MODELO DE UNIDAD DE COQUIZACIÓN RETARDADA DE REFINERÍA DE AMUAY MÉTODO DE CALIDAD DE ANODO. En consecuencia, es deseable determinar el desempeño de la unidad de coquización retardada de la refinería de Amuay (CRAY), que opera en el modo de producción de coque anódico, al procesar mezclas no convencionales de corrientes de lodos provenientes de las unidades flexicoquer (FKAY), craqueo catalítico ( DCAY) y corrientes de extracto lubricante de la unidad de extracción de aromáticos (PTAY-1/2).
DESCRIPCIÓN DE LA EMPRESA
- Petróleos de Venezuela S.A
- Misión de PDVSA
- Visión de PDVSA
- Valores de PDVSA
- Centro de Refinación Paraguaná
El Centro de Refinación de Paraguaná (CRP), el complejo refinador más grande del mundo, tiene su origen en la estructura organizacional adoptada por PDVSA en 1998, cuando fusionó sus antiguas filiales por actividad: LAGOVEN S.A., MARAVEN y CORPOVEN. El centro de refinería se encuentra ubicado en la región occidental de Venezuela y se ubica al oeste de la Península de Paraguaná, Estado Falcón, en la costa norte de Venezuela.
MARCO TEÓRICO
Operaciones de Transferencia de Masa
- Destilación
- Absorción de Gases
- Extracción Líquido-Líquido
- Equipos para Transferencia de Masa
- Torres de Platos
- Torres Empacadas
La extracción líquido-líquido, o extracción con disolventes, consiste en la separación de los componentes de una solución líquida mediante el contacto con otro líquido inmiscible. La Figura 2.1 muestra esquemáticamente el funcionamiento de una torre de destilación de placas.

Petróleo
- Composición del Petróleo
- Clasificación del Petróleo
- Caracterización del Petróleo y sus Fracciones
El análisis de la fórmula muestra que la gravedad API se comporta inversamente proporcional a la gravedad específica del material. Barberii (1982) indica que los hidrocarburos más ligeros tienen valores de gravedad API superiores a 92°API.
Pruebas por Destilación
- Método ASTM D86
- Método ASTM D1160
- Método ASTM D2887
- Método ASTM D-5307
- Método TBP o ASTM D-2892
Este método es cercano a la destilación TBP, especialmente para fracciones de alto punto de ebullición (Wauquier, 2004). El material con un punto de ebullición superior a 538 °C (reportado como residuo) se calcula por la diferencia entre las dos etapas de destilación (OilProduction, 2010).
Refinación del Petróleo
Por esta razón, la destilación se conoce como destilación de punto de ebullición verdadero (TBP). Wauquier (2004) es preciso al indicar que la destilación TBP puede utilizarse para petróleo crudo y para cualquier mezcla de petróleo, excepto GLP (gas licuado de petróleo), naftas muy ligeras y fracciones con puntos de ebullición superiores a 725 °F.
Procesos de Separación
- Destilación del Petróleo
- Desaromatización
- Desintegración Catalítica Fluidizada
Esta columna funciona bajo presión atmosférica (vacío 24 - 28,5 in Hg), por lo que la evaporación de los productos se produce nuevamente debido a la disminución de la presión, lo que permite la división del petróleo crudo pesado (residuo largo) en hidrocarburos. Las fracciones tienen, a presión atmosférica, un punto de ebullición superior a la temperatura a la que se produce el craqueo o la descomposición térmica f). Finalmente, en el fondo de la torre principal de fraccionamiento se obtiene una corriente de productos pesados (slur) y coque de gasolina, y en consecuencia aumentar el rendimiento de este combustible en la refinería, reduciendo la producción de residuos (PDVSA, 2000b).
Procesos de Conversión Profunda
- Coquización Fluida o Flexicoquización
- Coquización Retardada
La Tabla 2.1 a continuación muestra el rendimiento típico de una planta de coquización retardada donde no se retorna la corriente de fondo de la torre de fraccionamiento principal llamada recirculación. La unidad de coquización retardada convierte el residuo del vacío en gas, nafta inestable, gasóleo de coque ligero (LCGO), gasóleo de coque pesado (HCGO) y coque.

Química del Proceso de Coquización Retardada
- Mecanismo de Craqueo Térmico
- Mecanismo de Formación de Coque
- Reacciones Típicas
La ecuación 2.6 explica cómo un radical libre primario suficientemente largo puede enrollarse y extraer un átomo de hidrógeno para formar radicales libres internos (Lagoven, 1993). Lagoven (1993) afirma que esta recombinación de dos radicales libres produce un hidrocarburo saturado; ver ecuación 2.7, deteniendo la reacción en cadena.

Variables del Proceso de Coquización Retardada
- Alimentación
- Temperatura de Salida del Horno (COT)
- Tiempo de Residencia en el Tambor
- Relación de Reciclo (RR)
- Presión en los Tambores de Coque
Un aumento en la temperatura del coque da como resultado una disminución en el rendimiento del coque (Mobil R & D, 1972). Sin embargo, en la producción de coque de alta calidad (coque tipo ánodo y aguja), las presiones pueden alcanzar los 100 psig.

Calidad y Usos Principales del Coque
- Metales y Heteroátomos
- Índice de Molturabilidad (HGI)
- Estructura Física
COCA ESPONJA: Velazco et al. 1984) indican que este tipo de coque se produce con alimentaciones con alto contenido de resina y asfalteno. Este tipo de coque no es deseable debido al alto rendimiento de partículas finas que se producen durante su manipulación (Velasco et al., 1984). COQUE DE AGUJA: Tecichman (1982) afirma que este tipo de coque se produce con cargas altamente aromáticas.

Unidad de Coquización Retardada de la Refinería de Amuay
- Descripción general del proceso de Coquización Retardada
La capacidad actual de la unidad CRAY es de 42.000 BPD operando en modo coque grado combustible (Romero, 2009). El proceso de llenado y vaciado del tambor de coque es lo que se denomina ciclo de coquización y tiene una duración de aprox. 48 horas (Lagoven S.A., 1993). El diagrama general del proceso de coquización retardada en la refinería de Amuay se presenta a continuación en la Figura 2.14.

Sistemas y Secciones de la Unidad de CRAY
- Sistema de Alimentación
- Sección de Coquización
- Sección de Fraccionamiento y Precalentamiento de la Alimentación
- Sección de Recuperación de Vapores
- Sección de Livianos
Los gases presentes en el tambor son enviados al fondo de la torre de absorción primaria T-9301. Esta nafta es una mezcla de nafta inestable del tambor de cabeza del fraccionador y nafta debutanizada en frío, que proviene del fondo de la torre debutanizadora. El C3 actual de la parte superior de la torre T-9307 se condensa en el condensador de cabezal E-9312 y se acumula en el tambor de cabezal D-9306.

Unidades de MEROX del CRAY
El producto C3/C4 superior de esta torre se envía a la torre separadora de C3/C4 T-9307, tras ser precalentado en el intercambiador de alimentación/fondo del separador de C3/C4, E-9311. Uno se envía como reflujo desde la torre T-9307 y el otro hacia el límite de la batería CRAY de la unidad Merox Olefin existente. Los C4 producidos por el fondo del separador se envían a la Unidad de Butano MEROX para su tratamiento con cáustico, tras ser enfriados en el intercambiador E-9311 alimentación/fondo del separador y en los enfriadores de butano E-9313 A/B.
Historial de Modificaciones y Actualizaciones
Se ha instalado el equipo necesario para recoger el aceite de cera en la placa no. 2 de la sección de lavado de la torre principal de fraccionamiento T-9201 de CRAY, con el fin de eliminar la degradación del HCGO a diluyente y también mejorar el funcionamiento de los filtros cíclicos. Se instalaron prefiltros en la entrada de aire de los compresores C-9301 para reducir la frecuencia de obstrucciones que se presentaban en este equipo. Durante la parada de planta se realizaron reparaciones en el fraccionador principal instalando promotores de burbujas en cada una de las placas, con el objetivo de mejorar el desempeño del fraccionador durante la operación de la unidad con 42,000 BPD de alimento fresco.
Operación de la Unidad de Coquización de la Refinería de Amuay
- Flujo de Productos
- Especificaciones de Diseño de los Productos
- Interconexión con otras Unidades
Operación Alternativa No. 2: Coque grado ánodo, alimentación 23550 BPD; puntos de corte para gasolina pesada de 300°F/350°F (operaciones A1/A2, respectivamente). En la unidad de coquización retardada se verifica continuamente la especificación requerida en cada uno de los productos obtenidos en los diferentes fraccionamientos realizados en la unidad, y de acuerdo a estos análisis se realizan los ajustes correspondientes para garantizar la calidad de los productos terminados antes de su envío. . las unidades aguas abajo de CRAY (Lagoven S.A., 1993). Las interconexiones con otras instalaciones de procesamiento se muestran a continuación en la figura 2.16, que indica el origen de los alimentos y el destino de los productos.

Simulación de Procesos
- Software de Simulación Empleados
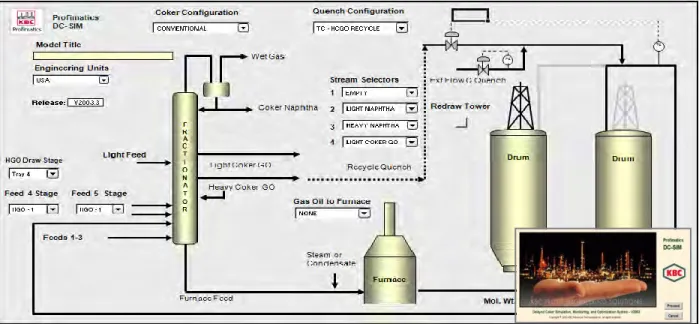
- Profimatics DC-SIM ® versión 2003
- ProII con PROVISION versión 8.0
Una vez aceptada la simulación, se pueden afectar cambios en las condiciones reales de operación de la planta (Ramírez, 2001). En esta ejecución se introducen en el modelo los datos de la planta procedentes de una unidad de coquización retardada. Para predecir ejecuciones, se deben ingresar el flujo y las calidades de alimentación y las condiciones de operación de la unidad.
METODOLOGÍA
Predicción de la Unidad CRAY en Operación Grado Ánodo
- Información Técnica
- Información Operación Coque Grado Ánodo
- Condiciones de Diseño
- Dimensionamiento de los Tambores de Coque
- Variables Operacionales del Proceso
- Escenarios Actuales de Procesamiento
- Modelo de la Unidad CRAY
- Calibración del Modelo
- Predicción del Modelo
En la Tabla 3.3 a continuación se muestran los rendimientos y flujos másicos de la unidad de Coquización Diferida de la refinería de Amuay en el modo de operación alternativo no. 2 para la producción de coque de calidad anódica. PETRÓLEO LIGERO: Las propiedades estimadas del petróleo ligero producido se muestran en la Tabla 3.8. Las corrientes que se escogieron para modelar la unidad de coquización retardada de Amuay son los lodos (corrientes de fondo) de la unidad de flexicoquización (FKAY) y convertidor catalítico (DCAY) junto con los extractos de lubricantes livianos y pesados generados en la unidad de extracción de olores (PTAY 1/2). ).

Desarrollo del Paquete de Correlaciones
- Selección de Variables
- Variables dependientes
- Variables independientes
- Correlaciones
Los flujos de corriente de producto se obtuvieron del balance de masas para la operación correspondiente (ver Apéndice B.1). Esto nos permitió fijar las dimensiones de los tambores de coque en 24 pies (Ver Apéndice C.2) y luego predecir el comportamiento de la unidad bajo los tres escenarios de procesamiento propuestos. Las variables dependientes del proceso de coquización retardada se componen del rendimiento del producto, el tiempo de llenado de los tambores de coquización y el caudal.
PRESENTACIÓN Y ANÁLISIS DE LOS RESULTADOS
Modelo de la Unidad CRAY en Operación Grado Ánodo
La tercera columna de la tabla muestra las desviaciones del simulador de los datos proporcionados al sistema en el momento en que se calibra el modelo de diseño de la unidad de coquización. A continuación, la Tabla 4.3 compara los centroides API de cada producto según el diseño unitario (primera columna) con los respectivos resultados producidos por el modelo (segunda columna). El factor de craqueo que determinó la convergencia y precisión del modelo al simular el comportamiento de diseño de la planta de coquización de la Refinería de Amuay en operación de coquización con calidad de ánodo fue de 0,0929.

Predicción de la Unidad CRAY en Operación Grado Ánodo
La estimación del rendimiento en masa del modelo de Unidad de Coquización Retardada (CRAY) para los tres escenarios de procesamiento propuestos se muestra en la Tabla 4.8. Rendimientos globales de producto para cada escenario de procesamiento ( gas seco (C2-+H2S+NH3), líquidos y coque). A continuación, la Tabla 4.9 muestra los flujos de los productos obtenidos por escenario de procesamiento.

Desarrollo del Paquete de Correlaciones
El modelo desarrollado reproduce satisfactoriamente el comportamiento estructural de la unidad de coquización retardada de la refinería de Amua y su modo de operación A1. Manual de operaciones de ingenieros de contacto de unidad de coquización retardada, Volumen 1, Judibana, 1993. Evaluación del rendimiento con un modelo de unidad de coquización retardada de alimentación programada.
Estimación de rendimientos con el modelo de unidad de coquización retardada con la alimentación del 1er escenario. Estimación de rendimientos con el modelo de unidad de coquización retardada con la alimentación del 2º escenario.






