El trabajo actual se centrará en la optimización de la eficiencia de molienda a través de un diseño óptimo de los revestimientos (coatings), ya que son el vínculo entre la máquina y el mineral [7]; es decir, los revestimientos son los encargados de levantar la carga (minerales y medios de molienda). Se utilizó el software MillTraj, que predice la trayectoria de la junta comparando las diferentes geometrías de los revestimientos.
MARCO TEÓRICO
Procesamiento de minerales
Conminución
- Descripción del proceso
- Etapas de conminución
- Mecanismos de conminución
- Teorías de conminución
Este mecanismo consiste en aplicar energía a un ritmo elevado para que el mineral reciba más energía de la que necesita para fracturarse. Esta es la segunda ley de fragmentación, que establece: "La energía necesaria para producir cambios análogos en el tamaño de cuerpos geométricamente similares es proporcional al volumen de esos cuerpos".
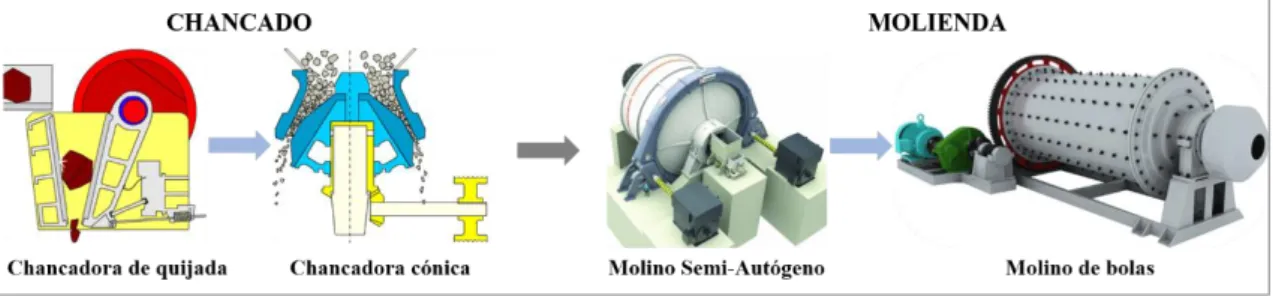
Molienda
Entonces podemos concluir que la energía de cada partícula consumida es proporcional a la diferencia en la raíz cuadrada del área antes y después de la reducción. En consecuencia, la energía requerida por un mineral para reducir su tamaño está relacionada con su distribución de fracturas.

Molino semi autógeno
- Definición
- Características del molino semi-autógeno
- Eficiencia energética del molino SAG
Este porcentaje depende del tipo de molino y de los valores de operación, pero teóricamente oscila entre el 70 y el 80% de la velocidad de rotación [25]. Para lograr que el comportamiento de la carga interna del molino sea el adecuado, podemos cambiar las condiciones de su funcionamiento, como el diámetro de molienda, el tamaño de las partículas de alimentación, la velocidad de rotación del molino, la carga total de el molino. molino, disposición del ascensor, número de revestimientos, etc.

Revestimientos de un molino semi-autógeno
- Aspectos de diseño y funcionamiento
- Tipos de forros
- Variables de diseño
- Perfiles geométricos
Gran parte de este resultado se debió a simulaciones que permitieron visualizar el comportamiento de la carga bajo ciertas condiciones operativas [33]. La interacción correcta entre los revestimientos y la carga es fundamental para un buen rendimiento del molino. El diseño de este se basa principalmente en la experiencia operativa, por lo que es posible generar diversas combinaciones de alturas, espaciamientos y ángulos de elevación, por lo que al realizar estas modificaciones en la geometría del revestimiento (Figura 1.16), el comportamiento de la carga variará. tener variaciones.
El primero está directamente relacionado con la relación de espaciamiento y altura del revestimiento (relación espaciamiento a altura (S/H)), este tipo de perfil nos permite tener una geometría suficiente para evitar el empaquetamiento de la carga y a su vez permite el desgaste. . actuar apropiadamente; sin embargo, depende demasiado de la velocidad de rotación del molino. La soldadura también se proyectará sobre los revestimientos (esto no es deseable) y no sobre el pie de soldadura (trayectoria ideal), como resultado, los medios de molienda serán más propensos a romperse y desgastarse más rápido, habrá pérdida de energía y La eficiencia de molienda disminuirá [13]. A continuación, la figura 1.18 presenta algunos de los perfiles utilizados.

Trayectoria de la carga
- Tipos de comportamiento de carga
- Descripción de la trayectoria
- Descripción del espectro de energía
Desde hace muchos años, el diseño y fabricación de perfiles de revestimiento viene generado por la experiencia. El movimiento de la carga se produce por la rotación del molino y por la acción de las camisas. La resistencia al desgaste depende de la elección del material de fabricación, la elección del tamaño (depende de la dureza de los minerales) y la forma son aspectos que afectan la eficiencia del molino, cuanto mayor sea el medio de molienda, más requerirá el molino.
Además, como ya se mencionó, este perfil realiza la acción de elevar la carga hasta una determinada altura (dependiendo de la velocidad de rotación y el ángulo del elevador), lo que genera un impacto sobre la carga o por el contrario sobre los revestimientos. [10]. En consecuencia, se infiere que no todas las energías que generan los choques provocan la rotura de las partículas, ya que un cierto porcentaje de esta energía (impactos de baja intensidad) se pierde al superar la fricción entre partículas. Este análisis permite comprender cualitativamente la influencia de las condiciones de operación y el perfil del revestimiento y cuantificar la distribución de energía en las diferentes zonas de la turbina.

Método de elementos discretos (DEM)
- Descripción del método DEM
- Parámetros de simulación
Normalmente, estos solapamientos deberían promediar entre el 0,1 y el 0,5% del diámetro de las partículas. Donde: 𝐸 es el módulo de Young del material, 𝐺 es el módulo de corte, 𝑅 es el radio de la partícula, 𝜀 es el coeficiente de restitución y 𝑚 es la masa de la partícula. El cálculo de la potencia viene dado por la Ecuación 4, donde N es la velocidad de rotación.
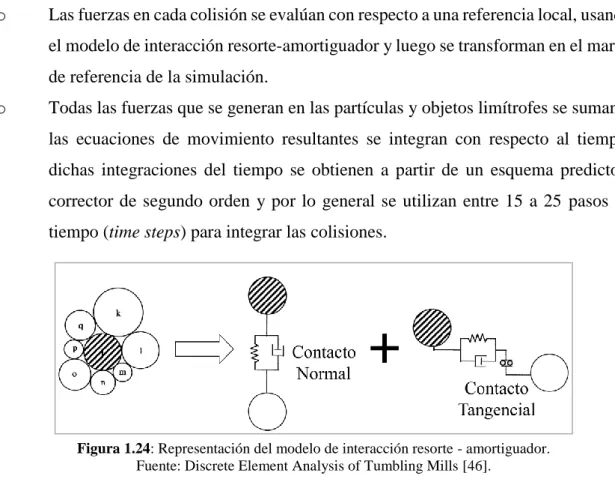
Estas colisiones se pueden calcular mediante la ley de contacto (con componentes normales y tangenciales). Sin embargo, la rigidez tangencial (𝐾𝑡) se determina teóricamente mediante la teoría de contacto de Hertz, que asigna un valor que varía entre 2/3 y 1 de 𝐾𝑛. Depende del tamaño, la forma y la velocidad de colisión entre los cuerpos, por lo que este valor es igual a la relación de la velocidad relativa de.
Software Rocky-DEM
La primera es la resistencia que debe superar la partícula para poner en movimiento otra partícula. La fricción dinámica es una fuerza que se considera constante y se opone al movimiento una vez que ha comenzado.
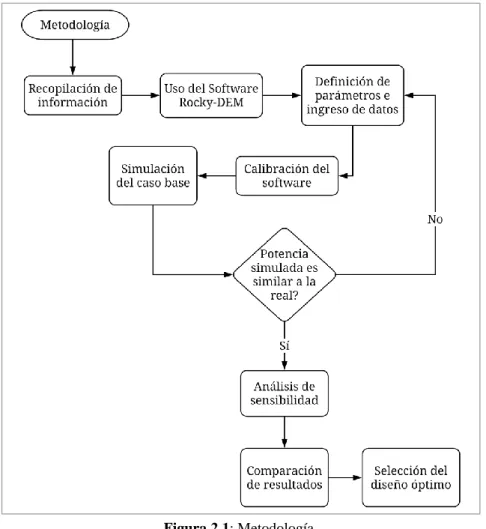
METODOLOGÍA
- Recolección de información
- Uso del Software Rocky-DEM
- Definición de parámetros e ingreso de datos de simulación
- Simulación del caso real
- Calibración del software
- Diseño actual
- Análisis de sensibilidad
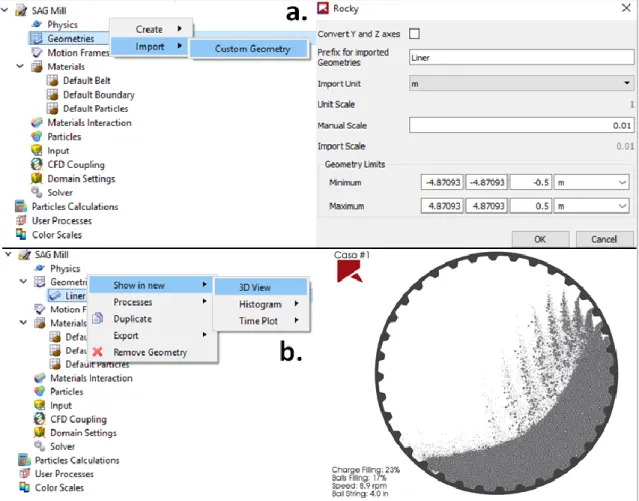
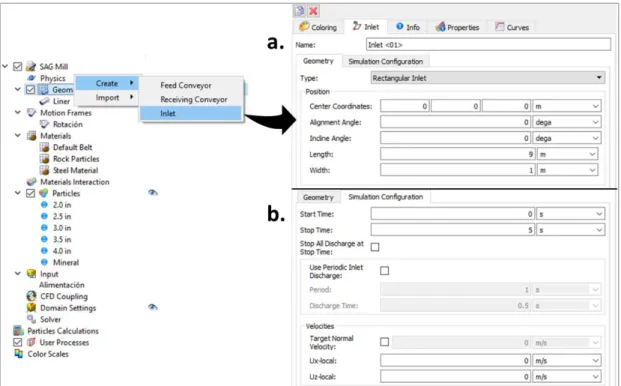
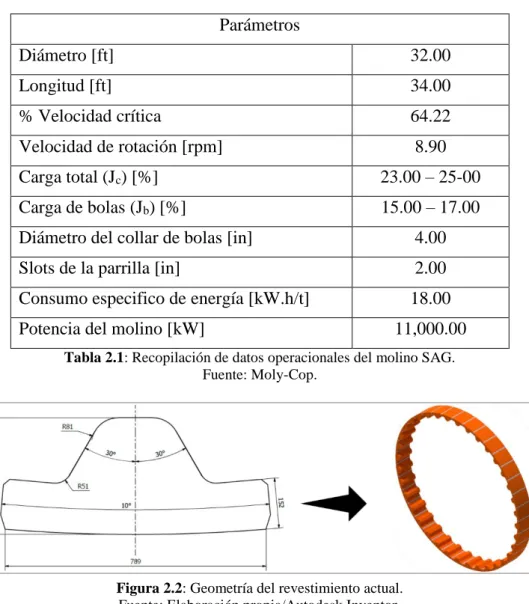
Los datos de la Tabla 2.1 y la Figura 2.2 se ingresaron en el software Rocky-DEM para simular las condiciones actuales y obtener la geometría del pavimento adecuada. Para realizar la simulación con Rocky-DEM, se creó un archivo CAD con la geometría actual del pavimento utilizando Autodesk Inventor (Figura 2.2). Luego se creó una entrada (Figura 2.6); esta es la geometría a través de la cual el mineral y la molienda se introducirán en la sección del molino.
Energía espectral de la partícula (Particle Energy Spectra) Número de puntos (Número de puntos) 20 Min. Para la definición del número de partículas que contendrá el molino se utilizaron los valores de carga y llenado de bolas de la Tabla 2.1. En la Tabla 2.9 nos muestra el tonelaje por hora del collar de bolas utilizado en la simulación de la sección de un metro del molino.
RESULTADOS
Simulación del caso base
Los valores de la figura 3.5 se muestran explícitamente en la tabla 3.2 donde podemos percibir que las partes A, B, C y H, que son las áreas. Como se ve en la tabla 3.2 y figura 3.6, las secciones A y B son las que tienen mayor porcentaje de energía, debido a que tienen un mayor volumen de partículas que están en constante interacción en comparación con las otras áreas 6. En la figura 3.7, el molino La sección se divide en 8 secciones (de la misma forma que se hizo con la distribución de energía), donde se ven las fuerzas normales y tangenciales generadas en los 8 sectores.
Como se puede observar en la Figura 3.8, las regiones A, B, C y H son las que generan mayor interacción entre partículas y recubrimientos; sin embargo, en las 4 zonas restantes, las fuerzas normales son casi nulas porque las partículas están en el aire y las interacciones son raras. Además, como se puede ver en la Figura 3.8, los sectores A, B y C son los que contienen una mayor cantidad de partículas que crean una mayor cantidad de contactos normales partícula a partícula y partícula a recubrimiento. La Figura 3.9 muestra que los sectores A, B, C y H, al igual que las fuerzas normales (Figura 3.8), crean contactos entre partículas por abrasión y corte, permitiendo que el mineral sea triturado.
Análisis de sensibilidad
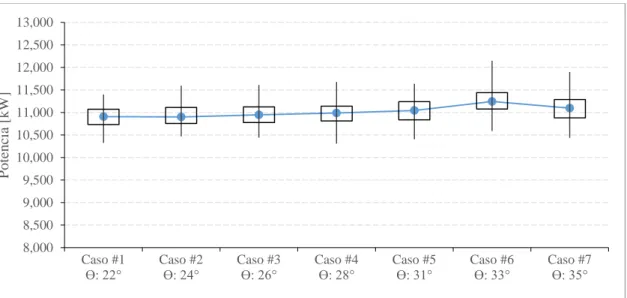
La Figura 3.11 muestra la comparación entre los casos de variación del ángulo de elevación. En la Tabla 3.4 y Figura 3.12 se muestra la comparación de la distribución de energía generada por la variación del ángulo de ataque para cada una de las 8 secciones. En la figura 3.14 se puede observar que no existe una variación significativa en las fuerzas que se ejercen
De manera similar, como se puede ver en la Figura 3-16, cuanto mayor es la altura del revestimiento, mayor es la energía generada. Como puede ver en la Figura 3-19, la energía consumida por el molino aumenta a medida que disminuye el número de recubrimientos. Por otro lado, en la Tabla 3.5 se muestra que en las zonas D, E y F no hay variación de energía al cambiar el número de recubrimientos.
Selección del diseño óptimo
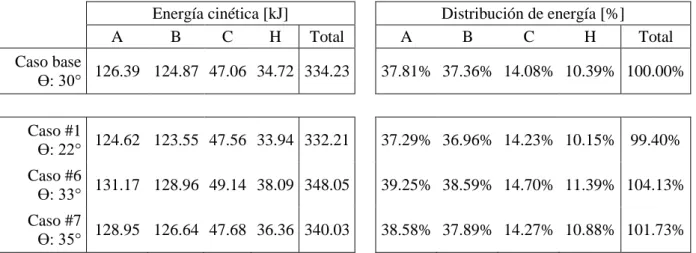
De igual forma, esta tabla presenta una comparación de porcentajes de energía con respecto a la energía total del caso base, es decir, los porcentajes de cada sección para cada caso se obtuvieron de la energía total del caso base, que es 334.23 kJ. Se encontró que aumentar el ángulo y la altura del revestimiento aumentaba la energía en los tres casos seleccionados. Esta selección se puede comprobar con los porcentajes de distribución de energía, que tienen la misma lógica de comparación que la variable anterior.
El mejor de los casos observados fue el caso no. 12, que logró un aumento del 4,95% en energía. La Tabla 3.9 muestra la variación de energía del perfil de revestimiento propuesto con un ángulo de 35° y una altura de 250 mm con una diferencia en el número de revestimientos. La Tabla 3.9 muestra el aumento de energía en comparación con el caso base, observando un aumento de energía para el caso óptimo del 5,26%.
Comparación de geometría óptima del revestimiento con el diseño base
Asimismo, se aproximó la distancia de impacto de la trayectoria de las partículas del collar de la bola hacia el revestimiento y/o casquillos, siendo el valor de distancia del caso base 2.45 metros y el caso propuesto 2.5 m, en la Figura 3.25 se muestra la ubicación del punto de partida. Se muestra la zona de las partículas, carga en el pie y ángulo de reposo, donde se observa que la zona de inicio en el caso propuesto muestra una variación en su posición respecto al caso base. , Esto es porque. Por otro lado, en el apartado G se puede observar como la energía en esta zona, con el revestimiento actual, disminuye al implementar la geometría del revestimiento propuesto, esto se debe a la disminución de la carga durante el vuelo.
La Figura 3.32 describe la predicción del comportamiento de fractura de la granulometría del mineral, donde la línea de consumo de energía específica describe que a 18.0 kW.h/t los minerales comienzan a romperse. En la Tabla 3.11 se muestra la comparación de la potencia [W] con el peso del mineral procesado [kg] que consume y utiliza la potencia total simulada. Guzmán Rivera, “El efecto de la trayectoria de carga del molino en la eficiencia de la molienda”.


![Figura 1.11: Ratio de espaciamiento [A] / altura [B] del revestimiento Fuente Meaders and Macpherson](https://thumb-us.123doks.com/thumbv2/123dok_es/12315278.0/31.892.200.691.721.1017/figura-ratio-espaciamiento-altura-revestimiento-fuente-meaders-macpherson.webp)