INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
PRESENTE.-Por medio de la presente hago constar que soy autor y titular de la obra
denominada"
, en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto
Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que
efectúe la divulgación, publicación, comunicación pública, distribución,
distribución pública y reproducción, así como la digitalización de la misma, con
fines académicos o propios al objeto de EL INSTITUTO, dentro del círculo de la
comunidad del Tecnológico de Monterrey.
El Instituto se compromete a respetar en todo momento mi autoría y a
otorgarme el crédito correspondiente en todas las actividades mencionadas
anteriormente de la obra.
De la misma manera, manifiesto que el contenido académico, literario, la
edición y en general cualquier parte de LA OBRA son de mi entera
responsabilidad, por lo que deslindo a EL INSTITUTO por cualquier violación a
los derechos de autor y/o propiedad intelectual y/o cualquier responsabilidad
relacionada con la OBRA que cometa el suscrito frente a terceros.
Efecto de Rolado al Vapor de Sorgo Rojo (Sorghum Bicolor L
Moench) y Maíz (Zea Mays) en el Rendimiento y Eficiencia de
Producción de Bioetanol-Edición Única
Title Efecto de Rolado al Vapor de Sorgo Rojo (Sorghum Bicolor L Moench) y Maíz (Zea Mays) en el Rendimiento y Eficiencia de Producción de Bioetanol-Edición Única
Authors Cristina Elizabeth Chuck Hernández
Affiliation Tecnológico de Monterrey, Campus Monterrey
Issue Date 2009-05-01
Item type Tesis
Rights Open Access
Downloaded 19-Jan-2017 00:58:47
CAMPUS MONTERREY
DIVISIÓN DE BIOTECNOLOGIA Y ALIMENTOS PROGRAMA DE GRADUADOS EN BIOTECNOLOGIA
“EFECTO DE ROLADO AL VAPOR DE SORGO ROJO (Sorghum bicolor L Moench) Y MAÍZ (Zea mays) EN EL RENDIMIENTO Y EFICIENCIA DE PRODUCCIÓN DE
BIOETANOL”
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADEMICO DE:
MAESTRA EN CIENCIAS CON ESPECIALIDAD EN BIOTECNOLOGIA
POR:
CRISTINA ELIZABETH CHUCK HERNÁNDEZ
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE BIOTECNOLOGIA Y ALIMENTOS
PROGRAMA DE GRADUADOS EN BIOTECNOLOGIA
Los miembros del comité de tesis recomendamos que el presente proyecto de tesis presentado por la Ing. Cristina Elizabeth Chuck Hernández, sea aceptado como requisito parcial para obtener el grado académico de:
Maestra en Ciencias con Especialidad En Biotecnología
Comité de Tesis:
_________________________ Dr. Sergio Román Othon Serna Saldívar
Asesor
______________________ _______________
Dra. Esther Pérez Carrillo Dr. Mario Moisés Alvarez
Sinodal Sinodal
Aprobado:
_______________________ Dr. Mario Moisés Alvarez
Director de Posgrado de la División de Biotecnología y Alimentos
AGRADECIMIENTOS
Muchas gracias al Dr. Sergio Serna por su apoyo, enseñanzas y
generosidad. Muchas gracias por transmitirme su entusiasmo por el trabajo de
investigación, por permitirme disfrutar en estos años de maestría de la bella visión
del trabajo científico y por su ejemplo de disciplina y tolerancia.
Muchas gracias a la Dra. Esther Pérez Carrillo, porque al igual que el Dr.
Serna no me alcanzaría el espacio para expresarle toda mi gratitud…muchas
gracias Esther por tu paciencia y confianza. Porque además de lo académico me
has dado ejemplo de generosidad y sensibilidad.
Muchas gracias al Dr. Mario Álvarez, por su apoyo, entusiasmo e interés.
Es sin duda uno de mis más grandes maestros.
Muchas gracias a mi familia, a mi mamá, hermanas y hermano por su
apoyo y ánimo en tiempos difíciles. Gracias por estar siempre conmigo, por ser la
fuerza que alimenta mi vida.
Muchas gracias a Fernando. Gracias por compartir tu vida conmigo, por
ser el faro que me orienta y por darme la imagen del universo que mis ojos solos
nunca hubieran alcanzado a ver.
Muchas gracias a Dios y a la vida que me han permitido disfrutar y aprender
DEDICATORIA
A las personas que son o han sido parte de mi vida. A todos aquellos
quienes han compartido conmigo etapas, experiencias o palabras que me
enriquecen y fortalecen.
A mi madre, a Norma, Selina, Linda, Elizabeth y Anuar.
A Fernando.
ÍNDICE GENERAL
ÍNDICE DE FIGURAS VI
ÍNDICE DE TABLAS IX
RESUMEN XI
1. INTRODUCCIÓN Y MARCO TEÓRICO 1
1.1. LA SITUACIÓN ENERGÉTICA EN EL MUNDO… CRÓNICA DEL HAMBRE CRECIENTE POR
ENERGÍA 1
1.2. ENERGÉTICOS 10
1.2.1. NO RENOVABLES 10
1.2.2. RENOVABLES 10
1.2.2.1. Geotérmica 11
1.2.2.2. Hidráulica 11
1.2.2.3. Eólica 11
1.2.2.4. Solar 11
1.2.2.5. Biomasa 11
1.2.2.5.1. Sólida 12
1.2.2.5.2. Líquida 12
1.2.2.5.3. Gaseosa 12
1.3. BIOETANOL 13
1.3.1. PRODUCCIÓN DE BIOETANOL EN EL MUNDO 13
1.3.2. PRINCIPALES TIPOS DE MATERIAS PRIMAS PARA LA PRODUCCIÓN DE BIOETANOL 18
1.3.2.1. Fuentes almidonosas 19
1.3.2.1.1. Cereales. 19
1.3.2.1.2. Tubérculos. 20
1.3.2.2. Caldos azucarados 20
1.3.2.2.1. Caña de azúcar. 20
1.3.2.2.2. Sorgo dulce. 21
1.3.2.3. Material lignocelulósico. 21
1.3.3. PROCESO DE PRODUCCIÓN DE BIOETANOL A PARTIR DE MATERIAL ALMIDONOSO. 22
1.3.3.1. Molienda seca 25
1.3.3.2. Gelatinización y licuefacción 25
1.3.3.3. Sacarificación 27
1.3.3.4. Fermentación 28
1.3.3.5. Destilación 29
1.4. EL SORGO COMO FUENTE DE BIOETANOL 31
1.4.1. ORIGEN DEL SORGO, UNA HISTORIA COMPARTIDA CON EL DESARROLLO DE LA
HUMANIDAD 31
1.4.2. PRODUCCIÓN MUNDIAL Y NACIONAL DE SORGO 32
1.4.3. ESTRUCTURA Y CARACTERÍSTICAS FÍSICO QUÍMICAS DEL SORGO 32
1.5. TRATAMIENTOS FÍSICOS Y TÉRMICOS USADOS PARA MEJORAR LA DIGESTIBILIDAD Y
2. DEFINICIÓN DEL PROBLEMA 43
3. OBJETIVOS GENERALES Y ESPECÍFICOS 44
3.1. OBJETIVO GENERAL 44
3.2. OBJETIVOS ESPECÍFICOS 44
4. MATERIALES Y MÉTODOS 45
4.1. MATERIA PRIMA 45
4.2. ROLADO AL VAPOR 46
4.3. MOLIENDA 48
4.4. PROCESO DE OBTENCIÓN DE ETANOL 49
4.4.1. LICUEFACCIÓN 49
4.4.1.1. Enzima 49
4.4.1.2. Proceso 50
4.4.2. SACARIFICACIÓN 52
4.4.2.1. Enzimas 52
4.4.2.2. Proceso 53
4.4.3. FERMENTACIÓN 54
4.4.3.1. Inóculo 54
4.4.3.2. Acondicionamiento del mosto 55
4.4.3.3. Proceso de fermentación 56
4.5. MÉTODOS ANALÍTICOS 57
4.5.1. CARACTERÍSTICAS FISICOQUÍMICAS DE LA MATERIA PRIMA 57
4.5.1.1. Peso hectolítrico 57
4.5.1.2. Peso de mil carióspides 58
4.5.1.3. Textura de endospermo 58
4.5.1.4. Composición proximal 59
4.5.1.5. Determinación de almidón total y almidón dañado 59
4.5.1.6. Determinación de compuestos fenólicos 59
4.5.2. DETERMINACIÓN DEL PERFIL GRANULOMÉTRICO DE LAS HARINAS 60
4.5.3. CARACTERIZACIÓN DE LA CEPA USADA PARA LA FERMENTACIÓN 60
4.5.4. CONTEO CELULAR 61
4.5.5. DETERMINACIÓN DE AZÚCARES REDUCTORES 62
4.5.6. DETERMINACIÓN DE ALFA AMINO NITRÓGENO 63
4.5.7. DETERMINACIÓN DE GLUCOSA Y PERFIL DE AZÚCARES 64
4.5.8. DETERMINACIÓN DE ETANOL 64
4.5.9. DETERMINACIÓN DE ALCOHOLES DE FUSEL 64
4.6. DISEÑO DE EXPERIMENTOS Y ANÁLISIS ESTADÍSTICO 65
4.7. SIMULADOR PARA ANÁLISIS ECONÓMICO 66
5. RESULTADOS Y DISCUSIÓN 78
5.1. CARACTERIZACIÓN DE LA MATERIA PRIMA 78
5.1.1. PROPIEDADES FÍSICAS 78
5.1.2. PROPIEDADES QUÍMICAS 82
5.2. LICUEFACCIÓN 87
5.2.1. PERFIL AZÚCARES REDUCTORES 87
5.3. SACARIFICACIÓN 90
5.3.1. PERFIL DE GLUCOSA 90
5.4. FERMENTACIÓN 93
5.4.1. VIABILIDAD DEL INÓCULO 93
5.4.2. PERFIL AZÚCARES 97
5.4.3. PERFIL ALFA AMINO NITRÓGENO 104
5.4.4. PERFILES DE ETANOL Y ALCOHOLES SUPERIORES 107
5.5. RENDIMIENTO GENERAL DEL PROCESO 114
5.6. ANÁLISIS DE FACTIBILIDAD ECONÓMICA 118
6. CONCLUSIONES Y RECOMENDACIONES 125
REFERENCIAS CONSULTADAS 128
ANEXOS 153
ÍNDICE DE FIGURAS
Figura 1.1.1. Diagrama del proceso de rolado al vapor (tomado de
www.redmills.co.uk)... 8
Figura 1.3.1. Proceso general para la producción de etanol a partir de diferentes
materias primas ... 15
Figura 1.3.2. Proceso general para la obtención de bioetanol a nivel industrial.
Molienda seca. Tomado de: RFA (2007). ... 23
Figura 1.3.3. Proceso típico de obtención de etanol a partir de materia prima
almidonosa ... 24
Figura 1.3.4. Diagrama simplificado de las reacciones para la obtención de etanol
a partir de glucosa (Modificado de: Mathews et al., 2002)... 28
Figura 1.4.1. Estructura del grano de sorgo. Tomado de Sautier y O’deye (1989) 34
Figura 4.1.1 Fotografía del sorgo rojo (A) y maíz amarillo (B) utilizado como
materia prima... 45
Figura 4.2.1 Proceso de rolado al vapor para la obtención de la materia prima
(Herrera, 1994). ... 47
Figura 4.2.2 Imagen fotográfica del sorgo y maíz utilizados en este trabajo de
investigación. Antes y después del rolado. Donde (A) es sorgo rolado al
vapor, (B) es maíz rolado al vapor, (C) es sorgo entero y rolado, y (D) es
maíz entero y rolado. La escala superior de la regla corresponde a
centímetros, en tanto que la inferior a pulgadas... 48
Figura 4.4.1 Etapa de licuefacción y toma de muestras. En A se muestra la
licuefacción de tratamientos con maíz entero y maíz rolado al vapor, así
procesamiento en tubos de polipropileno de 15 mL con tapa en congelación
a -20°C (D) ... 51
Figura 4.4.2 Sistema de fermentación y muestreo. ... 56
Figura 4.5.1 Sorgo y maíz. Fotos inferiores muestran la determinación de textura
de endospermo... 58
Figura 4.5.2 Esquema de cámara de Neubauer. Indicada con una “L” los
cuadrantes usados para realizar el conteo. Tomado de Reina (2003). ... 61
Figura 5.2.1 Perfil de concentración de azúcares reductores (g/L) durante el
proceso de licuefacción de sorgo y maíz enteros y rolados al vapor... 90
Figura 5.3.1 Concentración de glucosa total (g/L) obtenida durante el proceso de
sacarificación... 93
Figura 5.4.1 Fotografía tomada al microscopio de Saccharomyces cerevisiae A)
teñidas con azul de metileno y B) listas para conteo en Cámara de
Neubauer... 94
Figura 5.4.2 Perfil de concentración de glucosa (g/L) durante la fermentación con
Saccharomyces cerevisiae de los tratamientos de sorgo y maíz enteros y
rolados al vapor. ... 99
Figura 5.4.3 Contenido y consumo de fructosa (g/L) presente en mostos de maíz y
sorgo durante la fermentación con Saccharomyces cerevisiae... 101
Figura 5.4.4 Contenido y consumo de maltosa (g/L) presente en mostos de maíz y
sorgo durante la fermentación con Saccharomyces cerevisiae... 102
Figura 5.4.5 Contenido y consumo de alfa amino nitrógeno (mg/L) presente en
mostos de maíz y sorgo durante la fermentación con Saccharomyces
Figura 5.4.6 Perfil de generación de etanol (mL/L) durante la fermentación con
Saccharomyces cerevisiae. ... 108
Figura 5.4.7 Perfil de generación de alcoholes de fusel (propanol, isobutanol y
alcoholes amílicos) en partes por millón durante la fermentación para los
diferentes tratamientos: a) maíz entero; b) maíz rolado al vapor; c) sorgo
entero, y d) sorgo rolado al vapor... 113
Figura 5.6.1 Efecto del incremento de precio de venta del etanol en los resultados
de factibilidad económica del proyecto. ... 121
Figura 5.6.2 Efecto del decremento de precio de la materia prima en el resultado
ÍNDICE DE TABLAS
Tabla 1.3.1. Producción de bioetanol por país (millones de litros) 1... 14
Tabla 1.3.2. Rendimiento de etanol (en litros) por hectárea cultivada 1... 16
Tabla 1.3.3. Principales países productores de sorgo en el 2007 1... 17
Tabla 1.3.4. Costo del maíz y sorgo como materia prima en la producción de
etanol... 18
Tabla 1.4.1. Principales características físicas y químicas del sorgo (Sorghum
bicolor L Moench) y maíz (Zea mays)... 37
Tabla 1.4.2. Sistema de asignación de grado para el Sorgo en los Estados Unidos
de Norteamérica1... 39 Tabla 4.5.1. Rampa de temperaturas usada en el cromatógrafo Agilent 6850 para
la determinación de alcoholes de fusel usando una columna HP-1 ... 65
Tabla 4.7.1. Datos iniciales usados en el simulador para evaluar la factibilidad
económica de un proyecto de construcción de una biorefinería utilizando
diferentes materias primas para la obtención de etanol. ... 67
Tabla 4.7.2 Ecuaciones utilizadas para calcular el costo de capital promedio
ponderado (WACC) indicado en la ecuación 4.7.1... 69
Tabla 4.7.3 Días de venta usados en el simulador para calcular el capital de
trabajo en el simulador ... 72
Tabla 4.7.4 Razones financieras calculadas en el simulador1... 76
Tabla 5.1.1 Propiedades físicas de granos de sorgo y maíz rolados y sin rolar... 79
Tabla 5.1.3 Distribución de tamaño de partícula del sorgo y maíz entero y rolado al
vapor usado como materia prima en esta investigación1... 86
Tabla 5.5.1. Eficiencia de conversión de almidón en glucosa y etanol para cada
uno de los tratamientos evaluados 1... 116 Tabla 5.5.2. Rendimientos finales de etanol en mililitros por kilogramo de harina y
por kilogramo de almidón para cada uno de los tratamientos evaluados . 118
Tabla 5.6.1. Costo directo y costos totales unitarios, así como Valor Presente
Neto y Tasa Interna de Retorno de una biorefinería de 856 millones de
pesos de inversión inicial y producción de 160 millones de litros de etanol
RESUMEN
En los últimos años, la producción de combustibles líquidos a partir de materiales
renovables ha recibido gran atención debido a la creciente demanda energética, a la
reducción de reservas petroleras, así como a una mayor preocupación por el impacto
ambiental de las actividades del hombre. El objetivo de este trabajo de investigación fue
estudiar el efecto del rolado al vapor de granos de sorgo y maíz sobre el rendimiento y
eficiencia de producción de etanol. Se llevó a cabo un experimento factorial, donde los
factores evaluados fueron el tipo de cereal y el tratamiento físico. Se usaron los resultados
obtenidos para evaluar la factibilidad económica de una biorefinería en México. Se
observaron diferencias significativas en el perfil de generación de azúcares reductores
durante la licuefacción entre los tratamientos con sorgo y maíz, así como entre granos
enteros y rolados. Se observaron también diferencias significativas en el perfil de
generación de glucosa durante la sacarificación pero sólo para los tratamientos con sorgo,
el sorgo entero presentó una producción de glucosa estadísticamente menor a los
tratamientos de maíz entero y rolado. El rendimiento final del proceso, en litros de etanol
por tonelada de materia prima, fue de 276, 398, 391 y 416 para sorgo entero, sorgo rolado
al vapor, maíz entero y maíz rolado al vapor respectivamente. El rolado al vapor en el
sorgo permitió incrementar el porcentaje de almidón dañado y la degradación de la matriz
proteica, mejorando con ello la hidrólisis enzimática y la eficiencia de fermentación del
proceso. Dadas las condiciones actuales de mercado, una biorefinería de 856 millones de
pesos para la producción de 160 millones de litros anuales de etanol, usando maíz y/o
sorgo entero y/o rolado al vapor, no sería un proyecto económicamente rentable.
1. INTRODUCCIÓN Y MARCO TEÓRICO
1.1. La situación energética en el mundo… crónica del hambre creciente
por energía
Actualmente en el mundo existe una tendencia creciente para el desarrollo de
fuentes energéticas alternas al petróleo. Esta situación es derivada principalmente
de la preocupación por la dependencia de combustibles fósiles no renovables y
por el impacto ambiental que estos generan. Muchos países y organizaciones,
están también preocupados por desarrollar nuevas tecnologías que permitan
ofrecer servicios energéticos a un porcentaje de la población que aún no cuenta
con estos recursos.
En la búsqueda por reducir la inseguridad energética, varios países han emitido
leyes o han realizado acuerdos que buscan incrementar su capacidad industrial y
tecnológica para la producción de bioenergéticos. En la cumbre de los líderes del
Grupo de los Ocho en el 2006, se emitió una declaración sobre la Seguridad
Global Energética. En ella se puntualiza que los miembros del G8 “promoverán la
diversificación de fuentes energéticas para el transporte basados en nuevas tecnologías, incluyendo biocombustibles” (G8IC, 2006).
En los Estados Unidos de Norteamérica, el gobierno encabezado por el entonces
presidente George Bush emitió en el 2007 una iniciativa denominada “Veinte en
del consumo de gasolina en los siguientes diez años. Para lograr este objetivo se
promueve el incremento del suministro de combustibles renovables en un 15%
hacia el 2017, así como la modernización de estándares de ahorro de
combustibles en autos y camionetas ligeras (WH, 2007).
En el caso de Chile, al igual que en el mundo entero, la demanda de petróleo se
ha duplicado desde la década de los 70s, siendo el transporte el más dependiente
de este insumo, ya que se destinan a este fin cerca del 55% de los recursos
energéticos mundiales (Poniachik, 2006). Debido a que Chile es altamente
dependiente de importaciones energéticas (72%), el gobierno encabezado por
Michelle Bachelet, ha impulsado también planes enfocados a incrementar la
seguridad energética.
México no ha sido la excepción a esta tendencia mundial, particularmente porque
su economía es altamente dependiente del sector petrolero y especialmente
porque las reservas nacionales de este hidrocarburo han mostrado una caída del
50% en los últimos seis años, agravado por el descenso de la producción del
yacimiento de Cantarell, el más grande en México y el segundo más importante en
el mundo (Cabrera, 2007). De acuerdo a Cabrera (2007), al momento no existen
opciones reales para sustituir esta baja en la extracción petrolera mexicana.
En febrero del 2008 la secretaría de Energía publicó en el Diario Oficial de la
Federación el decreto por el cual se expide la Ley de Promoción y Desarrollo de
promoción y el desarrollo de los bioenergéticos, a fin de coadyuvar a la
diversificación energética y al desarrollo sustentable como condiciones que
permiten garantizar el apoyo al campo mexicano”.
De acuerdo al comunicado de la Secretaría de Energía, esta ley pretende
establecer las bases para la promoción de la producción de insumos para
bioenergéticos sin poner en riesgo la soberanía y seguridad alimentaria del país.
En esta ley se establece una Comisión Intersecretarial para el Desarrollo de los
Bioenergéticos, integrada por las Secretarías de: Agricultura, de Energía,
Economía, Hacienda y de Medio Ambiente.
Previo al establecimiento de esta Ley, la Secretaría de Energía realizó en conjunto
con asesores externos y con el apoyo económico de organismos internacionales
(Banco Interamericano de Desarrollo), estudios para evaluar el potencial de
México en la producción de biocombustibles líquidos.
Del estudio “Potenciales y Viabilidad del Uso de Bioetanol y Biodiesel para el
Transporte en México” (SENER, 2007) destaca el planteamiento de diferentes
escenarios para la sustitución gradual de fuentes energéticas derivadas del
petróleo, las cuales van desde la sustitución de los éteres usados como
oxigenantes en las gasolinas de las principales zonas metropolitanas hasta el
reemplazo del 10% del combustible fósil por etanol, lo cual representará una
En ese mismo estudio se analizó la factibilidad económica de diversas materias
primas como fuente de bioetanol. Para ello se utilizaron criterios de selección
entre los que destacan: la disponibilidad de una tecnología madura, costos y
superficie de siembra requerida para satisfacer la demanda. En este reporte se
indica que el maíz y la caña de azúcar son las únicas materias primas que, dadas
las condiciones del 2007, tendrían resultados económicos positivos. No es de
sorprender que países como Estados Unidos y Brasil estén utilizando estas
materias primas como fuente principal de sus programas de bioenergía.
Sin embargo, a diferencia de Estados Unidos y Brasil, en México, la situación del
maíz y de la caña de azúcar se ve afectada de manera importante por factores
sociales y económicos que complican el uso de estos cultivos como fuente de
bioenergéticos. Los más de 20 millones de toneladas de maíz producidas en el
país son en su gran mayoría canalizadas a la industria alimentaria para la
producción de tortillas y otros productos que son el sostén de la población. Por
obvias razones el costo del maíz en el mercado doméstico es superior al
internacional. En México es tan importante el uso de maíz para consumo humano
que incluso su uso como fuente de bioetanol ha sido regulado en la Ley de
Bioenergéticos (Cámara de Diputados, 2008).
Es indudable que para alcanzar los niveles de producción de bioetanol planteados
en los escenarios previstos en el estudio de la Secretaría de Energía (SENER,
caso de la caña de azúcar, se necesitaría invertir, tanto en producción agrícola,
como en instalaciones para la industrialización. Se requiere también duplicar la
superficie de cultivo, pero, quizás lo más importante, dadas las condiciones del
sector azucarero mexicano, se requerirá un replanteamiento de la relación entre
productores agrícolas e ingenios (SENER, 2007), en una de las industrias
históricamente menos eficiente de América Latina.
En el caso del maíz, este cultivo se destina en un 59% al consumo humano
directo, el resto se utiliza en alimentación animal (CNMaíz, 2005). Una familia
promedio mexicana, de acuerdo a datos de INEGI y SAGARPA citados por
Shwedel (2007), gasta el 6% de su ingreso en productos de maíz.
Como lo indican estas cifras, México, así como algunos otros países
latinoamericanos, son fuertemente dependientes del maíz en materia alimentaria y
para agravar la situación, al menos desde 1980 se ha importado en promedio, el
18% del maíz consumido en el país (Vega y Ramírez , 2004). Tan sólo en el
2005 se adquirió en el extranjero casi el 40% del maíz disponible en México
(CNMaíz, 2005). En el 2006, con datos preeliminares publicados por la SAGARPA,
el maíz fue el principal producto agrícola adquirido en el exterior, con un monto
poco mayor a mil millones de dólares (SIAP, 2009).
La Secretaría de Energía indica que el costo de la materia prima es uno de los
factores que más impacta en la viabilidad económica de la producción de
aprovechamiento de los subproductos de este proceso será un factor decisivo en
la producción de biocombustibles.
En México, una de los cultivos más atractivos para la obtención de bioetanol es el
sorgo (Sorghum bicolor L Moench). El sorgo es un cereal de gran adaptación al
clima del norte de la República y representa una fuente de almidón casi
equivalente al maíz (Taylor et al. 2006). Según datos de la FAO en el 2006,
México fue el cuarto productor de sorgo a nivel mundial (FAO, 2008) y a
diferencia de otros países, casi la totalidad de la producción se destina al sector
ganadero. Además de esto, el sorgo presenta la ventaja de que se comercializa a
menor precio que el maíz. Sin lugar a dudas esto lo hace aún más prometedor
como alternativa en la producción de bioetanol.
En Estados Unidos, de acuerdo con la Asociación Nacional de Productores de
Sorgo (National Sorghum Producers, 2007), existen ocho plantas industriales de
bioetanol que usan el sorgo como materia prima (en conjunto con maíz). Este
número representa un porcentaje aún muy bajo comparado con las 131 plantas
existentes, además de las 73 que a octubre del 2007 estaban en construcción
(RFA, 2007).
Una de las limitantes para el uso de sorgo como fuente de bioenergía, es una
ligera diferencia en la composición química respecto al maíz: el sorgo tiene 1 o 2%
con los gránulos de almidón en el endospermo generan desafíos diferentes
durante los procesos de fermentación.
Taylor et al. (2006) indican que en las pruebas de obtención de bioetanol a partir
de sorgo, se ha encontrado una relación negativa (r=-0.84 , P<0.001) entre la
cantidad de proteína y la concentración de etanol, lo cual es un resultado muy
interesante, ya que típicamente se asocia el rendimiento de etanol sólo con la
cantidad de almidón de la materia prima, sin embargo, en el caso del sorgo, se ha
encontrado que la relación inversa entre contenido de proteína y rendimiento de
etanol es aún más sólida.
Esto puede ser debido a la interacción que las proteínas establecen mediante
puentes disulfuro en las primeras etapas del proceso (Hamaker y Bugusu, 2003),
la cual atrapa al almidón, evitando su completa gelatinización y la actividad de las
enzimas sobre esta porción de la materia prima.
En la alimentación animal, el sorgo también presenta una tasa de digestibilidad
menor a la del maíz y para reducir esta diferencia se usan frecuentemente
pretratamientos en las dietas de los animales. Con esto se aumenta la
disponibilidad de nutrientes y con ello la eficiencia en la engorda del ganado
(McDonough et al., 1997). Para el caso del sorgo, Rooney (1992) describe
métodos de tipo mecánicos, con humedad, calor, así como algunos que usan tanto
calor como humedad. En esta última categoría destaca el rolado al vapor, proceso
que va desde los 15 hasta los 30 minutos (Serna-Saldívar, 1996). Posteriormente,
el producto se hace pasar por unos rodillos estriados que giran a una misma
velocidad. La hojuela obtenida es finalmente secada y enfriada para su
almacenamiento. En la Figura 1.1.1 se muestra el esquema de un equipo de
[image:23.612.235.313.264.436.2]rolado al vapor usado a nivel industrial (Chen et al., 1994).
Figura 1.1.1. Diagrama del proceso de rolado al vapor (tomado de www.redmills.co.uk)
De acuerdo a McDonough et al. (1997), el ganado alimentado con grano rolado al
vapor presenta una mayor ganancia en peso (comparado con los animales
alimentados con cereales molidos en seco). En el caso de ganado lechero, se han
encontrado mayor rendimiento en la producción de leche y un incremento en el
De acuerdo a Swift et al. (1997) el rolado al vapor rompe la matriz de proteína y
gelatiniza de manera parcial al gránulo de almidón. Incrementa además el área
disponible para el ataque enzimático. Estos mismos autores señalan que este
tratamiento hidrotérmico reduce los uniones disulfuro que se presentan entre las
moléculas de proteína y que de dan estabilidad a la estructura interna de los
cereales. En el caso de la alimentación animal esto contribuye a incrementar aún
más la disponibilidad de nutrientes al exponer más gránulos de almidón a la
hidrólisis enzimática. En nutrición animal, se considera que en términos prácticos
el grano de sorgo rolado al vapor es equivalente al maíz crudo en valor nutritivo
para animales domésticos.
Hasta el momento pocas han sido las investigaciones encaminadas a evaluar
tratamientos físicos previos de la materia prima para mejorar el rendimiento de
bioetanol a partir de cereales. En el caso del sorgo y maíz, resaltan los trabajos
que estudian el efecto de la molienda y el tamaño de partícula de las harinas
(Naidu et al., 2007), así como el efecto del decorticado (Corredor et al., 2006 y
Perez-Carrillo et al., 2008). No se tienen antecedentes publicados sobre el uso de
tratamientos hidrotérmicos en particular.
Tomando en cuenta todos estos aspectos, se plantea como objetivo de este
proyecto de investigación estudiar el efecto del rolado al vapor de sorgo y maíz en
1.2. Energéticos
1.2.1. No renovables
Fuentes de energía no renovables son aquellas que proceden de fuentes finitas o
que tienen un ciclo de generación tan lento que para términos prácticos se pueden
considerar finitas. Los combustibles fósiles son el ejemplo más representativo de
energéticos no renovables (CNEC, 2007).
Los combustibles fósiles son gases, líquidos o sólidos provenientes de materia
orgánica fosilizada. Estos residuos requirieron millones de años para producir
depósitos energéticos, los cuales han sido explotados de forma intensiva desde
finales del siglo XVIII.
1.2.2. Renovables
Las fuentes de energía renovables son, como su nombre lo indica, aquellas que
provienen de fuentes naturales virtualmente inagotables, que tienen la capacidad
de autorenovarse. De acuerdo a la NREL (2009), se pueden considerar como
1.2.2.1. Geotérmica
La energía geotérmica, es un tipo de energía renovable que proviene del calor
interno de la tierra. Esta puede ser usada para generar energía eléctrica y para
calentar o enfriar edificios, entre otros usos.
1.2.2.2. Hidráulica
Es la energía que proviene del corrientes de agua y que es generalmente usada
para mover turbinas y generar energía eléctrica.
1.2.2.3. Eólica
Es la energía generada por el viento, la cual puede ser usada para producir
electricidad. En México, la Comisión Federal de Electricidad, ha realizado
esfuerzos para desarrollar este tipo de captación energética en estados del sur del
país, principalmente Oaxaca.
1.2.2.4. Solar
De acuerdo al NREL (2009), la mayoría de la energía renovable viene de forma
directa o indirecta del sol. Esta puede ser usada de forma directa al calentar e
iluminar hogares u otro tipo de edificios y para calentar agua o para la generación
de electricidad.
1.2.2.5. Biomasa
Este tipo de energía es la energía solar capturada por las plantas para crecer y
biomasa puede ser usada, entre otras cosas, para producir electricidad,
combustibles líquidos para transporte, como fuente de calor en hogares e
industria.
1.2.2.5.1. Sólida
El uso de biomasa como combustible sólido (típicamente madera y otros residuos
agrícolas) es una de las más antiguas usadas por la humanidad y hoy representa
el recurso bioenergético más grande en el mundo (NREL, 2009), con un potencial
técnico de 400 Exajoules (actualmente se utilizan aproximadamente 50 EJ en el
mundo) (IEA, 2007).
1.2.2.5.2. Líquida
La biomasa puede ser convertida en combustibles líquidos como bioetanol y
biodiesel. Se pretenden utilizar como sustitutos de los combustibles fósiles para
transporte, los cuales representan cerca del 55% de la demanda energética
mundial (Poniachik, 2006).
1.2.2.5.3. Gaseosa
El metano producido en rellenos con residuos agrícolas, forestales o basura
municipal, es utilizado para la generación de electricidad. En Nuevo León desde
el 2003 se están generando al menos 8 MWh con el relleno sanitario ubicado en
1.3. Bioetanol
1.3.1. Producción de bioetanol en el mundo
Para la obtención de bioetanol se han explorado múltiples fuentes, entre las que
destacan las raíces y granos almidonosos, material celulósico, así como plantas
de las cuales se obtienen caldos azucarados, como caña de azúcar y sorgo dulce.
El objetivo de esta búsqueda es el de obtener una fuente de carbohidratos
fermentables que permitan la obtención de bioetanol de la manera más rápida y
eficiente posible.
En el mundo existen programas de desarrollo tecnológico que favorecen el uso de
diferentes materias primas de acuerdo a las características de disponibilidad y
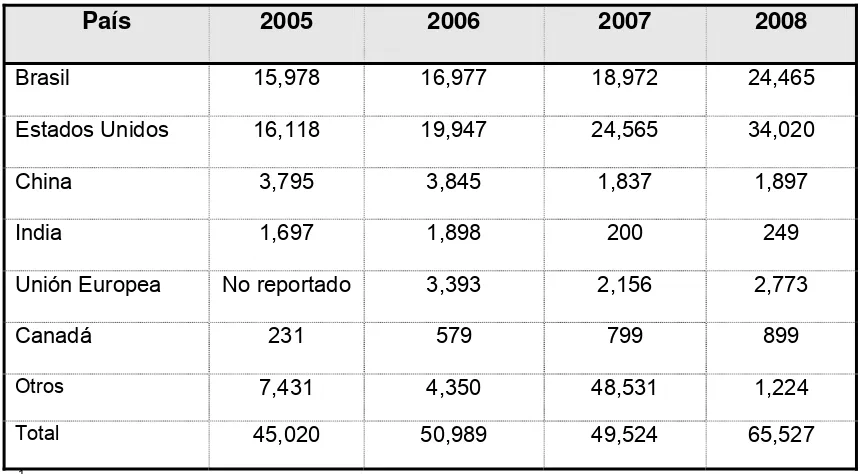
rendimiento en determinadas zonas geográficas. Como se puede observar en la
Tabla 1.3.1, los principales países productores de bioetanol en el mundo son
Estados Unidos de Norteamérica y Brasil. Estos países usan como materia prima
en estos procesos, el maíz y la caña de azúcar respectivamente, para los cuales
la producción de biocombustible representa una salida idónea de los excedentes
Tabla 1.3.1. Producción de bioetanol por país (millones de litros) 1
País 2005 2006 2007 2008
Brasil 15,978 16,977 18,972 24,465
Estados Unidos 16,118 19,947 24,565 34,020
China 3,795 3,845 1,837 1,897
India 1,697 1,898 200 249
Unión Europea No reportado 3,393 2,156 2,773
Canadá 231 579 799 899
Otros 7,431 4,350 48,531 1,224
Total 45,020 50,989 49,524 65,527
1 Modificado de: Renewable Fuels Association (http://www.ethanolrfa.org)
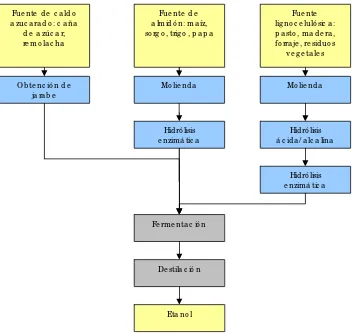
En términos de eficiencia energética, el uso cultivos como caña de azúcar y sorgo
dulce representan la mejor opción para la producción de bioetanol, ya que, como
Figura 1.3.1. Proceso general para la producción de etanol a partir de diferentes materias primas
Estos cultivos tienen además un mayor rendimiento por superficie sembrada
(Tabla 1.3.2). Sin embargo, tanto la caña de azúcar como el sorgo dulce no
pueden ser almacenados por tiempos prolongados debido a su alto contenido de
humedad.
En el caso de México, la reducida capacidad agrícola y tecnológica en cultivos
como caña de azúcar, hace necesaria la investigación de materias primas
alternativas para la obtención de biocombustibles.
Fue nte d e c a ld o a zuc a ra d o : c a ña
d e a zúc a r, re mo la c ha
Fue nte d e a lmid ó n: ma íz, so rg o , trig o , p a p a
Fue nte lig no c e luló sic a : p a sto , ma d e ra , fo rra je , re sid uo s
ve g e ta le s
O b te nc ió n d e ja ra b e
Mo lie nd a
Hid ró lisis e nzimá tic a
Mo lie nd a
Hid ró lisis á c id a / a lc a lina
Hid ró lisis e nzimá tic a
Fe rme nta c ió n
De stila c ió n
Tabla 1.3.2. Rendimiento de etanol (en litros) por hectárea cultivada 1
Cultivo
Litros de etanol obtenidos
por hectárea cultivada 2
Remolacha azucarera (Francia) 6,705.9
Caña de azúcar (Brasil) 6,217.5
Yuca (Nigeria) 3,850.7
Sorgo Dulce (India) 3,512.6
Maíz (Estados Unidos de Norteamérica) 3,324.8
Trigo (Francia) 2,601.6
1 Modificado de Brown (2006).
2 Rendimientos máximos reportados en países indicados entre paréntesis
Los granos almidonosos representan una excelente opción como fuente de
bioetanol, ya que cerca del 75% de su peso corresponde a almidón, reserva
energética natural de estas plantas. Como se mencionó anteriormente en este
capítulo, para países como el nuestro, es de particular importancia explorar las
opciones de cultivos como el sorgo, ya que es uno de los cultivos mejor adaptados
a las condiciones climatológicas nacionales.
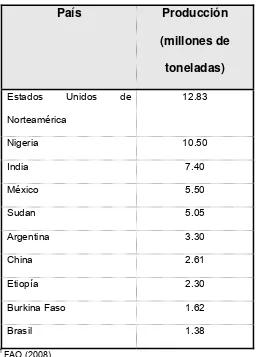
La producción nacional de sorgo, es de hecho, una de las más altas en el mundo
(Tabla 1.3.3). Estos poco más de 5 millones de toneladas anuales representan
cerca del 10% de la producción mundial de este cereal.
El sorgo es el segundo cereal de mayor producción en México después del maíz
consumo animal, lo cual puede hacerlo más factible como fuente de
[image:32.612.174.431.186.543.2]biocombustible (comparado con el propio maíz).
Tabla 1.3.3. Principales países productores de sorgo en el 2007 1
País Producción
(millones de
toneladas)
Estados Unidos de
Norteamérica
12.83
Nigeria 10.50
India 7.40
México 5.50
Sudan 5.05
Argentina 3.30
China 2.61
Etiopía 2.30
Burkina Faso 1.62
Brasil 1.38
1 FAO (2008)
En la Tabla 1.3.4 se presenta el costo de la materia prima (sorgo o maíz) en la
producción de bioetanol. Como se puede observar, a pesar del menor rendimiento
en litros por tonelada, el sorgo resulta más redituable en términos económicos.
Esto considerando sólo el costo de materia prima, que a su vez representa más
Analizando estos puntos, tanto la producción nacional de sorgo (Tabla 1.3.3), el
costo por tonelada, el costo por litro de etanol (tabla 1.3.4), la adaptabilidad de
este cereal al clima nacional, así como la menor presión social que supondría el
uso de sorgo para la producción de bioetanol, este grano representa sin duda un
área de oportunidad interesante, que debe ser analizado como una de las mejores
opciones bioenergéticas en México.
Tabla 1.3.4. Costo del maíz y sorgo como materia prima en la producción de etanol
Cereal Precio de materia
prima 1
pesos/tonelada
Rendimiento
Ltos /ton 2
Costo de materia
prima en pesos /
litro de etanol 3
Maíz 2200 368-390 5.62
Sorgo 1953 355-370 5.27
1 SIAP (2009), costo neto, sin considerar el precio de venta de los granos gastados de destilería (GGD).
2 Lawton (2000) y Serna-Saldívar (2007)
3 El costo de la materia prima representa más del 50% del costo de producción del biocombustible.
1.3.2. Principales tipos de materias primas para la producción de
bioetanol
Tal como se representó en la Figura 1.3.1, para la obtención de bioetanol se
pueden utilizar materias primas que básicamente se pueden clasificar en tres: 1)
materias primas almidonosas, entre las que destacan los cereales como maíz y los
de azúcar y sorgo dulce y 3) material lignocelulósico, cuya tecnología de
explotación a nivel industrial se encuentra aún en desarrollo.
Los siguientes datos generales de las materias primas se basan en el reporte de la
Secretaría de Energía incluido en las referencias (SENER, 2007).
1.3.2.1. Fuentes almidonosas
1.3.2.1.1. Cereales.
El maíz (Zea mays), representa actualmente el cereal de mayor uso en el mundo
para la producción de etanol. Este cereal es originario de México y su progenitor
silvestre fue el Teosinte (Zea mexicana).
El maíz tiene un contenido de almidón que varía desde 67 a 79% y en México el
rendimiento de cosecha en tonelada por hectárea es de 2.88 (Serna-Saldívar,
1996). En algunas áreas del país, como en Sinaloa, el rendimiento promedio
puede llegar hasta 9 toneladas por hectárea (SENER, 2007).
Si se considera el rendimiento nacional promedio y un contenido de almidón del
67% se puede alcanzar una producción de alrededor de 1400 litros de etanol por
1.3.2.1.2. Tubérculos.
Uno de los principales tubérculos estudiados como fuente de carbohidratos para la
obtención de bioetanol combustible es la yuca (Manihot sculenta). Es un cultivo de
gran importancia en Sudamérica, especialmente en Brasil (SENER, 2007), así
como en algunos países del centro de África y el sureste asiático.
De acuerdo a la Secretaría de Energía de México (SENER, 2007), el rendimiento
de este tubérculo por hectárea varía de 15 a 25 toneladas, que considerando un
contenido de 76 a 78% de almidón, representaría un rendimiento teórico de 8,300
a 13,800 litros de bioetanol por hectárea.
1.3.2.2. Caldos azucarados
1.3.2.2.1. Caña de azúcar.
Su nombre científico es Saccharum officinarum L. Fue introducida a México poco
después de la conquista de los españoles.
En 1920 se hicieron cruzas entre S. officinarum con S. spontanium para obtener
resistencia a la enfermedad del mosaico, obteniendo híbridos que dieron origen al
De acuerdo a SENER (2007), el rendimiento típico por tonelada de caña (14.5%
de azúcares fermentables en tallos) sería de 80 litros de etanol. En la zafra del
2005 se tuvo un rendimiento nacional de 75 toneladas de tallos de caña por
hectárea, lo que da un rendimiento por hectárea de 6000 litros de bioetanol por
hectárea.
1.3.2.2.2. Sorgo dulce.
Su nombre científico es Sorghum bicolor, L., Moench ssp. Sacharatum. El sorgo
dulce es una planta anual, al igual que el sorgo grano, tiene la capacidad de
soportar condiciones de estrés hídrico más prolongadas que otros cultivos como el
maíz. Se adapta a un rango amplio de pH en el suelo: 5.5-8.2 (SENER, 2007).
De sus tallos se puede obtener tanto jugo azucarado (hasta 13 toneladas de
azúcar por hectárea), así como biomasa (hasta 10 toneladas de azúcares
fermentables por hectárea) (SENER, 2007). Esto generaría (sólo a partir del jugo
azucarado) alrededor de 8500 litros por hectárea (con un rendimiento de 0.511 kg
de etanol por kilogramo de azúcar y una densidad de 0.789 kg de etanol por litro).
1.3.2.3. Material lignocelulósico.
El material lignocelulósico puede ser definido como un material compuesto por:
celulosa, hemicelulosa y lignina, que en relación al peso seco representan del 35
glucosa. La hemicelulosa es una cadena de diferentes azúcares tales como:
arabinosa, galactosa, glucosa, manosa y xilosa (Wyman, 1999).
La lignina es también un polímero, pero a diferencia de la celulosa y hemicelulosa
no tiene azúcares como monómeros, si no que tiene una base fenol-propileno. La
tecnología a partir de lignocelulosa se encuentra aún en desarrollo para lograr
alcanzar los rendimientos teóricos que supone el uso de esta materia prima.
Aden et al. (2002) utilizan en un reporte técnico para el National Renewable
Energy Laboratory de Estados Unidos, un rendimiento de 300 litros de etanol a
partir de una tonelada de rastrojo de maíz (base seca), lo cual es cercano a los
290 litros mencionado por Williams et al. (2007) en la conferencia Europea de
Biomasa.
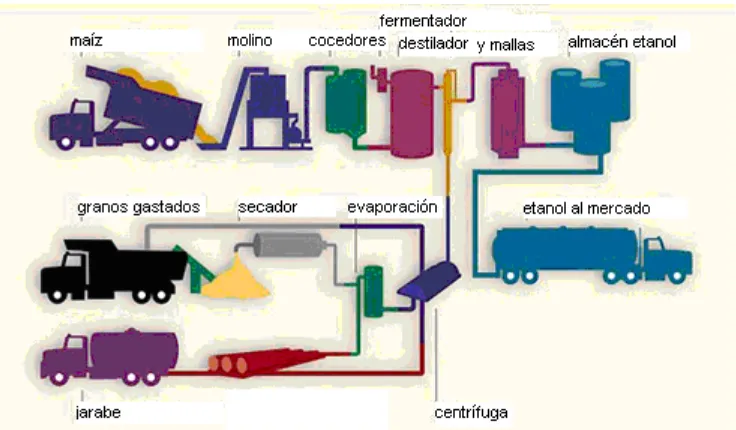
1.3.3. Proceso de producción de bioetanol a partir de material
almidonoso.
De acuerdo a Naidu et al. (2007) los pasos básicos en la obtención de etanol a
partir de materiales almidonosos son: molienda, gelatinización, licuefacción,
sacarificación, fermentación, destilación y obtención de subproductos. La Figura
1.3.2 resume los pasos básicos para la obtención de etanol a nivel industrial (RFA,
Figura 1.3.2. Proceso general para la obtención de bioetanol a nivel industrial. Molienda seca.
Tomado de: RFA (2007).
El objetivo de los pasos intermedios de este proceso es el desdoblamiento
del almidón en azúcares sencillos. Este caldo azucarado es entonces fermentado
para obtener un producto intermedio que después de ser sometido a procesos de
separación y purificación pueda entonces ser comercializado como
biocombustible.
En la Figura 1.3.3 se presentan más detalles del proceso de cada una de las
etapas de obtención de etanol a partir de materiales almidonosos. Posterior a esta
Figura 1.3.3. Proceso típico de obtención de etanol a partir de materia prima almidonosa
Ma te ria p rima , fue nte d e
a lmid ó n
Mo lie nd a se c a
Fe rme nta c ió n @ 30-36°C p H 5.6
De stila c ió n
Eta no l Sa c a rific a c ió n
@ 60°C p H 4.6
Enfria mie nto G e la tiniza c ió n y
lic ue fa c c ió n @ 85-90 °C p H 6.5
Filtra c ió n y c e ntrifug a c ió n
Alfa a mila sa
Ag ua
Amilo g luc o sid a sa
Le va d ura
G ra no s G a sta d o s d e De stile ría
Enfria mie nto
C O2
1.3.3.1. Molienda seca
La molienda seca es una operación en la cual, mediante acción mecánica se
reduce el grano a partículas finas. Esto permite obtener una materia prima
accesible a los tratamientos térmicos y enzimáticos.
La granulometría del grano molturado es un punto muy importante a controlar, ya
que a menor tamaño de partícula, la eficiencia de la gelatinización, licuefacción y
sacarificación se incrementa, sin embargo, se incrementan también los costos
energéticos de esta operación unitaria (Serna-Saldívar, 2007).
1.3.3.2. Gelatinización y licuefacción
Esta etapa es sumamente importante y ocurre en presencia de agua (1:1 con
respecto al peso de la harina) y a temperaturas superiores a los 70°C. El almidón,
insoluble en agua, adquiere con calor la capacidad de absorber agua. Esta
condición permite que el gránulo de almidón incremente su volumen hasta
provocar su rompimiento. Al ocurrir esto, las moléculas de amilosa y amilopectina
son liberadas quedando disponibles a la acción de las enzimas.
Es importante comentar que las temperaturas de gelatinización del almidón de
sorgo son generalmente más elevadas que las del maíz (Taylor et al., 2006) y está
amilopectina, que en el sorgo son generalmente más largas que en el maíz, la
relación amilosa-amilopectina, las características de la matriz proteica y el grado
de polimerización de las prolaminas (kafirinas en el caso del sorgo).
Una vez gelatinizado el almidón, ya disponible para la acción enzimática, se inicia
la licuefacción, para lo cual se agrega alfa amilasa, obtenida de manera comercial
de microorganismos como Bacillus subtilis (Serna-Saldívar, 2007), con el objetivo
de generar dextrinas. Debido al desarrollo de alfa amilasas resistentes a altas
temperaturas (Serna-Saldívar, 1996) es posible realizar la gelatinización y la
licuefacción de manera simultánea.
Las dextrinas, además de iniciar el proceso de conversión de almidón a glucosa,
facilitan el proceso de producción de etanol, ya que reducen la viscosidad del
sistema que de otra manera formaría un gel difícil de manejar en las plantas
industriales (Serna-Saldívar, 2007). Otro de los objetivos de este paso es evitar los
fenómenos de asociación de las moléculas de amilosa (retrogradación), ya que se
reduciría la tasa de hidrólisis enzimática y con ello el rendimiento de bioetanol.
De acuerdo a Schallmey et al. (2004), la alfa amilasa de Bacillus subtilis requiere
1.3.3.3. Sacarificación
En este paso se continua la hidrólisis enzimática, pero ahora usando una enzima
denominada amiloglucosidasa (Serna-Saldívar, 1996). La amiloglucosidasa es
una exoamilasa que tiene la capacidad de atacar tanto los enlaces de almidón
lineal como ramificado (alfa 1-4 y alfa 1-6), liberando principalmente glucosa a
partir de las dextrinas generadas previamente en la licuefacción.
De acuerdo a Serna-Saldívar (1996), de manera general, esta enzima funciona
mejor a un pH entre 4.0 a 4.5 y a una temperatura de 60°C. Shelton y Lee (2000)
mencionan que es muy importante mantener esta temperatura, ya que de
incrementarse, además del mayor gasto energético, representaría una reducción
en la actividad enzimática y si es más baja promovería el desarrollo de
microorganismos indeseables.
En la producción de bioetanol a nivel industrial, el paso de sacarificación se hace
en la misma etapa que la de fermentación, con el fin de ahorrar tiempo y recursos.
1.3.3.4. Fermentación
En esta etapa se utilizan microorganismos para convertir en etanol los azúcares
obtenidos en las etapas anteriores del proceso.
Las biorefinerías utilizan levadura (Sacharomyces cerevisiae), la cual fermenta a
los azúcares sencillos (glucosa, fructosa, sacarosa, maltosa) en etanol vía el ciclo
Embden-Meyerhof. Es decir, la glucosa es desdoblada en piruvato para después
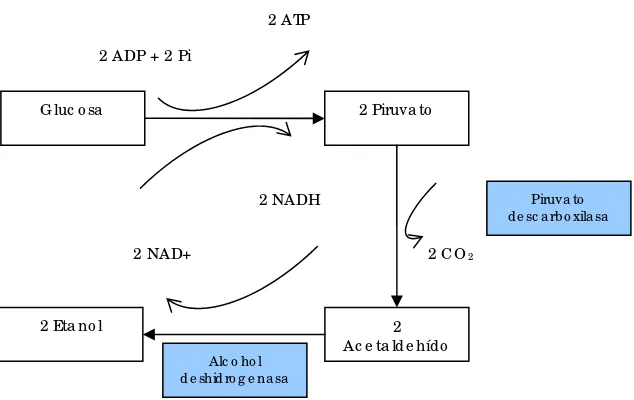
ser transformada en acetaldehído y posteriormente a etanol. De acuerdo a Gélinas
y McKinnon (2000), de 1 gramo de glucosa que entra en el ciclo de fermentación
alcohólica, se obtienen 0.47 g de bióxido de carbono, 0.48 g de etanol y trazas de
glicerol y otros compuestos. En la Figura 1.3.4 se esquematiza la reacción de
[image:43.612.193.510.447.647.2]fermentación a partir de glucosa.
Figura 1.3.4. Diagrama simplificado de las reacciones para la obtención de etanol a partir de
glucosa (Modificado de: Mathews et al., 2002).
G luc o sa 2 Piruva to
2 Ac e ta ld e híd o 2 Eta no l
2 NADH
2 NAD+ 2 ADP + 2 Pi
2 ATP
2 C O2
Piruva to d e sc a rb o xila sa
S. cerevisiae es un microorganismo anaerobio facultativo que tiene condiciones óptimas de desarrollo a 32°C y un pH de entre 4.5 y 5.5 (Serna-Saldívar, 1996).
Gélinas y McKinnon (2000) indican que la actividad de la levadura se incrementa
hasta un máximo de 45°C.
Un parámetro importante a considerar durante la fermentación es la concentración
de azúcares del sistema, ya que el desarrollo de la levadura puede inhibirse a
concentraciones mayores a 13% de azúcares fermentables. Se han desarrollado
algunas levaduras que pueden tolerar hasta 20% de azúcares en los caldos a
fermentar.
1.3.3.5. Destilación
Al final del proceso de fermentación se obtiene un caldo en el cual se encuentran
mezclados agua, etanol y otros sólidos (residuos de grano no fermentables,
levadura). Los residuos sólidos se separan mediante filtrado y centrifugación y
para la mezcla agua – etanol es utilizada un sistema de destilación, en el cual se
pasa gradualmente de la concentración inicial (6.5% de etanol) a un producto con
90% de etanol en peso, a 95% en una segunda etapa y a 99.3% en una
destilación azeotrópica o filtración con tamices moleculares (tercera etapa).
De acuerdo a Dias et al. (2007) se puede usar etanol al 93% en motores “flex fuel”,
motores estándares de combustión, se requiere deshidratar hasta lograr una
concentración de al menos 99.3%.
La mezcla etanol-agua a 1 atm de presión y a concentraciones de 95.0% no
pueden ser separada con una destilación normal, ya que sus coeficientes de
actividad son prácticamente los mismos (mezcla azeotrópica).
Para obtener la pureza deseada de etanol se puede utilizar destilación azeotrópica
o tamizado molecular. Esta última tecnología es energéticamente más eficiente
(GEA, 2007; Serna-Saldívar, 2007). Las mallas moleculares contienen materiales
que a su vez cuentan con poros pequeños en los que se adsorben gases y
líquidos de acuerdo a su tamaño y polaridad.
Las mallas moleculares pueden adsorber hasta 22% de su propio peso en agua
(Xinyuan, 2009). Estas mallas comúnmente están compuestas de minerales de
aluminosilicato o de compuestos sintéticos. Algunos de los materiales que
típicamente se utilizan como componentes de estas mallas son: arcilla, vidrio
1.4. El sorgo como fuente de bioetanol
1.4.1. Origen del sorgo, una historia compartida con el desarrollo de la
humanidad
El sorgo (Sorghum bicolor L. Moench) es un cultivo C4 que pertenece a la familia
de las Poaceae, muy bien adaptado a climas tropicales y condiciones de sequía.
Esto lo hace uno de los cultivos con mayor éxito en regiones semidesérticas de
África y Asia (Duodu et al., 2002), en donde casi el 35% de la producción mundial
de sorgo se usa para consumo humano directo (Dicko et al., 2006a).
Este cereal es cultivado desde hace más de 2,000 años (Rooney y
Serna-Saldívar, 2000). El ICRISAT (International Crops Research Institute for the
Semi-Arid Tropics) indica que el aprovechamiento del sorgo se inició en Etiopía, de
donde fue distribuido hacia medio Oriente e India.
Es usado para la elaboración de una gran variedad de productos, entre los que
destacan la cerveza (como malta y adjunto) (Rooney y Serna-Saldívar, 2000), así
como para la elaboración de tortillas, productos de panificación, bebidas
tradicionales (tô) y alimentos tradicionales fermentados (injera, ogi, uji)
(Serna-Saldívar, 1996). Ha sido también usado para la obtención de almidón, así como
Su actual nombre científico (Sorghum bicolor L. Moench) fue propuesto por Clayton en 1961. Entre sus nombres comunes destacan: kafferkoren (Holanda),
kaoliang (China), teterita (África del Este), durra (Egipto) y milo (en Estados
Unidos y África) (Dicko et al. 2006a).
1.4.2. Producción mundial y nacional de sorgo
Es el quinto cereal más cultivado en el mundo (después del trigo, arroz, maíz y
cebada) con una producción total de casi 60 millones de toneladas y con una
superficie cultivada de 41 millones de hectáreas (FAO, 2008).
Los principales países productores de este cereal son Estados Unidos, Nigeria,
India, Sudán, México y China (Tabla 1.3.3). México es el quinto país productor,
con un rendimiento por hectárea semejante al de Estados Unidos y sólo superado
por China y Argentina (FAO, 2008).
1.4.3. Estructura y características físico químicas del sorgo
El grano de sorgo es una cariópside desnuda de forma esférica, ligeramente
aplanada, que tiene dimensiones de 3.0 a 5.0 mm de ancho, 2.5 mm de ancho y
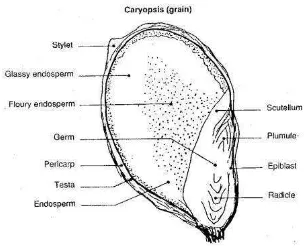
La estructura del grano de sorgo se presenta en la Figura 1.4.1. Al igual que en
todos los cereales, su estructura se puede dividir en tres partes anatómicas
fundamentales: pericarpio, endospermo y germen.
De acuerdo a Serna-Saldívar (1996) el pericarpio se puede dividir a su vez en:
epicarpio, mesocarpio y endocarpio. En el caso el sorgo, se pueden encontrar
algunos gránulos de almidón en el mesocarpio.
En la parte interior, después del pericarpio, se puede encontrar la testa o cobertura
de la semilla y posteriormente una capa denominada integumento interno, la cual
puede o no estar pigmentada (de acuerdo a las características genéticas del
cultivo) (Hoseney, 1998).
El integumento interno pigmentado contiene altos niveles de taninos condensados,
los cuales proporcionan al grano protección contra pájaros y plagas, afectando el
desempeño de proteasas y amilasas que afectan a su vez el completo
aprovechamiento de los nutrientes presentes en el grano.
Se ha encontrado que tanto la remoción mecánica del pericarpio del sorgo como el
tratamiento alcalino mejoran: 1) la calidad nutrimental del grano y 2) los
rendimientos en la producción de etanol a partir de este cereal (NRI, 2006;
Siguiendo con la descripción de la Figura 1.4.1, posterior a la testa se encuentra el
endospermo, el cual representa el mayor porcentaje en peso del grano completo
(hasta 84%). El endospermo puede dividirse a su vez en cuatro secciones capa de
aleurona, zona periférica, endospermo vítreo y endospermo harinoso (Rooney y
Serna-Saldívar, 2000).
En el sorgo, a diferencia de otros cereales como la avena, la capa de la aleurona
está formada por una sola fila de células y ahí se pueden encontrar algunos
[image:49.612.153.458.321.571.2]gránulos de almidón.
El endospermo periférico tiene grandes cantidades de proteína y de acuerdo a
Serna-Saldívar (1996) esta estructura se encuentra asociada con las bajas tasas
de digestibilidad del sorgo. De acuerdo a este mismo autor, los tratamientos
físicos del grano, como rolado, tratamientos térmicos con vapor o reventado,
destruyen esta estructura dejando el almidón más disponible al ataque enzimático.
El resto del endospermo, tanto en el vítreo como el harinoso se encuentra formado
por células en las cuales se puede identificar: una pared celular, matriz proteica,
cuerpos proteicos y gránulos de almidón.
El endospermo harinoso o de apariencia “gisosa”, a diferencia del endospermo
vítreo, presenta gránulos de almidón más grandes, de aspecto más redondo
debido a la menor cantidad de proteína. Esto hace que se tengan menores
cuerpos proteicos integrados y una menor tasa de unión con la matriz proteica. La
pared celular, formada por fibra soluble e insoluble, es más delgada que en el
caso del endospermo vítreo. La relación entre endospermo vítreo y harinoso,
denominado comúnmente textura del endospermo, es un parámetro de calidad
evaluado de manera subjetiva e influye en las decisiones de uso de los granos. En
el caso del procedimiento de obtención de etanol es recomendable utilizar granos
con mayor contenido de endospermo harinoso.
La tercera estructura característica del grano, es el germen que representa un
embrionario y el escutelum. El primero representa la radícula y la plúmula,
estructuras que, posteriores a los procesos de germinación, formarán las raíces y
la parte aérea de la planta respectivamente. El escutelum representa un tejido de
reserva, en donde se pueden encontrar importantes cantidades de minerales y
lípidos, así como enzimas, vitaminas y proteínas en general. Las características
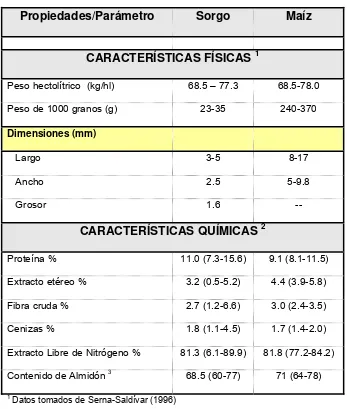
físicas y químicas del sorgo se muestran en la tabla 1.4.1. A manera de
comparación se incluyen también estas características para el maíz, cereal que
actualmente es el más utilizado para la producción de etanol a partir de materiales
almidonosos.
Como se puede observar en la tabla 1.4.1, una de las diferencias más notables
entre la composición química del sorgo y maíz es el contenido de proteína (más
elevado en el sorgo). Este parámetro es uno de los que más influye en el
rendimiento de etanol, ya que las proteínas se encuentran formando una matriz en
donde se encuentran inmersos los gránulos de almidón, haciéndolo de esta
manera menos susceptible al ataque enzimático, eje principal de las reacciones
que llevarán a la obtención del bioetanol (Duodu et al., 2002; Rooney y Pflugfelder,
Tabla 1.4.1. Principales características físicas y químicas del sorgo (Sorghum bicolor L Moench)
y maíz (Zea mays)
Propiedades/Parámetro Sorgo Maíz
CARACTERÍSTICAS FÍSICAS 1
Peso hectolítrico (kg/hl) 68.5 – 77.3 68.5-78.0
Peso de 1000 granos (g) 23-35 240-370
Dimensiones (mm)
Largo 3-5 8-17
Ancho 2.5 5-9.8
Grosor 1.6 --
CARACTERÍSTICAS QUÍMICAS 2
Proteína % 11.0 (7.3-15.6) 9.1 (8.1-11.5)
Extracto etéreo % 3.2 (0.5-5.2) 4.4 (3.9-5.8)
Fibra cruda % 2.7 (1.2-6.6) 3.0 (2.4-3.5)
Cenizas % 1.8 (1.1-4.5) 1.7 (1.4-2.0)
Extracto Libre de Nitrógeno % 81.3 (6.1-89.9) 81.8 (77.2-84.2)
Contenido de Almidón 3 68.5 (60-77) 71 (64-78)
1 Datos tomados de Serna-Saldívar (1996)
2 Indicado entre paréntesis el rango entre el cual se encuentran los valores del parámetro.
3 Taylor et al. (2006)
Además, en el caso del sorgo, las interacciones que establecen las proteínas entre
sí, sobre todo las kafirinas, afectan aún más la digestibilidad de los compuestos
En la producción de etanol, el mayor contenido proteico de la materia prima ayuda
a mejorar la calidad de los subproductos obtenidos de la fermentación y usados
como alimento para ganado (granos gastados de destilería).
Es importante comentar que con base a las características físicas y químicas de
los cereales estos se pueden clasificar de acuerdo a un sistema de clases y
grados. En el caso del sorgo, se tienen cuatro clases y grados (USDA, 2001). En
estos sistemas de clasificación, la asignación de clases en los cereales va muy
relacionada con el uso potencial que se le puede dar al grano. En cambio, el grado
se utiliza para reflejar el estado de salud del cereal utilizado y con ello enfatizar las
calidades especiales o los aspectos que pudieran afectar su valor comercial.
Las clases existentes para el sorgo son:
1. Sorgo. Este grano es bajo en contenido de taninos ya que no tiene testa
pigmentada y contiene menos del 98% de sorgo blanco y no más del tres por
ciento de sorgo con taninos. El color del pericarpio puede ser blanco, amarillo,
naranja, rojo o bronce.
2. Sorgo con taninos. Este sorgo tienen un alto contenido de taninos y contiene
no más del 10% de sorgo sin taninos. El color del pericarpio de esta clase es
generalmente café o marrón, pero también puede ser blanco, amarillo, rojo o
3. Sorgo blanco. Este sorgo es bajo en taninos y contiene no más del 2% de
otras clases. El color del pericarpio es blanco o translúcido e incluye sorgo que
contiene manchas y cubren no más del 25% del grano.
4. Sorgo Mezclado. Este sorgo no cumple con los requerimientos de ninguna de
las otras clases.
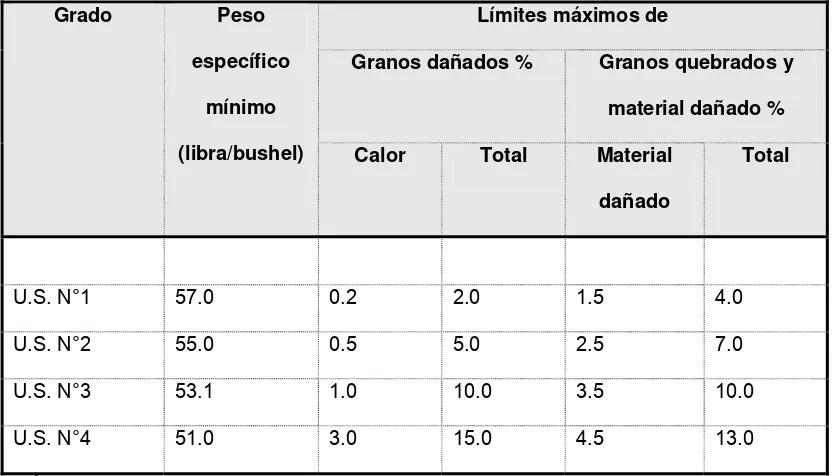
[image:54.612.102.519.349.587.2]Cada una de estas clases se divide en los grados que se indican en la tabla 1.4.2.
Tabla 1.4.2. Sistema de asignación de grado para el Sorgo en los Estados Unidos de
Norteamérica1
Límites máximos de
Granos dañados % Granos quebrados y
material dañado %
Grado Peso
específico
mínimo
(libra/bushel) Calor Total Material
dañado
Total
U.S. N°1 57.0 0.2 2.0 1.5 4.0
U.S. N°2 55.0 0.5 5.0 2.5 7.0
U.S. N°3 53.1 1.0 10.0 3.5 10.0
U.S. N°4 51.0 3.0 15.0 4.5 13.0
1 USDA (2001)
En el caso del etanol, el contenido de taninos en el sorgo es uno de los factores
que pueden afectar el rendimiento del proceso. De acuerdo a Duodu et al. (2003)
formación de puentes disulfuro entre las proteínas durante los procesos térmicos y
con ello reducir la digestibilidad de los nutrientes. Estas características afectan
también la disponibilidad de almidón para la hidrólisis enzimática y con ello el
rendimiento en la obtención de etanol. Los taninos tienen también la habilidad de
unirse a proteínas, tales como enzimas, lo cual afecta su actividad dentro de los
sistemas de producción (NRI, 2006).
De acuerdo a la USDA (2001), casi todo el sorgo comercializado se encuentra
asignado en el grado número 2. Para la obtención de etanol es recomendado
utilizar sorgo con bajo contenido en taninos.
1.5. Tratamientos físicos y térmicos usados para mejorar la digestibilidad
y calidad nutrimental de los cereales.
Debido a que en esta tesis se probará el efecto del rolado al vapor como parte del
proceso de obtención de etanol, en este apartado se hace una breve descripción
de los tratamientos típicamente usados para mejorar la digestibilidad y calidad
nutrimental de los cereales, entre los que se encuentra precisamente el utilizado
en esta tesis.
Los cereales representan una parte importante de la dieta. Poco más del 50% de
la energía consumida por los seres humanos y casi el 90% del consumo
1996), sin embargo, por si solos no son suficientes para brindar una alimentación
equilibrada.
Esto se debe principalmente a su deficiencia en aminoácidos esenciales (como
lisina y triptófano) y en el caso del sorgo, se encuentran también barreras físicas
(como el endospermo periférico) y químicas (presencia de taninos), que reducen
aún más su calidad nutrimental.
Para superar algunas de estas limitaciones nutrimentales se utilizan tratamientos
físicos y/o térmicos, entre los que destacan la molienda, cocimientos ácidos y
alcalinos, rolado al vapor, formación de pellets, expansión, etc. (Serna-Saldívar,
1996; Velazco, 1996).
El rolado al vapor es un proceso realizado de forma regular en el grano usado
como pienso animal en Estados Unidos de Norteamérica (Rooney, 1992). Este
proceso es el más ampliamente usado en alimentación animal debido a su
conveniencia y flexibilidad. Consiste en someter al grano a vapor durante 5 a 15
minutos, incluso hasta 30 minutos para alcanzar una humedad de 18 a 20%
(Serna-Saldívar, 1996). Posterior a esta operación el grano ya húmedo se hace
pasar por rodillos estriados que giran a una misma velocidad.
Este tratamiento incrementa la digestibilidad del sorgo (Rooney y Serna-Saldívar,
2000). Velazco (1996) menciona que esto es debido a la ruptura del endospermo
que se da del almidón, lo cual facilita la actividad de las enzimas digestivas de los
animales alimentados con este material. Rooney (1992) indica que la
gelatinización provocada por este tratamiento puede presentarse hasta en el 50%
del almidón presente.
Estas características de disponibilidad posteriores al tratamiento de Rolado al
Vapor, son las que se espera favorezcan también la actividad de las enzimas
2. DEFINICIÓN DEL PROBLEMA
Como se describió en la introducción de este trabajo, las necesidades energéticas
de la humanidad se encuentran hoy ante grandes retos marcadas principalmente
por: 1) el inminente agotamiento de los combustibles fósiles, 2) el incremento en
la actividad económica mundial que supone un aumento más que proporcional en
el consumo de energía y 3) el daño ambiental ocasionado en la generación y uso
de combustibles. Dentro de este grupo, los combustibles líquidos para transporte
representan poco más de la mitad del consumo energético mundial, por lo que la
investigación en fuentes alternas a gasolina y diesel es muy importante en la
búsqueda de soluciones energéticas.
El uso de materias primas que no compitan con el alimento de la población y el
desarrollo tecnológico para su aprovechamiento eficiente en términos energéticos
y económicos, representan las avenidas más importantes para el desarrollo de los
combustibles del futuro. En el caso de México, ni el maíz ni la caña de azúcar
representan una alternativa viable desde el punto de vista socio-económico. El
sorgo en cambio representa una excelente opción como fuente de carbohidratos
fermentables. Las condiciones climatológicas de nuestro país, el nulo conflicto de
interés con los cereales usados de forma directa en consumo humano, así como la
capacidad agrícola instalada para la producción de este grano respaldan esta