34;DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE CONTROL ESTADÍSTICO DE PROCESOS EN ÁREAS DE HORNOS Y Jose A Rodríguez Quiero expresar mi más sincero agradecimiento por todo su valioso apoyo y ayuda en mi vida profesional, aprendí mucho de ustedes, gracias.
PROLOGO
Fundamentos Teóric· os
- DEFINICIÓN DE CONCEPTOS
- MARCO CONCEPTUAL
- Control Estadrstico de Procesos
- OBJETIVO DEL PROYECTO
Se definen como parte de la especificación de un componente o material, proceso de ensamblaje o ensamblaje de un vehículo. El proceso está fuera de control, pero se acepta el 100% del producto y se rechaza parte de la producción.
Metodología para la selección de las para la selección de las
- ALCANCE DE LA METODOLOG[A
- FASES DE LA METODOLOG(A
La metodología consta de seis fases que involucran desde el conocimiento del proceso hasta la selección de las variables objetivo. Objetivo: Enumerar las características preliminares del proceso que, al ser controladas, generan un efecto positivo en la característica de calidad.
MODELOP
Conducción del E.P.H.P
Interpretación de Resultad
La eficacia de la planificación de la calidad sólo puede juzgarse sobre la base del comportamiento actual del proceso de producción. La capacidad del proceso es la capacidad de un proceso estable para cumplir con los requisitos técnicos. Cuando el proceso a utilizar para fabricar el nuevo producto ya esté en producción, los datos de las cartas de control utilizadas deben servir para completar los requisitos del estudio de capacidad del proceso inicial.
Aunque un estudio inicial de competencia del proceso puede proporcionar sólo información limitada sobre la estabilidad, tiene un uso diagnóstico significativo y es un requisito para un análisis de competencia adecuado. Combine análisis estadístico con hojas de eventos, conocimiento de procesos y sentido común para comprender las implicaciones de comportamiento de la ejecución de la prueba. Las pautas y requisitos acordados son que una extensión estimada de 6 u 8 desviaciones estándar del proceso esté dentro de la tolerancia.
Cualquier variación en los insumos del proceso más allá de los reflejados en el estudio probablemente dará como resultado la producción de productos fuera de especificación. Interpretación: Esta condición implica que el proceso puede producir productos que cumplan con las especificaciones, suponiendo que la variación en los insumos del proceso no exceda la experimentada durante el estudio. La evaluación objetiva de la trabajabilidad a largo plazo debe verificarse mediante un estudio de trabajabilidad después de que se haya demostrado el control estadístico.
Diseño del Sistema de
APLICACIÓN DE LA METODOLOGfA PARA LA SELECCIÓN DE LAS VARIABLES OBJETIVO
Como se mencionó anteriormente, La Industria del Vidrio se dedica a la fabricación de vidrio plano en todas sus dimensiones, perfiles y colores para el mercado automotriz, doméstico y de la construcción. Es el resultado de la fusión y enfriamiento de una mezcla de óxidos, cuyo componente principal es la sílice o arena de sílice. Otras propiedades: No es conductor eléctrico, es resistente a cambios de temperatura y otros riesgos de exposición a la intemperie, tiene estabilidad dimensional, estabilidad dimensional, transparencia, transparencia u opacidad, superficies lisas y una amplia gama de colores permanentes. .
A continuación se muestra una lista de características que se aplicarán a los compradores de la industria automotriz en este caso. Estas características de calidad deben mantenerse en las especificaciones del cliente de forma que se demuestre que existe control sobre las mismas, así como la reducción de la variabilidad en los procesos que nos lleven a mejorarlas. La siguiente etapa de la metodología es exactamente cómo le demostraremos al cliente que tenemos estas características bajo control; generalmente debemos evitarlos antes de identificarlos al final de la línea.
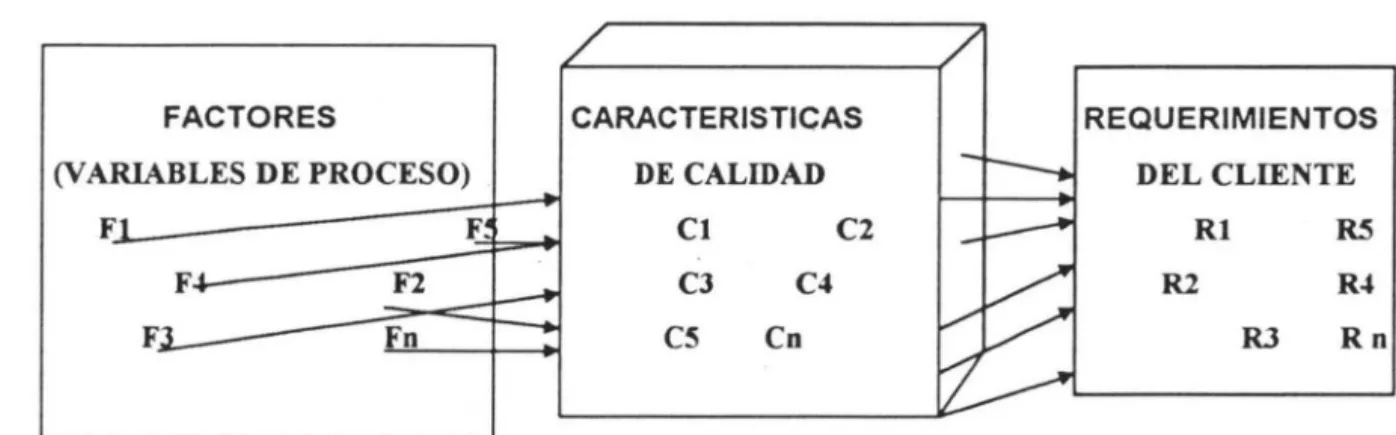
En este paso, uno de los objetivos principales es determinar qué variables o características del proceso afectan cada una de las características del producto definidas anteriormente, y a partir de ahí establecer una relación estadística para confirmar los efectos que una tiene sobre la otra. Un método útil para validar estas variables es el modelo de regresión, que nos ayuda a confirmar la relación estadística de una variable con otra y analizar su comportamiento. En este proceso se seleccionaron variables que ya han sido confirmadas estadísticamente y se determinaron cuáles se deben controlar y cuáles no, la selección de variables se realizó de acuerdo a los pasos anteriores de la metodología y el resultado es:
APLICACIÓN DEL MODELO
INSTRUCCIONES PARA EL REGISTRO DE DATOS DEL ESTUDIO INICIAL EN LOS GRÁFICOS DE CONTROL EN EL ÁREA DEL HORNO. Propósito: Registrar los datos de las variables asignadas en los formatos de gráficos de control. Esta concentración de formatos será almacenada en el área de documentos de la sala de control de la cámara, donde cada hora se registrarán los datos de las variables mencionadas anteriormente; este contendrá los datos numéricos de cada uno de ellos a lo largo del tiempo.
2.- Registre en el espacio de fecha, el día en que se toma el dato 3.- Registre el turno en el que se encuentra actualmente (día, tarde o noche) 4.- Registre la hora a la que se tomará cada dato (como Ejemplo muestra) 5.- El responsable de registrar los datos llena el espacio indicado cada hora. INSTRUCCIONES PARA REGISTRAR LOS DATOS DEL ESTUDIO INICIAL EN EL CUADRO DE CONTROL DEL ÁREA DE LA SALA. Objetivo: Registrar los datos de determinadas variables en formatos de gráficos de control.
Esta concentración de formatos se almacenará en el área de documentos de la sala de control de cámaras, donde cada media hora se registrarán los datos de las variables antes mencionadas; este contendrá los datos numéricos de cada uno de ellos a lo largo del tiempo. 2.- Registre en el campo de fecha el día en que se tomó el dato 3.- Registre el turno en el que se encuentra actualmente (día, tarde o noche) 4.- Registre la hora en que se tomará cada dato (como se muestra en el ejemplo) 5.- El responsable del registro de datos llena el espacio provisto cada hora. muestra en la columna 1 fila 1 los datos correspondientes a esta hora, 1,2 es la hora siguiente y así sucesivamente hasta haber recopilado 100 datos. Los datos obtenidos en el estudio de capacidad inicial del proceso se muestran en las siguientes páginas, se mostrarán los datos obtenidos en la ejecución inicial (100) así como su gráfico de control, histograma y capacidad inicial.
ESTUDIO INICIAL PARA LA VARIABLE
ESPESOR
SIZE
TEMPERATURA MS
TEMPERATURA C4
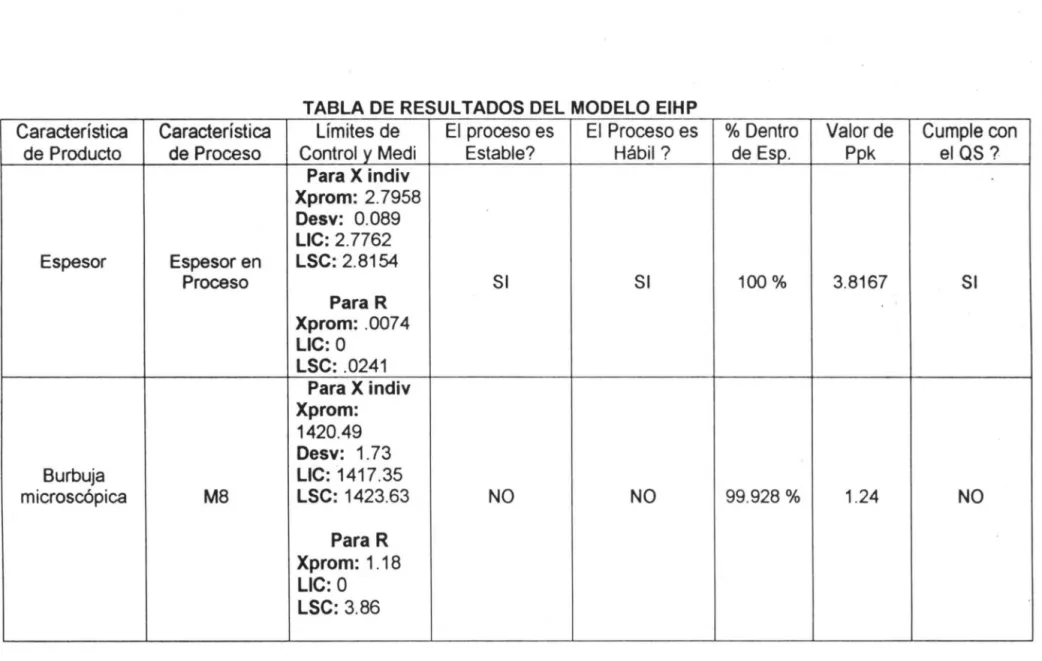
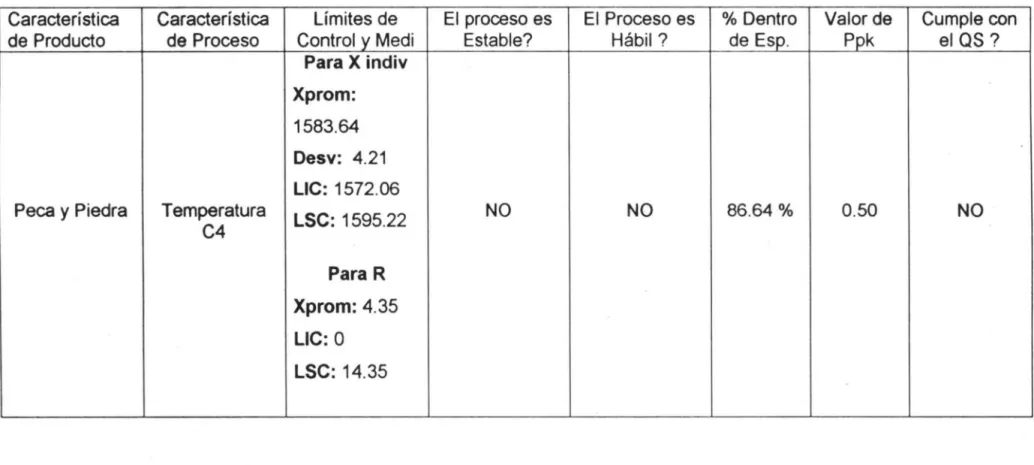
RESULTADOS DEL DISEÑO DEL SISTEMA DE CONTROL EST ADfSTICO DE PROCESOS
Uno de ellos, y quizás el más importante, son los límites de control, que se mantienen. ¿Cuánto porcentaje? Todas estas incógnitas fueron respondidas aplicando el modelo basado en el mismo. Característica Los límites característicos del proceso son que el proceso esté dentro de un control estable y que la medición sea consistente con el valor del producto del proceso.
Característica Los límites característicos del proceso son El proceso es % Dentro del valor del proceso El producto se ajusta a un control y medición estables.
Implantación del
CONOCIMIENTO DEL SISTEMA DE CEP ( BAILEY INFI 90)
A través del sistema, este software registra digitalmente los datos de las variables conectadas a un puerto por donde transmite la señal del instrumento de medición. Desde aquí los datos se adquieren con una determinada frecuencia, alimentados por el operador. Esto requiere una configuración de las variables que desea incluir en el software. Por ejemplo, aquí en este paso se ingresan datos generales del gráfico, como nombre de la variable, área, proceso, etc. 34;tasa de muestreo•, que se utiliza para identificar la tasa de muestreo, que en el caso de variables se describe en Capítulo IV.
Límites de control: En este paso se deben incluir los límites de control de la variable seleccionada, esto nos devuelve la desviación automáticamente. En el caso de este proyecto se utilizaron gráficas de medición individuales (X.MR) para la implementación de las variables seleccionadas en el capítulo 11 y con base en los resultados del capítulo IV, donde se fijaron los límites encontrados y se configuró la frecuencia. límites de especificación y todos los datos necesarios para el correcto funcionamiento de las gráficas. Como se mencionó, existe una pantalla de 32 pulgadas, instalada en el área de cámaras, exclusivamente para el análisis de gráficos de control.
Para este tipo de situaciones, el sistema tiene la posibilidad de ingresar reglas estadísticas para disparar una alarma si se cumple alguno de los puntos descritos en los incisos; esto se especifica en la configuración del sistema. El funcionamiento de la alarma consiste en que, simplemente cumpliendo una o varias de las reglas, se activa una señal enviada a una potente bocina conectada al mismo sistema. Esta bocina emite diferentes sonidos según la variable. De esta forma se tiene un mayor control sobre cada una de las variables que se quieren comprobar, facilitando al técnico su trabajo e interpretación.
PLAN DE ACCIONES CORRECTIVAS Y PREVENTIVAS
TIPO DE PROBLEMA POSIBLES CAUSAS DE ACCIÓN Por encima del punto de fusión • Temperatura alta Reduzca el acelerador donde se observe el límite de control superior y/o. Fatiga del operador • Realice una verificación general del rendimiento Intervalos • Falla del detector • Verifique y calibre. TIPO DE PROBLEMA POSIBLES CAUSAS DE ACCIÓN Uno o más puntos afuera • Cambios en • Ajuste el acelerador, el control de nivel inferior del vidrio limita la llama externa si está presente.
Fatiga del operador • Realizar una verificación de operación general Intervalos • Cambios de turno • Realizar una verificación. Fatiga general del operador Puntos superiores o inferiores • Fatiga del operador • Inspección general en. TIPO DE PROBLEMA POSIBLES CAUSAS ACCIÓN Uno o más puntos • Cambios en • Ajuste la velocidad de los límites de control de velocidad según.
Fatiga del operador • Realice una verificación general de la operación. Intervalos • Cambios de turno • Realizar una verificación. La creación de la metodología y el modelo, utilizando herramientas de Ingeniería de Sistemas, facilitó su puesta en práctica. En el momento de la implementación, una de las cosas más difíciles que encontré fue convencer a la gente de implementar el control estadístico. Les costaba entender cuál era la esencia principal de la misma, pero una vez que la encontraban, la utilidad de cualquier herramienta era sacar el máximo provecho de todas sus aplicaciones. Por lo tanto, es muy importante a la hora de implementar cualquier técnica que siempre te fijes un objetivo y no partas de ahí.
BIBLIOGRAFIA
ANEXOS
M8 VS BURBUJA