SIMULACION
MANUAL
news
Procedimiento
1. Recolectar datos de arribo de entidades y procesamiento de las mismas.
2. Generar números y variables aleatorias ajustados a distribuciones teóricas o empíricas
3. Establecer el o los relojes de la simulación
4. Simular el proceso hasta el tiempo de parada,
actualizando el o los relojes y usando una tabla de simulación
5. Calcular las estadísticas de las medidas de
news
SISTEMA SIMPLE DE
PROCESO
Objetivos del problema:
– Estimar la producción esperada
news
DATOS ESPECÍFICOS DEL
MODELO
• Regla de inicio: Inicialmente (en tiempo cero) el sistema está vacío y ocioso.
• Unidades de tiempo: minutos (Generados de antemano)
• Tiempos de arribo: 0.00, 6.84, 9.24, 11.94, 14.53
– Tiempos entre arribos: 6.84, 2.40, 2.70, 2.59, 0.73 • Tiempos de servicio: 4.58, 2.96, 5.86, 3.21, 3.11
news
METAS DEL ESTUDIO:
MEDIDAS DE
RENDIMIENTO
• Producción total de partes en una corrida (P) • Tiempo promedio de espera de partes en cola:
• Tiempo máximo de espera de partes en cola:
D
N
i i N 1N = número de partes que esperaron en cola
Di = tiempo de espera en cola de la ith parte Se sabe: D1 = 0 (Porqué ?)
max
D
inews
METAS DEL ESTUDIO:
MEDIDAS DE RENDIMIENTO
• Tiempo promedio del número de partes en cola:• Máximo número de partes en cola:
• Promedio y tiempo máximo de ciclo de partes
(tiempo en el sistema)
Q(t) = número de partes en cola en el tiempo t
max ( )
0 t 15
Q t
N Qt
N
news
METAS DEL ESTUDIO:
MEDIDAS DE
RENDIMIENTO
• Utilización de la máquina (proporción de tiempo ocupado)
B t dt( ) 0
15
15
B t t
t
( ) 1
0
news
OPCIONES DE ANÁLISIS
(1)
•
Análisis determinístico (Experiencia)
– Tiempo promedio entre arribos = 3.05 minutos – Tiempo promedio de servicio = 3.94 minutos
– El modelo explotará eventualmente (pero puede que no en los 15 minutos)
– Si los promedios viniesen de una cola estable,
asumiendo que todos los interarribos y tiempos de servicio fuesen iguales (sin variabilidad) -- entonces nunca existió la cola
news
OPCIÓN DE ANÁLISIS (2)
•
Teoría de colas
– Requiere de supuestos adicionales acerca del modelo – El modelo simple es popular : M/M/1 colas
• Tiempos entre arribos ~ distribución exponencial • Tiempos de servicio ~ distribución exponencial e
independiente de los arribos • E(servicio) < E(arribo)
• Estado estable (gran corrida, siempre)
• Resultados exactos (tiempo promedio en cola es
news
OPCION (3) :SIMULACIÓN
• Operaciones individuales (arribos, tiempos de servicio) ocurren exactamente como en la realidad
• Movimientos y cambios ocurren en el momento preciso y en el orden correcto
• Las diferentes partes interactúan
• Se usan “VARIABLES” para obtener las medidas de rendimiento.
news
EVENTOS
• Arribo de una nueva parte al sistema
– Actualizar los acumuladores de tiempo persistente (del último evento a ahora)
• Área bajo Q(t)
• Máximo valor de Q(t) • Área bajo B(t)
news
EVENTOS
• Arribo de una nueva parte al sistema
– Si la máquina está ociosa:
• Iniciar el procesamiento (programar el
abandono), Cambiar la máquina a estado de ocupado, Registrar tiempo en cola (0)
– Sino (la máquina está ocupada):
• Colocar la parte al final de la cola e incrementar la variable que lleva la longitud de la cola
news
EVENTOS
• Abandono de la parte cuando un servicio se ha completado
– Incrementar el acumulador del número de partes producidas
– Calcular y registrar el tiempo de ciclo (valor actual del reloj menos tiempo de arribo)
news
EVENTOS
• Abandono de la parte cuando un servicio se ha completado
– Si la cola no está vacía:
• Tomar la primera parte de cola, calcular y registrar su tiempo en cola, iniciar el servicio (programar el evento de abandono)
– Si no (la cola está vacía):
• Cambiar el estado de la máquina ocioso
news
EVENTOS
• El Final
– Actualizar las estadísticas de tiempo persistente (al final de la simulación)
– Calcular los valores finales de las medidas de rendimiento usando los valores actuales de los acumuladores estadísticos
• Después de cada evento, remover el registro al inicio del calendario de eventos para ver que hora es y que hacer con el.
news
OTROS ASPECTOS DEL
SISTEMA
• Reloj de simulación
• Calendario de Eventos: Lista de eventos:
– [Entidad No., Tiempo de evento, Tipo de evento]
– Esquematiza en orden incremental de acuerdo con el tiempo del evento
– El próximo evento siempre está al frente del registro – Inicialmente programar primer arribo y el final)
• Variables de estado: describen el estatus actual
– Status del servidor B(t) = 1 es ocupado, igual a 0 es ocioso
news
SIMULACIÓN MANUAL
PROCEDIMIENTO GENERAL
• Manualmente generar las variables de estado y los acumuladores estadísticos
• Usar los tiempos de arribo y de servicio • Actualizar el calendario de eventos
• “Mover” el reloj de un evento a otro
news
news
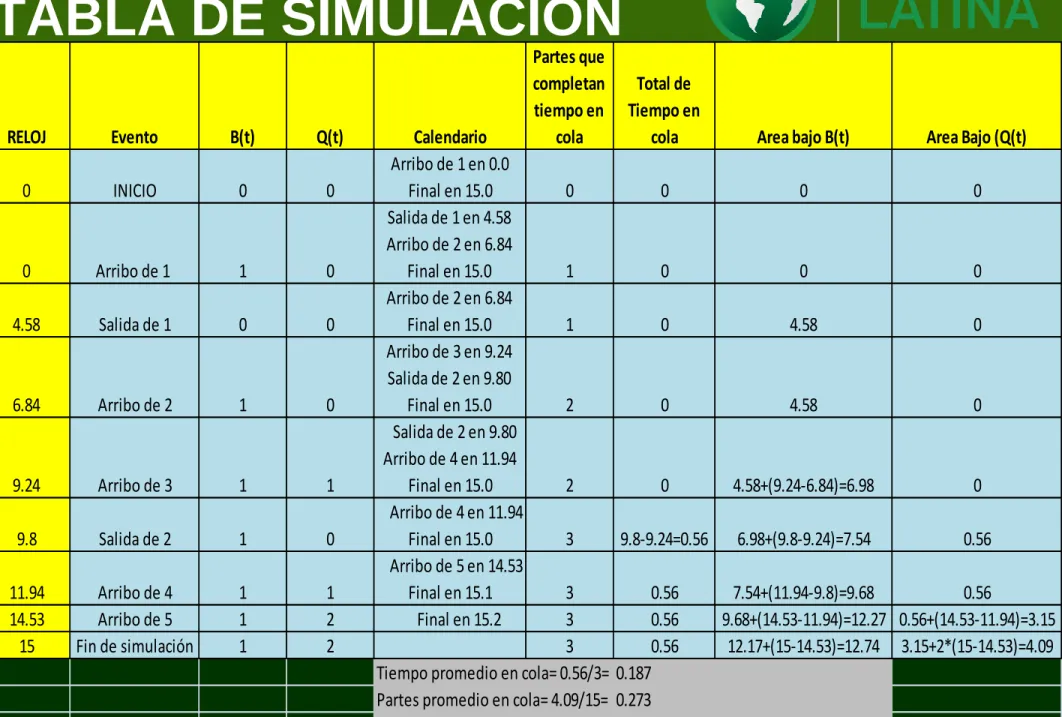
TABLA DE SIMULACION
RELOJ Evento B(t) Q(t) Calendario
Partes que completan tiempo en cola Total de Tiempo en
cola Area bajo B(t) Area Bajo (Q(t)
0 INICIO 0 0
Arribo de 1 en 0.0
Final en 15.0 0 0 0 0
0 Arribo de 1 1 0
Salida de 1 en 4.58 Arribo de 2 en 6.84
Final en 15.0 1 0 0 0 4.58 Salida de 1 0 0
Arribo de 2 en 6.84
Final en 15.0 1 0 4.58 0
6.84 Arribo de 2 1 0
Arribo de 3 en 9.24 Salida de 2 en 9.80
Final en 15.0 2 0 4.58 0
9.24 Arribo de 3 1 1
Salida de 2 en 9.80 Arribo de 4 en 11.94
news
EJEMPLO DE SISTEMAS DE
INVENTARIO
• Para un producto se ha establecido un máximo inventario de
11 unidades y un período de revisión de 5 días. Existe un inventario inicial de 3 unidades y está programado recibir un pedido de 8 unidades en 2 días. Se pide hacer una
simulación del sistema en tres períodos y estimar el
inventario final promedio de partes y el número de días en que ocurrió un faltante. La demanda se estima según
(Demanda, Probabilidad) en la siguiente forma: (0,0.1);
news
EJEMPLO DE SISTEMAS DE
INVENTARIO (
Solución
)
• Distribución de demanda
Demanda Probabilidad Acumulado # aleatorio
0 0.10 0.10 0.00 - 0.10
1 0.25 0.35 0.11 - 0.35
2 0.35 0.70 0.36 - 0.70
3 0.21 0.91 0.71 - 0.91
4 0.09 1.00 0.92 - 0.99
• Distribución del tiempo de entrega
news
EJEMPLO DE SISTEMAS DE
INVENTARIO (
Solución
)
PERIODO DIA
INV INICIAL
R
DEMANDA DEMANDA
INV
FINAL FALTANTE ORDENAR
R
ENTREGA LLEGADA LLEGAN
1 1 3 0.62 2 1
2 1 0.71 3 0 2 8
3 8 0.21 1 5
4 5 0.39 2 3
5 3 0.69 2 1 10 0.83 2
2 1 1 0.89 3 0 2
2 0 0.88 3 0 5 10
3 10 0.64 2 3
4 3 0.90 3 0
5 0 0.63 2 0 2 11 0.03 2
3 1 0 0.21 1 0 3
2 0 0.06 0 0 11
news
EJEMPLO DE SISTEMAS DE
INVENTARIO (
Resultados
)
• El inventario final promedio en los quince días es de 26/15 o sea de 1.73 unidades.
• En los quince días en 5 ocasiones se dieron faltantes
• El promedio de faltantes es de 14/15 o sea de 0.93 u/día. • Es necesario correr la simulación por mas ciclos para tener
una mejor aproximación de los valores buscados.
CICLOS INV FINAL FALTANTES
news
EJEMPLO DE MANTENIMIENTO
PREVENTIVO
• Una fresadora de alta precisión utiliza tres tipos de rol cuya vida útil (horas) se distribuye así: (1000,0.1); (1100,0.13);
(1200,0.25); (1300,0.13); (1400,0.09); (1500,0.12); (1600,0.02); (1700,0.06); (1800,0.05); (1900,0.05). Cuando un rol falla la
línea completa debe parar y un mecánico debe ser llamado para instalar un nuevo rol. El tiempo de atraso del mecánico (en minutos) para arribar a la máquina se distribuye así:
(5,0.6); (10,0.3);(15,0.1). El costo de tiempo ocioso de la
máquina está estimado en $15 por minuto. El costo directo del mecánico es de $18 por hora. Cambiar un rol dura 20 minutos, cambiar dos 30 minutos y cambiar los tres 40 minutos. Los
news
SOLUCION
•
Distribución de vida útil
Vida útil Probabilidad Acumulado # aleatorio
1000 0.10 0.10 0.00 - 0.10
1100 0.13 0.23 0.11 - 0.23
1200 0.25 0.48 0.24 - 0.48
1300 0.13 0.61 0.49 - 0.61
1400 0.09 0.70 0.62 - 0.70
news
SOLUCION
• Distribución de tiempo de atraso
Vida útil Probabilidad Acumulado # aleatorio
5 0.60 0.60 0.00 - 0.60
10 0.30 0.90 0.61 - 0.90
news
SIMULACION DEL PRIMER ROL
FALLA #
R DE
FALLA VIDA RELOJ
R DE
CAMBIO TIEMPO
1 0.66 1400 1400 0.95 15
2 0.90 1700 3100 0.39 5
3 0.90 1700 4800 0.51 5
4 0.54 1300 6100 0.63 10
5 0.44 1200 7300 0.07 5
6 0.44 1200 8500 0.13 5
7 0.08 1000 9500 0.86 10
8 0.34 1200 10700 0.77 10
9 0.25 1200 11900 0.03 5
10 0.01 1000 12900 0.92 15
news
SIMULACION DE SEGUNDO ROL
FALLA #
R DE
FALLA VIDA RELOJ
R DE
CAMBIO TIEMPO
1 0.71 1500 1500 0.94 15
2 0.02 1000 2500 0.76 10
3 0.71 1500 4000 0.89 10
4 0.05 1000 5000 0.47 5
5 0.93 1800 6800 0.92 15
6 0.74 1500 8300 0.70 10
7 0.55 1300 9600 0.71 10
8 0.59 1300 10900 0.78 10
9 0.42 1200 12100 0.14 5
10 0.36 1200 13300 0.67 10
11 0.93 1800 15100 0.02 5
news
SIMULACION DE TERCER ROL
FALLA #
R DE
FALLA VIDA RELOJ
R DE
CAMBIO TIEMPO
1 0.61 1300 1300 0.52 5
2 0.36 1200 2500 0.69 10
3 0.59 1300 3800 0.29 5
4 0.73 1500 5300 0.50 5
5 0.95 1800 7100 0.75 10
6 0.37 1200 8300 0.60 5
7 0.26 1200 9500 0.11 5
8 0.01 1000 10500 0.66 10
9 0.80 1500 12000 0.61 10
news
PROPUESTA
FALLA # R DE FALLA 1 R DE FALLA 2 R DEFALLA 3 VIDA 1 VIDA 2 VIDA 3
CAMBIO
AL RELOJ
R DE
news
•
Los resultados de costos de la simulación basados en una sola corrida de 20000 horas (no suficiente para inferencia) son:Roles= 46 roles * $30/rol = $ 1380 Retrasos = (115+120+100)min * $15/min = $ 5025 Tiempo ocioso= 46 paros*20 min*$15/min = $13800 Del mecánico= 46 veces*20 min*$18/60 min = $ 276
CONFIABILIDAD DE SISTEMAS
news
• Los resultados de costo de la simulación basados en una sola corrida de 20000 horas (no suficiente para inferencia) son:
Roles= 3*18 roles * $30/rol = $ 1620
Retrasos = 110 min * $15/min = $ 1650 Tiempo ocioso= 18 paros*40 min*$15/min = $10800 Del mecánico= 18 veces*40 min*$18/60 min = $ 216 COSTO TOTAL: $14286
CONFIABILIDAD DE SISTEMAS
(
Resultados de situación
news
Procedimiento
1. Recolectar datos de arribo de entidades y procesamiento de las mismas.
2. Generar números y variables aleatorias ajustados a distribuciones teóricas o empíricas
3. Establecer el o los relojes de la simulación
4. Simular el proceso hasta el tiempo de parada,
actualizando el o los relojes y usando una tabla de simulación
news
EJEMPLO
El tiempo de llegada de material a un proceso sigue una distribución exponencial con media de 30 minutos. El tiempo de proceso en minutos se distribuye uniformemente entre 15 y 21. Hay una inspección cuyo tiempo dura 20 minutos con una variabilidad no significativa que ha sido probada estadísticamente. Simule este sistema por 1000 minutos y determine:
news
SOLUCION
LLEGADA PROCESO INSPECCION
-30*(1-LN(RND)) Tiempo Reloj de Tiempo de Reloj de Reloj de Tiempo Tiempo Tamaño Reloj de Reloj de Tiempo Tamaño No. llegada llegada proceso entrada salida ocioso en cola de la cola entrada salida en cola de cola
news
RESPUESTAS
1. Producción de piezas por hora
2. Utilización promedio
3. Tiempo promedio de espera en cola
4. Longitud promedio de la cola
6225 . 1 60 * 44 . 998 27 / hora Piezas % 86 . 51 100 * 44 . 998 ) 68 . 480 44 . 998 ( n Utilizació utos
TMC 7.27 min