o trituración no permite una buena extracción de nutrientes, compuestos bioactivos o bioproductos.
Específicos
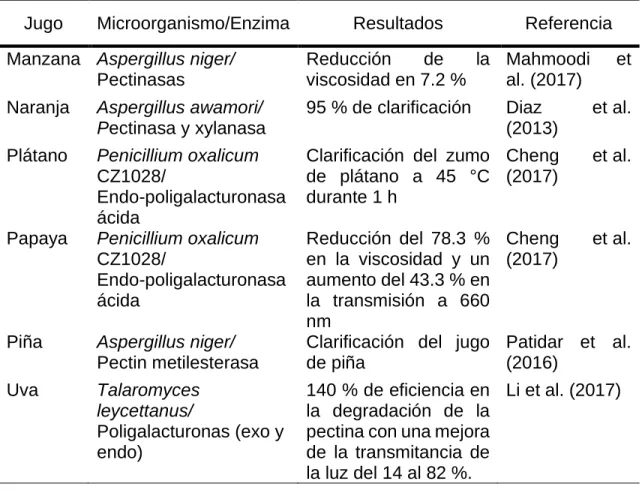
2 uso en procesos agroindustriales como clarificación de jugos de frutas y vino, fermentación de café y té, tratamiento de aguas residuales de la industria de jugos, desgomado en la industria papelera, entre otros (Khalil et al., 2020).
Hipótesis
Organización de la tesis
Literatura citada
REVISIÓN DE LITERATURA
Residuos agroindustriales
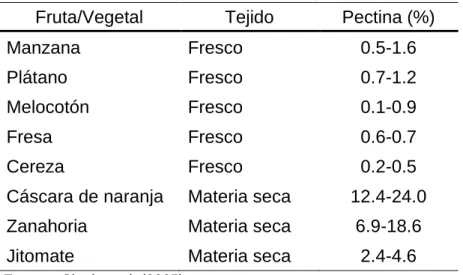
Residuos de naranja
En general, contienen pequeñas cantidades de lignina y proteínas, cantidades significativas de celulosa y hemicelulosa, e incluso cantidades mayores de pectina (Erukainure et al., 2016).

Pectina
- Clasificación de la pectina
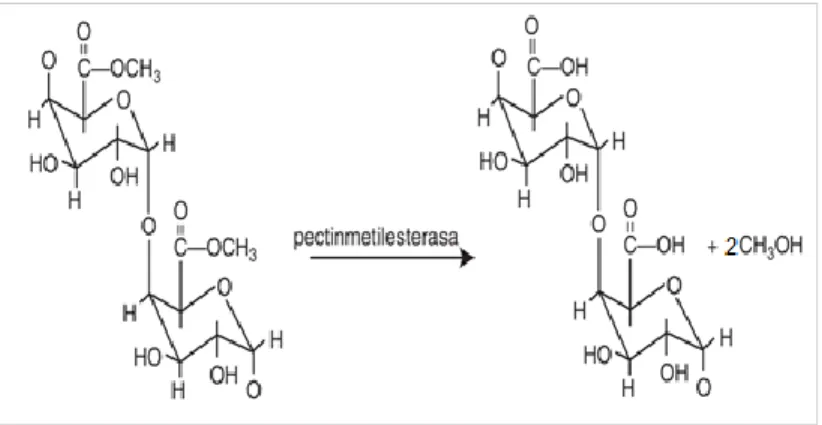
La región lisa, u homogalacturonano, consiste en un esqueleto de residuos de ácido D-galacturónico unidos por enlaces α (1→4), que pueden acetilarse en C-2 o C-3 o metilarse en C-6. La región rugosa o ramnogalacturonano I es un heteropolímero en el que los residuos de ácido D-galacturónico de la cadena principal están interrumpidos por residuos de L-ramnosa unidos por enlaces α (1→2) a los que se pueden unir largas cadenas de arabinano y galactano. C-4 (Figura 2).

Pectinasas
Aleatorio dentro de la matriz Aleatorio dentro de la matriz Terminal. Protopectinasas: tienen la función de convertir la protopectina del fruto inmaduro (pectina asociada a la celulosa) en pectina baja en metoxilo.
Pectinasas producidas por Aspergillus spp
Aplicación de las pectinasas
- Pectinasas ácidas
- Pectinasas alcalinas
Durante la maduración, las enzimas naturales de la fruta descomponen la pectina, lo que da como resultado un ablandamiento de los tejidos de la pared celular y una pectina más soluble (Cafall y 14 Mohnen, 2009). El proceso se puede aplicar para licuefacción y sacarificación de biomasa y aislamiento de protoplastos (Garg et al., 2016). c) Procesamiento del vino. La adición de pectinasas durante el estrujado de la uva aumenta el rendimiento del mosto y también acelera la liberación de antocianinas.
Después de la fermentación, la enzima se agrega al vino para aumentar su claridad y tasa de filtración (Garg et al., 2016). Se utilizan principalmente para el desgomado y el pretratamiento de aguas residuales de la industria de zumos de frutas. Las aguas residuales de la industria procesadora de cítricos contienen materiales pécticos que los microbios apenas degradan durante el tratamiento con lodos activados.
Métodos de producción de pectinasas
El desgomado biotecnológico utiliza pectinasas en combinación con xilanasas y representa una alternativa ecológica y económica al problema anterior (Rebello et al., 2017). b) Tratamiento de aguas residuales de cítricos (naranja). El pretratamiento de estas aguas residuales con enzimas pectinolíticas facilita la eliminación de materiales pécticos y la hace apta para la descomposición mediante el tratamiento de lodos activados (Jeilu y Abate, 2017). c) Industria del papel y de la celulosa. Durante la fabricación de papel, las pectinasas pueden despolimerizar las pectinas y posteriormente reducir la demanda catiónica de soluciones de pectina y filtrado del blanqueo con peróxido (Jeilu y Abate, 2017). d) Alimentos para animales.
Las pectinasas se utilizan en cócteles de enzimas utilizados en la producción de alimentos para animales, reduciendo la viscosidad del alimento, lo que aumenta la liberación y absorción de nutrientes, hidrolizando fibras biodegradables o liberando nutrientes que son bloqueados por ellas. se reduce la cantidad de lodos (Jeilu y Abate, 2017).
Fermentación en estado sólido (FES)
- Ventajas y desventajas de los procesos de fermentación sólido
- Sustratos utilizados en la FES
- Tipo de microorganismo empleados en FES
- Factores que afectan la FES
Por el contrario, un bajo contenido de humedad puede limitar la digestibilidad de los nutrientes, inhibiendo el desarrollo de microorganismos (Abu et al., 2017). Sin embargo, aunque un tamaño de partícula de sustrato grande proporciona una mejor eficiencia de aireación, puede limitar la superficie de unión de los microorganismos (Abu et al., 2017). La temperatura de fermentación depende del microorganismo con el que se esté trabajando; sin embargo, Hedges et al.
Durante la fermentación aeróbica se aporta oxígeno y se intercambia con dióxido de carbono y los microorganismos generan calor, provocando el aumento de la temperatura (Ortiz et al., 2016). El inóculo puede describirse como una preparación que contiene una gran cantidad de microorganismos viables que pueden agregarse para inducir los cambios deseados en el sustrato sólido (Visintin et al., 2017). 23 que la tasa de aireación tiene un efecto positivo sobre el crecimiento microbiano y la formación de productos (Oriol et al., 1988).

Separación y purificación de enzimas
24 En estas interacciones intervienen dos efectos bien conocidos: el efecto de hidrofobicidad de la fase y el efecto de salinidad. El efecto de hidrofobicidad de la fase está directamente relacionado con la identidad química de los componentes del sistema, así como con su concentración. Aunque los componentes de un sistema ATPE son en principio hidrófilos, su hidrofobicidad relativa variará ya que la fase superior (normalmente PEG) es hidrófoba, lo que favorece la partición de proteínas hidrófobas en esa fase específica.
En los sistemas de polímero-sal, la hidrofobicidad de la fase se puede variar cambiando el peso molecular del polímero y agregando sales como NaCl (concentración de hasta 10% (p/p)). En la mayoría de los casos, la partición de proteínas hidrofóbicas puede incluso aumentar en varios órdenes de magnitud, mientras que la partición de contaminantes no se ve afectada o prefiere una fase inferior (sal) en tales condiciones (Ying et al., 2017). Las interacciones electroquímicas también juegan un papel importante en el comportamiento de partición de las proteínas.
Literatura citada
Production of pectinases from solid-state fermentation of a mixture of citrus waste and sugarcane bagasse in a pilot-scale packed-bed bioreactor. Developments in solid-state fermentation for the production of biomass-degrading enzymes for the bioenergy sector. Production and characterization of endo-polygalacturonase from Aspergillus niger in solid state fermentation in double surface bioreactor.
Biodiesel synthesis directly catalyzed by the fermented solid of Burkholderia cenocepacia via solid state fermentation. Water and water activity in the solid state fermentation of cassava starch by Aspergillus niger. -waste and inert materials as support for the production of biosurfactants by solid-state fermentation.
CARACTERIZACIÓN DE ENZIMAS PRODUCIDAS A PARTIR DE
Resumen
Solid-state fermentation (SSF) is a process based on microbial growth in a low-moisture substrate that has the potential to benefit from agricultural and agro-industrial waste and produce bio-products such as proteins and enzymes. The objective of the work was to evaluate the kinetic properties of enzymes produced by solid state fermentation based on the growth of Aspergillus niger fungi. The two-phase aqueous extraction (ATPE) method was applied based on polyethylene glycol 6000 and ammonium sulfate in concentrations of 24.5 and 15.8%, respectively, and distilled water/phosphate buffer pH 6.9 as solvents, from which obtained whose two-phase systems were evaluated in terms of protein content.
Fermentation time did not affect protein production, which averaged 15.34 mg mL-1 in the upper phase of ATPE systems and 1.74 mg mL-1 in their lower phase. However, the enzyme activity was higher in the lower phase (39.72 U) than in the upper phase (35.38 U), without the influence of the processing time. Key words: Aspergillus niger, solid fermentation, orange waste, pectinases, two-phase aqueous extraction, kinetic characterization.
Introducción
Materiales y métodos
- Material vegetal
- Cepa fúngica
- Fermentación en estado sólido (FES) en reactores de columna
- Extracción de enzimas mediante sistema ATPE
- Determinación de contenido de proteína
- Determinación de actividad pectinasa
- Efecto del pH sobre la actividad pectinasa
- Efecto de la temperatura sobre la actividad pectinasa
- Estimación de la energía de activación (Ea)
- Efecto de la concentración del sustrato sobre la actividad
- Estimación de los parámetros cinéticos K m y v máx
- Diseño y análisis estadístico
Se mezclaron 3 g de sustrato con 30 ml de agua destilada y se midió el pH (AOAC, 2004) utilizando un potenciómetro (CONDUCTRONIC, pH120, México). Se mezcló una muestra de 500 mg de pectina seca con 2 ml de etanol y 100 ml de agua destilada. Se añadió 1 ml de muestra a un tubo de ensayo, luego se añadió 1 ml de solución de CTC, se agitó y se dejó reposar a temperatura ambiente durante 10 minutos.
Se añadieron 0,5 ml de Folin Ciocalteu (Sigma, Co., Alemania) diluidos a 0,3 N y la reacción se desarrolló durante 30 min en la oscuridad a temperatura ambiente. El reactivo DNS se preparó disolviendo NaOH en 200 ml de agua destilada y añadiendo lentamente tartrato de sodio y potasio mientras se agitaba constantemente. La actividad enzimática se determinó en la fase superior del sistema ATPE, que corresponde a 48 h de fermentación.
Resultados y discusión
- Caracterización fisicoquímica del sustrato fermentado
- Extracción de enzimas mediante sistema ATPE
- Contenido de proteína
- Actividad pectinasa
- Efecto del pH sobre la actividad pectinasa
- Efecto de la temperatura sobre la actividad pectinasa
- Energía de activación (E a )
- Efecto de la concentración del sustrato sobre la actividad
- Parámetros cinéticos K m y V máx
La determinación de la actividad enzimática en las fases del sistema de extracción mostró un comportamiento opuesto al observado en la cuantificación de proteínas. La concentración de iones de hidrógeno afecta la eficiencia de las enzimas para catalizar reacciones, ya que valores de pH extremadamente altos o bajos pueden cambiar la estructura de las proteínas, dando como resultado una desnaturalización parcial o completa y, por lo tanto, una pérdida de actividad para la mayoría de las enzimas (Dalagnol et al. ., 2017). 51 da como resultado un pH óptimo para la actividad de cada una de las isoformas (Ninga et al., 2017).
El efecto de la temperatura sobre la actividad enzimática se evaluó en un rango de 30 a 55 °C (Figura 14). La temperatura óptima puede variar dependiendo de las especies utilizadas para producir las enzimas, como Alagöz et al. 2016) reportaron una temperatura óptima de 35 °C para las pectinasas producidas por Aspergillus aculeatus. Efecto de la concentración del sustrato sobre la actividad pectinasa Las pruebas se realizaron utilizando diferentes concentraciones de sustrato (Figura Las pruebas se realizaron con diferentes concentraciones de sustrato (Figura 15), a pH 6 y 35 °C.

Conclusiones
Los parámetros cinéticos aparentes, definidos por la constante de Michaelis-Menten (Km) y la velocidad máxima de reacción (vmax), se determinaron mediante el modelo de Eadie-Hofstee, obteniendo valores de 9x10-5 mM y 0.0461 mM min-1, respectivamente. La mayoría de las enzimas pécticas, producidas por hongos filamentosos, presentan cinéticas de tipo Michaelis-Menten y tienen alta afinidad por la pectina, como lo reportan Dushyantha et al.
Literatura citada
Effect of forced aeration and packing density on ellagitanase production by solid state fermentation. Characterization of pectinase from Bacillus subtilis strain Btk 27 and its potential application in coffee mucilage removal. Production, purification and immobilization of pectinase from Aspergillus ibericus on functionalized nanoporous activated carbon (FNAC) and its application in the treatment of pectin-containing wastewater.
Production of grape waste extracts with improved antioxidant and prebiotic activities by solid fermentation by Aspergillus niger and Aspergillus oryzae. Effect of degree of maturity on the physical and chemical properties of helmet pectins of guava (Psidium guajava L.). Enzymatic extraction of pectin from passion fruit peel (Passiflora Edulis F. Flavicarpa) at laboratory and bench scale.
CONCLUSIONES GENERALES