1 PROPUESTA DE MEJORAMIENTO A TRAVÉS DE METODOLOGÍA LEAN Y UN PROGRAMA DE PLANEACIÓN DE MATERIALES PARA EL PROCESO DE YOGURT
DE LA EMPRESA LÁCTEOS SUPERIOR
JULIANA ANDREA GUARGUATI ARIZA
PONTIFICIA UNIVERSIDAD JAVERIANA FACULTAD DE INGENIERÍA CARRERA INGENIERÍA INDUSTRIAL
2 PROPUESTA DE MEJORAMIENTO A TRAVÉS DE METODOLOGÍA LEAN Y UN PROGRAMA DE PLANEACIÓN DE MATERIALES PARA EL PROCESO DE YOGURT
DE LA EMPRESA LÁCTEOS SUPERIOR
Presentado por: Juliana Guarguaty Ariza
Trabajo de grado para optar por el título de ingeniero industrial
Director de tesis: Emilio José Arévalo
PONTIFICIA UNIVERSIDAD JAVERIANA FACULTAD DE INGENIERÍA CARRERA INGENIERÍA INDUSTRIAL
4
CARTA DE AUTORIZACIÓN DE LOS AUTORES (Licencia de uso)
Bogotá, D.C., 30 de enero de 2013
Señores
Biblioteca Alfonso Borrero Cabal S.J. Pontificia Universidad Javeriana Cuidad
Los suscritos:
Juliana Andrea Guarguati Ariza, con C.C No 1.098.678.041. En mi calidad de autor exclusivo de la obra titulada: “Propuesta de mejoramiento a través de metodología lean y un programa de planeación de materiales para el proceso de yogurt de la empresa lácteos superior”
Tesis doctoral Trabajo de grado x Premio o distinción: Si No x cual:
presentado y aprobado en el año 2012 , por medio del presente escrito autorizo a la Pontificia Universidad Javeriana para que, en desarrollo de la presente licencia de uso parcial, pueda ejercer sobre mi obra las atribuciones que se indican a continuación, teniendo en cuenta que en cualquier caso, la finalidad perseguida será facilitar, difundir y promover el aprendizaje, la enseñanza y la investigación.
5
AUTORIZO (AUTORIZAMOS) SI NO
1. La conservación de los ejemplares necesarios en la sala de tesis y
trabajos de grado de la Biblioteca. X
2. La consulta física o electrónica según corresponda X
3. La reproducción por cualquier formato conocido o por conocer X 4. La comunicación pública por cualquier procedimiento o medio físico o
electrónico, así como su puesta a disposición en Internet X 5. La inclusión en bases de datos y en sitios web sean éstos onerosos o
gratuitos, existiendo con ellos previo convenio perfeccionado con la Pontificia Universidad Javeriana para efectos de satisfacer los fines previstos. En este evento, tales sitios y sus usuarios tendrán las mismas facultades que las aquí concedidas con las mismas limitaciones y condiciones
X
6. La inclusión en la Biblioteca Digital PUJ (Sólo para la totalidad de las Tesis Doctorales y de Maestría y para aquellos trabajos de grado que hayan sido laureados o tengan mención de honor.)
X
De acuerdo con la naturaleza del uso concedido, la presente licencia parcial se otorga a título gratuito por el máximo tiempo legal colombiano, con el propósito de que en dicho lapso mi obra sea explotada en las condiciones aquí estipuladas y para los fines indicados, respetando siempre la titularidad de los derechos patrimoniales y morales correspondientes, de acuerdo con los usos honrados, de manera proporcional y justificada a la finalidad perseguida, sin ánimo de lucro ni de comercialización.
De manera complementaria, garantizo en mi calidad de estudiante y por ende autor exclusivo, que la Tesis o Trabajo de Grado en cuestión, es producto de mi plena autoría, de mi esfuerzo personal intelectual, como consecuencia de mi creación original particular y, por tanto, soy el único titular de la misma. Además, aseguro que no contiene citas, ni transcripciones de otras obras protegidas, por fuera de los límites autorizados por la ley, según los usos honrados, y en proporción a los fines previstos; ni tampoco contempla declaraciones difamatorias contra terceros; respetando el derecho a la imagen, intimidad, buen nombre y demás derechos constitucionales. Adicionalmente, manifiesto que no se incluyeron expresiones contrarias al orden público ni a las buenas costumbres. En consecuencia, la responsabilidad directa en la elaboración, presentación, investigación y, en general, contenidos de la Tesis o Trabajo de Grado es de mí competencia exclusiva, eximiendo de toda responsabilidad a la Pontifica Universidad Javeriana por tales aspectos.
6 De conformidad con lo establecido en el artículo 30 de la Ley 23 de 1982 y el artículo 11 de la Decisión Andina 351 de 1993, “Los derechos morales sobre el trabajo son propiedad de los autores”, los cuales son irrenunciables, imprescriptibles, inembargables e inalienables. En consecuencia, la Pontificia Universidad Javeriana está en la obligación de RESPETARLOS Y HACERLOS RESPETAR, para lo cual tomará las medidas correspondientes para garantizar su observancia.
NOTA: Información Confidencial:
Esta Tesis o Trabajo de Grado contiene información privilegiada, estratégica, secreta, confidencial y demás similar, o hace parte de una investigación que se adelanta y cuyos
resultados finales no se han publicado. Si No X
En caso afirmativo expresamente indicaré, en carta adjunta, tal situación con el fin de que se mantenga la restricción de acceso.
NOMBRE COMPLETO No. del documento
de identidad FIRMA
Juliana Andrea Guarguati Ariza 1.098.678.041 Juliana Guarguati
FACULTAD: Ingeniería
7
BIBLIOTECA ALFONSO BORRERO CABAL, S.J. DESCRIPCIÓN DE LA TESIS O DEL TRABAJO DE GRADO
FORMULARIO
TÍTULO COMPLETO DE LA TESIS O TRABAJO DE GRADO
PROPUESTA DE MEJORAMIENTO A TRAVÉS DE METODOLOGÍA LEAN Y UN PROGRAMA DE PLANEACIÓN DE MATERIALES PARA EL PROCESO DE YOGURT
DE LA EMPRESA LÁCTEOS SUPERIOR
SUBTÍTULO, SI LO TIENE
AUTOR O AUTORES
Apellidos Completos Nombres Completos
Guarguati Ariza Juliana Andrea
DIRECTOR (ES) TESIS O DEL TRABAJO DE GRADO
Apellidos Completos Nombres Completos
Arévalo Emilio José
FACULTAD Ingeniería
PROGRAMA ACADÉMICO Tipo de programa ( seleccione con “x” )
Pregrado Especialización Maestría Doctorado
x
8 Ingeniería Industrial
Nombres y apellidos del director del programa académico Carlos Muñoz Rodriguez
TRABAJO PARA OPTAR AL TÍTULO DE: Ingeniero Industrial
PREMIO O DISTINCIÓN(En caso de ser LAUREADAS o tener una mención especial):
CIUDAD AÑO DE PRESENTACIÓN DE LA
TESIS O DEL TRABAJO DE GRADO
NÚMERO DE PÁGINAS
Bogotá D.C 2012 149
TIPO DE ILUSTRACIONES ( seleccione con “x” )
Dibujos Pinturas Tablas, gráficos y
diagramas Planos Mapas Fotografías Partituras
x
SOFTWARE REQUERIDO O ESPECIALIZADO PARA LA LECTURA DEL DOCUMENTO Nota: En caso de que el software (programa especializado requerido) no se encuentre licenciado por la Universidad a través de la Biblioteca (previa consulta al estudiante), el texto de la Tesis o Trabajo de Grado quedará solamente en formato PDF.
MATERIAL ACOMPAÑANTE
TIPO DURACIÓN
(minutos) CANTIDAD
FORMATO
CD DVD Otro ¿Cuál?
Vídeo
Audio
Multimedia
9 electrónica
Otro Cuál?
x
Herramienta de Excel (Herramienta de planeación
de materiales)
DESCRIPTORES O PALABRAS CLAVE EN ESPAÑOL E INGLÉS
Son los términos que definen los temas que identifican el contenido. (En caso de duda para designar estos descriptores, se recomienda consultar con la Sección de Desarrollo de Colecciones de la Biblioteca Alfonso Borrero Cabal S.J en el correo [email protected], donde se les orientará).
ESPAÑOL INGLÉS
RESUMEN DEL CONTENIDO EN ESPAÑOL E INGLÉS (Máximo 250 palabras - 1530 caracteres)
Este trabajo está enfocado en el diseño de una propuesta de mejoramiento a través de metodología Lean, donde se logre optimizar el proceso de yogurt de la empresa Lácteos Superior, trayendo como resultado la productividad de sus procesos y la eliminación de desperdicios que allí se generan. Por medio de la realización de un diagnostico se busca establecer los puntos críticos del proceso de yogurt, con el fin de establecer de forma clara y justificada las oportunidades de mejora que se pretenden atacar y de esta forma lograr un impacto significativo tanto de productividad como económico para la empresa. A su vez este trabajo está orientado hacia la elaboración de una herramienta de planeación de materiales para el proceso de yogurt, con el fin de establecer un orden en el momento de planear tanto la producción diaria de unidades de yogurt como también la adquisición de materias primas dentro del proceso y de este modo facilitar la toma de decisiones.
10
Contenido
INTRODUCCIÓN ... 18
1. OBJETIVOS ... 19
1.1. GENERAL ... 19
1.2. ESPECÍFICOS ... 19
2. PLANTEAMIENTO DEL PROBLEMA ... 20
2.1 ANTECENDETES. ... 20
2.1.1. Contexto del sector lácteo. ... 20
2.1.2. Empresa Lácteos Superior. ... 25
2.2. DESCRIPCIÓN DEL PROBLEMA. ... 29
2.2.1. Descripción del proceso de yogurt. ... 30
2.2.1. Diagrama del proceso del yogurt. ... 31
2.3. FORMULACIÓN DEL PROBLEMA ... 31
3. JUSTIFICACIÓN ... 32
4. MARCO TEORICO ... 33
4.1. LEAN MANUFACTURING ... 33
Principios de Lean Manufacturing ... 33
Tipos de desperdicio ... 34
Herramientas de Lean Manufacturing ... 34
Beneficios de la implantación de Lean Manufacturing ... 39
4.2. PLANEACIÓN DE REQUERIMIENTOS DE MATERIALES (MRP) ... 39
Elementos del MRP: ... 39
MRP II: ... 40
5. DIAGNOSTICO DE LA SITUACIÓN ACTUAL ... 40
5.1. ESTUDIO DE TIEMPOS ... 40
5.2. DESCRIPCIÓN DIAGRAMAS DE LA SITUACIÓN ACTUAL ... 43
5.2.1. Diagrama de operaciones ... 43
5.2.2. Diagrama de flujo ... 44
5.2.3. Diagrama VSM ... 45
5.3. OPORTUNIDADES DE MEJORA EVIDENCIADAS EN LOS DIAGRAMAS .. 46
5.4. ANALISIS DE OPERACIONES... 47
11
6. GENERACIÓN DE PROPUESTAS DE MEJORA PARA EL PROCESO DE
YOGURT ... 51
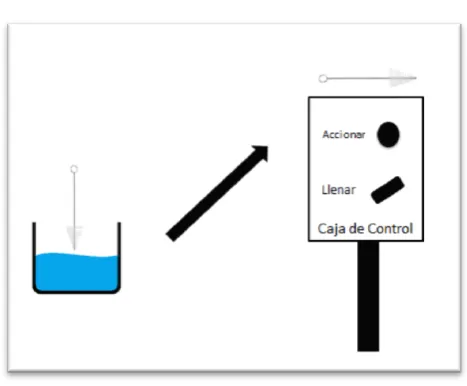
6.1. PROPUESTA 1: HERRAMIENTA POKA-YOKE PARA LA ESTANDARIZACIÓN DEL PROCESO DE LLENADO DE GARRAFA ... 51
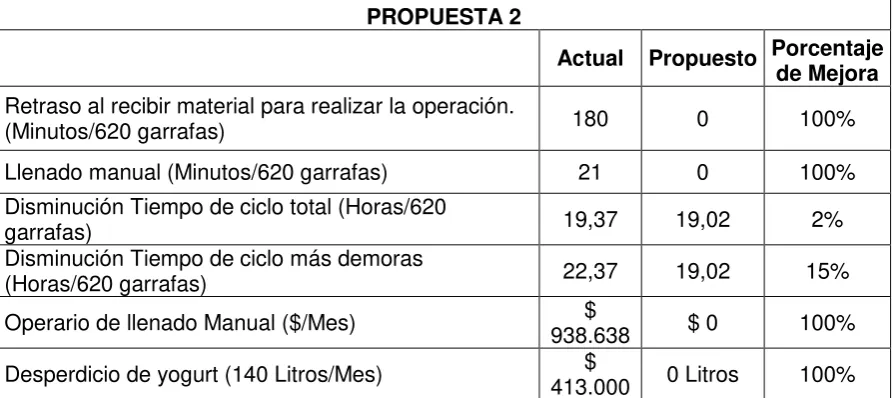
6.2. PROPUESTA 2: MANTENIMIENTO DE LA MAQUINA LLENADORA DE GARRAFA A TRAVÉS DE LA HERRAMIENTA TPM ... 56
6.3. PROPUESTA 3: APLICACIÓN DE LAS 5´S POR MEDIO DEL REDISEÑO DEL PUESTO DE TRABAJO DEL ÁREA DE EMPAQUE EN PROMOCIÓN BOLSA 61 6.4. PROPUESTA 4: RESIDEÑO DEL ÁREA DE EMPAQUE EN PROMOCIÓN EN BOLSA ... 68
7. HERRAMIENTA DE PLANEACIÓN DE LA PRODUCCIÓN ... 72
7.1. ANÁLISIS DE LA DEMANDA DE YOGURT ... 72
7.2. HERRAMIENTA DE PLANEACIÓN DE LA PRODUCCIÓN DE YOGURT .... 80
7.3. PLANEACIÓN DE LA PRODUCCIÓN PARA EL PRIMER SEMESTRE DEL 2013 81 8. EVALUACIÓN FINANCIERA DE LAS PROPUESTAS ... 93
8.1. Inversión, ingresos y costos generados por las propuestas de mejora ... 93
8.2. Beneficio - costo: ... 97
8.3. Evaluación de las propuestas de mejora ... 97
9. INSTRUCTIVO ... 98
9.1. PROPUESTA 1: HERRAMIENTA POKA-YOKE PARA LA ESTANDARIZACIÓN DEL PROCESO DE LLENADO DE GARRAFA ... 98
9.2. PROPUESTA 2: MANTENIMIENTO DE LA MAQUINA LLENADORA DE GARRAFA A TRAVÉS DE LA HERRAMIENTA TPM ... 101
9.3. PROPUESTA 3: APLICACIÓN DE LAS 5´S POR MEDIO DEL REDISEÑO DEL PUESTO DE TRABAJO DEL ÁREA DE EMPAQUE EN PROMOCIÓN BOLSA 104 9.4. PROPUESTA 4: RESIDEÑO DEL ÁREA DE EMPAQUE EN PROMOCIÓN EN BOLSA ... 106
9.5. INSTRUCTIVO PARA LA HERRAMIENTA DE PLANEACIÓN DE LA PRODUCCIÓN ... 108
10. CONCLUSIONES ... 111
11. RECOMENDACIONES ... 113
12. BIBLIOGRAFIA ... 114
12
1. Organigrama de la empresa ... 115
2. Portafolio de productos. ... 115
3. Ventas mensuales según linea de producto del año 2011, para los meses octubre, noviembre y diciembre. ... 117
4. Resumen del balance general del año 2010 y 2009. ... 118
5. Activos corrientes del balance general del año 2010 y 2009. ... 118
6. Estado de resultados del año 2010 y 2009. ... 118
7. Costos de ventas del mes de diciembre y noviembre del año 2010. ... 119
8. Inventarios del mes de diciembre y noviembre del año 2010. ... 120
9. Estudio de tiempos ... 121
10. Análisis de operaciones ... 140
13
LISTA DE GRAFICOS
Grafico 1. Industria ganadera
Grafico 2. Producción de leche fresca América Latina. Grafico 3. Mercado colombiano de lácteos.
Grafico 4. Distribución porcentual de la producción real de alimentos y bebidas según actividad industrial.
Grafico 5. Tamaño de empresas de productos lácteos.
Grafico 6. Ventas mensuales por línea de producción Diciembre. Grafico 7. Ventas mensuales por línea de producción Noviembre. Grafico 8. Activo corriente 2010.
Grafico 9. Inventario Diciembre 2010 Grafico 10. Inventario MP Diciembre 2010. Grafico 11. Costo de ventas Diciembre 2010. Grafico 12. Diagrama del proceso del yogurt.
Grafico 13. Actividades para el accionamiento de la maquina llenadora
Grafico 14. Diseño electrónico de la programación actual de la maquina llenadora Grafico 15. Posición de sensor de nivel.
Grafico 16. Diseño electrónico para la reprogramación de la máquina llenadora Grafico 17. Sensor de nivel
Grafico 18. Mantenimiento actividad 1 Grafico 19. Mantenimiento actividad 2 Grafico 20. Mantenimiento actividad 3 Grafico 21. Mantenimiento actividad 4 Grafico 22. Mantenimiento actividad 5 Grafico 23. Vista frontal
Grafico 24. Vista posterior Grafico 25. Vista superior
14 Grafico 28. Mesa con canastas de producto terminado
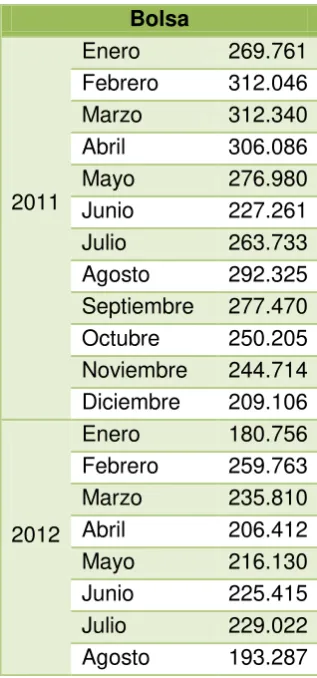
Grafico 29. Situación actual mapa de la planta Grafico 30. Situación propuesta mapa de la planta Grafico 31. Demanda bolsa
Grafico 32. Modelo pronóstico bolsa Grafico 33. Pronóstico bolsa
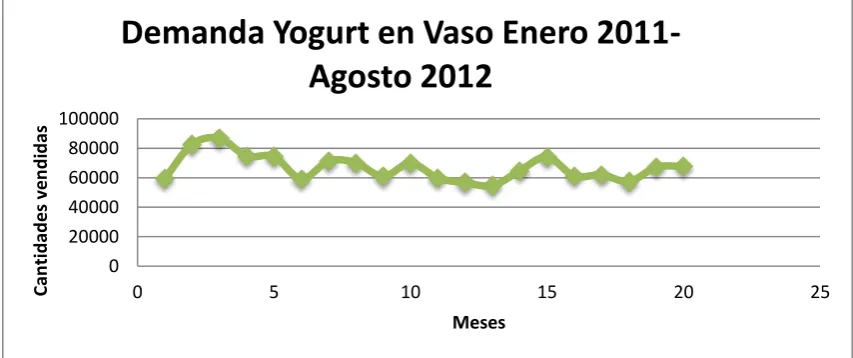
Grafico 34. Grafico pronóstico bolsa Grafico 35. Demanda vaso
Grafico 36. Modelo pronóstico vaso Grafico 37. Pronóstico vaso
Grafico 38. Grafico pronóstico vaso Grafico 39. Demanda garrafa
Grafico 40. Modelo pronóstico garrafa Grafico 41. Pronóstico garrafa
15
LISTA DE TABLAS
Tabla 1. Producción industrial de alimentos y bebidas
Tabla 2. Principales empresas por ventas en el sector lácteo. Tabla 3. Suplementos de fatiga del hombre
Tabla 4. Suplementos de fatiga de la mujer Tabla 5. Resumen tiempos estándar calculados
Tabla 6. Ideas de mejora para el establecimiento de oportunidades de mejora Tabla 7. Herramientas que se ajustan a las ideas generadas
Tabla 8. Cotización máquina electro neumática Tabla 9. Propuesta 1
Tabla 10. Costos generados propuesta 2 Tabla 11. Propuesta 2
Tabla 12. Medidas mesa propuesta Tabla 13. Prueba piloto
Tabla 14. Costos generados por la propuesta 3 Tabla 15. Propuesta 3
Tabla 16. Propuesta 4
Tabla 17. Mejora proceso garrafa Tabla 18. Mejora proceso bolsa Tabla 19. Demanda Bolsa Tabla 20. Demanda Vaso Tabla 21. Demanda Garrafa Tabla 22. Resumen pronósticos Tabla 23. Producción bolsa enero Tabla 24. Producción vaso enero Tabla 25. Producción garrafa enero
16 Tabla 28. Producción vaso febrero
Tabla 29. Producción garrafa febrero
Tabla 30. Materias primas requeridas mes de febrero Tabla 31. Producción bolsa marzo
Tabla 32. Producción vaso marzo Tabla 33. Producción garrafa marzo
Tabla 34. Materias primas requeridas mes de marzo Tabla 35. Producción bolsa abril
Tabla 36. Producción vaso abril Tabla 37. Producción garrafa abril
Tabla 38. Materias primas requeridas mes de abril Tabla 39. Producción bolsa mayo
Tabla 40. Producción vaso mayo Tabla 41. Producción garrafa mayo
Tabla 42. Materias primas requeridas mes de mayo Tabla 43. Producción bolsa junio
Tabla 44. Producción vaso junio Tabla 45. Producción garrafa junio
Tabla 46. Materias primas requeridas mes de junio Tabla 47. Ahorros generados de las propuestas Tabla 48. Costo de oportunidad de las propuestas Tabla 49. Costo de producir
Tabla 50. Inversión requerida
Tabla 51. Costos en los que incurre la propuesta Tabla 52. Disminución de costos
17
LISTA DE ANEXOS
1. Organigrama de la empresa. 2. Portafolio de productos.
3. Ventas mensuales según linea de producto del año 2011, para los meses de octubre, noviembre y diciembre.
4. Resumen del balance general del año 2010 y 2009.
5. Activos corrientes del balance general del año 20120 y 2009. 6. Estado de resultados del año 2010 y 2009.
7. Costos de ventas del mes de diciembre y noviembre del año 2010. 8. Inventarios del mes de diciembre y noviembre del año 2010. 9. Estudio de tiempos
10. Análisis de operaciones
11. Diagrama de Operaciones Bolsa 12. Diagrama de Operaciones Vaso 13. Diagrama de Operaciones Garrafa 14. Diagrama Flujo Bolsa
15. Diagrama Flujo Vaso 16. Diagrama Flujo Garrafa 17. VSM bolsa
18. VSM vaso 19. VSM garrafa 20. Sensor
21. Diagrama de Operaciones Bolsa Propuesto 22. Diagrama Flujo Bolsa Propuesto
23. VSM Bolsa Propuesto
24. Diagrama de Operaciones Garrafa Propuesto 25. Diagrama Flujo Garrafa Propuesto
26. VSM Garrafa Propuesto
18
INTRODUCCIÓN
Hoy en día las empresas se ven obligadas a participar en un mercado mucho más exigente, el cual se rige por lo que el cliente quiere y en el momento que lo quiere, haciendo que se desarrolle mayor competitividad entre empresas, y estas tengan que generar valor tanto en sus procesos como en sus productos finales. Para que las empresas puedan suplir las necesidades a las que se ven inmersos, es necesario que están posean un adecuado sistema de gestión, el cual les permita responder de forma ágil y eficaz ante cualquier giro inesperado de la demanda. Es por esto que las empresas necesitan adoptar nuevas estrategias que le permita optimizar sus recursos al mismo tiempo que aumenta la rentabilidad de su empresa.
Este trabajo está enfocado en el diseño de una propuesta de mejoramiento a través de metodología Lean, donde se logre optimizar el proceso de yogurt de la empresa Lácteos Superior, trayendo como resultado la productividad de sus procesos y la eliminación de desperdicios que allí se generan. Por medio de la realización de un diagnostico se busca establecer los puntos críticos del proceso de yogurt, con el fin de establecer de forma clara y justificada las oportunidades de mejora que se pretenden atacar y de esta forma lograr un impacto significativo tanto de productividad como económico para la empresa.
A su vez este trabajo está orientado hacia la elaboración de una herramienta de planeación de materiales para el proceso de yogurt, con el fin de establecer un orden en el momento de planear tanto la producción diaria de unidades de yogurt como también la adquisición de materias primas dentro del proceso y de este modo facilitar la toma de decisiones.
19
1. OBJETIVOS
1.1. GENERAL
Diseñar una propuesta de mejoramiento a través de metodología Lean y un programa de planeación de materiales para el proceso de Yogurt de la empresa Lácteos Superior.
1.2. ESPECÍFICOS
2. Realizar un diagnóstico de la situación actual del proceso de yogurt, para identificar oportunidades de mejora.
3. Desarrollar y evaluar propuestas de mejoramiento para el proceso de Yogurt, a través de la aplicación de herramientas de Lean Manufacturing, de tal manera que sea vea reflejado en una reducción de costos o un aumento en el rendimiento del proceso.
4. Desarrollar una propuesta de una herramienta de planeación de materiales, que permita mejorar el flujo de materias primas y facilite la toma de decisiones. 5. Elaborar un análisis financiero y una relación costo-beneficio, que permita establecer el beneficio económico que traería la implantación del modelo propuesto para la empresa Lácteos Superior.
20
2. PLANTEAMIENTO DEL PROBLEMA
2.1 ANTECENDETES.
2.1.1. Contexto del sector lácteo.
La industria ganadera es una actividad económica dedicada a la cría de animales domesticables, con fines productivos para su aprovechamiento. Este tipo de aprovechamiento se divide en dos grandes cadenas, la cadena láctea y la cadena cárnica. La cadena cárnica consiste básicamente en la obtención de carnes y subproductos como la piel, grasa, sangre, entre otros, para el consumo humano. La cenada láctea está compuesta por dos eslabones, el primero comprende la producción y comercialización de leche cruda ya sea por un sistema especializado o un sistema de doble propósito. El segundo eslabón pertenece a la parte industrial donde se produce una amplia gama de productos derivados de la leche, tales como la leche pasteurizada, en polvo, evaporadas, maternizada, condesada, instantánea, leches saborizadas, mantequillas y quesos.
En Colombia, el 94,5% de la industria ganadera es dedicada a la cadena cárnica, y solo un 5,5% es dedicado a la cadena láctea.
Grafico 1. Industria ganadera.1
La cadena láctea tiene como materia prima base la leche, la cual es procesada para dar origen a diferentes derivados como lo son la mantequilla, yogurt y queso. En Colombia se producen aproximadamente 6500 millones de litros anuales, de los
1
FEDEGAN. La ganadería colombiana y las cadenas láctea y cárnica. [En línea].
21 cuales según Pro Export Colombia el 35% es destinado a la elaboración de productos lácteos con valor agregado; por lo que se puede concluir que cualquier aumento o descenso en la producción y venta de leche tiene una influencia directa en la producción de sus derivados.
Colombia ocupa el cuarto lugar de producción de leche en Latino América y según cifras anteriores se ha evidenciado un incremento en dicha producción, debido principalmente a la inserción de tecnologías en el cuidado del ganado y a un aumento en la demanda por parte de los consumidores. De la mano con la producción se ve un aumento considerable a lo largo de los años en las ventas registradas del mercado colombiano de lácteos, logrando una proyección de expansión de 3500 millones de dólares para el 2011.
Grafico 2. Producción de leche fresca América Latina.2
2 PROEXPORT COLOMBIA. Sector lácteo en Colombia Enero 2011. [En línea].
22
Grafico 3. Mercado colombiano de lácteos.3
Según información estadística del DANE arrojada en noviembre de 2011 sobre una muestra mensual manufacturera, actualmente el sector de lácteos aporta un 9% a la producción de alimentos y bebidas del país, descendiendo su participación en un 1,6% frente al año anterior. A su vez el sector lácteo aporta un 10,2% del total del personal ocupado por la industria en Colombia.4
Grafico 4. Distribución porcentual de la producción real de alimentos y bebidas según actividad industrial.5
3PROEXPORT COLOMBIA. Sector lácteo en Colombia Enero 2011. [En línea].
http://www.botschaft-kolumbien.de/descargas_proexport/berlin_2011/espanol/inversion/agroindustria/perfil_lacteo.pd f. [citado en 25 de febrero de 2012].
7 DANE. información estadística muestra mensual manufacturera. Noviembre 2011. [En línea]. http://www.dane.gov.co/files/investigaciones/boletines/mmm/bol_mmm_nov11.pdf. [Citado el 25 de febrero de 2012].
8
23
Tabla 1. Producción industrial de alimentos y bebidas.6
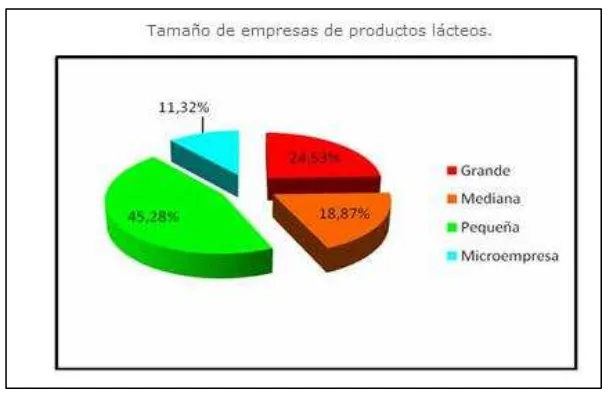
En Bogotá las empresas encargadas de la producción de lácteos son en su mayoría empresas pequeñas que básicamente se encargan de suplir las necesidades del sector donde están constituidas, formando el 45,28% de las empresas lácteas; sin embargo aunque solo el 24,53% son empresas grandes, estas son las que predominan en el mercado y se encargan de abastecer un buen porcentaje de todo el mercado nacional. El porcentaje restante está constituido por microempresas y medianas empresas, que en general no representan gran influencia a nivel nacional.
Grafico 5. Tamaño de empresas de productos lácteos.7
6 DANE. información estadística muestra mensual manufacturera. Noviembre 2011. En: Base de datos información estadística muestra mensual manufacturera. [Base datos en línea]. (2011). [Citado el 25 de febrero de 2012]. Disponible en página web DANE.
24 Como se mencionó anteriormente, las grandes empresas de lácteos han sido durante años las empresas líderes del mercado, haciendo más difícil y competitivo el crecimiento y expansión del resto de empresas presentes en el mercado. Dentro de las empresas más importantes de la industria láctea se destaca Colanta, Alpina, Productos naturales de la sabana, Meals, Parmalat, entre otras, quienes anualmente invierten millones de pesos en innovación de productos y ampliación de la capacidad instalada.
De acuerdo al estudio realizado por el Banco de Occidente en el 2010, el sector cuenta con 85 empresas dedicadas a la producción y comercialización de lácteos, de las cuales las 10 primeras representan casi la totalidad de participación en ventas, con un 82%.
Hoy en día, es una realidad que la ola invernal tiene repercusiones negativas frente a la industria láctea reflejadas en la disminución de ventas del orden de $5.483MM Vs $5.420MM del año 2009 y 2010 respectivamente, reflejando un descenso del 1,2%.8
Tabla 2. Principales empresas por ventas en el sector lácteo.9
8Banco de occidente credencial. Informe sectorial lácteos año 2010. En: Informe sectorial año 2010. [Base de datos en línea]. (2010). P 4. [citado en 25 de febrero de 2012]. Disponible en base de datos Banco de Occidente credencial.
25 2.1.2. Empresa Lácteos Superior.
Lácteos Superior es una empresa dedicada a la producción y comercialización de yogures, quesos, jugos y otros productos de menor demanda como las gelatinas, mantequillas, kumis y avenas. Es una empresa mediana que cuenta aproximadamente con 70 empleados distribuidos mayoritariamente en el área de producción. A pesar de ser una empresa mediana cuenta con dos grandes clientes como lo son Cafam al que se le realiza un proceso de suministro de refrigerios y Colsubsidio para el cual se produce su propia marca de yogurt.
2.1.2.1. Visión.
Lograr la excelencia en la producción y comercialización de nuestros productos, garantizando la calidad de los mismos sin dejar de lado un buen estilo de vida para nuestros trabajadores.
2.1.2.2. Resumen Información financiera de la empresa
Dentro de la empresa Lácteos Superior se manejan 7 líneas de productos, las cuales a su vez tienen diferentes tipos de subproductos, categorizados según el envase, el empaque o el contenido neto. Según el porcentaje de ventas, la linea del queso es el principal producto de la empresa con un porcentaje del 56,8% de las ventas totales, seguido de la línea de yogurt con un porcentaje del 38,2% y las 5 líneas de productos restantes presentan un porcentaje inferior al 2%, siendo éstas individualmente poco representativas para la economía de la empresa.
26
Grafico 6. Ventas mensuales por línea de producción Diciembre. 10
Grafico 7. Ventas mensuales por línea de producción Noviembre.11
Dentro del balance general cabe resaltar los activos corrientes, pues logran evidenciar el porcentaje que representa los inventarios para la empresa, siendo éste un 22% del total de los activos corrientes.
Las cifras de los estados financieros más actualizados que maneja la empresa a hoy, son los estados financieros del año 2010.
10
Anexo 2.
11
Anexo 2.
57% 38%
1% 2%
2% 0%
0%
Ventas mensuales por línea de producción (Diciembre 2011
)
Quesos: 56,89% Yogurt: 38,2% Kumis: 1,33% Gelatinas: 1,49% Mantequillas: 1,66% Jugos: 0,43% Varios: 0,01%
59% 36%
1%
2% 1%1%
0%
Ventas mensuales por línea de producción (Noviembre 2011
)
27
Grafico 8. Activo corriente 2010.12
El porcentaje de inventario evidenciado en el grafico anterior, corresponde al porcentaje de inventario anual del año 2010, pero para mayor detalle la empresa maneja el inventario de forma mensual, de modo que se pueda justificar el mismo de forma desagregada. Para el mes de diciembre del 2010(dato más actualizado a la fecha) el inventario que se maneja corresponde casi en su totalidad al almacenamiento de materias primas con un porcentaje del 91% del total del inventario, seguido de un 6% en producto en proceso y un 3% de producto terminado.
Debido a que las materias primas reportan casi la totalidad del inventario, se hace necesario extraer en qué porcentaje se divide dicha materia prima. El 78% de materia prima del inventario, corresponde a material de envase como lo son vasos de yogurt y kumis, garrafas de yogurt y kumis, entre otros. El 20% corresponde a materias primas, como lo son la leche, colorantes, saborizantes, azúcar, etc. Y el 2% restante corresponde a material de empaque, principalmente bolsas.
Grafico 9. Inventario Diciembre 201013
12
Anexo 4.
13
Anexo 7.
1% 0%
77% 22%
Activo Corriente Año 2010
Disponible Inversiones Deudores Inventarios
91% 6% 3%
Inventario Diciembre
2010
Materia prima
28
Grafico 10. Inventario MP Diciembre 2010.14
Los costos de ventas para diciembre de 2010, se encuentran distribuidos casi en su totalidad por las materias primas y material de empaque, con un 58,8% y 21,7% respectivamente. Seguido de un porcentaje bajo (10,5%) de gastos de personal. El porcentaje restante se encuentra divido entre arrendamientos, honorarios, seguros, servicios, mantenimiento y reparaciones, depreciaciones, cargos diferidos y diversos, los cuales no representan un porcentaje mayor al 1,3%.
Grafico 11. Costo de ventas Diciembre 2010.15
14 Anexo 8. 15 Anexo 6. 20% 78% 2%
Inventario Materia
Prima Diciembre 2010
Materias Primas Material Envase Material de Empaque 59% 22% 11% 0%
1% 0% 3% 1% 1%
0% 2%
Costos de ventas Diciembre 2010
Materia Prima: 58,8% Material de Empaque: 21,7% Gastos de personal: 10,5% Honorarios: 0,2% Arrendamientos: 1,1% Seguros: 0,1% Servicios: 2,9%
Mantenimiento y Reparaciones: 1,3% Depreciaciones: 0,9%
29
2.2. DESCRIPCIÓN DEL PROBLEMA.
Lácteos Superior es una empresa mediana que cuenta con una demanda estable, pues la mayoría de sus clientes son fijos, facilitando la planeación de productos terminados que se demandan al mes. Sin embargo el área de producción realiza una planeación diaria según el inventario resultante al final del día anterior, dificultando la proyección del proceso de abastecimiento y generando un número incontrolado de inventario “muerto”. El proceso de abastecimiento de materias primas que se realiza en la empresa se ejecuta de dos formas, una es un contrato fijo por parte de los proveedores, quienes según una fecha estipulada suministran una cantidad fija de materia prima, independientemente de la cantidad que se encuentre en el inventario actual. Otra forma es por medio de un pedido ocasional, el cual se realiza cuando hay una escasez total o parcial (inferior al 20%) de materia prima. Debido a lo mencionado anteriormente es claro que el proceso de abastecimiento no se ejecuta con base en una planeación de los requerimientos de material, sino que se realiza supliendo las necesidades a corto plazo, lo que trae como consecuencia una producción basada en los materiales disponibles en el momento. Derivado de la forma en que se lleva a cabo el proceso de abastecimiento, se encuentran los inventarios, (representan el 22% de los activos corrientes (Ver Gráfico 8)) los cuales reflejan elevadas cifras principalmente por materiales de empaque y envase que son suministrados por los proveedores a un contrato fijo y se almacenan de forma acumulada cada mes en espera de la producción diaria que se va generando.
Para la empresa es fundamental cumplir con los pedidos de sus clientes de forma oportuna y con la mayor calidad posible, por esta razón sus trabajadores normalmente tienen que trabajar 2 horas extras diarias, lo que equivale a 1920 horas extras al mes (40 empleados), pagando aproximadamente $ 4.533.600,00 al mes en horas extras de sus empleados16, para suplir la demanda exigida y contrarrestar la planeación a corto
plazo que se realiza. A su vez el personal se encuentra en constante rotación según las necesidades que vayan surgiendo en el transcurso del turno de trabajo, y en ocasiones se ven obligados a interrumpir la actividad que están realizando para dar comienzo a otra producción en retraso.
Como consecuencia de la planeación de la producción que se lleva a cabo actualmente, no se cuenta con un estándar definido del nivel de desperdicio que se genera en cada proceso, por lo que es imposible establecer el consumo real de materias primas en cada producto. A su vez, no es posible evidenciar un orden secuencial en el proceso y la asignación de recursos humanos estándar para el mismo, lo que impide determinar los tiempos de proceso y retrasos de cada producto dentro de la empresa.
Por lo mencionado anteriormente se hace difícil realizar una adecuada toma de decisiones con respecto a la producción de cada producto y al mismo tiempo no es posible determinar indicadores que permitan medir el nivel del desempeño del área de producción, impidiendo ver de forma fácil y clara cualquier anormalidad en el proceso. Para la empresa Lácteos Superior se hace necesario realizar una mejora en el proceso de yogurt, ya que este proceso podría tender en un futuro a descuidar la calidad de sus productos con tal de lograr suplir con la demanda, al mismo tiempo que se podrían generar incumplimientos de sus pedidos, creando una mala reputación
16
30 frente a sus clientes actuales y potenciales. Aunque actualmente la demanda se comporta de forma estable, difícilmente la empresa tendría la capacidad para reaccionar frente a un aumento inesperado de la demanda.
Para concluir el problema, se puede decir que la empresa Lácteos Superior actualmente no realiza una adecuada planeación de los requerimientos de material necesario para la producción, lo que se evidencia con el nivel de inventario manejado actualmente en materias primas y de producto en proceso, haciendo que en algunas ocasiones se retrase la producción y los trabajadores tengan que realizar horas extras para suplir la demanda.
2.2.1. Descripción del proceso de yogurt.
El proceso de preparación de yogurt comienza con la recepción diaria de un promedio de 240 cantinas (9400 litros) de leche, la cual es sometida a inspección por parte del asistente de planta y el pasteurizador para realizar pruebas de acidez, grasa, Ph, antibióticos, densidad, conservantes y temperatura. Una vez aprobado el pedido se procede a la conexión del carro transportador con el tanque de enfriamiento de aproximadamente 20000 litros de capacidad, en el cual se realiza el almacenamiento temporal de la leche a la temperatura requerida. Posteriormente mediante un sistema de válvulas la leche es transportada a 3 pasteurizadores donde se es incorporado el azúcar para realizar el proceso de mezcla. Una vez terminada la mezcla se procede a la pasteurización a una temperatura de 90 grados centígrados durante 20 minutos, para luego someterse a un proceso de enfriamiento hasta lograr una temperatura de 43 grados centígrados, donde se lleva a cabo la inoculación del cultivo de microorganismos, seguido de una etapa de maduración de aproximadamente 4 a 6 horas que se realiza en la noche.
Al día siguiente, el yogurt es separado en marmitas de diferente capacidad según el pedido establecido. Dentro de cada marmita se lleva a cabo la agitación continua del yogurt durante 5 minutos y la adición de color y saborizantes.
Finalizado este proceso se abren las válvulas que transportan el yogurt por gravedad hacia 3 diferentes máquinas de empaque individual según la presentación del yogurt. La presentación de yogurt en bolsa de polietileno de baja densidad de 100 gr, 150 gr, 200 gr o 1000 gr, se realiza en 4 máquinas empacadoras de líquidos según la capacidad de la presentación requerida, siguiendo con el proceso de termo sellado individual. La presentación de yogurt en vaso de poliestireno blanco de 120 gr, 150 gr o 200 gr, se realiza en 2 máquinas automáticas envasadoras y selladoras de yogurt; Y para la presentación de yogurt en garrafa de polietileno de 1750 gr y 4000 gr, se utiliza una máquina de llenado, seguido de una banda transportadora en la que el producto es sellado de forma manual y posteriormente pasa por la máquina de termo sellado. Una vez terminado el empaque individual de cada producto, éste es trasladado hacia el cuarto frio donde es almacenado por un día para su posterior venta individual o venta ofertada.
31 aluminio en la maquina selladora. Una vez terminada la sobrecopa se adhiere de forma manual al yogurt de vaso y así unos son almacenados en el cuarto frio y otros pasan al mismo proceso de oferta explicado anteriormente.
Aproximadamente un 23,5% del total de la producción es ofertada en paquetes de 5 a 7 unidades de yogurt en bolsa, en este proceso las unidades son agrupadas de forma manual en bolsas de polietileno y son selladas por medio de calor en la máquina de sellado manual.
Para finalizar el proceso todas las presentaciones de yogurt ofertadas o individuales son almacenadas en el cuarto frio hasta la fecha de distribución asignada.
2.2.1. Diagrama del proceso del yogurt.
Grafico 12. Diagrama del proceso de yogurt.
2.3. FORMULACIÓN DEL PROBLEMA
32
3. JUSTIFICACIÓN
Este proyecto busca generar un impacto dentro de la empresa Lácteos Superior mediante la planeación de los requerimientos de los recursos necesarios para el desarrollo de los procesos. Aunque el mayor porcentaje de ventas dentro de la empresa lo presenta el queso, el proceso de preparación del mismo es tercerizado, limitando a la empresa al proceso de empaque y comercialización; por tal motivo, el yogurt (aunque representa únicamente el 38,20% del total de las ventas) es el principal producto que maneja la empresa y por el cual es reconocida a nivel nacional. (Ver Gráfico 6).
Mediante la validación de la eficiencia del consumo de materias primas se busca realizar una adecuada planeación de la producción y del consumo de materias primas para el proceso del yogurt, donde se pretenda disminuir el porcentaje de costos de ventas, que actualmente representan aproximadamente el 75% de los ingresos operacionales (Ver Anexo 5). Las materias primas y material de empaque constituyen el 80,5% de los costos de ventas; estas cifras son porcentajes altos según la dirección de la empresa y por medio de éstas se hace evidente la necesidad de un diagnóstico y debida justificación de cada material involucrado en el proceso, desde su entrada hasta la salida en producto terminado. (Ver anexo 6).
Lácteos Superior evidencia un elevado egreso mensual en inventarios, ya que representa el 22% del activo corriente según el balance general del año 2010 de la empresa (Ver Gráfico 8). Según la herramienta de Lean Manufacturing el nivel de inventarios en cualquier organización debe tender a cero, debido a que los inventarios representan costos ocultos de almacenamiento y material retenido, el cual debe ser despachado o estar dentro de un flujo continuo de procesamiento. El 91% de los inventarios dentro de la empresa corresponden a materias primas, al mismo tiempo que se maneja una rotación de inventarios de aproximadamente 66,7 días al año, lo que refleja que no existe una adecuada planeación de los pedidos de material requerido, presentando una oportunidad de mejora mediante una correcta planeación y control de la producción para lograr un abastecimiento eficiente de materias primas. (Ver Gráfico 9).
Como futura ingeniera industrial, se hace clara la responsabilidad que se genera al diseñar y mejorar procesos productivos en la industria colombiana, de tal forma que logren generar impactos positivos para el país. A su vez según conclusiones de las cifras estadísticas del DANE, sobre la muestra manufacturera del mes de noviembre de 2011, el sector lácteo presenta un estancamiento en cuanto a desarrollo y aporte financiero a la industria de alimentos, debido principalmente a retrasos tecnológicos en el diseño y planeación de sus procesos. Este proyecto busca plantear una propuesta de mejora en el proceso de preparación del yogurt, mediante la aplicación de herramientas propias de la ingeniera industrial que logren la mayor optimización posible del proceso, permitiendo así un avance dentro de la empresa que se vea reflejado en los costos de producción y en el crecimiento de la misma en un futuro.
33 aunque ya cuenta con clientes prestigiosos a nivel nacional, tiene una visión de expansión y mejora continua que le permite estar abierto a nuevas propuestas como la que se pretende plantear en este proyecto, siempre y cuando estos tengan una influencia positiva y notoria dentro de los procesos productivos y la rentabilidad de la empresa.
4. MARCO TEORICO
4.1. LEAN MANUFACTURING
Lean Manufacturing es una filosofía que involucra una serie de herramientas que buscan la optimización de los procesos productivos por medio de la identificación y eliminación de desperdicios y análisis de la cadena de valor, generando valor en cada una de las actividades realizadas y eliminando todo lo que no se requiere.
Esto se obtiene mediante el mejoramiento continuo dentro de la organización.
Eiji Toyoda, Shigeo Shingo y Taiichi Ohono son los creadoresde esta filosofia, quienes luego de visitar las instalaciones de Ford se dieron cuenta que el sistema de producción masiva y en cadena no era la mejor opción para implantar en Japón, un país fuertemente golpeado por la segunda guerra mundial y que en esos momentos sus habitantes no se encontraban en condiciones para trabajar de la forma en que eran obligados los trabajadores en Estados Unidos. Por consiguiente desarrollaron conceptos innovadores acerca de la producción, por medio del sistema de producción Toyota (TPS), que posteriormente sería llamado Lean Manufacturing. El término Lean hace referencia a “sin grasa” o “magra”, por lo que en español es llamado Manufactura esbelta, aunque tambien es conocida como manufactura ágil.
Principios de Lean Manufacturing
34 demanda, es decir, que el cliente sea quien determine la velocidad con que se va a realizar la producción; y el ultimo principio es la perfección que busca que los 4 principios anteriores se mantengan en monitoreo continuo.
Tipos de desperdicio
Los desperdicios o muda (desperdicio en japonés) son toda actividad que consume recursos sin crear valor para el cliente17. Lean Manufacturing tiene como objetivo la
eliminación de los mismos, por lo que ha determinado 7 tipos de desperdicios principales, los cuales se deberá tender a eliminar dentro de toda empresa. Estos desperdicios son:
- Sobreproducción: Producir más de lo ordenado o también producir antes de lo necesario.
- Espera: La espera se puede ver reflejada en distintos procesos o momentos, y hace referencia a un recurso inactivo.
- Transporte: El movimiento o transporte excesivo puede generar daños en este y no genera ningún valor agregado, por esta razón debe ser minimizado en todos los casos.
- Inventario: Cualquier producto que este guardado en algún lugar de la fábrica o de la empresa es considerado un desperdicio y lo más seguro es que éste se esté almacenando debido a una sobreproducción.
- Movimiento: Este desperdicio tiene que ver con el movimiento innecesario de los empleados.
- Sobre procesamiento: Se produce cuando al producto se le trabaja más de lo necesario y este trabajo no genera valor agregado.
- Defectos: Este desperdicio está enfocado a mejorar con respecto a errores anteriores, mientras existan defectos que no se hayan corregido, serán desperdicios.
Herramientas de Lean Manufacturing
Lean Manufacturing cuenta con una serie de herramientas que permiten alcanzar el mejoramiento al que se quiere llegar mediante la eliminación de desperdicios. Algunas de estas herramientas son:
Estrategia de las 5s:
Esta estrategia reúne todos los componentes necesarios para tener una producción exitosa dentro de los estándares de lean Manufacturing, tiene en cuenta factores como la calidad del producto, el orden, la limpieza del lugar de
35 trabajo, la disciplina de los empleados, entre otros. Esta estrategia está descrita por 5 pasos claves que a su vez le dan el nombre:
-Seiri:(Clasificar) Se deben clasificar todos los objetos que hacen parte de la fábrica o de la empresa, todo aquellos que no sean esenciales para la producción, o en otras palabras, sean innecesarios, deben ser retirados de la zona.
-Seiton: (Ordenar) Todos aquellos elementos que no fueron retirados del lugar de trabajo y que se consideran necesarios para la producción, se les debe asignar un lugar específico teniendo en cuenta propiedades como la distancia, la visibilidad, el acceso y otras más. El área debe ser delimitada con algún distintivo para que cada objeto ocupe siempre el mismo lugar. -Seiso:(Limpieza) Una gran cantidad de problemas, averías y accidentes, pueden ser generados a causa de la suciedad del lugar de trabajo. El mantener limpio este lugar genera más armonía entre los empleados, reduce riesgos, y hace que la solución de problemas se mas fácil en algunas ocasiones.
-Seiketsu: (Estandarizar) Para poder mantener el orden y la limpieza en la planta es necesario aplicar continuamente los pasos anteriores, esto es estandarizar.
-Shitsuke: (Disciplina): Este paso es necesario para que la estrategia funcione continuamente sin alteraciones ni inconvenientes, se debe crear una conciencia de disciplina tanto en empleados como empleadores.
Sistema Kaban:
Kanban significa tarjeta en japonés, y es la señal que permite mover o producir algún producto.
Es un sistema que permite nivelar la producción mediante la señalización para entregar el pedido correcto en el momento correcto. Este sistema busca el control de la producción por medio del uso de tarjetas que determinan cuando abastecer o cuando producir determinado producto.
El principio fundamental de Kanban es llevar a cabo una acción cuando se necesite, ni antes ni después.
El sistema Kanban cuenta con 4 reglas de operación, las cuales permiten controlar el flujo de materiales:
1. Se debe producir o mover material solo cuando tenga autorización Kanban. 2. Primero entrar, primero en salir.
3. No se debe producir más de lo que indique el Kanban.
4. Se debe reducir el tamaño del Kanban para poder evidenciar los problemas. Para implementar esta herramienta en las empresas es necesario seguir estos requerimientos:
36
Definir cuales componentes aplican debido al tipo de producto de la empresa.
Definir el sistema Kanban, en donde se establezcan las posiciones de los centros de trabajo, distancias, tiempos de entrega, procesos precedentes y procesos subsecuentes
Establecer objetivos Kaban y los indicadores de desempeño para evaluar el proceso.
Se debe realizar monitoreo y los ajustes necesarios. MPT (mantenimiento productivo total):
El MPT es una filosofía que permite optimizar los procesos productivos de una empresa, mejorando su capacidad competitiva con la participación de todos sus miembros, desde la alta gerencia hasta el operario de primera línea.
MPT tiene origen oriental y se enfoca en la eliminación de pérdidas, cero defectos, alta calidad en los productos y lograr una reducción de costos de producción. Para ello se hace necesario el trabajo en equipo, y que los operarios sean autónomos y puedan realizar sus tareas básicas y adicional tareas de mantenimiento, que llevan a lograr procesos más eficientes.
Es una nueva filosofía de trabajo en la cual se realiza un cambio de pensamiento al operario, de forma tal que el operario sea capaz de realizar un mantenimiento autónomo y conservar en funcionamiento óptimo su máquina o equipo. El operario debe realizar labores de limpieza, inspección y lubricación para asegurar el correcto funcionamiento de su máquina o equipo.
Kaizen:
Kaizen es una palabra japonesa que significa hacer mejor las cosas, es decir, mejora continua. Es la búsqueda continua de la calidad en todas las etapas del producto, con el objetivo de superar a la competencia en calidad, productividad, costos y tiempos de entrega
Puede verse como una acumulación de pequeños cambios que permiten mejorar cada día tanto las áreas de trabajo como los productos ofrecidos.
Kaizen cuenta con 5 elementos claves para poder llevarse a cabo: 1. Trabajo en equipo.
2. Disciplina personal. 3. Moral mejorada. 4. Círculos de calidad.
37 Jidoka:
Jidoka significa “automatización con un toque humano”. Es un método que busca una producción de cero defectos con una calidad del 100%, que se logra detectando los productos defectuosos y evitar que sigan avanzando dentro del proceso.
Este método busca que cada proceso tenga su propio proceso de autocontrol y calidad, buscando corregir cualquier anormalidad e investigando sus causas raíces para eliminarlas del todo.
Para implementar Jidoka se deben desarrollar 4 pasos: 1. Detectar la anormalidad.
2. Parar.
3. Fijar o corregir la condición anormal.
4. Investigar la causa raíz e instalar las contramedidas.
JIT:
JAT es una filosofía industrial que traduce “justo a tiempo”, consiste en la eliminación de todo lo que implique desperdicio en el proceso de producción, desde las compras hasta la distribución. Logra reducir tiempos de respuesta al mercado, reducción de tiempo de lanzamiento de un producto y menor capital invertido para ello. Reducción o eliminación de inventarios.
Esto se logra utilizando 3 componentes básicos:
- Flujo: Se basa en la línea de ensamble de Henry Ford, aunque sean un millón de unidades se va trasladando unidad por unidad. La operación dos esta lista y completa para pasar a la operación tres exactamente cuando la operación tres la necesita.
- Calidad: hacer las cosas bien la primera vez en todas las áreas de la organización.
- Intervención de los empleados: es capacitar a todos los empleados de la empresa sobre calidad y mejoramiento continuo y al mismo los empleados deben tener destrezas para desempeñarse en diversas actividades.
Células de manufactura:
Las células de manufactura consiste en la agrupación de máquinas y trabajadores que realizan una sucesión de actividades, para lograr una producción continua y una asociación de procesos que permiten aumentar el valor agregado y eliminar el desperdicio.
Una célula de manufactura es una unidad de trabajo más grande que una maquina sola, pero más pequeña que toda el área de producción de una empresa.
38 1. Selección de productos: busca encontrar familias de productos compatibles,
que un mismo grupo de máquinas pueden procesar.
2. Diseñar el proceso: calcular el número de personas y maquinas requeridas y el número de estaciones de trabajo.
3. Diseñar la infraestructura.
4. Diseño del “layout” de la célula de trabajo: consiste en el diseño físico de cada
una de las células de trabajo.
SMED:
Son técnicas diseñadas para realizar las operaciones de cambio en las máquinas en menos de 10 minutos.
SMED busca disminuir el tiempo que se pierde en el cambio de utillaje necesario para pasar de producir un producto a otro en las maquinas e instalaciones. Por medio del acortamiento de estos tiempos se logra una reducción de costos y flexibilidad para adaptarse a cambios en la demanda.
Logra reducir el tamaño del lote, eliminando los stocks innecesarios para poder ver de forma más clara los problemas existentes en producción.
Existen dos tipos de operaciones según Shigeo Shingo:
Operaciones internas: incluye todas las tareas que solo se pueden realizar estando parada la máquina.
Operaciones externas: incluye todas las tareas que pueden realizarse con la maquina en funcionamiento.
La idea es clasificar todas las tareas en estos dos tipos de operaciones y ver la forma de cómo pasar de operaciones internas a externas, y al mismo tiempo ver la forma de acortar las operaciones internas con la menor inversión posible. La idea es lograr estandarizar las operaciones de forma tal que con la menor cantidad de movimientos se puedan hacer rápidamente los cambios.
Consta de 4 etapas para lograr la implementación dentro de una empresa:
1. Etapa preliminar: se realiza un análisis detallado de la situación actual que se desea mejorar por medio de un registro de tiempos de cambio y estableciendo las condiciones actuales del cambio.
2. Primera etapa (separar las tareas internas y externas): se busca detectar problemas de carácter básico que forman parte de la rutina de trabajo. Es de gran ayuda realizar una lista de comprobación con todas las partes y pasos necesarios para la operación.
39 4. Tercera etapa (perfeccionar las tareas internas y externas): se busca la mejora de las operaciones internas, se suele utilizar la implementación de operaciones en paralelo y la utilización de anclajes funcionales.
Beneficios de la implantación de Lean Manufacturing
- Reducción en costos de producción. - Reducción o eliminación de inventarios. - Mejoramiento de la calidad.
- Menor número de mano de obra requerido. - Mayor eficiencia de equipos.
- Disminución de los desperdicios. - Disminución en tiempos de espera.
- Disminución de transportes tanto internos como externos.
4.2. PLANEACIÓN DE REQUERIMIENTOS DE MATERIALES (MRP)
MRP es un sistema de planeación de materiales y gestión de inventarios que responde a la necesidad de cuándo y cuánto aprovisionar de cada material. Mediante este sistema se logra una adecuada solicitud de compras, conllevando a la prevención y solución de errores en el aprovisionamiento de materiales requeridos, el control de la producción y la gestión de inventarios. Por medio del manejo de MRP se busca planificar la producción de forma anticipada, de manera que se prevean todos los materiales requeridos para el desarrollo de cada proceso involucrado en el producto final.
La utilización del sistema MRP comprende tres objetivos principales, el primero es el mejoramiento del servicio al cliente donde se busca cumplir con las promesas de entrega y reducir los plazos de entrega. El segundo se enfoca en la reducción de la inversión en inventarios, donde los pedidos de materias primas se sincronizan de modo que lleguen aproximadamente al mismo tiempo en que el elemento final de la materia prima se presenta en el MPS (programa maestro de producción), de esta manera la gestión de inventarios se basa en largos periodos de niveles bajos de inventarios entremezclados con breves periodos de altos inventarios. El tercer objetivo es el mejorar la eficiencia de operación de la planta por medio del control de la cantidad de materiales requeridos y la sincronización de las entregas.
Elementos del MRP:
El sistema MRP está constituido fundamentalmente por 3 elementos que le permiten desarrollar de forma exitosa la planeación de los requerimientos de materiales.
1. Programa maestro de producción (MPS): este es el encargado de guiar la totalidad del sistema MRP, mediante el diseño para el reabastecimiento de los inventarios de productos terminados o para cubrir los pedidos de los clientes.
40 3. Archivo del estado de inventarios: es un archivo computarizado con un
registro completo del material que se tiene en inventario.
MRP II:
Los primeros sistemas de planeación de requerimiento de los recursos eran bastante sencillos, donde el MRP se limitaba a explotar al máximo al MPS para obtener los materiales requeridos. El MRP se encuentra en constante evolución, lo que llevó al desarrollo de la planeación de recursos de manufactura (MRP II).
“La planeación de recursos de manufactura quiere decir un método para la planeación efectiva de todos los recursos de una empresa de manufactura. Idealmente, encara la planeación operacional en unidades, la planeación financiera en dólares y tiene una capacidad de simulación para responder a preguntas “¿Qué pasaría si?”. Está formada de una diversidad de funciones, todas ellas vinculadas entre sí: planeación empresarial, planeación de ventas y de operaciones, planeación de producción, programa maestro de producción, planeación de los requerimientos de materiales, planeación de los requerimientos de capacidad y los sistemas de apoyo de ejecución para capacidad y materiales. Los resultados de estos sistemas se integran con los informes financieros como por ejemplo, el plan empresarial, el informe de compromisos de compras, el presupuesto de embarques, las proyecciones de
inventarios en dólares, etc.”
5. DIAGNOSTICO DE LA SITUACIÓN ACTUAL
5.1. ESTUDIO DE TIEMPOS
Para la realización de los diagramas, se hace necesario estandarizar los tiempos de algunas operaciones que no cuentan con un tiempo de realización fijo. Para la determinación de estos tiempos se realizó un estudio de tiempos, el cual se muestra a continuación con mayor detalle.
Para el proceso de yogurt dentro de la empresa Lácteos Superior, se desarrolló un estudio de tiempos a las operaciones variables del proceso, es decir, las operaciones cuya velocidad depende de la habilidad del operario y no de la máquina donde se esté realizando la actividad. Dentro del proceso se encontraron 6 operaciones con estas características, a las cuales se les busca establecer un tiempo estándar de trabajo, teniendo en cuenta los diferentes factores a los que se ve afectado el ritmo de trabajo de un operario.
41 Para determinar el tiempo cronometro se tomaron inicialmente 30 observaciones y se validó estadísticamente si era una muestra representativa o si era necesario aumentar el número de observaciones.
Dentro de los factores a los que se ve afectado el ritmo de trabajo se encuentran los suplementos de fatiga, los cuales toman en cuenta el desgaste físico natural que el cuerpo experimenta durante un turno de trabajo. A continuación se muestran los suplementos establecidos para las operaciones.
[image:41.595.221.432.282.503.2]- Suplementos de fatiga para un operario Hombre:
Tabla 3. Suplementos de fatiga del hombre
SUPLEMENTOS DE FATIGA
APLICABLES
Suplementos Constantes
Necesidades Personales 5%
Suplemento Base Por Fatiga 4%
Suplementos Variables
Trabajar de Pie 2%
Trabajo Bastante Monótono 1%
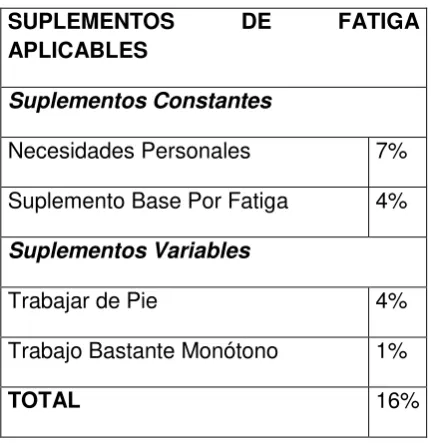
42 - Suplementos de fatiga para un operario Mujer:
Tabla 4. Suplementos de fatiga de la mujer
SUPLEMENTOS DE FATIGA
APLICABLES
Suplementos Constantes
Necesidades Personales 7%
Suplemento Base Por Fatiga 4%
Suplementos Variables
Trabajar de Pie 4%
Trabajo Bastante Monótono 1%
TOTAL 16%
Tabla 5. Resumen tiempos estándar calculados
Para ver de forma más amplia la realización del estudio de tiempo ver Anexo Estudio de tiempos.
Una vez terminado el estudio de tiempos, se procede a la realización grafica de los diagramas de la situación actual del proceso, en los cuales se logra evidenciar una a una cada operación involucrada en la preparación del yogurt.
Para mayor facilidad de entendimiento se realizaron 3 diagramas por cada tipo de presentación, es decir, un diagrama de operaciones, uno de flujo y un VSM para el yogurt en bolsa, en vaso y en garrafa, para dar un total de 9 diagramas diferentes.
Actual Propuesto
1 Empaque Promoción Bolsa 14,297 9,533
2 Sellado Operación Bolsa 5,0019 5,0019
3 Empaque Promoción Vaso 10,6657 10,6657
4 Llenado Manual 2,02665 0
5 Enroscado 5,36847 5,36847
6 Etiquetado 10,5233 10,5233
TIEMPO ESTANDAR (Segundos) OPERACIÓN
#
43 Se realizó una breve descripción de cada uno de los diagramas realizados para mayor interpretación de cada proceso.
5.2. DESCRIPCIÓN DIAGRAMAS DE LA SITUACIÓN ACTUAL
5.2.1. Diagrama de operaciones
El diagrama de operaciones permite ver de forma gráfica la secuencia cronológica de todas las operaciones, inspecciones y materiales involucrados dentro del proceso del Yogurt, llevado a cabo desde la inspección de la leche hasta el empaque del mismo en sus diferentes tipos de presentaciones.
Para representar de forma clara las diferentes operaciones involucradas en el proceso de yogurt se realizaron 3 diagramas diferentes, cada uno de ellos constituyendo las diferentes presentaciones en que es empacado el yogurt. El primer proceso en color negro, representa la preparación del yogurt, el cual comienza con la inspección de la leche, la cual es realizada con el fin de verificar las propiedades de la leche suministrada por el proveedor. Seguido de esto, se procede a la preparación como tal del yogurt por medio de las 6 operaciones siguientes, las cuales son comunes e independientes del tipo de presentación en que será empacado el producto. El desarrollo de estas 6 operaciones se lleva a cabo por medio de marmitas, en las cuales los operarios solo ejercen el rol de supervisores, ya que no influyen directamente en la ejecución de cada operación.
Posteriormente, se procede a la diferenciación de cada diagrama, pues cada uno de ellos evidencia una serie de operaciones independientes entre cada diagrama.
El primer diagrama hace referencia a la preparación y empaque del yogurt en bolsa de 150 gramos en promoción de 6 unidades. Seguido del proceso de preparación del yogurt mencionado anteriormente, se procede al empaque en promoción en bolsa del mismo, representado en el diagrama con un color rojo. Este proceso está constituido por 3 operaciones que van desde el empaque individual de la bolsa el cual es realizado por máquinas automáticas, pasando por el empaque en promoción de 6 unidades de bolsa de yogurt el cual es realizado de forma manual, hasta el sellado de la bolsa promoción por 6 unidades por medio de una máquina semiautomática donde el operario ejerce un rol determinante para el tiempo de realización de la operación. (Ver Anexo Diagrama de Operaciones Bolsa).
44 máquinas automáticas, pasando por el empaque en promoción de 5 unidades de bolsa de yogurt el cual es realizado de forma manual hasta el termoformado del empaque en promoción, el cual es realizado por medio de un túnel de termoformado de forma automática. (Ver Anexo Diagrama de Operaciones Vaso).
El tercer y último diagrama hace referencia a la preparación y empaque del yogurt en garrafa de 1750 gramos. Seguido del proceso de preparación del yogurt mencionado anteriormente, se procede al empaque del yogurt en garrafa, representado en el diagrama con un color rojo. Este proceso está constituido por 4 operaciones que van desde el etiquetado manual de cada garrafa, pasando por el empaque individual garrafa, en donde se llena de a 6 garrafas al tiempo por medio de una maquina semiautomática, seguido de esta operación se procede al llenado manual, en el cual de forma manual se llena la cantidad faltante de yogurt en cada garrafa hasta el enroscado de cada una de las garrafas realizado de forma manual. (Ver Anexo Diagrama de Operaciones Garrafa).
5.2.2. Diagrama de flujo
El diagrama de flujo permite observar y analizar de forma más detallada el proceso operativo de preparación y empaque del yogurt en sus diferentes presentaciones; a su vez, es útil para registrar los costos ocultos no productivos en los que incurre la empresa Lácteos Superior, como las distancias recorridas, los retrasos y los almacenamientos temporales que se dan a través del flujo del proceso.
Al igual que en el diagrama de operaciones, para diferenciar y representar de forma clara las distintas operaciones realizadas en cada una de las presentaciones en que es empacado el producto, se desarrollaron 3 diagramas de flujo diferentes, pero tienen en común las 11 primeras actividades referentes a la preparación del yogurt.
El proceso comienza en la inspección de la leche, seguido de un almacenamiento temporal de 240 minutos, el cual es realizado mientras la maquinaria está disponible para dar comienzo a la preparación del yogurt. Posteriormente la leche es transportada durante 5 minutos, por medio de tuberías hacia los tanques donde se da inicio a la incubación y las 4 operaciones siguientes hasta enfriamiento, operaciones explicadas anteriormente en el diagrama de operaciones. Una vez terminadas estas operaciones, el yogurt natural es transportado hacia las marmitas de saborización, esta actividad toma aproximadamente 20 minutos y es realizada por medio de tuberías. Terminado el proceso de saborización y agitación, se procede al almacenamiento del yogurt terminado durante 60 minutos aproximadamente, mientras las marmitas se acondicionan para iniciar el flujo del producto hacia el empaque del mismo.